Станина для резки металла
Обновлено: 28.04.2024
Из этой статьи можно узнать, как изготовить отрезной станок по металлу своими руками в домашних условиях с применением самых простых материалов. Здесь подробно изложены все этапы создания конструкций, в основе которых находится режущий диск или болгарка: подготовка материалов и инструментов, формулы расчетов, подробная пошаговая инструкция, а также сопутствующая информация с полезными советами.
Отрезной станок по металлу, сделанный своими руками, позволит получить оборудование, идеально подходящее под нужды владельца
Отрезной станок по металлу своими руками: рекомендации по созданию
Дисковые отрезные станки представляют собой инструменты, в основе конструкции которых имеется специальная платформа или рама, изготовленная из металла. Сам станок укомплектован деталями, обеспечивающими надежную фиксацию материала в определенном положении под необходимым углом в процессе его раскроя.
В качестве режущего элемента в таких конструкциях используется диск, изготовленный из быстрорежущей стали. Ее еще называют твердосплавной. Также может использоваться для нарезки металла круг с покрытием в виде абразивного материала. Режущий элемент приводится в движение благодаря электрическому двигателю с ременной или зубчатой передачей.
Схема устройства отрезного станка по металлу маятникового типа
Обратите внимание! В маломощных вариантах инструмента допускается использование режущего элемента, установленного напрямую на вал электрического мотора. В других случаях такое применение диска может быть опасным.
У дисковых станков встречается три различных подачи режущего компонента:
- нижняя;
- маятниковая;
- фронтальная.
По количеству режущих элементов станки бывают:
- одноголовочными – в комплектацию устройства включен только один режущий диск, поэтому при необходимости замены операции производится переналадка режущей кромки в соответствии с новой задачей;
- двухголовочными – конструкция дает возможность работать сразу с двумя инструментами, благодаря чему увеличивается КПД. В таких станках одна головка находится в фиксированном положении и сохраняет стабильность, вторая головка может передвигаться. Двухголовочные конструкции могут осуществлять работу автоматически.
Пример отрезного станка по металлу, изготовленного своими руками
Изготовление дискового отрезного станка по металлу своими руками: порядок действий
При изготовлении станка, предназначенного для работы с металлом, действия выполняются в следующем порядке:
- Подготавливаются защитные кожухи, которые будут устанавливаться на приводной ремень, а также отрезной диск.
- Устанавливается мотор. В качестве соединительной детали между валом режущего элемента и двигателем выступает приводной ремень.
- Изготавливается вал, на который будет закрепляться шкив привода, а также устанавливаться отрезной диск. Узел подлежит сборке и последующему монтажу на маятник. В этом случае в роли маятника выступает подвижная верхняя часть конструкции, где размещается режущий элемент и мотор.
- Изготавливается вал для крепления маятника.
- Выполняется рама для установки станка. На ней будет закрепляться искроуловитель и заготовка.
- Маятник устанавливается на раму.
- Выполняется монтаж электрической проводки.
- Осуществляется пробный пуск инструмента и наладка оборудования.
В качестве режущего элемента в самодельных отрезных станках используется диск, изготовленный из быстрорежущей стали, или круг с покрытием в виде абразивного материала
Расчет шкива для самодельного отрезного станка по металлу
Расчет диаметра шкивов осуществляется с учетом вращательной скорости диска и других параметров. Если предположить, что мощность двигателя будет составлять не менее 300 Вт, вращательная скорость диска будет равняться минимум 3000 об./мин., а его размер в диаметре – 40 см.
Полезный совет! В процессе нарезки металла гайка в зоне фиксации диска может отворачиваться. Чтобы этого избежать рекомендуется располагать шкивы привода с левой стороны, а сам диск на валу – справа.
Обычно диски маркируются производителем, который наносит на изделие максимально допустимое значение вращательной скорости. В этом случае показатель составляет 4400 об./мин. Поэтому допускается выбор любой скорости в пределах 3000-4400 об./мин.
Данные для расчетов:
- вращательная скорость мотора – 1500 об./мин.;
- диаметр шкива, предназначенного для установки на вал, – 6,5 см;
- вращательная скорость диска – 3000 об./мин.
Чертеж отрезного станка рамного типа (габариты рамы зависят от размеров используемого инструмента)
Расчет выполняется в следующей последовательности:
- Устанавливаем длину вала по периметру. Для этого число π, которое равняется 3,14 умножаем на размер диаметра: 3,14 х 6,5 = 20,41 см (длина вала по периметру).
- Полученное значение умножается на необходимое количество оборотов: 20,41 х 3000 об./мин. = 61230 см/мин.
- Результат необходимо разделить на количество оборотов двигателя: 61230 см/мин/1500об./мин. = 40,82 см (длина шкива для двигателя по периметру).
- Полученное значение делится на число π: 40,82 см/3,14 = 13 см (необходимый размер шкива).
Расчет длины ремня для самодельного отрезного станка по металлу своими руками
Для выполнения этих расчетов потребуются следующие данные:
- параметры ведущего шкива (радиус);
- расстояние, разделяющее центральные точки шкивов;
- параметры ведомого шкива (радиус).
Имея 2 шкива с размерными параметрами 13 см и 6,5 см, можно произвести необходимые расчеты. Поскольку расстояние между центрами этих элементов поддается изменению (так как требуется приводить ремень в состояние натяжения), в качестве примера будет взят отрезок длиной 50 см.
Теперь нужно посчитать 1/2 окружности каждого из шкивов. Поскольку приводной ремень проходит между ними дважды к этому значению необходимо добавить удвоенное расстояние между центральными точками.
Первый шкив (длина окружности):
3,14 (число π) х 3,25 см = 10,20 см
Второй шкив (длина окружности):
3,14 (число π) х 6,5 см = 20,41 см
Приводной ремень (необходимая длина):
20,41 см + 10,20 см + 50см х 2 = 13,06 см
Полезный совет! Чтобы получить более точный результат, следует произвести расчеты с максимальным и минимальным расстоянием между центральными точками шкивов и выбрать среднее значение.
Чтобы самостоятельно изготовить конструкцию станка для работы с металлом, следует подготовить необходимый инструментарий.
Чертеж отрезного станка маятникового типа: слева — размеры основания, справа — особенности конструкции маятника
Обязательный набор инструментов и материалов включает:
- аппарат сварочный;
- металлический уголок (стальной);
- швеллер и цепь;
- кнопку для включения/выключения;
- подшипники;
- вал и электрический мотор;
- электродрель;
- листовая сталь для создания рабочей поверхности;
- короб для размещения электрических компонентов станка.
Принципы создания станка для нарезки металла
Схема изготовления самодельного станка подчиняется определенным принципам, их нужно учесть перед тем, как браться за дело:
- очень важно правильно выбрать передачу и осуществить ее установку. От этого компонента зависит сохранность крутящего момента и его правильная передача от двигателя на режущий элемент (диск);
- обязательно следует предусмотреть наличие тисков. Этот инструмент способствует более комфортной работе, а также повышает степень ее безопасности;
Наличие тисков повышает уровень комфорта и безопасности при работе с самодельным станком
Обратите внимание! При составлении чертежей особое внимание следует уделить виброопорам, которые устанавливаются на ножки.
Сборка металлической рамы для отрезного станка
После того как все инструменты подготовлены и подобраны чертежи, можно перейти непосредственно к процессу создания станка. Используя стальной уголок, необходимо изготовить каркасную часть конструкции. В соответствии с чертежами, которые можно составить самостоятельно или найти в сети, вырезаются элементы каркаса. Все они соединяются между собой методом сварки. Предварительно нужно проверить соответствие размеров.
Процесс создания рамы для отрезного станка по металлу
К верхней части рамы приваривается швеллер – он станет направляющим элементом и будет служить основой для дальнейшей установки режущего компонента на станок. Этот швеллер станет своеобразным связующим звеном между электрическим мотором и режущим элементом. После этого на нем с помощью болтов закрепляются вертикально расположенные стойки.
Потребуется сварить конструкцию еще одной рамы. Размерные параметры подбираются в индивидуальном порядке с учетом габаритов электрического мотора и его особенностей. При выборе электрического мотора для станка лучше обращать внимание на модификации асинхронного типа. Данный вид оборудования характеризуется повышенной надежностью и долговечностью.
Существует одна тонкость при выборе мотора. Чем мощнее двигатель, тем ровнее будет ход у диска.
Сборка электрической составляющей для станка
Установка оборудования предполагает монтаж и подключение рабочего вала к электрическому двигателю станка. Способ, которым это можно сделать, не принципиален. Если на чертежах имеется инструкция к выполнению этой процедуры, лучше следовать ей, так как от качества монтажа зависит правильная работа и надежность инструмента.
Для самодельных отрезных станков лучше использовать электродвигатели асинхронного типа
Полезный совет! Некоторые детали, которые самостоятельно изготовить не по силам, можно заказать у токаря. К ним относятся фланцы для фиксации, а также шкив.
Для фиксации мотора на металлической раме лучше использовать болтовое соединение с гайками. Неподалеку от двигателя рекомендуется расположить короб, где находится выключатель и электрическая схема, а также пульт для управления инструментом.
Швеллер, предназначенный для фиксации отрезного диска, лучше посадить на пружину. Нужно сделать так, чтобы при отпускании он возвращался на прежнее место. Для закрепления пружины можно взять болты и хомут.
Электрическая составляющая – самая важная часть инструмента. В обязательном порядке включите в конструкцию цепь для пуска, а также кнопку для экстренного выключения станка. Нужно добиться такого размещения деталей, при котором электромотор будет подключаться к электричеству посредством автомата и коробки, а не напрямую. Трехполосного пускового автомата будет достаточно для того, чтобы включить и полноценно запустить двигатель. Он же будет питать и кнопку выключения.
Напоследок стоит позаботиться о наличии защитных приспособлений, которые обезопасят человека в процессе работы. Для этого нужно изготовить защитный кожух. Он будет препятствовать попаданию искр и мелких частиц металла в глаза.
Защитный кожух является обязательным условием работы с собственноручно изготовленным станком по нарезке металла, уберегая глаза от попадания искр и мелких металлических частиц
Изготовление отрезного станка из болгарки своими руками: чертежи, технология
Конструкции отрезных станков, изготовленных на основе болгарки, бывают двух видов (в зависимости от размещения болгарки).
В первом случае получается станина, на которой очень жестко зафиксирована угловая шлифовальная машина. Над рабочей поверхностью возвышается только диск, для которого в столе имеется специальная прорезь. Такой станок действует по принципу циркулярной пилы.
Обратите внимание! В процессе работы с таким станком приходится самостоятельно передвигать заготовку, из-за чего теряется точность работы. К тому же этот процесс может быть небезопасным, поэтому чертежи со скрытым типом размещения болгарки не пользуются высоким спросом.
Второй вариант предполагает, что заготовка остается в неподвижном состоянии, а режущий элемент перемещается. Благодаря тому, что шлифовальная машина располагается сверху столешницы, для распила деталей не требуется прилагать серьезных усилий.
Работа на самодельном отрезном станке, созданном на основе болгарки
Список инструментов и материалов для отрезного станка из болгарки своими руками
При самостоятельном изготовлении инструмента следует учитывать, что точность, с которой он будет работать, во многом зависит от устойчивости конструкции. По этой причине толщина материалов для изготовления связана не столько с требованиями в отношении прочности корпусной части станка, сколько с необходимостью в обеспечении должного уровня жесткости.
Точность отрезного станка из болгарки во многом зависит от устойчивости конструкции
- угловая шлифовальная машина;
- электрическая дрель (можно заменить сверлильным станком);
- набор сверл;
- набор плашек, предназначенных для формирования металлической резьбы;
- аппарат для сварки;
- рожковые ключи.
Выбор подходящего режущего инструмента для самодельного отрезного станка из болгарки
Полезный совет! Вместо сварки для фиксации деталей, можно использовать резьбовые соединения, однако они менее надежны и не смогут обеспечить необходимый уровень прочности.
Грамотный выбор болгарки является важным моментом при создании отрезного станка по металлу из этого инструмента
Тщательно подходить к выбору болгарки нужно еще и потому, что на рынке присутствует большое разнообразие конструкций. Так как данный электроинструмент не является полностью унифицированным, строительство станка будет осуществляться под определенную модификацию и размеры угловой шлифовальной машины.
Если станок сломается, выполнить установку другой болгарки может быть не только проблематично, но и невозможно. Придется переделывать маятник и все крепления. Поэтому стоит выбирать инструмент из ассортимента крупных и уже проверенных компаний, например, Bosch или Makita.
Чертежи отрезного станка: как из болгарки сделать инструмент для нарезки
На подготовительном этапе осуществляется проектирование и составление чертежей. Единых размеров не существует по той причине, что конструкция каждого станка подчиняется определенной модели режущего инструмента. Готовые чертежи, которых немало в сети, можно подогнать под болгарку. Они позволяют сориентироваться в отношении того, какой будет структура конструкции, ее габариты.
Чертеж станины для болгарки
Составление чертежа лучше начать с корпусной части. В некоторых случаях может понадобиться строительство отдельной платформы вместо каркаса. Такая платформа будет закрепляться на слесарном верстаке. Далее определяются размеры и характер расположения узловых элементов на станке. Нужно замерить межосевые расстояния между крепежными отверстиями, расположенными на редукторе, а также измерить саму болгарку.
Все эти данные используются для составления чертежей. После того как спроектированы крепления для маятника и шлифовальной машины, разрабатывается поворотный узел.
Полезный совет! Точность и жесткость станка зависит от расстояния между режущим элементом и шарнирным соединением. Чем этот разрыв меньше, тем лучше. Рекомендуется устанавливать маятник с минимальной длиной.
После составления чертежей останется только подобрать материалы, рассчитать их количество и приступить к выполнению конструкции.
После составления чертежа, подбора необходимых материалов и инструментов можно переходить непосредственно к созданию отрезного станка
Технология создания отрезного станка из болгарки
Технология изготовления станка для нарезки металла на основе болгарки практически такая же, как и в случае с отрезным диском:
- Подготовка и изготовление деталей для каркаса.
- Обустройство шарнирного соединения на маятниковом рычаге.
- Изготовление П-образного кронштейна с отверстиями для монтажа редуктора шлифовальной машины.
- Изготовление U-образного хомута и планки, которые будут фиксировать корпус болгарки на маятнике.
- Монтаж U-образного хомута и П-образного кронштейна к режущему инструменту: путем сварки или резьбового соединения все эти детали крепятся на консольную часть.
- Запрессовка подшипников в опоры.
- Двусторонняя запрессовка подшипниковых узлов на вал. Чтобы увеличить прочность соединения, можно залудить ось тонкой прослойкой олова с помощью паяльника.
- Закрепление маятника с опорными узловыми частями на краю платформы (отступ от края 0,5-0,6 см) с помощью сварочного аппарата.
- Установка болгарки и защитного кожуха.
- Монтаж возвратной пружины.
После того как конструкция собрана, необходимо выполнить пробный пуск и проверить правильность работы оборудования, а также размещения всех деталей на нем. На заключительном этапе подгоняется паз под режущий элемент, устанавливаются опоры, предназначенные для закрепления заготовок.
Когда доводка завершена, корпус станка необходимо покрыть тонким слоем эмали. Окрашивание убережет инструмент от повреждений, которые может вызвать ржавчина.
Абразивно-отрезные станки по металлу
Абразивно-отрезные станки предназначены для поперечной резки металлопроката различной формы абразивным диском (кругом) под углами от 0° до 45°.
Ø пиления 110 Ø отрезного круга 355 мм Размер заготовки 110 Угол поворота рамы ° 90 Мощность 2.40 кВт Напряжение 220В Масса 16 кг
Ø пиления 100 Ø отрезного круга 400 мм Размер заготовки 75х75 Угол поворота рамы ° 90 Мощность 2.20 кВт Напряжение 380В Масса 60 кг
Ø пиления 135 Ø отрезного круга 400 мм Размер заготовки 126х53 Мощность 3.00 кВт Напряжение 380В Масса 80 кг
Ø пиления 100 Ø отрезного круга 300 мм Размер заготовки 90x90 Угол поворота рамы ° 90 Мощность 2.20 кВт Напряжение 380В Масса 65 кг
Ø пиления 100 Ø отрезного круга 300 мм Размер заготовки 90х90 Угол поворота рамы ° 90 Мощность 2.20 кВт Напряжение 380В Масса 65 кг
Ø пиления 100 Ø отрезного круга 300 мм Размер заготовки 100х100 Угол поворота рамы ° 90 Мощность 3.00 кВт Напряжение 380В Масса 70 кг
Ø пиления 120 Ø отрезного круга 400 мм Размер заготовки 120х120 Угол поворота рамы ° 90 Мощность 4.00 кВт Напряжение 380В Масса 110 кг
Ø пиления 120 Ø отрезного круга 400 мм Размер заготовки 120х120 Угол поворота рамы ° 90 Мощность 5.50 кВт Напряжение 380В Масса 120 кг
Ø пиления 135 Ø отрезного круга 400 мм Размер заготовки 126х53 Мощность 4.00 кВт Напряжение 380В Масса 130 кг
Ø пиления 300 Ø отрезного круга 400 мм Угол поворота рамы ° 90 Мощность 4.00 кВт Напряжение 380В Масса 113 кг
Ø пиления 120 Ø отрезного круга 400 мм Размер заготовки 120х120 Угол поворота рамы ° 90 Мощность 5.50 кВт Напряжение 380В Масса 115 кг
Ø пиления 120 Ø отрезного круга 400 мм Размер заготовки 120х120 Угол поворота рамы ° 90 Мощность 4.00 кВт Напряжение 380В Масса 105 кг
Ø пиления 100 Ø отрезного круга 400 мм Размер заготовки 100 Мощность 2.20 кВт Напряжение 380В Масса 69 кг
Ø пиления 100 Ø отрезного круга 300 мм Размер заготовки 100х100 Угол поворота рамы ° -45 / 90 / 45 Мощность 3.00 кВт Напряжение 380В Масса 110 кг
Ø пиления 100 Ø отрезного круга 300 мм Размер заготовки 100х100 Угол поворота рамы ° -45 / 90 / 45 Мощность 5.50 кВт Напряжение 380В Масса 120 кг
Ø пиления 130 Ø отрезного круга 400 мм Размер заготовки 60х60, 130х30 Угол поворота рамы ° -45 / 90 / 45 Мощность 2.20 кВт Напряжение 380В Масса 120 кг
Ø пиления 50 Ø отрезного круга 400 мм Размер заготовки 80х80 Угол поворота рамы ° 90 / 45 Мощность 2.20 кВт Напряжение 380В Масса 200 кг
Ø пиления 60 Ø отрезного круга 275 мм Размер заготовки 60x100 Угол поворота рамы ° 90 / 45 Мощность 2.00 кВт Напряжение 380В Масса 175 кг
Ø пиления 85 Ø отрезного круга 315 мм Размер заготовки 70x130 Угол поворота рамы ° 90 / 45 Мощность 1.50 кВт Напряжение 380В Масса 235 кг
Ø пиления 100 Ø отрезного круга 355 мм Размер заготовки 100 Угол поворота рамы ° 90 Мощность 2.00 кВт Напряжение 220В Масса 20 кг
Ø пиления 50 Ø отрезного круга 180 мм Размер заготовки 45x45 Угол поворота рамы ° 90 / 45 Мощность 1.28 кВт Напряжение 220В Масса 9 кг
Ø пиления 135 Ø отрезного круга 400 мм Размер заготовки 126х53 Мощность 3.00 кВт Напряжение 380В Масса 95 кг
Ø пиления 135 Ø отрезного круга 400 мм Размер заготовки 126х53 Мощность 3.00 кВт Напряжение 220В Масса 80 кг
Ø пиления 130 Ø отрезного круга 355 мм Размер заготовки 190x90 Угол поворота рамы ° 90 / 45 Мощность 2.30 кВт Напряжение 220В Масса 25 кг
Видео







Обрабатываемым материалом могут быть:
Конструкция дискового отрезного станка относится к маятниковому типу. Высокая скорость вращения режущего диска, а также повышенная мощность привода способствуют максимально-эффективной резке и малому износу круга
Оборудование данного типа предназначено для использования в единичном и мелкосерийном производстве.
Перед тем, как купить абразивно-отрезной станок, необходимо обратить внимание на его основные характеристики:
- Мощность, кВт
- Максимальные размеры обрабатываемой заготовки, мм
- Угол поворота режущего инструмента, град.
- Размеры пропила, мм
- Размеры станка, мм
- Вес
Станки для резки металла
Станки для резки металла (отрезные станки) предназначены для резки листовой стали, металлических труб, прутков, уголков, швеллера, двутавра и проч. Станки применяются в серийном и мелкосерийном производстве.
Абразивно-отрезные станки по металлу
Ленточнопильные станки по металлу
Ножовочно-отрезные станки
Гильотины для рубки металла
Рычажные ножницы по металлу
Пресс-ножницы
Угловысечные станки
Лазерная резка металла
Плазморезы с ЧПУ
Правильно-отрезные станки
Станки продольно-поперечной резки металла
Ø пиления 85 Размер заготовки 85х105 Угол поворота рамы ° 90 / 45 Мощность 1.00 кВт Напряжение 220В Масса 19 кг
Ø пиления 115 Размер заготовки 100х150 Угол поворота рамы ° 90 Мощность 0.38 кВт Напряжение 220В Масса 68 кг
Ø пиления 100 Размер заготовки 100х150 Угол поворота рамы ° 90 Мощность 0.55 кВт Напряжение 220В Масса 26 кг
Ø пиления 100 Размер заготовки 100х150 Угол поворота рамы ° 90 / 45 Мощность 0.38 кВт Напряжение 220В Масса 26 кг
Ø пиления 115 Размер заготовки 110х150 Угол поворота рамы ° 90 / 45 Мощность 0.55 кВт Напряжение 220В Масса 80 кг
Ø пиления 115 Размер заготовки 100x150 Угол поворота рамы ° 90 / 45 Мощность 0.25 кВт Напряжение 220В Масса 60 кг
Ø пиления 128 Размер заготовки 127х150 Угол поворота рамы ° 90 / 45 / 60 Мощность 0.55 кВт Напряжение 220В Масса 90 кг
Ø пиления 125 Размер заготовки 150x100 Угол поворота рамы ° -45 / 90 / 45 / 60 Мощность 0.55 кВт Напряжение 220В Масса 69 кг
Ø пиления 125 Размер заготовки 150x100 Угол поворота рамы ° -45 / 90 / 45 / 60 Мощность 0.55 кВт Напряжение 380В Масса 90 кг









Все виды отрезных станков для металла делятся:
- по типу режущего инструмента;
- по количеству режущих головок;
- по углу нарезки.
Также оборудование, с учетом типа подачи режущего материала, разделяются на:
- станки нижней подачи;
- станки фронтальной подачи;
- станки маятниковой подачи.
Выбор оборудования
Специфика каждого станка для резки металла зависит от применения и отражается в его основных технических характеристиках:
- Мощность, кВт
- Вид применяемого режущего инструмента - диск, полотно
- Максимальные размеры обрабатываемой заготовки, мм
- Угол поворота режущего инструмента, град.
- Размеры пропила, мм
- Размеры станка, мм
- Вес
Компания «РуСтан» предлагает к продаже оборудование и оснастку по выгодной цене. Напоминаем, при покупке действует гибкая система скидок!
Стойка для болгарки

Как я уже говорил ранее, в гараже две проблемы — ровно отрЕзать и ровно просверлить. Проблема со сверлением решена, стойка для дрели стОила потраченного времени и средств на все сто. Долго пылилась в углу ожидая своего часа болгарка. Именно болгарка — сделанная в далеком 1977 г. в Болгарии на "ЭЛПРОМ ЛОВЕЧ", жутко тяжёлая но, по слухам, очень надёжная УШМ. Я пробовал работать ей. Я считал себя если не крутым спецом, то уж точно бывалым. Работал всегда большой MAKITA 9069, вещь довольно мощная и тяжёлая. Но болгарка в сравнении с макитой — дикая зверюга. При схожей с макитой мощности 1.9 кВт она ощутимо тяжелее, к тому же конкретно моя под диски 180 мм и оборотами на выходе 8500 об/мин. В общем решил я тогда, что в руки её больше не возьму (ссыкотно) и путь ей только в стойку. А стойку хотел сделать очень давно. И конечно стойка должна быть как обычно — "лёгкая, прочная и надёжная". Сразу скажу, единственное оправдание проделанной работе — "ну это же ДЛЯ СЕБЯ, на долгие годы, хороший инструмент не бывает простым…".
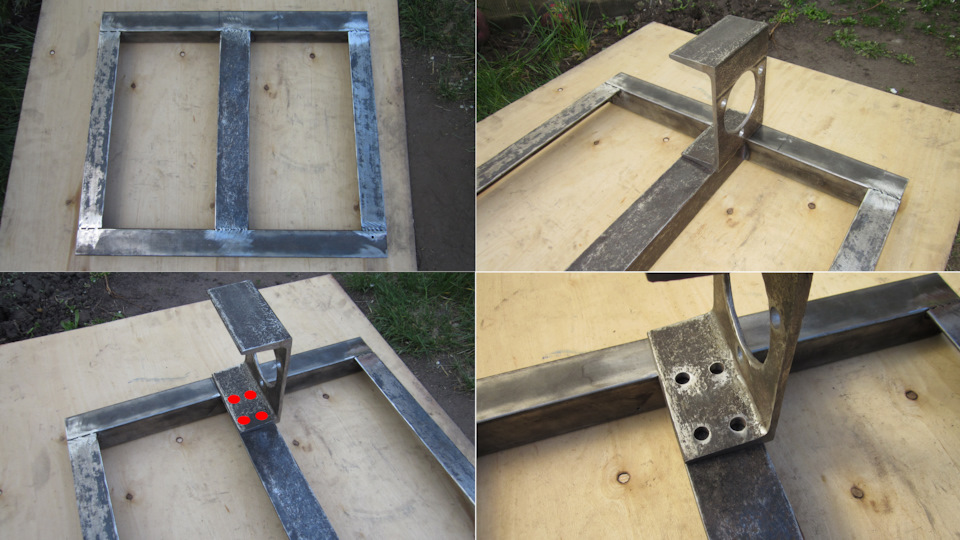
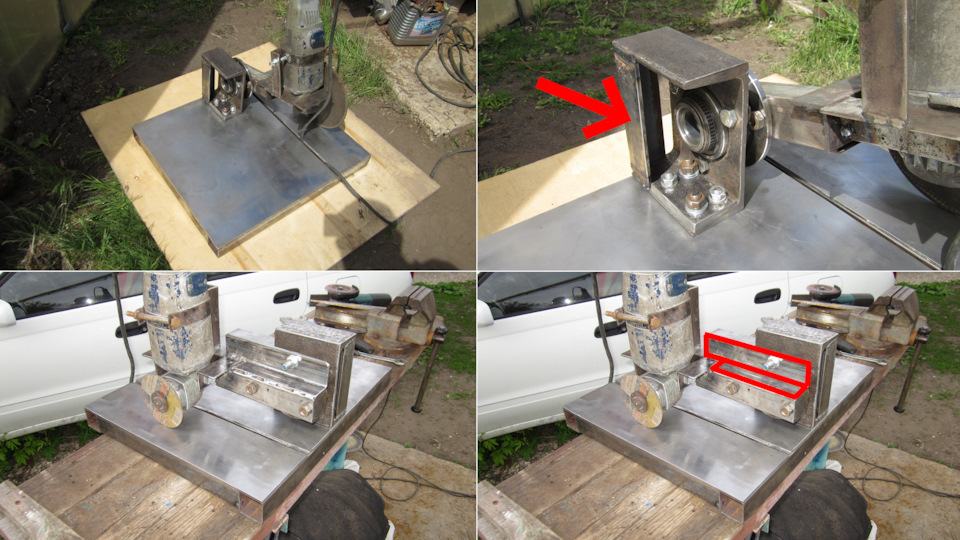
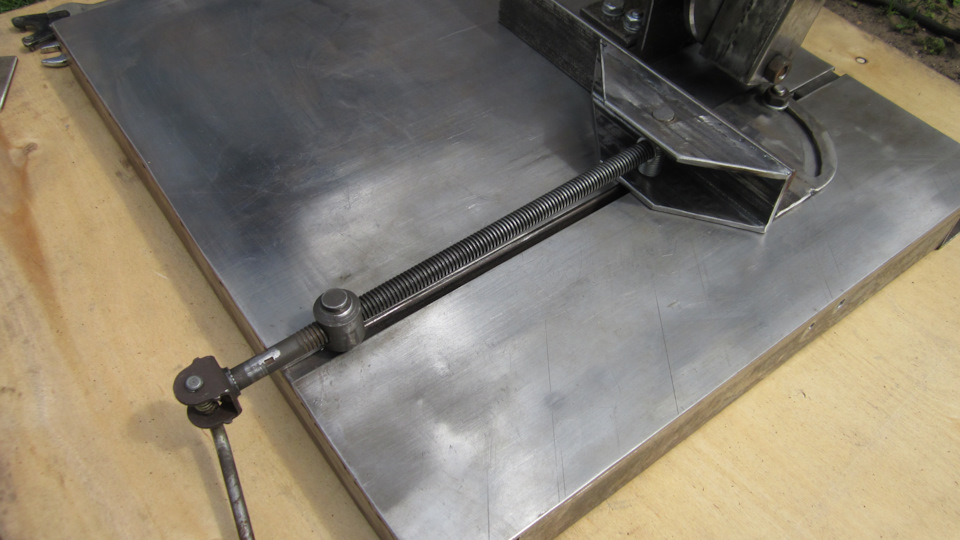
Начинал как и все — сварил прямоугольник для основания

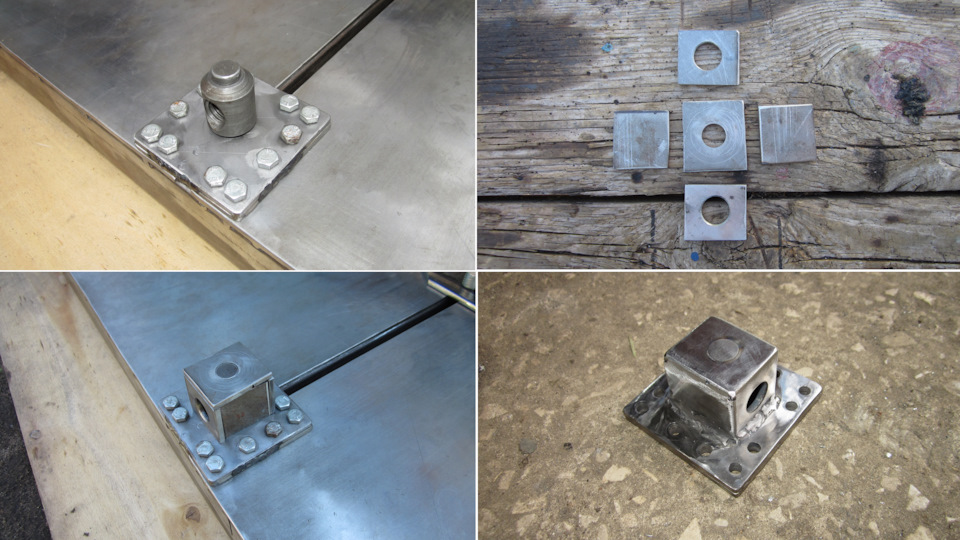
Для шарнира взята задняя ступица, вроде бы с CHERY TIGGO. Срезал с неё центральный выступ, сковырнул датчик АБС.
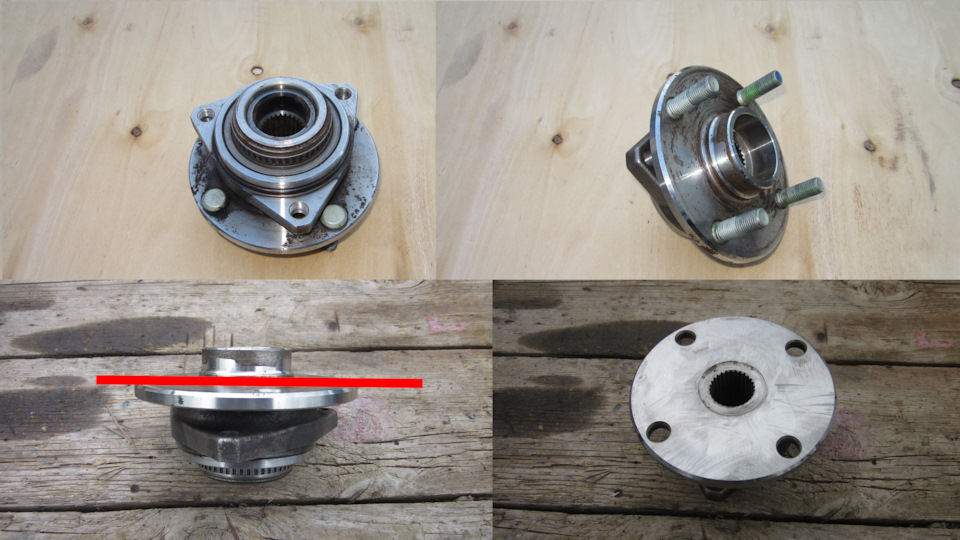
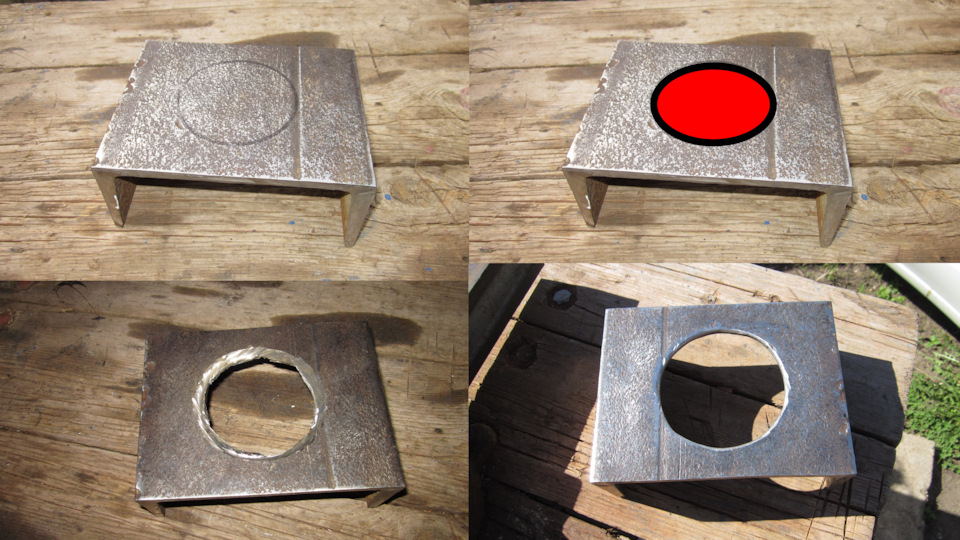
Крепится ступица к швеллеру, в котором вырезано отверстие для крепления. Вырезал болгаркой, довольно трудно кстати. Дорабатывал напильником.
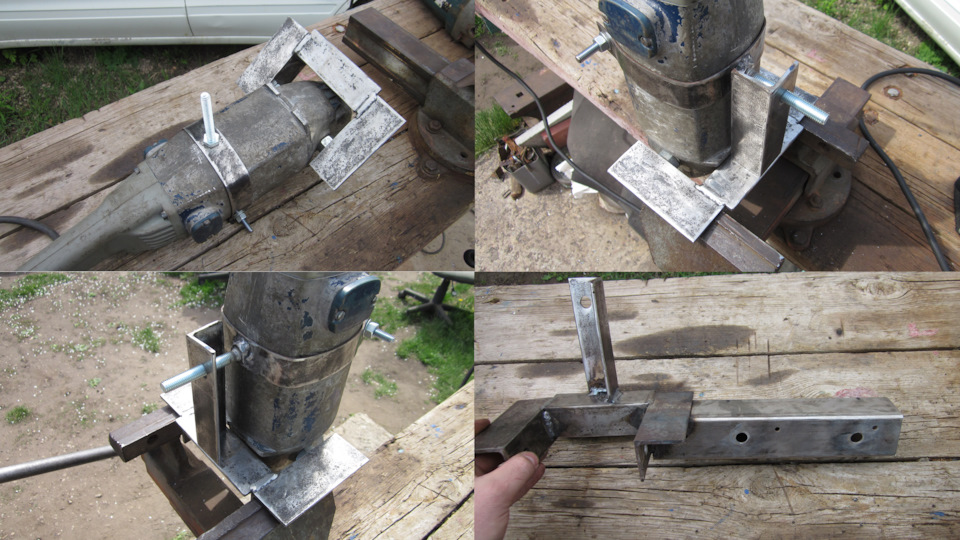
Основной кронштейн для болгарки начинал делать от самой болгарки. Сначала подогнал уголки к штатным местам крепления ручек, затем приварил между ними третий уголок.

Потом согнул кронштейн-хомут по корпусу болгарки из 2 мм стали.

К этому хомуту приварил болт и соединил уголком с крепёжной частью. Ко всей полученной конструкции приварил трубу 50Х50 с отверстиями для крепления к ступице
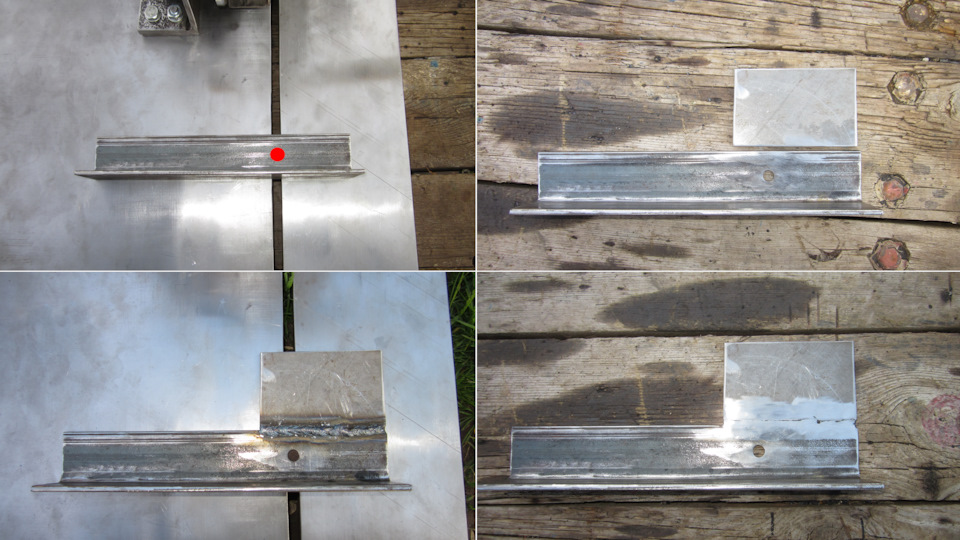
С помощью болта регулируется положение болгарки относительно стола. Далее привариваю к основанию 60-й уголок — к нему будет крепиться швеллер. Прикидываю расположение и сверлю швеллер и уголок под ним. Болты крепления будут разные — М10 и М12, это связано со второй регулировкой, швеллер должен немного поворачиваться за счёт увеличенных отверстий под болты.
Дальше приварил ещё две трубы — направляющие для прижимного механизма, а также усилил конструкцию двумя отрезками 50-го уголка.

Дальше поверх всего этого привариваю листы толщиной 4 мм. Как ни старался, а идеально ровной поверхности не получилось, перепады в 1-1,5 мм имеются, но на практике на точность реза это не влияет.
Теперь уже можно собрать установку. Дополнительно усиливаю уголками швеллер и основной кронштейн. Общий вес установки становится ещё не критичным, но уже довольно интересным…
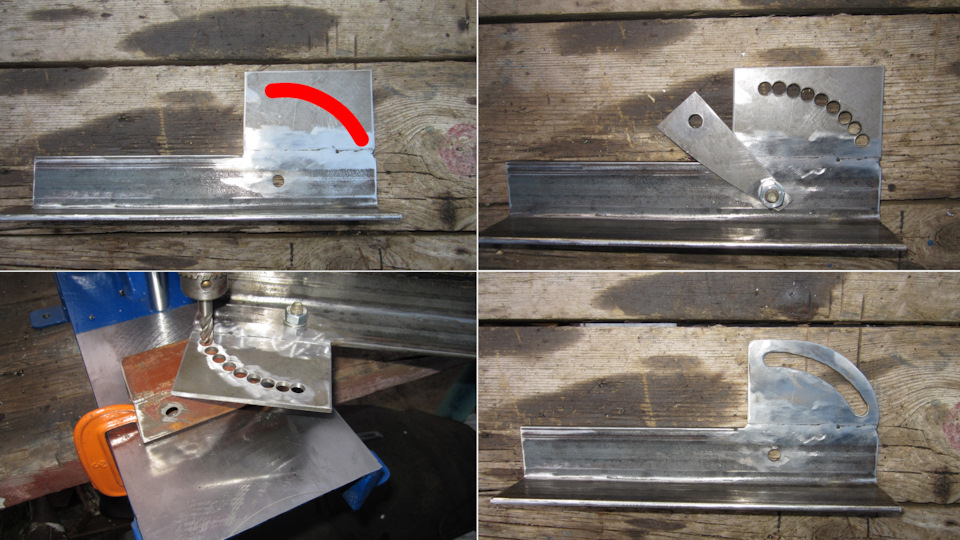
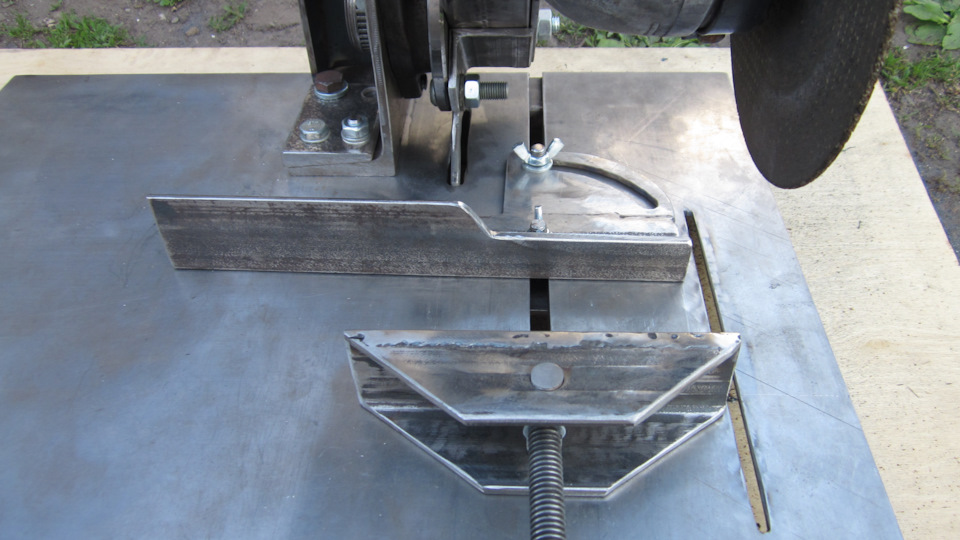
Дальше было самое долгое и муторное — оснастка для работы. Это упор и прижим для заготовки, это возвратная пружина, это расширитель стола. Начнём с упора для заготовки. Берём отрезок 50-го уголка, привариваем к нему небольшой прямоугольник.
Теперь надо вырезать в нём дугу, чтобы можно было резать заготовки под любым углом. С помощью шаблона сначала сверлю отверстия по дуге. Затем фрезой протачиваю дугу полностью.
Теперь прижимное устройство. Винт взят от старого и гнутого восьмого домкрата. Я справедливо рассудил, что это будет лучше обычной китайской шпильки. Конец винта я сточил до 6 мм и нарезал резьбу.

Для подвижной части самое трудное — сделать ось. Я делал из отрезка той самой китайской шпильки, сразу скажу — токарку не использовал, стачивал до нужного диаметра болгаркой, пусть и с некоторыми приспособлениями.

А это уже собран и на своём месте
Осталось закрепить гайку. Прижимное устройство планировалось съёмным, поэтому крепится на болты, резьба нарезана прямо в рабочем столе. Гайку домкрата обварил кусочками 4 мм стали.
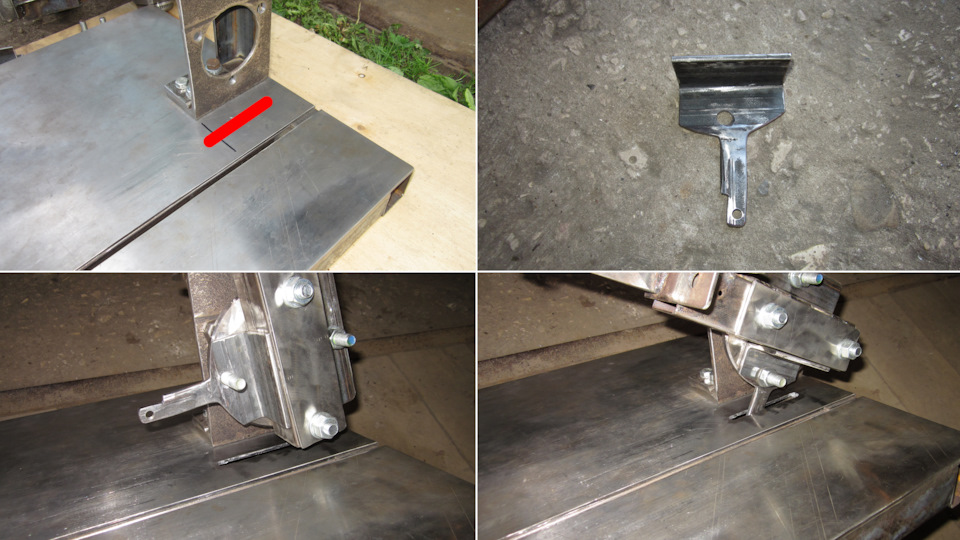
Так как прижимное было готово, решил порезать трубу для ножек стола, заодно посмотреть как это всё работает. В результате сделал вырез на упоре заготовки — в него корпус редуктора болгарки упирался. Также чуть позже подрезал прижим по ширине.
Кстати, на фото видно гайки с барашками — с ними я поработал один рез. Никогда не используйте в таких местах гайки с барашками, ручного усилия крайне не достаточно для хорошей фиксации упора. Это бесценный опыт — гайки ослабли, диск разлетелся в клочья. Теперь там обычные гайки, затягиваю всегда очень плотно.
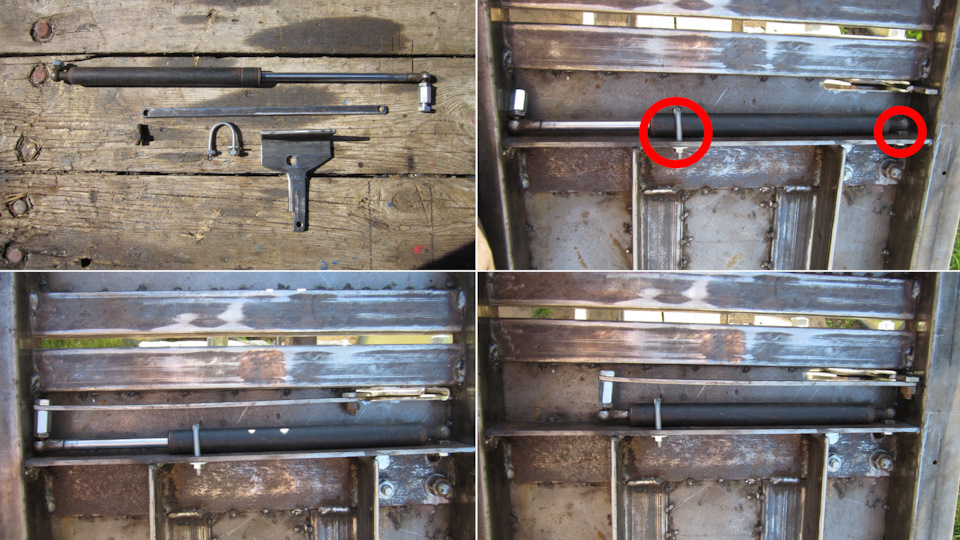
Дальше возвратная пружина. Ну как пружина… я думал будет пружина, но в итоге получилось нечто покруче. Я осознаю, что сам всё усложнил, но результат того стОил. Вот представил я какая мощная пружина нужна чтобы удерживать болгарку, и что усилие в конце реза должно быть не маленькое. К тому же, после реза надо плавненько отводить болгарку вверх. А хотелось — чтобы порезал, отпустил и она сама ПЛАВНО вернулась в исходное положение. Что для этого надо? Газовый упор конечно, от девятки, давно валяется на полке. И ещё — система возврата должна быть скрытой, то есть работать снизу. Это значит понадобятся дополнительные тяги и рычаги. На самом деле сделать это получилось достаточно легко, я бы даже сказал быстро. Сначала сделал прорезь в столе под рычаг. Сам рычаг сделал из уголка, путём многих примерок придал ему нужную форму. Крепится рычаг прямо на ступицу, к штатной шпильке.
Понадобятся ещё некоторые детали — собственно газовый упор, длинная тяга к нему, хомут согнутый из шпильки М6. Упор встал как там и был. Заработало с первого раза. Поначалу казалось что поднимает резковато, но когда болгарка обросла всякими ручками и кожухом, то получилось в самый раз.
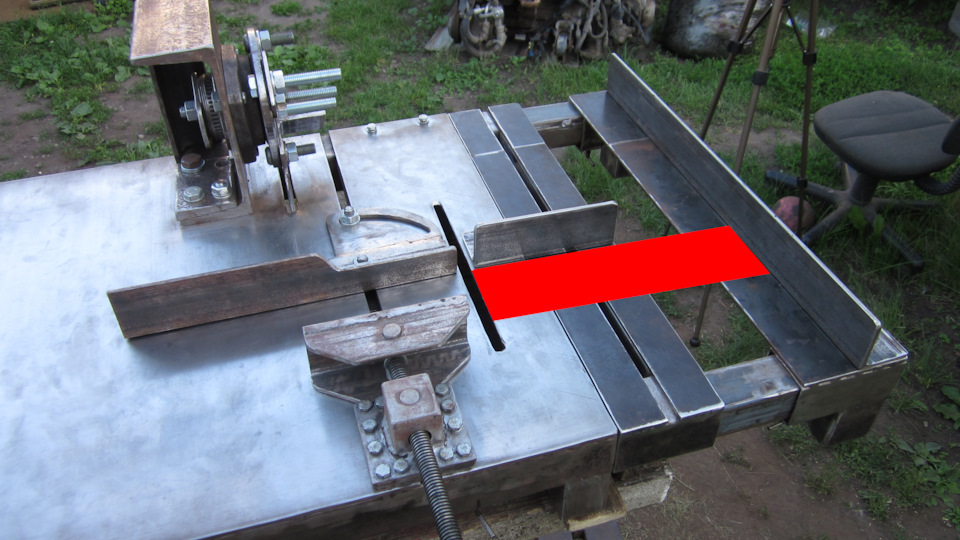
Ну собственно это почти всё. Ещё был сделан искроуловитель — просто жестянка прикрученная на пути искр. Ещё поставил отдельную ручку привода — трубу прикрутил к основному кронштейну, а к трубе — штатную боковую ручку болгарки. Конечно сделал расширение стола, по принципу труба в трубе. Здесь была засада, внутрь трубы 50Х50 входит труба 45Х45. Она существует в принципе, но по факту её нигде не найти. Пришлось наваривать 4 мм полоски на трубу 40Х40. На расширении будут постоянно два приспособления — дополнительный упор заготовки — нужен чтобы отрезаемая часть не была подхвачена диском и не улетела, и дополнительный упор для "клонирования" детали — если надо две и более детали одинаковой длины не нужно мерить длину перед каждым резом.
Да, забыл про кожух защитный. Родной кожух был давно утерян, стоял уже под 230-й диск. Я его нарастил где можно по максимуму и сделал к нему откидную часть как на фабричных монтажных пилах.

И только когда настало время красить, я увидел количество деталей "простой и лёгкой" стойки для болгарки. Переносить установку в сборе лучше вдвоём. Нет, можно конечно и одному… но очень тяжело.


После завершения стали очевидны несколько факторов усложняющих работу на установке. Первое — нужно постоянное место для неё, таскать туда-сюда просто не получится, да и не всегда есть помощник для этого. Второе — нужно снижать обороты. На 8500 об/мин нельзя работать 230 диском, а 180-го маловато — мешает прижимной механизм. В настоящее время активно внедряю в систему регулировку оборотов с обратной связью, чтобы заданные обороты не проседали под нагрузкой. К тому же, появится возможность использовать пильные диски по металлу (3000 об/мин для 230-го диска) и по дереву (около 4000 об/мин). А при желании можно и 355 мм диск воткнуть, правда придётся стол допиливать и новый кожух делать.
Если остались какие-либо вопросы — просмотр 10 мин. видео ниже поможет разобраться.
Метки: стойка для болгарки, станина ушм
Комментарии 94
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.



Молодец! Хотел было сначала когда читал поругать за бессмысленность использования 180- но диска. А так отлично. Сам сначала тоже делал из болгарки с 230 мм. На 2,2квт Но этого мало, пришлось купить заводскую metabo

Почему мало? Мощность вполне себе нормальная, если конечно не на металлобазе швеллера целыми днями резать))
Под мои задачи ее стало маловато- порф трубы 80х40, 80х60, 80х80 причем под угол 45, 100х100 и т.д. самоделка хорошо работала с проф трубой 60х40
Согласен, 230 кругом больше 50Х50 уже не удобно работать


Уж сильно ты заморочися.
Но сделано на 5.
Спасибо. Когда начинал, думал всё попроще будет, но получилось как получилось)))
От всей души, работа выполнена отлично.


Протяжка из автомобильных амортизаторов не подойдёт, особенно с большой болгаркой. Я ярый противник любых люфтов, а амортизаторы — люфтят. Лучше уж вариант с перекладиной для протяжки подходит.
Ну люфта то там нет никакого, шток и направляющая втулка выполнены с большой точностью и поршень в гильзе. Другое дело, что чем больше вылет — тем больше консоль и меньше расстояние между опорами штока, однако при маленьких вылетах, применительно к размерам круга и заготовки, опоры штока расположены достаточно широко и жесткость отменная. Кстати в ступичном подшипнике тоже люфт возникает со временем, другой вопрос — его величина и как она влияет на рез

titaniumbolt
Протяжка из автомобильных амортизаторов — шляпа полная. Лучший вариант это мебельные направляющие с шариками, причем 4 штуки, по 2 на плоскость. На люфты нет и намека.

Из рулевого маятника от жигулей делается, гораздо проще и быстрее.
Мелковат рулевой маятник для такой нагрузки.
По размерам маятник не большой совсем, подшипники в нём мелкие, да и корпус легкосплавный если не ошибаюсь. Я делал не быстрее и проще, а сложнее но надёжнее. Хотя каждый сам решает из чего делать.
Нет там подшипников, он на втулках.
5 лет пилит кирпич, куда надёжнее то? Живет в среде абразива, шамот пилю замачиваю в воде. Веса не имеет, компактен до безобразия.
С подшипниками маятники бывают, и я бы выбрал именно такой. У вашей системы должен быть люфт ощутимый. Но вообще как быстрый вариант сойдёт, хотя если 5 лет — можно было и доработать слегка.
С подшипниками маятники полная хрень, подшипники в маятниках очень плохо работают.
Люфта у меня нет вообще. Жигули через такой маятник поворачивает колесо, нагрузка в сравнении с УШМ — смешная. Эта конструкция будет вечна и дорабатывать тут нечего.
Не бывает ничего вечного. Нет люфта? Это потому, что кирпич режется как масло ножом. Попробуйте металл — там придётся давить и возможно сильно. Там где маятник соединяется с кронштейном — не может не быть люфта, болт будет прогибаться, даже если он калёный. И дорабатывать тут нечего, если продолжать резать кирпич (но хотя бы упор для кирпича можно было и поставить). Для резки металла придётся не дорабатывать, а полностью переделывать.
Нет люфта, нету. Смотрю вы кирпич никогда не резали, да и металл режете с огромным расходом дисков. Забавно слушать такую ересь. Тут не так, здесь не так)))
Да кстати, металл я им тоже режу периодически)) И всё работает))
Кирпич резал, пусть и не тысячу штук, но с сотню точно наберётся. Режется он пильным диском по бетону легко и быстро, без напряга. Ересь — резать металл на фанере. А про люфт можно утверждать что угодно, но ОДИН болт М12 будет прогибаться усилием руки с соответствующим рычагом. И функционала у вашего устройства даже для кирпича — не хватает. А резать металл без фиксации хотя бы струбциной — просто опасно. А при чём здесь расход дисков? И вообще, воспринимайте конструктивную критику стойко, раз уж осмелились показать ваше "вечное" приспособление.
Ну и чё? Какая-то фигня кирпичная, как это с металлом связано? И давить на диск приходится, так как "с угла" не всегда получится порезать, часто диск заходит по плоскости — это плата за точность реза (у вас кстати точность установки отсутствует). И смешить я Вас даже не пытался. Если занимаетесь постоянной резкой кирпича, то просто стыдно работать на такой ерунде. Вот Вам бесплатный план доработки Вашего устройства:
1. Тумбочку-каркас усилить минимум вдвое косынками и уголками — наверняка она ходуном ходит. Вкопать её поглубже (приколотить, залить бетоном, посадить на анкера — по выбору)
2. Фанеру накрыть хотя бы 2 мм сталью, закрепить лист саморезами с потаями.
3. Сделать простой деревянный прижим для фиксации кирпича или хотя бы один упор — это удобно
4. Если уж нравится жигулёвский маятник, то надо закрепить к нему основной кронштейн хотя бы на два болта (у Вас один болт — М12? или М14?), для этого придётся сверлить сошку.
5. Нужна возвратная пружина. Приварить дополнительный кронштейн к тумбочке, пружину зацепить за сошку.
Это минимум, после которого работать можно с бОльшим комфортом и безопасностью. А если функционала хватает и сейчас- то зачем вообще было делать ЭТО нечто? можно с рук резать. Мне вот нужен очень точный до миллиметра рез и рез под 45 градусов. А как ваша установка упрощает работу? одной рукой держать кирпич, другой шлимашину на него опускать? Ну его нафиг такие эксперименты…
Так у него ж стол подвижный, там немного по другому всё. Прижим на фотках не видно, но упор то точно есть. И я не предлагаю делать 70 кг, я говорю об элементарных доработках для удобства и безопасности. И "подобным" я и не планирую заниматься, камень-кирпич — не моё. А вот металла порезал не мало, и тут уж вы скорее теоретик. И пишу я для себя, потому что комментарии помогают раскручивать статью и видео в нём. Чем больше комментов — тем лучше. Пусть даже про кирпичи))) А вы неблагодарны — я ведь бесплатный план выхода из кризиса вам предложил)))
Andrew-Schultz
"С подшипниками маятники полная хрень, подшипники в маятниках очень плохо работают."
Шта? У меня на волге маятник на подшипниках больше 10 лет отходил, и ни намека на люфт не было, ходил бы еще минимум столько же, да я подвеску на шаровую поменял.
Читайте также: