3d принтер металл и пластик
Обновлено: 17.05.2024
Пластики для 3D принтера. Руководство по видам пластиков и их характеристики.
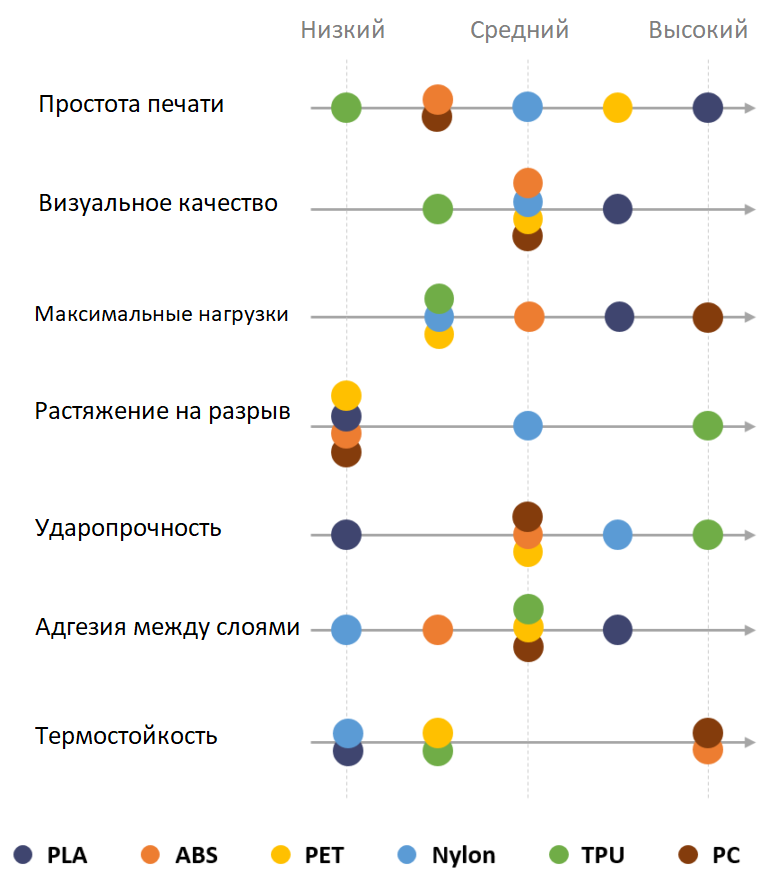
В данной статье, мы сравним основные пластики для 3D печати по свойствам - PLA, ABS, PET, Nylon, TPU (Flexible) и PC и поможем найти оптимальный вариант для тех или иных задач.
Вступление
Выбор правильного типа пластика для 3D печати объекта становится все более трудным, так как на рынке 3D-печати регулярно появляются радикально новые материалы. В FDM 3D-печати PLA и ABS исторически были двумя основными используемыми полимерами, но их первоначальное доминирование можно было сказать случайным. Поэтому для других полимеров в целом нет каких-либо серьезных препятствий, чтобы сыграть свою роль в будущем FDM технологии.
Сейчас мы видим, что новые виды филамента становятся все более популярными, как чистые полимеры, так и композиты. В этом исследовании мы сфокусируемся на основных чистых полимерах, которые существуют на рынке сегодня: PLA, ABS, PET, Nylon, TPU (Flexible) и PC. Мы суммируем ключевые различия между их свойствами, чтобы пользователи могли быстро принять решение о том, какой полимер лучше всего подходит для их работы.
Методология
Пластики для 3D принтеров обычно классифицируются по 3 категориям: механические характеристики, визуальное качество и пригодность к постобработке. Далее мы разобьём эти категории, чтобы нарисовать более четкую картину свойств полимеров. Выбор материала зависит от того, что пользователь хочет напечатать, поэтому перечислим ключевые критерии, необходимые для выбора материала, кроме стоимости:
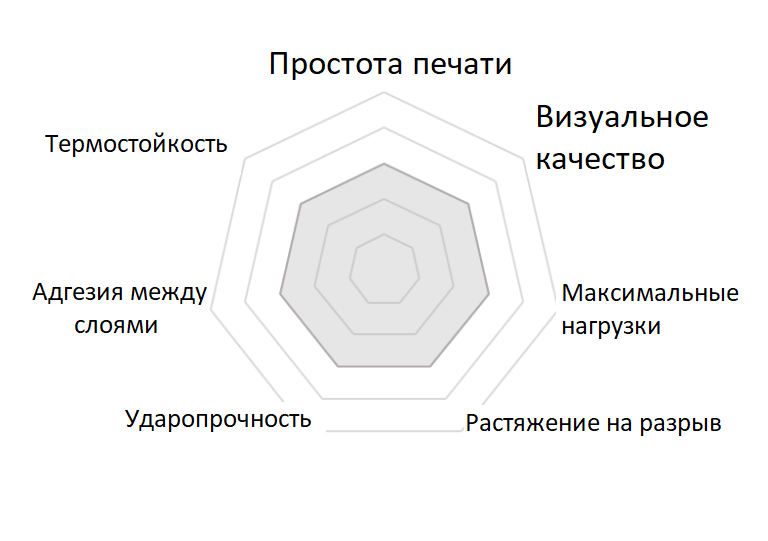
Простота печати: Насколько легко печатать пластиком: адгезия между слоями, максимальная скорость печати, частота возможного брака, точность печати, удобство подачи в принтер и т. д.
Визуальное качество: насколько хорошо выглядит готовая модель.
Максимальные нагрузки: максимальное напряжение, которое может испытать объект, прежде чем сломаться при медленном натяжении.
Растяжение на разрыв: максимальная длина объекта, растянутого до разрыва.
Ударопрочность: энергия, необходимая для разрушения объекта при внезапном ударе.
Адгезия между слоями (изотропия): насколько хороша адгезия между слоями материала. Это связано с «изотропией» (однородностью во всех направлениях). Чем лучше адгезия слоя, тем более изотропным будет объект.
Термостойкость: максимальная температура, которую объект может выдержать до размягчения и деформации.
Данные свойства не являются ни «хорошими», ни «плохими» по сути; это просто свойства, которые подходят для своей области применения. Например, жесткость.
У нас нет точной количественной оценки, но можно сказать, что это важный фактор. Так же есть такие параметры, как влагостойкость или токсичность.
Пластик PLA
PLA - самый простой полимер для печати и обеспечивает хорошее визуальное качество полученных деталей. Он довольно твёрдый, но на деле очень хрупкий и не подходит для использования в работающих механизмах.
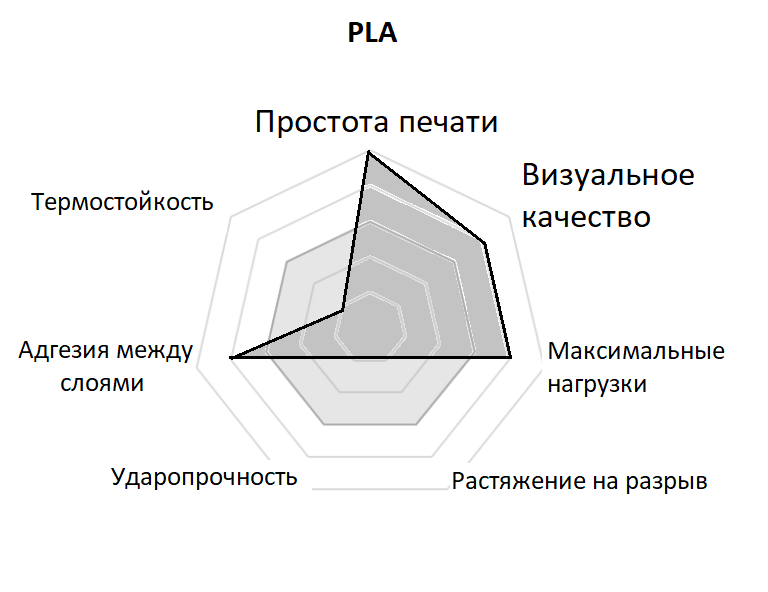
Не имеет запаха
Не легко склеивать
Пригоден для обработки
шлифовальной бумагой и
покраске акриловыми красками
Устойчив к ультрафиолету
Пластик ABS
ABS обычно выбирается вместо PLA, когда требуется более высокая термостойкость и более высокая прочность.
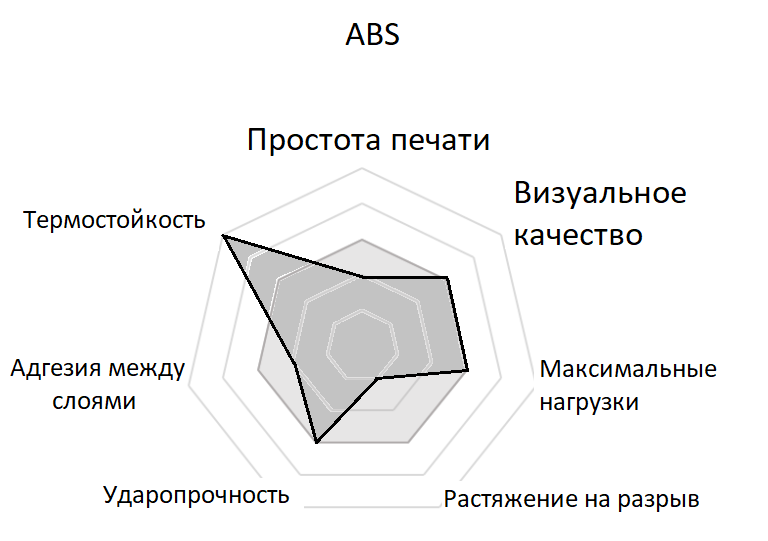
Можно обрабатывать парами ацетона для получения глянцевой поверхности
Чувствительность к ультрафиолету
Можно обрабатывать шлифовальной бумагой и красить акриловыми красками
Запах при печати
Ацетон также может быть использован в качестве сильного клея
Потенциально высокие выбросы дыма
Хорошая стойкость к истиранию
Пластик PET
PET более мягкий полимер, который обладает более интересными свойствами, но с оговоркой на некоторые существенные с недостатками.
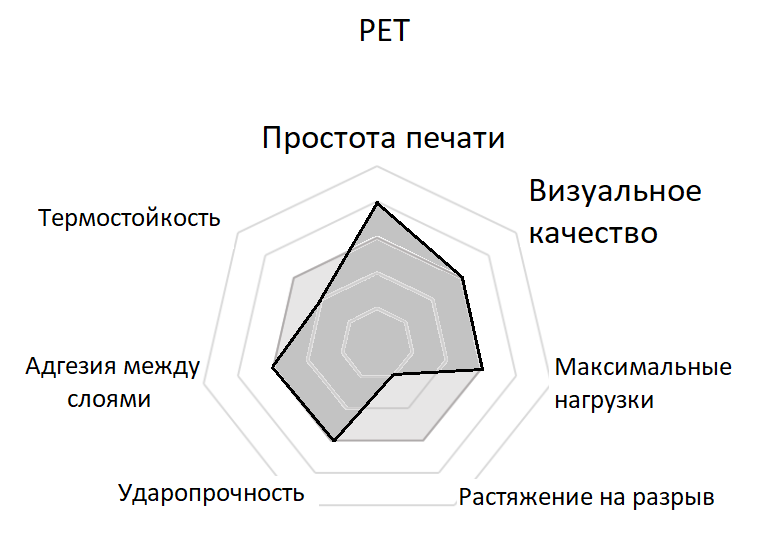
Может вступать в контакт
с продуктами питания
Работать с этим
материалом тяжелее чем с
Высокая химическая стойкость
Хорошая мех. воздействиям
покрасить акриловыми красками
Пластик Нейлон (Nylon)
Нейлон обладает отличными механическими свойствами и, в частности, лучшей ударопрочностью для негибкой нити. Но могут возникнуть, и обязательно возникнут, если не позаботиться о специальном клее, проблемы как с адгезией к платформе, так и между слоями.
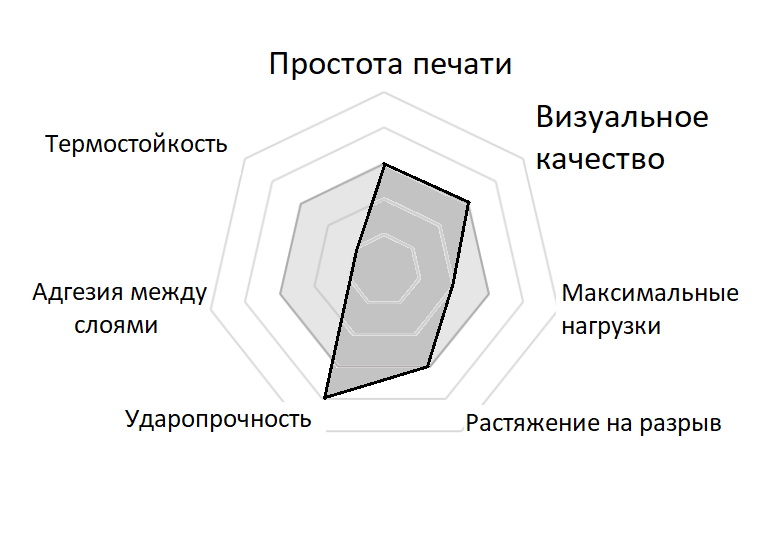
Хорошая химическая стойкость
Пластик TPU
TPU – это гибкий пластик. В основном он используется в деталях, которым необходима эластичность, но его очень высокая ударопрочность может быть использована и для других применений.
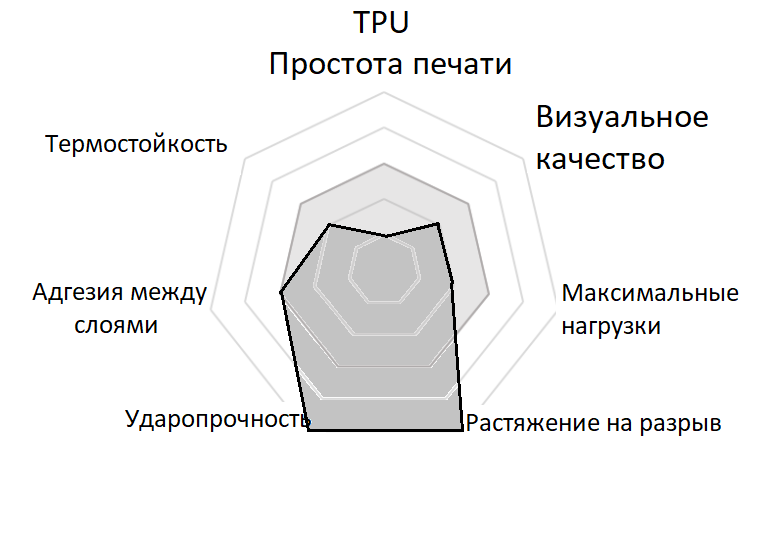
Хорошая стойкость к маслам и жирам
Пластик Поликарбонат (PC)
PC является очень прочным материалом и может сыграть роль интересной альтернативы ABS. Их свойства достаточно схожи.
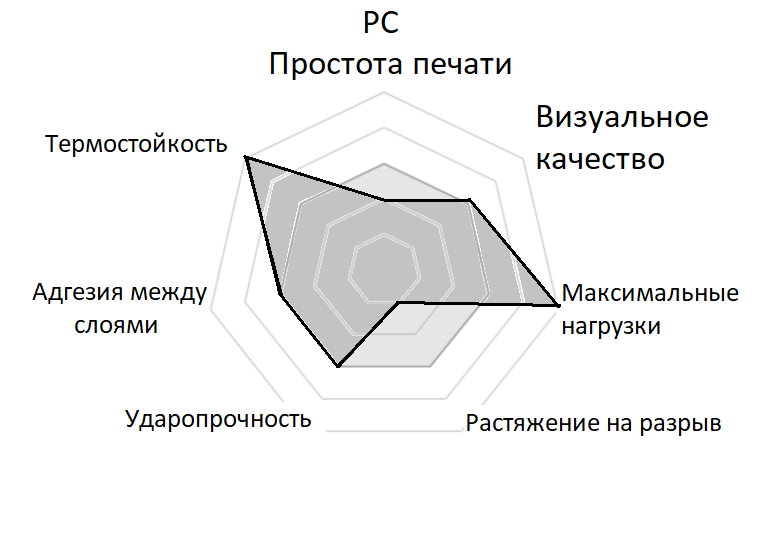
Легко обрабатывать (шлифование)
Чувствительный к ультрафиолету
Заключение
Выбор правильного пластика для 3d принтера имеет решающее значение для получения правильных свойств 3D печатной детали, в особенности если вам необходимо её функциональное использование в механизмах и т.п.
Эта статья поможет пользователям найти для себя нужный тип пластика в зависимости от тех свойств, которые им нужны. Производители материалов иногда модифицируют пластики и добавляют различные присадки для изменения свойств чистого полимера (например, углеродное волокно, чтобы сделать материал более жестким). Но мы не рассматривали эти экзотические виды материалов в нашей статье, т.к. их распространение пока не очень широко.
Что ж, а на этом у нас все! Спасибо что были с нами, до новых встреч. Дальше будет интереснее!
Приобрести указанные в статье расходные материалы, задать свой вопрос, или отследить заказ, вы можете
3D печать с металлокомпозитными филаментами
За исключением профессиональных промышленных машин, все 3D принтеры строят объекты из пластика. 3D принтеры могут использовать довольно много разных типов пластика, таких как ABS, PLA и нейлон; и они могут использовать несколько различных технологий для превращения пластикового сырья в детали. Но факт остается фактом, пластмассы являются материалами, доступными для любого настольного 3D принтера. Тем не менее, любители, используя пластиковые филаменты с другими примесями, могут создавать на 3D принтерах детали, которые выглядят и ощущаются как металлические.

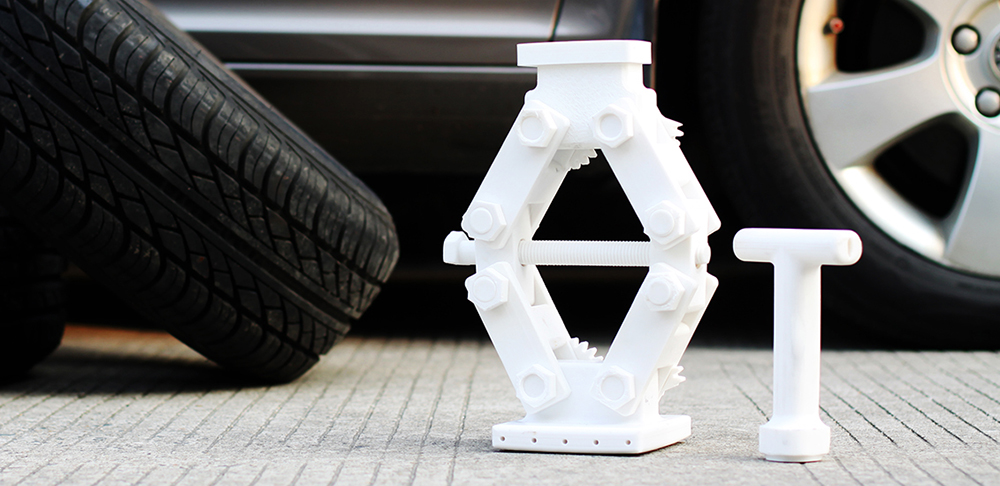
Объекты, напечатанные на 3D принтере и выглядящие как металлические
Металлокомпозитные филаменты, иногда называемые филаментами с металлическими наполнителями, содержат примерно 40-60% мелкодисперсного металлического порошка, смешанного с PLA. Их не следует путать с филаментами, которые просто металлического цвета. Металлокомпозитные нити намного тяжелее, чем обычные филаменты PLA. Хотя они выглядят как металл, окисляются и подвергаются атмосферным влияниям как металл, и на ощупь они холодные, ими можно печатать на обычных 3D принтерах.
Эти специализированные филаменты доступны в нескольких различных материалах: медь, бронза, нержавеющая сталь и железо являются наиболее распространенными.
Образцы 3D печати металлокомпозитными филаментами Диаграмма оценки характеристик металлокомпозитных филаментов
С точки зрения производительности и стоимости, металлокомпозитные филаменты для 3D печати не совсем соответствуют обычным пластиковым филаментам. Их главная ценность – внешний вид.
Помимо того, что они выглядят так, будто сделаны из металла, детали, напечатанные из металлокомпозитных нитей, намного тяжелее пластиковых деталей. Это особенно верно для деталей, напечатанных с высокой плотностью заполнения.. Их вес делает детали еще более убедительными относительно использования в качестве полузаменителей для литых металлических предметов.

Слева деталь, напечатанная черным PLA с заполнением 20%. Справа та же модель, напечатанная филаментом ColoFabb Copperfill с заполнением 20%.
Стоимость
Неудивительно, что специализированные филаменты для 3D принтеров, наполненные металлическими порошками, стоят значительно дороже, чем обычные пластиковые нити. Также металлокомпозитные филаменты выпускает ограниченное число производителей.
ColorFabb и ProtoPasta являются двумя крупнейшими и наиболее уважаемыми дистрибьютерами эти специализированных видов сырья. Цена катушки металлокомпозитного филамента зависит от типа металла и качества нити.
| Тип филамента | Стоимость (за килограмм) |
|---|---|
| ColorFabb copperFill (наполнитель – медь) | $73,32 |
| ColorFabb bronzeFill (наполнитель – бронза) | $73,32 |
| ColorFabb steelFill (наполнитель – сталь) | $73,32 |
| Proto-Pasta Iron PLA (наполнитель – железо) | $69,98 |
| Proto-Pasta Stainless Steel PLA (наполнитель – нержавеющая сталь) | $99,98 |
Прочность
Существует причина, по которой пластики с металлическим наполнением не используются в производстве. Композитный материал не обладает прочность, долговечностью и ковкостью чистого металла. Кроме того, добавление металлических порошков в филамент PLA делает его более хрупким, чем чистый PLA.
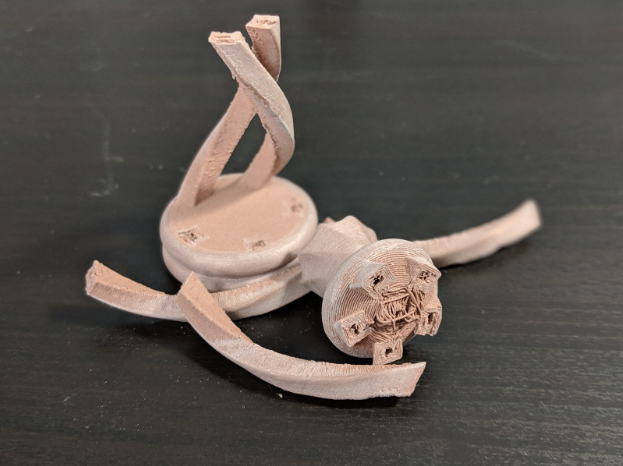
Объекты, напечатанные из металлокомпозитных филаментов, очень хрупкие.
Постобработка
При использовании других типов исходного материала для 3D печати постобработка является необязательным шагом для улучшения внешнего вида ваших деталей. Для металлокомпозитных филаментов, постобработка деталей обязательна.
Сразу после принтера детали с металлическим наполнением не будут похожи на металлические. Они имеют матовую поверхность и цвет, близкий к цвету металла, который они содержат.

Эта деталь была напечатана филаментом copperFill (с медью), но до постобработки она не очень похожа на медь.
К счастью, постобработка металлокомпозитных деталей проста, но требует некоторого оборудования. Поскольку нити с металлическим наполением используют в качестве основного материала PLA, шлифование деталей может быть затруднено. Этот материал нагревается и быстро размягчается, создавая странный белый след. Также нет легкодоступных химикатов, которые можно использовать для полировки деталей способом, каким химически полируется ABS.
Лучший способ постобработки металлокомпозитных деталей – галтовка. Для этого используется простое устройство, состоящее из вращающегося барабана, заполненного полирующим средством (на английском данное устройство называется «rock tumbler»). Деталь после 3D печати просто помещается внутрь этого барабана, и когда барабан вращается, полирующее средство обрабатывает поверхность детали.
Детали из металлокомпозитного филамента до и после галтовки
Поставщики предлагают любителям 3D печати множество полировочных материалов. Одним из наиболее популярных средств является использование небольших крепежных винтов, которые похожи на металлокомпозитный пластик. Другой вариант – маленькие кусочки нержавеющей стали размером с зерна риса.
Средство для полировки из нержавеющей стали для вращающихся стаканов После длительного вращения в стакане металлокомпозитные детали будут выглядеть гораздо более похожими на настоящий металл, а не на пластик цвета металла
Простота использования
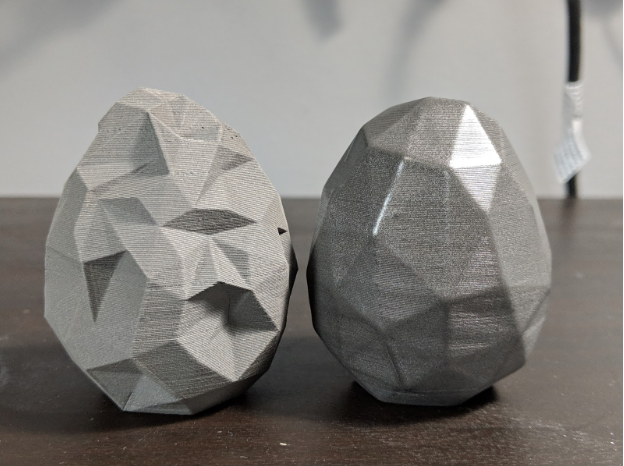
Поскольку металлокомпозитные филаменты используют в качестве основного материала PLA, к ним могут применяться те же настройки, что и при печати с использованием PLA. Это замечательно, потому что PLA – это самый простой тип материала для 3D печати, поэтому он так популярен. Металлокомпозитный филамент печатается при низкой температуре, около 200°C. Оно может также печататься без подогрева стола. Фактически, нити с металлическим наполнителем даже менее склонны к деформации, чем обычный PLA.

Два образца печати, слева PLA, справа copperFill (наполнитель – медь), были напечатаны с одинаковыми настройками печати. На самом деле, обе модели использовали для печати один и тот же g-код.
Тем не менее, есть несколько предостережений при использовании нитей с металлическим наполнителем, что делает их более сложными в использовании, чем обычные PLA нити.
Во-первых, металлический порошок в филаменте делает этот тип специализированного сырья более абразивным, чем чистый пластик. Большинство 3D принтеров поставляются с латунным соплом. Однако латунь является относительно мягким металлом, и она может стираться абразивными металлокомпозитными филаментами, медленно снижая качество печати вашего принтера.
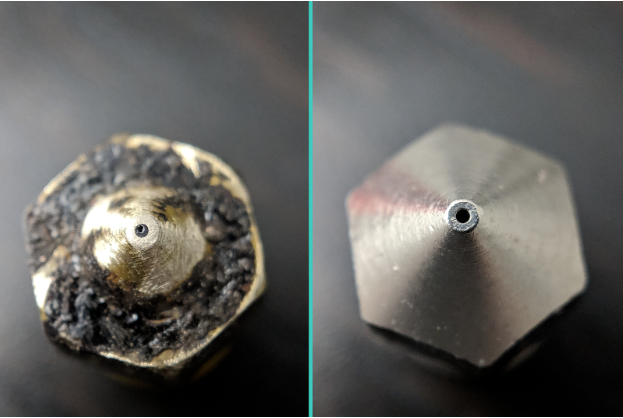
Слева стандартное латунное сопло после многих часов печати, в том числе около 3 кг филамента с металлическим наполнителем. Справа совершенно новое закаленное сополо. Вы можете видеть, что сопло слева начало разрушаться абразивным металлокомпозитным филаментом.
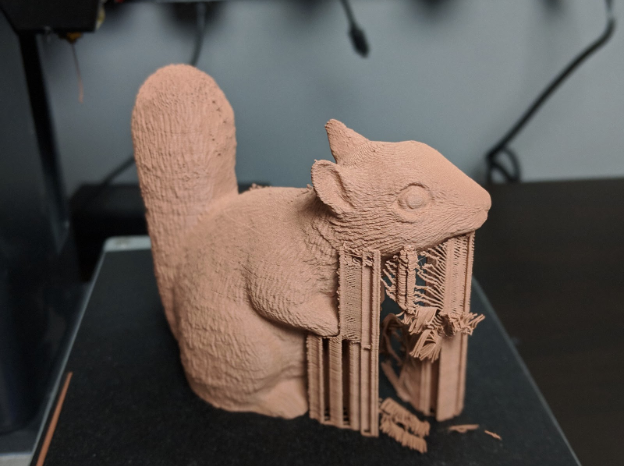
Во-вторых, нити с металлическим наполнителем выполняют мосты не так хорошо, как чистые пластмассы, и при этом они также не выполняют навесы так хорошо, как другие материалы. Как упоминалось выше, металлокомпозитные филаменты намного тяжелее, чем обычные пластмассы, что делает этот материал более сложным для удержания навесных элементов в воздухе, пока пластик затвердевает.
Содержание металла в металлокомпозитном филаменте также позволяет материалу дольше удерживать тепло, по сравнению с обычным пластиком. На самом деле, это является хорошей характеристикой для предотвращения деформации, поскольку это означает, что детали охлаждаются медленнее и равномернее. Тем не менее, это также затрудняет выполнение мостом и навесов.
Для достижения лучших результатов детали должны быть спроектированы с минимальным количеством мостов и навесов – в противном случае вам понадобится дополнительный материал для поддержек. Если у вашей детали есть навесы, не забудьте включить генерирование поддержек под довольно большим углом.
Использование поддержек для нависающих элементов печатаемого объекта
Настройки принтера

Настройки принтера при печати металлокомпозитными филаментами
Наиболее подходящие проекты для печати филаментом с металлическим наполнителем
Декоративные объекты
Учитывая, что металлокомпозитные филаменты в основном полезны своими эстетическими свойствами, то они очень подходят для декоративных объектов печати: настольные статуэтки, фигурки, пресс-папье, настенные изображения – вот некоторые примеры обычных декоративных предметов, выполненных из композитного пластика.
Ювелирные изделия
Из филамента с металлическим наполнителем могут быть напечатаны ювелирные изделия, что позволяет дизайнерам создавать прототипы проектов или даже печатать образцы продукции без необходимости отливки из металла.
Визуальные прототипы
Металлокомпозитные филаменты также могут использоваться для создания визуальных прототипов металлических деталей. Детали, напечатанные из пластика с металлическим наполнителем, выглядят как литые металлические детали, но их изготовление на порядок дешевле. Следовательно, этот материал полезен для моделирования внешнего вида детали, которая впоследствии будет изготовлена из металла.
Технологии 3D печати. Что выбрать 3D печать металлом или 3D печать пластиком? Технологии 3D принтеров FDM VS SLA VS SLM

3D печать или аддитивное производство - это общий термин, охватывающий несколько видов процессов. Каждый тип 3D печати имеет свои преимущества и недостатки. И каждый из них предназначен для конкретных целей.
В этой статье мы даем несколько простых советов, которые помогут вам выбрать правильный тип 3Д печати для ваших потребностей. Графики и таблицы, представленные в этой статье, в качестве краткого справочного материала, чтобы определиться, какой тип 3Д печати наилучшим образом соответствует вашим требованиям.
Выбор вида 3D печати по расходному материалу
Материалы для 3D-печати обычно бывают в форме нити, порошка или смолы (жидкий фотополимер). Полимеры (пластмассы) и металлы - это две основные группы материалов для 3D печати. Также доступны другие материалы (например, керамика или композиты). Полимеры могут быть разбиты на термопласты и термореактивные материалы.
Если требуемый материал уже известен, выбор технологии 3D печати относительно прост, поскольку всего несколько аддитивных технологий производят детали из одних и тех же материалов. В этих случаях процесс выбора обычно сводится к сравнению затрат и физических свойств.

3D печать пластиком (термопласты)
Термопласты лучше всего подходят для функциональных применений, включая производство деталей для конечного использования и функциональных прототипов.
Они имеют хорошие механические свойства, высокую ударопрочность, износостойкость. Они также могут быть заполнены углеродом, стеклом или другими присадками для улучшения их физических свойств. 3D печатные термопластики (такие как ePA, Nylon, Formax) широко используются для производства деталей для функционального использования в промышленности.
Детали SLS имеют лучшие механические и физические свойства, а так же более высокую точность размеров. FDM более экономичен, и при помощи этого типа 3Д печати, увеличивается скорость выполнения заказов.
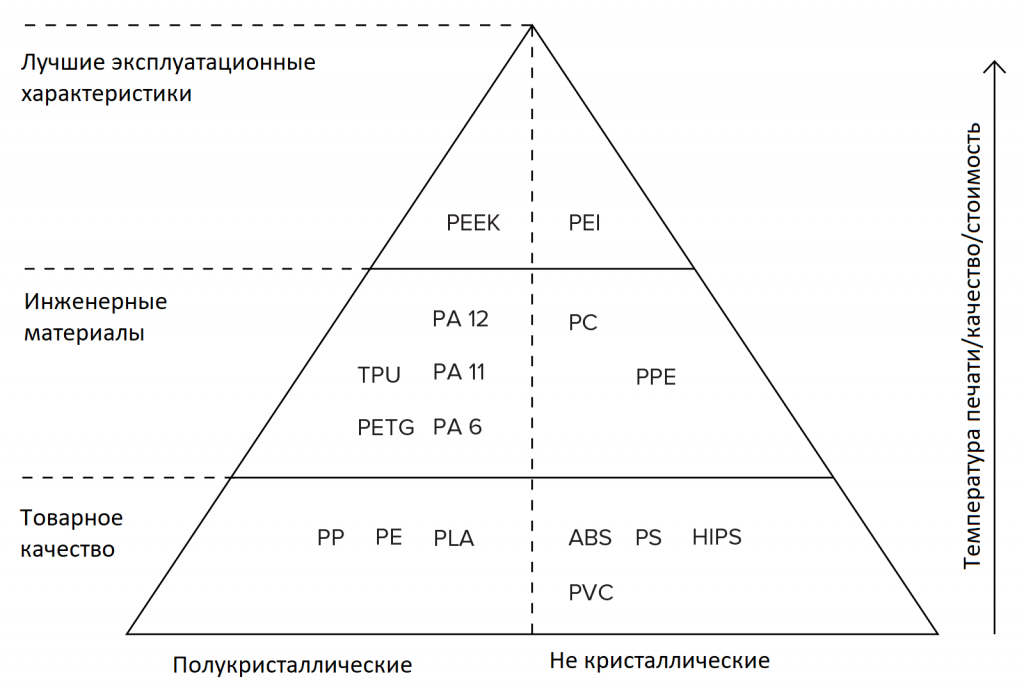
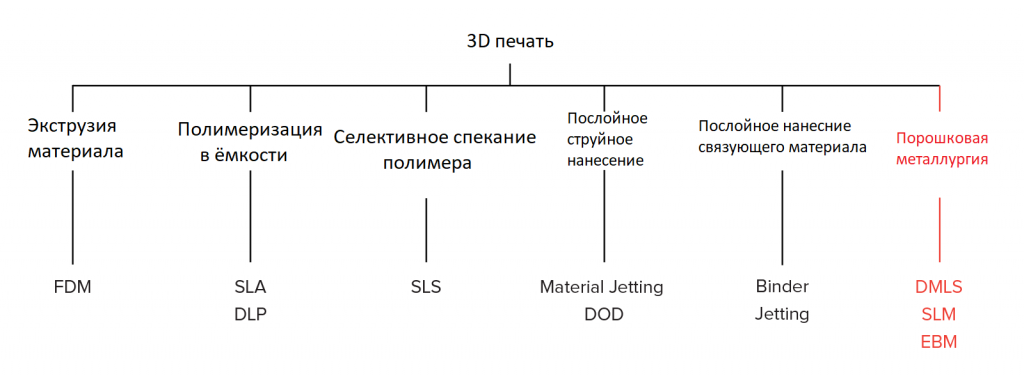
Схема представленная ниже, показывает наиболее распространенные термопластичные материалы для 3Д печати.
Пояснение схемы: Чем, выше находится материал в пирамиде, тем прочнее его механические свойства и тем сложнее и дороже его печатать:
3D печать жидкими фотополимерными смолами
Жидкие фотополимеры (смолы) лучше подходят для применений, где важна детализация и точность, так как детали изготовленные по данной технологии будут с гладкими поверхностями. Детали до 5см, будут напечатаны более качественно, чем 3D печать пластиками как в FDM или SLS.
Как правило фотополимерные смолы имеют высокую жесткость, но являются более хрупкими, чем термопласты, поэтому они не подходят для функционального применения. Доступны специальные смолы, предназначенные для инженерного применения (имитирующие свойства ABS пластика или Nylon). Например широкий выбор смол с различными свойствами есть в арсенале американской компании FormLabs .
3D печать металлом
Металлические 3D печатные детали имеют отличные механические свойства и могут работать при высоких температурах и нагрузках. Возможности 3D-печати в свободной форме делают их идеальными для применения в промышленности.
Детали напечатанных по технологии DMLS или SLM имеют превосходные механические свойства и точность исполнения.
Применение других материалов в 3D печати:
Другие материалы тоже могут быть использованы в 3Д печати, но они не так широко применяются, ввиду их ограниченной специфики. Эти материалы включают в себя керамику и песок.
Из-за специфики аддитивного производства, детали изготовленные при помощи 3D-печати, будут иметь анизотропные механические свойства, а это означает, что они будут слабее в направлении оси Z. Для функциональных частей механизмов, эту характеристику следует учитывать при проектировании модели.

На ранних этапах важно определить, должна ли деталь быть функциональной, или ей достаточно иметь хорошие визуальные характеристики. Это очень поможет в выборе наиболее подходящего процесса 3Д печати.
Как правило, детали изготовленные из термопластичных полимеров (технология FDM) лучше подходят для функциональных деталей, в то время как термореактивные материалы (жидкие смолы) технология SLA или DLP, лучше всего подходят 3D печати небольших и сложных геометрических деталей, например ювелирные изделия или для стоматологов.
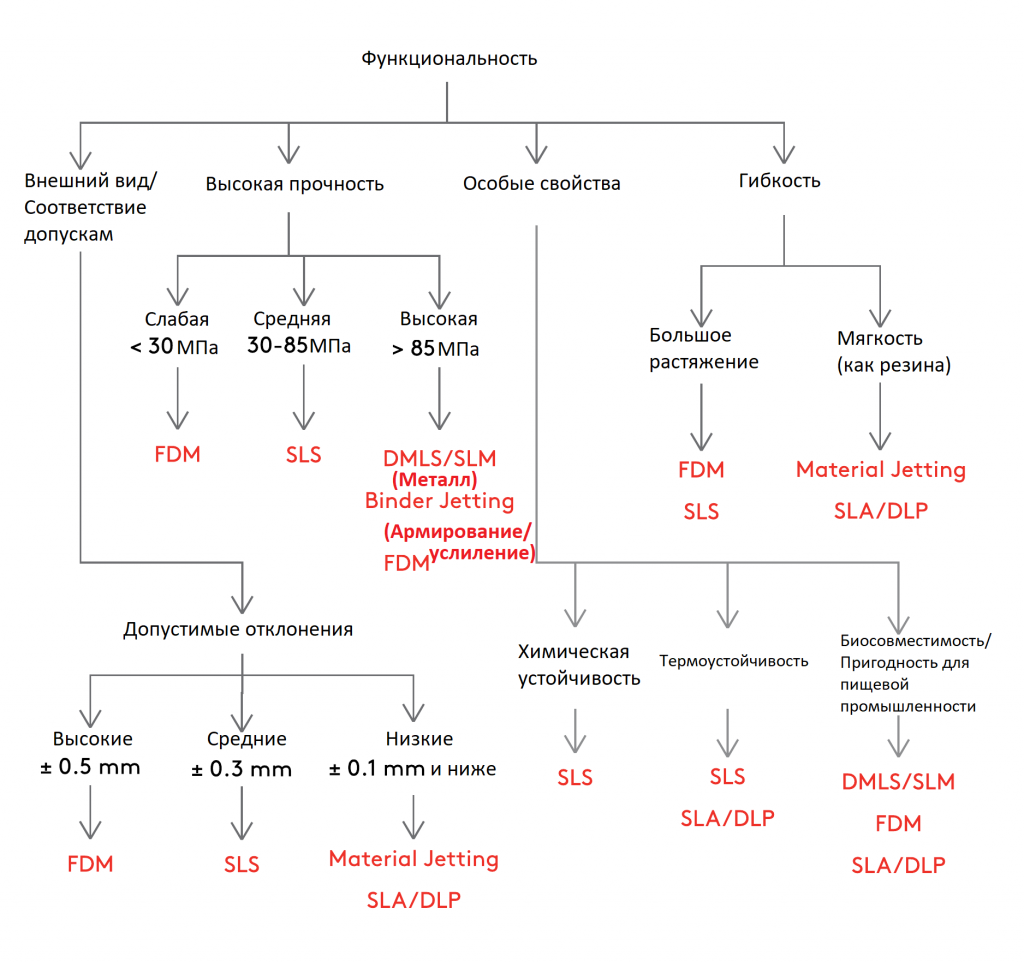
Функциональные возможности 3D печатных деталей:
Приведенная ниже схема определяет наиболее подходящий вид 3D печати под функциональные требования.
Важные моменты аддитивного производства:
- При разработке прототипа, важно определить какая требуется точность изделия. Как правило, выбор аддитивной технологии с более высокой точностью увеличивает стоимость 3D печати.
- Общая прочность детали зависит от различных механических и физических свойств. Когда требуются высокая прочность и жесткость, лучшими решениями являются металлическая 3D-печать или FDM печать, усиленная непрерывными углеродными волокнами. Пример FDM 3D печати с армирующим волокном это 3D принтер Anisoprint Composer A4
- Не стоит забывать, что существуют инженерные материалы для 3D печати со спец. свойствами, такими как термостойкость, огнестойкость, химическая стойкость или которые сертифицированы как биосовместимые (например для применения в стоматологии).
Внешний вид 3D печатных деталей.
Есть внешний вид является основной задачей ваших прототипов, то выбор аддитивной технологии подчиняется приведенной ниже схеме:
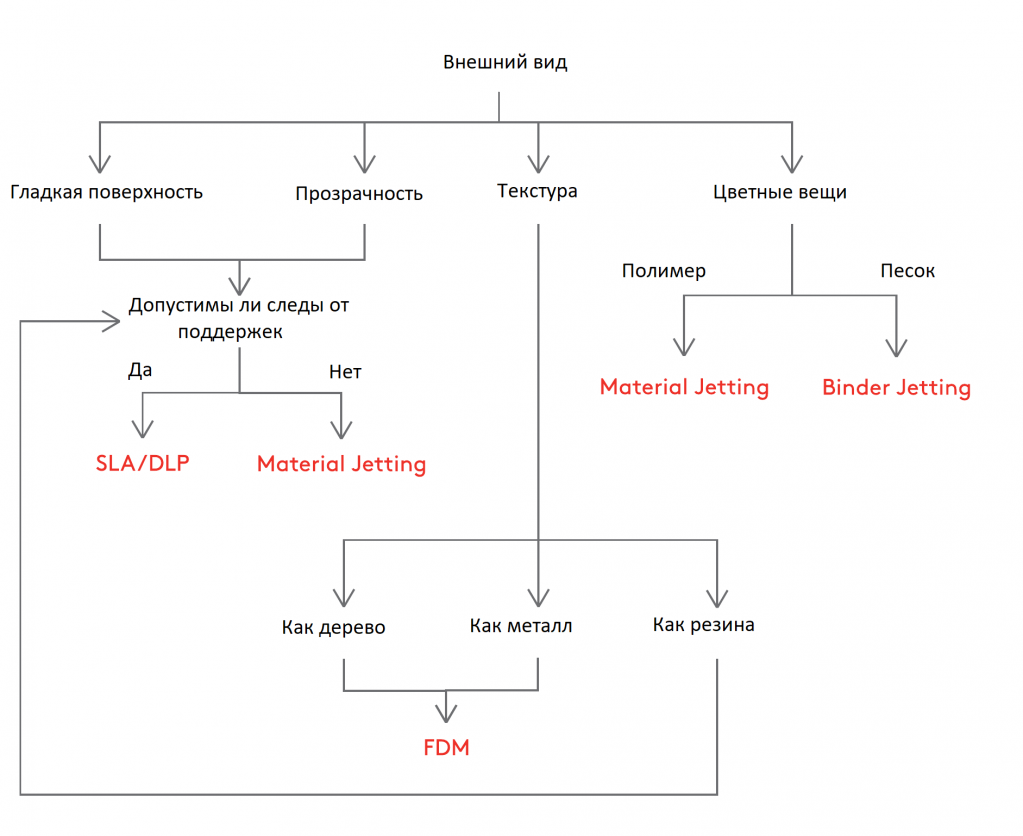
Вот еще немного информации:
- позволяет получать детали с гладкой, подобной литью поверхностью. Детали будут как из магазина.
- Детали по технологиям SLA/DLP печатаются полупрозрачными, но могут быть подвергнуты последующей обработке, и стать в результате почти на 100% оптически прозрачными.
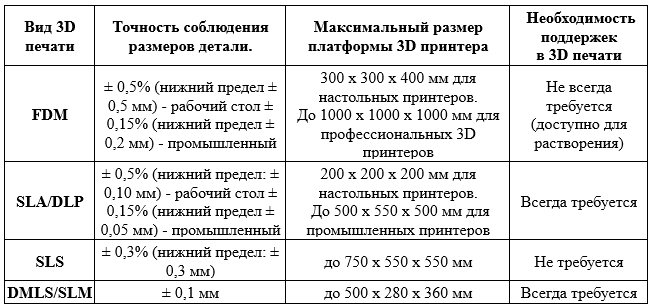
Выбор технологии 3D печати по производственным возможностям.
Важно иметь представление об основных видах 3D печати, чтобы полностью понять их ключевые преимущества и недостатки. .
Вот несколько удобных правил, которые помогут вам помочь:
· Размер платформы определяет максимальные размеры детали, которую может изготовить 3D принтер. Для деталей, размер которых превышает размер платформы принтера, можно рассмотреть возможность перехода на альтернативную технологию 3D печати или порезать деталь на несколько частей, которые можно склеить после печати в единую модель.
· Необходимость поддержек определяет уровень свободы проектирования. Процессы, которые не требуют поддержек, такие как SLS, или же при использовании растворимых материалов (как в FDM печати 2-мя экструдерами), имеют меньше недостатков и могут с большей легкостью создавать структуры свободной формы.
Подведем итоги:
Прежде всего определите какую задачу вы ставите перед 3D печатью. Функциональность или внешний вид детали.
Если более, чем один вид 3D печати подходит под задачи, то процесс выбора сводится к сравнению финансовых затрат.
Для функциональных деталей выбирайте технологию FDM, нежели печать жидкими фотополимерами SLA или DLP.
Для внешнего вида и эстетики наилучшим вариантом являются технологии SLA или DLP.
А на этом у нас все! До новых встреч!
Приобрести 3 D принтер, или чпу станок вы можете в нашей компании. Связаться с нами можно одним из следующих способов:
Как работают 3D принтеры по металлу. Обзор SLM и DMLS технологий. Аддитивное производство. 3D печать металлом.
Как работают 3D принтеры по металлу. Обзор SLM и DMLS технологий. Аддитивное производство. 3D печать металлом.
3D печать металлами. Аддитивные технологии.
SLM или DMLS: в чем разница?
Всем привет, Друзья! С Вами 3DTool!
Селективное лазерное плавление (SLM) и прямое лазерное спекание металла (DMLS) - это два процесса аддитивного производства, которые принадлежат к семейству 3D-печати, с использованием метода порошкового наслоения. Две этих технологии имеют много общего: обе используют лазер для выборочного плавления (или расплавления) частиц металлического порошка, связывая их вместе и создавая модель слой за слоем. Кроме того, материалы, используемые в обоих процессах, являются металлами в гранулированной форме.
Различия между SLM и DMLS сводятся к основам процесса связывания частиц: SLM использует металлические порошки с одной температурой плавления и полностью плавит частицы, тогда как в DMLS порошок состоит из материалов с переменными точками плавления.
В частности:
SLM производит детали из одного металла, в то время как DMLS производит детали из металлических сплавов.
И SLM, и DMLS технологии используются в промышленности для создания конечных инженерных продуктов. В этой статье мы будем использовать термин «металлическая 3D печать» для обобщения 2-х технологий. Так же опишем основные механизмы процесса изготовления, которые необходимы инженерам для понимания преимуществ и недостатков этих технологий.
Существуют и другие технологические процессы для производства плотных металлических деталей, такие как электронно-лучевое плавление (EBM) и ультразвуковое аддитивное производство (UAM). Их доступность и распространение довольно ограничены, поэтому они не будут представлены в данной статье.
Как происходит 3D печать металлом SLM или DMLS.
Как работает 3D печать металлом? Основной процесс изготовления для SLM и DMLS очень похожи.
1. Камера, в которой происходит печать, сначала заполняется инертным газом (например, аргоном), чтобы минимизировать окисление металлического порошка. Затем она нагревается до оптимальной рабочей температуры.
2. Слой порошка распределяется по платформе, мощный лазер делает проходы по заданной траектории в программе, сплавляя металлические частицы вместе и создавая следующий слой.
3. Когда процесс спекания завершен, платформа перемещается вниз на 1 слой. Далее наносится еще один тонкий слой металлического порошка. Процесс повторяется до тех пор, пока печать всей модели не будет завершена.
Когда процесс печати завершен, металлический порошок уже имеет прочные связи в структуре. В отличие от процесса SLS, детали прикрепляются к платформе через опорные конструкции. Опора в 3D-печати металлом, создаётся из того же материала, что базовая деталь. Это условие необходимо для уменьшения деформаций, которые могут возникнуть из-за высоких температур обработки.
Когда камера 3D принтера охлаждается до комнатной температуры, излишки порошка удаляются вручную, например щеткой. Затем детали как правило подвергаются термообработке, пока они еще прикреплены к платформе. Делается это для снятия любых остаточных напряжений. Далее с ними можно проводить дальнейшую обработку. Снятие детали с платформы происходит по средством спиливания.
Схема работы 3D принтера по металлу.
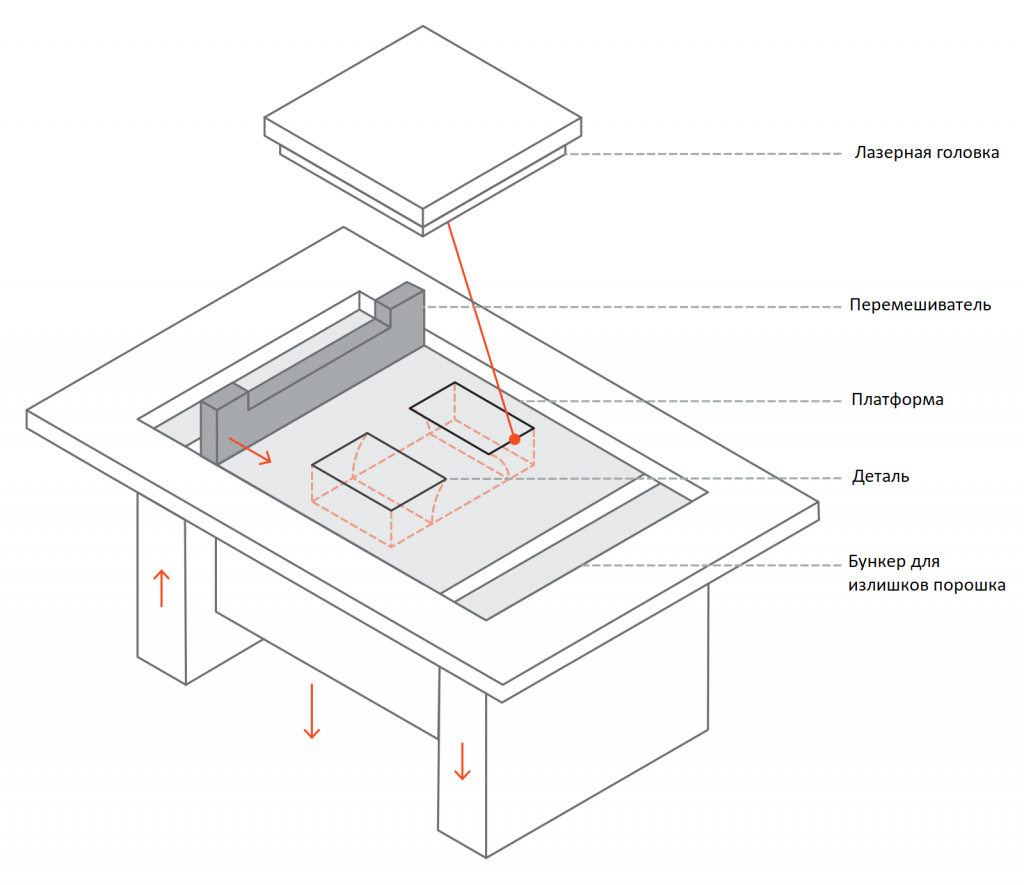
В SLM и DMLS почти все параметры процесса устанавливаются производителем. Высота слоя, используемого в 3D-печати металлами, варьируется от 20 до 50 микрон и зависит от свойств металлического порошка (текучести, гранулометрического состава, формы и т. д.).
Базовый размер области печати на металлических 3D принтерах составляет 200 x 150 x 150 мм, но бывают и более большие размеры рабочего поля. Точность печати составляет от 50 - 100 микрон. По состоянию на 2020 год, стоимость 3D принтеров по металлу начинается от 150 000 долларов США. Например наша компания предлагает 3D принтеры по металлу от BLT.
3D принтеры по металлу, могут использоваться для мелкосерийного производства, но возможности таких систем в 3D-печати, больше напоминают возможности серийного производства на машинах FDM или SLA.
Металлический порошок в SLM и DMLS пригоден для вторичной переработки: обычно расходуется менее 5%. После каждого отпечатка неиспользованный порошок собирают и просеивают, а затем доливают свежим материалом до уровня, необходимого для следующего изготовления.
Отходы в металлической печати, представляют из себя поддержки (опорные конструкции, без которых не удастся добиться успешного результата). При слишком большом обилии поддержек на изготавливаемых деталях, соответственно будет расти и стоимость всего производства.
Адгезия между слоями.
.jpg)
3D печать металлом на 3D принтерах BLT
Металлические детали SLM и DMLS обладают практически изотропными механическими и термическими свойствами. Они твердые и имеют очень небольшую внутреннюю пористость (менее 0,2 % в состоянии после 3D печати и практически отсутствуют после обработки).
Металлические печатные детали имеют более высокую прочность и твердость и часто являются более гибкими, чем детали, изготовленные традиционным способом. Тем не менее, такой металл быстрее становится «уставшим».
Структура поддержки 3D модели и ориентация детали на рабочей платформе.
Опорные конструкции всегда требуются при печати металлом, из-за очень высокой температуры обработки. Они обычно строятся с использованием решетчатого узора.
Поддержки в металлической 3D печати выполняют 3 функции:
• Они делают основание для создания первого слоя детали.
• Они закрепляют деталь на платформе и предотвращают её деформацию.
• Они действуют как теплоотвод, отводя тепло от модели.
Детали часто ориентированы под углом. Однако это увеличит и объем необходимых поддержек, время печати, и в конечном итоге общие затраты.
Деформация также может быть сведена к минимуму с помощью шаблонов лазерного спекания. Эта стратегия предотвращает накопление остаточных напряжений в любом конкретном направлении и добавляет характерную текстуру поверхности детали.
Поскольку стоимость металлической печати очень большая, для прогнозирования поведения детали во время обработки часто используются программные симуляторы. Это алгоритмы оптимизации топологии в прочем используются не только для увеличения механических характеристик и создания облегченных частей, но и для того, чтобы свести к минимуму потребности в поддержках и вероятности искривления детали.
Полые секции и легкие конструкции.
В отличие от процессов плавления с полимерным порошком, таких как SLS, большие полые секции обычно не используются в металлической печати, так как поддержки будет очень сложно удалить, если вообще возможно.
Для внутренних каналов больше, чем Ø 8 мм, рекомендуется использовать алмазные или каплевидные поперечные сечения вместо круглых, так как они не требуют построения поддержек. Более подробные рекомендации по проектированию SLM и DMLS можно найти в других статьях посвященных данной тематике.
В качестве альтернативы полым секциям, детали могут быть выполнены с оболочкой и сердечниками, которые в свою очередь обрабатываются с использованием различной мощности лазера и скорости его проходов, что приводит к различным свойствам материала. Использование оболочки и сердечников очень полезно при изготовлении деталей с большим сплошным сечением, поскольку это значительно сокращает время печати и уменьшает вероятность деформации.
Использование решетчатой структуры является распространенной стратегией в 3D-печати металлом, для уменьшения веса детали. Алгоритмы оптимизации топологии также могут помочь в разработке органичных легких форм.
Расходные материалы для 3D печати металлом.
Технологии SLM и DMLS могут производить детали из широкого спектра металлов и металлических сплавов, включая алюминий, нержавеющую сталь, титан, кобальт, хром и инконель. Эти материалы обеспечивают потребности большинства промышленных применений, от аэрокосмической отрасли до медицинской. Драгоценные металлы, такие как золото, платина, палладий и серебро, также могут быть обработаны, но их применение носит незначительный характер и в основном ограничивается изготовлением ювелирных изделий.
Стоимость металлического порошка очень высока. Например, килограмм порошка из нержавеющей стали 316 стоит примерно 350-450 долларов. По этой причине минимизация объема детали и необходимость поддержек является ключом к поддержанию оптимальной стоимости производства.
Основным преимуществом металлической 3D-печати является ее совместимость с высокопрочными материалами, такими как никелевые или кобальт-хромовые супер сплавы, которые очень трудно обрабатывать традиционными методами. За счет использования металлической 3D-печати для создания детали практически чистой формы — можно достичь значительной экономии средств и времени. В последствии такая деталь может быть подвергнута обработке до очень высокого качества поверхности.

Постобработка металла.
Различные методы пост. обработки используются для улучшения механических свойств, точности и внешнего вида металлических печатных изделий.
Обязательные этапы последующей обработки включают удаление рассыпного порошка и опорных конструкций, в то время как термическая обработка (термический отжиг) обычно используется для снятия остаточных напряжений и улучшения механических свойств детали.
Обработка на станках ЧПУ может быть использована для критически важных элементов (таких как отверстия или резьбы). Пескоструйная обработка, металлизация, полировка и микрообработка могут улучшить качество поверхности и усталостную прочность металлической печатной детали.
Преимущества и недостатки металлической 3D печати.
Плюсы:
1. 3D печать с использованием металла, может быть использована для изготовления сложных деталей на заказ, с геометрией, которую традиционные методы производства не смогут обеспечить.
2. Металлические 3D печатные детали могут быть оптимизированы, чтобы увеличить их производительность при минимальном весе.
3. Металлические 3D-печатные детали имеют отличные физические свойства, 3D принтеры по металлу могут печатать большим перечнем металлов и сплавов. Включают в себя трудно обрабатываемые материалы и металлические суперсплавы.
Минусы:
1. Затраты на изготовление, связанные с металлической 3D-печатью, высоки. Стоимость расходного материала от 500$ за 1 кг.
2. Размер рабочей области в 3D принтерах по металлу ограничен.
Выводы.
• 3D печать металлом наиболее подходит для сложных, штучных деталей, которые сложно или очень дорого изготовить традиционными методами, например на станке ЧПУ.
• Уменьшение потребностей в построении поддержек, значительно снизит стоимость печати при помощи металла.
• Металлические 3D-печатные детали имеют отличные механические свойства и могут быть изготовлены из широкого спектра инженерных материалов, включая суперсплавы.
А на этом у нас Все! Надеемся, статья была для Вас полезна.
Приобрести 3d-принтеры по металлу, а так же любые другие 3d-принтеры и ЧПУ станки, вы можете у нас, связавшись с нами:
Обзор высокотемпературных FDM-пластиков для промышленной 3D-печати

Сфера применений аддитивных технологий широка: на одном полюсе — настольные принтеры «только PLA», для декоративного применения, на другом — установки для прямой печати металлами, между ними — оборудование и материалы в ассортименте. Чтобы понять, какие материалы необходимы для получения прочной и легкой детали, двигаемся от персональной печати к промышленной. PLA, ABS, SBS — расходники, которые знакомы всем печатникам. PETG, нейлон, поликарбонат — скорее экзотика. Но это далеко не самые серьезные материалы.
Где нужны суперпластики?
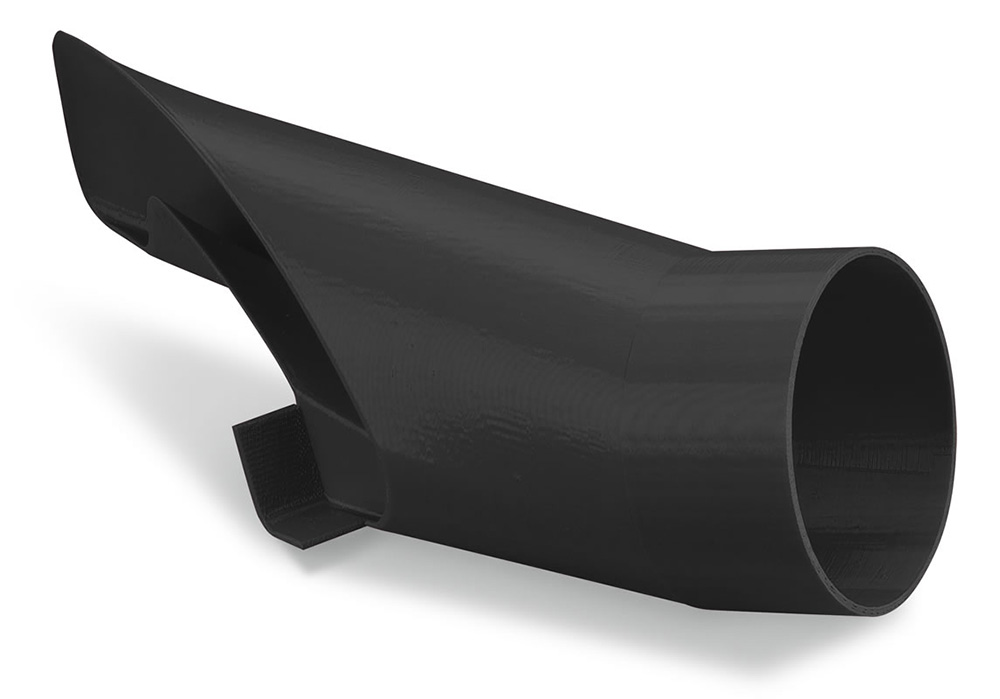
Пластики с выдающимися свойствами очень полезны в космосе. Нет, распечатать из пластика ракетный двигатель пока не получится, термостойкость даже близко не та, но для различных деталей вокруг он подойдет идеально. Пример — Stratasys и «климат-контроль» ракет Atlas V. 16 печатных деталей вместо 140 металлических — быстрее, легче, дешевле. И это не теоретический проект, это уже летало в космос.

Другой пример — авиация. Высота полета ниже, но применение более массовое. Здесь тоже есть резон снижать массу деталей, переходить на пластик там, где это возможно. Применяется в авиастроении и прямая печать металлами, когда речь идет уже о компонентах двигателей или деталях каркаса фюзеляжа, но менее нагруженные конструктивные элементы, такие как вентиляция салона и элементы интерьера, лучше делать из пластика. Это направление развивает, например, компания Airbus.
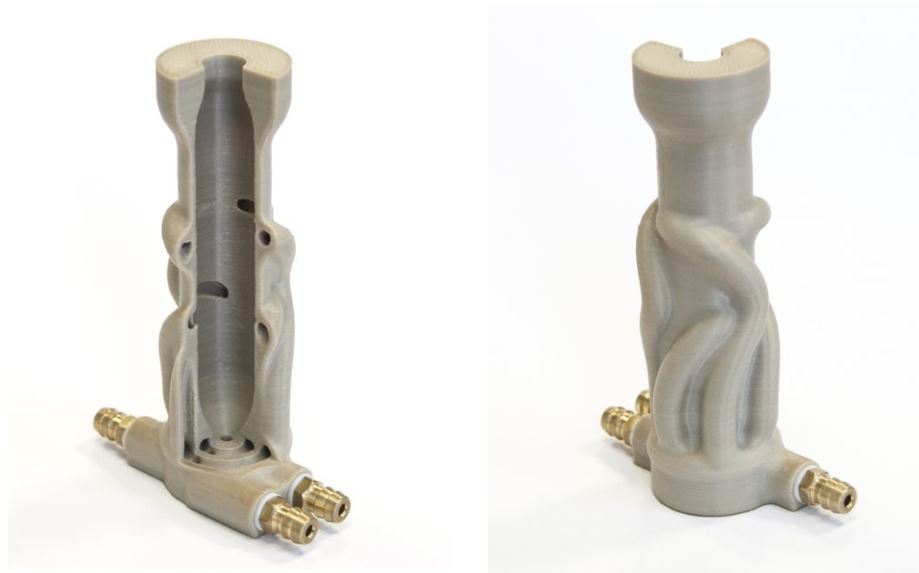
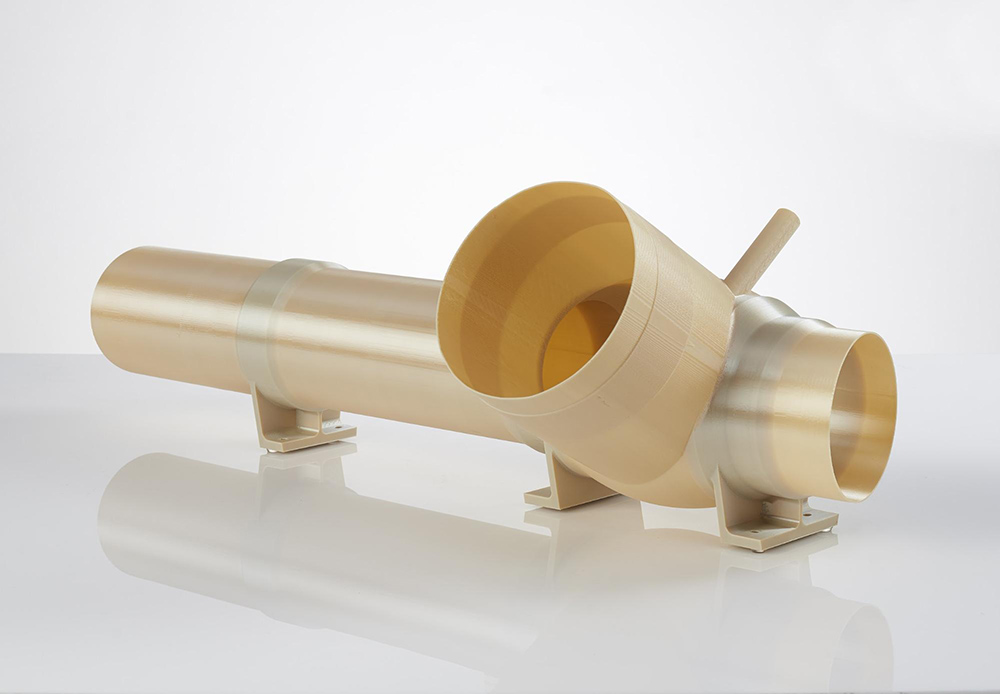
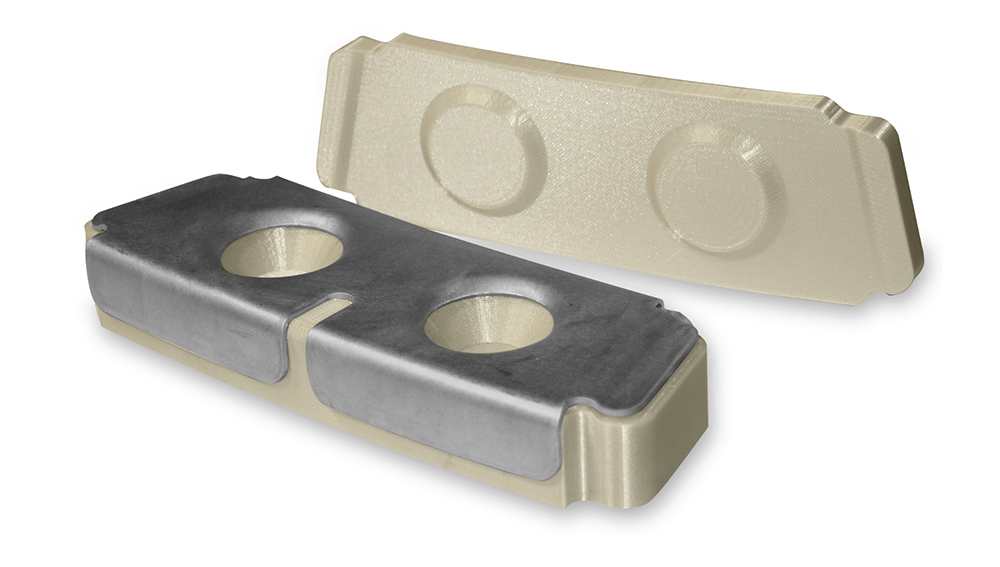
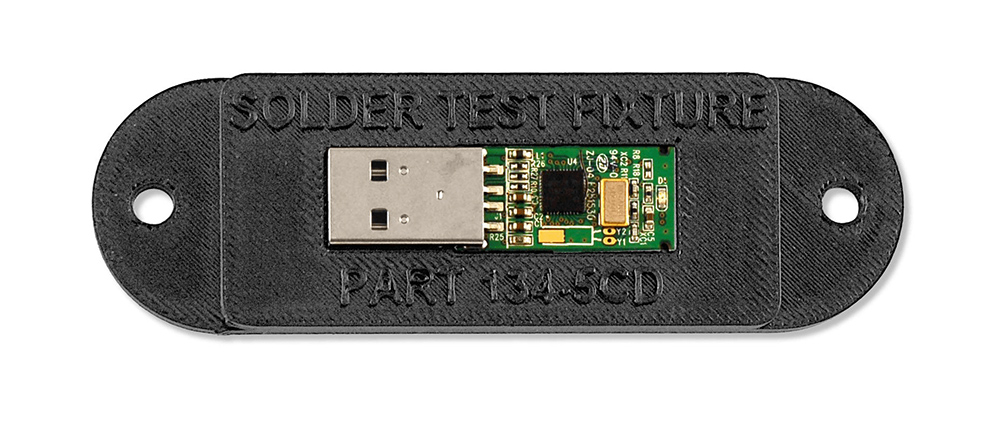
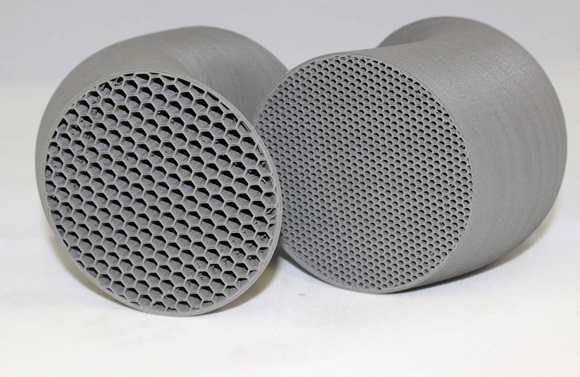
Спускаемся с небес на землю: здесь масса уже не так критична, интересны другие свойства инженерных пластиков. Стойкость к агрессивной химии и повышенной температуре, возможность создания недоступных для классических методов структур. При этом — более низкая цена, в сравнении с металлической печатью. Напечатанные изделия используются в медицине, нефтегазовой отрасли, химической промышленности. Как пример — выполненный для иллюстрации в разрезе смешивающий блок со сложной канальной структурой.
Отличие от привычных пластиков
Почему не запускать в космос PLA и не делать вентиляционные решетки салона самолета из ABS? К инженерным пластикам применяется ряд требований связанных с устойчивостью к высоким и низким температурам, огнестойкостью, механической прочностью. Как правило, все сразу. Так что, «плывущий» при взаимодействии с окружающей средой PLA или отлично горящий ABS в небо запускать нежелательно.
Теперь — к тому, какие, собственно, пластики используются в промышленной печати по технологии FDM/FFF.
Филаменты с поликарбонатом
Поликарбонат — распространенный в промышленности пластик с высокой ударопрочностью и прозрачностью, производится в том числе и для нужд FDM-печати. Материал лучше держит температуру, чем ABS, устойчив к кислотам, но чувствителен к УФ-излучению и разрушается под воздействием нефтепродуктов.
Чистый поликарбонат, PC
Предельная рабочая температура для изделий из поликарбоната — 130 °C. Поликарбонат биологически инертен, изделия из него выдерживают стерилизацию, это позволяет печатать упаковку и вспомогательное оборудование для медицины.
- Stratasys PC, PC-ISO для принтеров Fortus. Первый — общего назначения, второй — сертифицированный на биосовместимость, для медицинского применения. ; ; ; ;
Сплав поликарбоната и ABS сочетает возможность шлифовки и окраски, свойственную ABS, с более высокой ударопрочностью и рабочей температурой. Сохраняет прочность при низких температурах — до -50 °C. В отличие от чистого PC, лучше применим в тех случаях, когда необходимо ликвидировать слоистую структуру детали шлифовкой или пескоструйной обработкой. Применение: производство корпусов и элементов органов управления для штучного и мелкосерийного выпуска, замена серийных пластиковых деталей в оборудовании, детали к которому перестали выпускать.

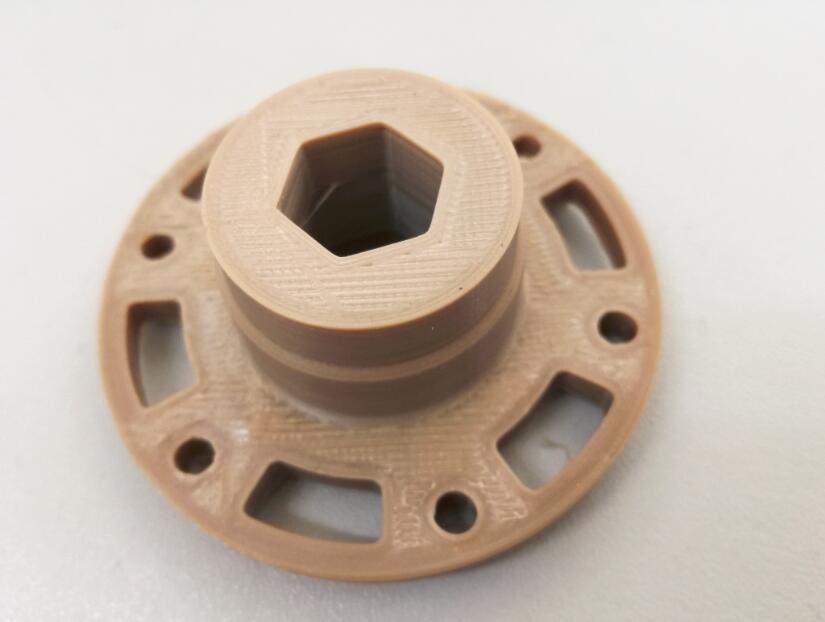
Полиамиды используются в производстве синтетического волокна, это популярный материал для печати методом выборочного лазерного спекания (SLS). Для печати по технологии FDM/FFF в основном используются полиамид-6 (капрон), полиамид-66 (нейлон) и полиамид-12. К общим чертам филаментов на основе полиамида относятся химическая инертность и антифрикционные свойства. Полиамид-12 более гибок и упруг, по сравнению с PA6 и PA66. Рабочая температура — около 100 °C, отдельные модификации — до 120.
Прежде всего, из полиамида печатают шестерни. Лучший материал для этой цели, с которым можно работать на обычном 3D-принтере с закрытой камерой. Стойкость к истиранию позволяет делать тяги, кулачки, втулки скольжения. В линейке многих производителей присутствуют композитные филаменты на основе полиамида, с еще большей механической прочностью.
- Stratasys Nylon 6, Nylon 12, Nylon 12CF. Последний — с наполнителем в виде углеволокна. , PA6.
- Taulman Nylon 618, Nylon 645 — на основе PA66 и PA6 соответственно. Nylon 680 — разрешенный к применению в пищевой промышленности. Alloy 910 — сплав на основе полиамида, с пониженной усадкой.
- PrintProduct Nylon, Nylon Mod, Nylon Strong; ; .
Работать с поликарбонатом или полиамидом можно на обычном 3D-принтере. С описанными далее филаментами сложнее, они требуют других экструдеров и поддержания температурного режима в рабочей камере, то есть, нужно специальное оборудование для печати высокотемпературными пластиками. Исключения бывают — например, в NASA, ради эксперимента, модернизировали популярный в США Lulzbot TAZ для работы с высокотемпературными филаментами.
Полиэфирэфиркетон, PEEK
Рабочая температура изделий из PEEK достигает 250 °C, возможен кратковременный нагрев до 300 — показатели для армированных филаментов. Недостатков у PEEK два: высокая цена и умеренная ударопрочность. Остальное — плюсы. Пластик самозатухающий, термостойкий, химически инертный. Из PEEK производится медицинское оборудование и импланты, стойкость к истиранию позволяет печатать из него детали механизмов.
- ; ;
- Roboze PEEK, Carbon PEEK. Второй — армированный углеволокном.

Он же — Ultem. Семейство пластиков, разработанных компанией SABIC. Характеристики PEI скромнее показателей PEEK, но стоимость заметно ниже. Ultem 1010 и 9085 — основные материалы Stratasys для печати функциональных деталей. PEI востребован в аэрокосмической отрасли — масса значительно меньше, в сравнении с алюминиевыми сплавами. Рабочие температуры изделий, в зависимости от модификации материала, достигают 217 °C по информации производителя и 213 — по результатам испытаний Stratasys.
Преимущества у PEI те же, что и у PEEK — химическая и температурная стойкость, механическая прочность. Именно этот материал Stratasys продвигает как частичную замену металлу в аэрокосмической отрасли, для беспилотников, изготовления оснастки для формовки, быстрой печати функциональных деталей в опытном производстве.
Компоненты системы охлаждения ракеты Atlas V и пластиковые детали для лайнеров Airbus, приведенные в качестве примера в начале обзора, выполнены из Ultem 9085.
- Stratasys Ultem 1010 и 9085, для принтеров Fortus 450mc и 900mc.
- Intamsys Ultem 1010 и 9085; ; .

Еще один материал, который сочетает в своих свойствах температурную стойкость, механическую прочность и устойчивость к химическим воздействиям. PPSF от Stratasys сертифицирован для аэрокосмического и медицинского применения. Позиционируется как сырье для производства вспомогательных медицинских приспособлений, может быть стерилизован в паровых автоклавах. Применяется в производстве деталей для лабораторных установок в химической промышленности.
Менее распространен по сравнению с PPSU, обладает схожими физическими характеристиками, химически инертный, самозатухающий. Рабочая температура — 175 °C, до 33% дешевле по сравнению с PPSU.
Сравнение характеристик филаментов
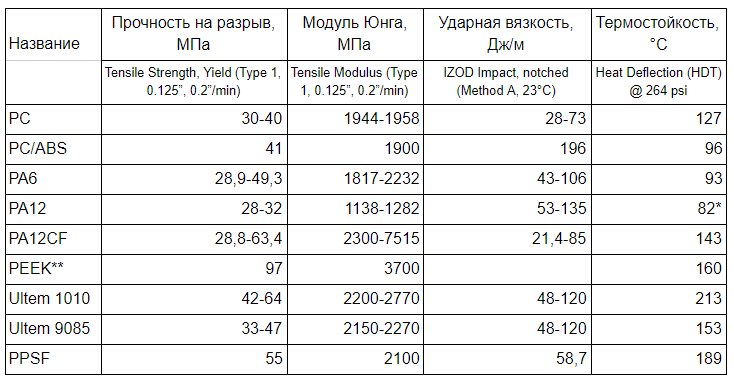
* прокаливание в течение 2 часов при 140 °C.
** Apium PEEK 450 natural, результаты испытаний ударной вязкости аналогичными методами отсутствуют. Термостойкость указана для ненаполненного PEEK.
Данные приведены для филаментов Stratasys, за исключением PEEK. Если указан диапазон значений, значит испытания проводились вдоль и поперек слоев детали.
О композитных филаментах
Большинство материалов для FDM-печати имеют композитные версии. Если говорить о PLA, то в него добавляют порошки металлов или дерева, для изменения эстетических свойств. Инженерные филаменты армируются углеволокном, для увеличения жесткости детали. Влияние таких добавок на свойства пластика зависит не только от их количества, но и от размера волокон. Если мелкодисперсный порошок можно считать декоративной присадкой, то волокна уже значительно изменяют характеристики пластика. Само по себе слово Carbon в названии материала еще не означает выдающихся свойств, нужно смотреть результаты испытаний. Для примера: Stratasys Nylon12CF обладает почти вдвое большей прочностью на разрыв, при испытании вдоль слоев, чем Nylon12.
Экзотический вариант — реализация непрерывного армирования от Markforged. Компания предлагает армирующий филамент для совместной FDM-печати с другими пластиками.
Другие специфические свойства
Инженерные пластики — это не только стойкость к высоким температурам и механическая прочность. Для корпусов или боксов для хранения электронных устройств, а также в условиях работы с легковоспламеняющимися летучими жидкостями необходимы материалы с антистатическими свойствами. В линейке Stratasys это, например, ABS-ESD7.
Пластик может заменить металл во многих областях, так как превосходит его в легкости, тепло- и электроизоляции, стойкости к реагентам. Но до физических показателей металлических изделий распечатки из лучших FDM-филаментов не дотягивают.
Химический гигант BASF предлагает FDM-филамент Ultrafuse 316LX, с массовой долей нержавеющей стали в 80%. Деталь печатается на FDM-принтере, а затем помещается в печь, где связующий пластик выжигается, а металл спекается. Получаемая таким образом деталь выходит значительно дешевле изготовленной методом прямой печати металлом. При наличии FDM-принтера и подходящей печи, нового оборудования вообще не понадобится.

Отметим, что похожее решение предлагает компания Virtual Foundry — ее Filamet, с порошком бронзы или меди, запекается аналогичным образом. Выбор металла намекает скорее на декоративное, чем на инженерное применение.
У AIM3D своя реализация подобного принципа — принтер ExAM 255 работает не с филаментом, а с гранулами. Это позволяет использовать для FDM-печати сырье, которое обычно применяется в установках MIM, Metal Injection Molding. Для спекания детали компания предлагает печь ExSO 90. Можно печатать и пластиковыми гранулами, что обычно дешевле, чем использование традиционного филамента.
Специальная техника для инженерных пластиков
Подытожим. Если совсем в двух словах: рассмотренные расходники отличаются от привычных материалов высокой температурой печати, что требует применения специального оборудования, и серьезной термостойкостью и механической прочностью изготовленных деталей. Для работы с такими филаментами нужны 3D-принтеры с рабочей температурой экструдера от 350 °C и термостабилизированной рабочей камерой. Специалисты Top 3D Shop помогут вам с подбором промышленного 3D-принтера и пластиков для решения самых интересных задач.
Читайте также: