4 класс чистоты поверхности металла
Обновлено: 04.10.2024
Шероховатость поверхности (чистота обработки). Основные понятия, обозначения на чертежах. Классы шероховатости Вариант для печати.
- Базовая длина - длина базовой линии l, длина линиии, используемой для выделения неровностей.
- Средняя линия - средняя линия профиля (m-на рисунке), линия, имеющая форму номинального профиля, с минимальным среднеквадратическим отклонением профиля, от этой линии и отсчитывают все числовые значения для шероховатости:
Рисунок. Профиль шероховатости поверхности и обозначения его характеристик. Средняя линия профиля - не обязательно прямая, см. определение выше.
Параметры шероховатости поверхности Ra, Rz, R max, Sm, S, tp описаны в табличке ниже:
| Условное обозначение параметра шероховатости | Наименование параметра шероховатости | Определение параметра шероховатости +См. рисунок выше |
| Ra | Среднее арифметическое отклонение профиля | Среднее арифметическое абсолютных значений (значений по модулю) отклонений профиля в пределах базовой длины. Интегральная величина. |
| Rz | Высота неровностей профиля по 10 точкам | Сумма средних арифметических абсолютных отклонений точек пяти наибольших минимумов и пяти наибольших максимумов профиля в пределах базовой длины. |
| Rmax | Наибольшая высота поверхностей профиля | Расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины. |
| Sm | Средний шаг неровностей профиля | Среднее арифметическое значение шага неровностей профиля в пределах базовой длины. |
| S | Средний шаг неровностей профиля по вершинам | Среднее арифметическое значение шага неровностей профиля по вершинам в пределах базовой длины. |
| tp | Относительная опорная длина профиля | Отношение опорной длины профиля к базовой длине, где "p" - значение уровня сечения профиля. |
Если Вам встретился класс шероховатости, то используйте таблицу ниже:
Таблица. Значения параметров Ra и Rz для указанных классов шероховатости (в теории - использование Ra предпочтительнее использования параметраRz).
| Класс шероховатости | Базовая длина l, мм | Ra предпочт., мкм | Ra допустимые, мкм | Rz, мкм |
| 1 | 8,0 | 50 | 80; 63; 40 | 320; 250; 200; 160 |
| 2 | 8,0 | 25 | 40; 32; 20 | 160; 125; 100; 80 |
| 3 | 8,0 | 12,5 | 20;16,0;10,0 | 80; 63; 50; 40 |
| 4 | 2,5 | 6,3 | 10,0;8,0;5,0 | 40; 32; 25; 20 |
| 5 | 2,5 | 3,2 | 5,0; 4,0; 2,5 | 20; 16; 12,5; 10,0 |
| 6 | 0,8 | 1,6 | 2,5; 2,0; 1,25 | 10,0; 8,0; 6,3 |
| 7 | 0,8 | 0,80 | 1,25; 1,00; 0,63 | 6,3; 5,0, 4,0; 3,2 |
| 8 | 0,8 | 0,40 | 0,63; 0,50; 0,32 | 3,2; 2,5; 2,0; 1,60 |
| 9 | 0,25 | 0,20 | 0,32; 0,25; 0,160 | 1,60; 1,25; 1,00; 0,80 |
| 10 | 0,25 | 0,10 | 0,160; 0,125; 0,080 | 0,80; 0,63; 0,50; 0,40 |
| 11 | 0,25 | 0,050 | 0,080; 0,063; 0,040 | 0,40; 0,32; 0,25; 0,20 |
| 12 | 0,25 | 0,025 | 0,040; 0,032; 0,020 | 0,20; 0,16; 0,125; 0,100 |
| 13 | 0,08 | 0,012 | 0,020; 0,016; 0,010 | 0,100; 0,080; 0,063; 0,050 |
| 14 | 0,08 | 0,012 | 0,010; 0,008 | 0,050; 0,040; 0,032 |
Обозначение шероховатости на чертежах. Структура обозначения:
Значения параметров шероховатости указывают на чертежах нижеследующим образом:
- - Ra указывается без символа, а другие параметры с символом.
- - При указании диапазона параметров записывают пределы в 2 сроки:
- - Номинальное значение параметра записывается с предельным отклонением
- - При указании нескольких параметров шероховатости их значения записывают в столбик, сверху вниз в следующием порядке: параметр высоты неровностей (Ra, Rz, Rmax), параметр шага неровностей (Sm,S), относительная опорная длина профиля (tp).
- - Если шероховатость нормируется параметром Ra или Rz из числа приведенных в таблице "Значения параметров Ra и Rz для указанных классов шероховатости" выше, то базовую длину в обозначении шероховатости не указывают.
В зависимости от требуемого вида обработки материалов используют нижеследующие значки шероховатости:
Ниже приведена картинка с указанием обозначений направлений неровностей на значке шероховатости. (Администрации проекта ДПВА такие значки не встречались никогда, но они существуют).
Рисунок. Условные обозначения направлений неровностей на значке шероховатости.
Дополнительная информация от Инженерного cправочника DPVA, а именно - другие подразделы данного раздела:
Если Вы не обнаружили себя в списке поставщиков, заметили ошибку, или у Вас есть дополнительные численные данные для коллег по теме, сообщите , пожалуйста.
Вложите в письмо ссылку на страницу с ошибкой, пожалуйста.
Классы чистоты обработки металлоконструкций
От класса обработки металлоконструкций зависит качество выполнения работ. Класс также влияет на прочностные характеристики, внешний вид и устойчивость к износу. Введение в обиход классификации по обработке поверхности изделий упрощает стандартизацию и исключает возникновение разногласий между исполнителем и заказчиком.
Понятие качества обработки
Во время обработки заготовок на фрезерном станке на поверхности образуются гребешки и впадины. Наличие неровностей снижает качество металлоконструкций. В процессе обработки в верхних слоях металла также может образовываться остаточное напряжение, а во внутренних слоях – разность твердости, при которой возникает наклеп или упрочнение. эти вещи влияют на свойства и характеристики готовой продукции, и по ним определяется класс обработки.
Качество готовых изделий определяется двумя основными показателями:
Соотношение физических и механических свойств наружной и центральной частей детали определяют ее качество.
Физические критерии
Во время обработки заготовки подвергаются пластическим изменениям, что влечет за собой изменение характеристик материала по сравнению с первоначальными. При этом происходит упрочнение внешней части и в ней появляется внутренне напряжение. В процессе фрезерной обработки на специальной установке упрочненный слой уменьшается до нескольких сотых миллиметра. При использовании цилиндрической фрезы этот слой может варьироваться в пределах 0,04-0,08 мм, а при использовании торцевой фрезы этот параметр составляет от 0,06 до 0,1 мм. Наличие внутреннего напряжения и упрочнений способствует снижению класса обработки деталей, они снижают продолжительность их эксплуатации.
Микрогеометрические критерии
Грубая черновая обработка с использованием зубчатой фрезы, особенно на больших оборотах, вызывает появление неровностей на кромке деталей, которые можно обнаружить невооруженным взглядом и легко определить на ощупь. Шероховатости и волнистости же менее заметны и практически не прощупываются.
Класс геометрической точности зависит от микрогеометрии, которая зависит от таких параметров:
- качество, износ и форма фрезы;
- жесткость оборудования для обработки и возникающие в процессе вибрации;
- параметры настройки фрезерной машины;
- механические особенности металлической заготовки.
К чему могут привести шероховатости на поверхности металлоконструкций
- некорректная стыковка элементов;
- снижение прочности соединения;
- дефектное наложение лакокрасочных и гальванических покрытий;
- нарушение геометрических данных при измерении;
- падение жесткости стыков;
- ускорение процессов окисления;
- порча металла.
Категории чистоты обработки металла
- Грубая. Наличие шероховатостей можно определить невооруженным взглядом. Получается при использовании метода ручной обработки крупным напильником или фрезами, ножами и сверлами на специальном станке.
- Получистая. При визуальном осмотре неровности практически не заметны. Получается при применении ручного напильника с мелкоабразивной поверхностью или специализированного станка.
- Чистая. Дефекты можно различить только используя специальный инструмент. Для ее получения используется бархатный напильник или специальный шлифовальный агрегат.
- Очень чистая. Предполагает практически полное отсутствие неровностей и шероховатостей. Получается при помощи использования высокоточного ручного шлифовального инструмента или притирки. Такой класс чистоты обработки принят за эталонный.
Классы обработки поверхности металла
Для определения шероховатости используется специальный прибор, а измерение этого критерия проводится в единицах микрометр. Регламент определения чистоты установлен нормами ГОСТ. Всего существует 14 классов обработки поверхности металлоконструкций, которые указаны в таблице.
Классы чистоты обработки металла

Классы обработки металла являются показателем качества выполненной работы. А от этого в свою очередь зависят прочностные характеристики деталей, их стойкость к износу и даже внешний вид.
Благодаря введению классификации степени обработки поверхности изделий стало гораздо легче определять их соответствие стандартам. Это не только способствует увеличению срока эксплуатации полученных деталей, но и предупреждает разногласия между исполнителем и заказчиком.
Понятие качества поверхности металла после обработки
После обработки на фрезерном станке, как и после других работ с заготовкой, на ее поверхности образуются неровности – гребешки и впадины (иначе говоря, шероховатости и волнистости). В верхних слоях материала также появляется остаточное напряжение, на некоторых глубинах проката возникает разность твердости, которая проявляется как упрочнение или наклеп. Такие изменения влияют на свойства готовых изделий и, следовательно, на качество их поверхностей. Все эти характеристики и определяют класс обработки металла.

Качество готовых деталей определяется как их физическими, так и геометрическими показателями.
Качество поверхности изделия определяется соотношением физических и механических свойств его центральной части с наружной.
Во время обработки металлических заготовок их поверхность подвержена пластическим изменениям, поэтому и прочие характеристики материала в готовом изделии отличаются от первоначальных. Внешняя часть пластины при этом упрочняется, в ней появляются внутренние напряжения.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
После финального этапа обработки металла на фрезерной установке упрочненный слой распространяется всего на несколько сотых миллиметра, тогда как после первичного воздействия цилиндрической фрезой его толщина в среднем составляет 0,04–0,08 мм, достигая при этом и 0,12 мм. При воздействии торцевой фрезой параметр равняется 0,06–0,1 мм, хотя может быть и 0,2 мм. Возникающие внутренние напряжения и упрочнения поверхности понижают класс обработки металла за счет уменьшения усталостной прочности изделия. Такие деформации сокращают эксплуатационный срок детали, что приводит к необходимости ее скорой замены.
Рекомендуем статьи по металлообработке
- Микрогеометрические критерии качества.
При грубой черновой обработке зубчатой фрезой на больших оборотах и при повышенной глубине сечения на кромке изделия остаются неровности, которые заметны невооруженным глазом и легко определяются на ощупь. Шероховатости и волнистости, образующиеся при промежуточной и чистовой обработке на малых оборотах и при неглубокой резке, визуально незаметны и едва прощупываются.
Класс геометрической точности обработки металла зависит от наличия на поверхности изделия неровностей: впадин, гребешков, шероховатостей и пр. Подобные дефекты на малой площади поверхности называются ее микрогеометрией.
Микрогеометрия поверхности при обработке проката зависит от:
- геометрии фрезы, ее качества и степени износа;
- вибраций, возникающих из-за недостаточной жесткости станка или его рабочих элементов;
- установленных настроек работы фрезерной машины (скорости и глубины раскроя, подачи на зуб, охлаждения);
- механических свойств обрабатываемого листа и самой фрезы.

Влияние шероховатости на работу деталей
Как упоминалось ранее, в процессе придания металлическому листу нужной конфигурации на местах воздействия остаются шероховатости – небольшие впадины и гребешки, влияющие на определение класса обработки металла. Они могут возникнуть вследствие неровности режущего инструмента или вибраций, возникающих в ходе работы, остаться как отпечаток неровности на самом штампе или форме и т. д.
Наличие шероховатости детали, установленной в машину или другой агрегат, может привести к:
- некорректному сопряжению элементов за счет смятия материала или ускоренному износу выступов детали;
- падению прочности соединения, дефектам при наложении лакокрасочных и гальванических покрытий;
- некорректным результатам геометрических измерений элемента;
- снижению жесткости стыковых соединений;
- разрушению уплотнений, сопряженных с поверхностями валов;
- снижению усталой прочности элемента за счет концентрации напряжения в шероховатостях;
- ускоренному окислению и порче металла и др.
Класс чистоты обработки металла зависит от степени шероховатости его поверхности. Он рассчитывается как высота неровностей и периодичность их повторений. На этот показатель влияет два основных фактора: метод воздействия и используемый инструмент.
Существует четыре категории чистоты обработки металлических заготовок:
- Грубая, когда шероховатости видны невооруженным глазом. Получается вследствие ручной обработки при помощи крупного напильника или при использовании фрез, ножей, сверл на первичном этапе машинной обработки.
- Получистая, когда неровности едва заметны или незаметны при визуальном осмотре. Достигается при использовании ручного мелкоабразивного напильника или специализированного станка в качестве чистовой обработки.
- Чистая, когда дефекты поверхности различимы только при использовании дополнительных инструментов. Получается при чистовой обработке бархатным напильником или при использовании специального шлифовального агрегата.
- Очень чистая, когда неровности поверхности отсутствуют практически полностью. Достигается в результате использования притирки или при высокоточной ручной шлифовке напильниками с минимальной степенью абразивности. Этот класс чистоты обработки металла считается эталонным.

14 классов обработки поверхности металла
Шероховатость готового изделия определяется специальным прибором. Единица измерения данного критерия – микрометр. Причем существует две категории шершавости: исходный, достигаемый за счет производственной обработки поверхности, и равновесный, который получается в процессе эксплуатации детали за счет ее естественного износа.
Чистота обработки металла регламентируется ГОСТом, который содержит четкие требования к характеристикам деталей той или иной категории. Всего существует 14 классов, при этом первый класс – наиболее грубый, четырнадцатый – максимально чистый.
Степень неровности поверхности определяется посредством трех числовых критериев:
- L – длина участка поверхности (мм);
- Rz – высота неровности (мкм);
- Ra – среднеарифметическое отклонение профиля (мкм).
Показатель среднеарифметического отклонения свидетельствует о степени шероховатости поверхности. Классы чистоты обработки металла с 6-го по 14-й имеют три разряда (а, б, в), поскольку характеризуются минимальными погрешностями.
Таблица. Значения параметров Ra и Rz, соответствующих той или иной категории шероховатости. Стоит отметить, что теоретически лучше использовать в качестве контрольного показателя Ra вместо Rz.
Класс чистоты обработки металла
Базовая длина l, мм
Ra предпочт., мкм
Ra допустимые, мкм
320; 250; 200; 160
1,60; 1,25; 1,00; 0,80
0,80; 0,63; 0,50; 0,40
0,40; 0,32; 0,25; 0,20
0,20; 0,16; 0,125; 0,100
0,100; 0,080; 0,063; 0,050
Методы определения степени шероховатости
Неровность поверхности определяется при помощи разных методик. В одних случаях она оценивается визуально, в других – посредством особых приборов. Причем контроль может производиться на разных этапах обработки. Стоит отметить, что визуальный осмотр не позволяет с точностью оценить уровень шероховатости изделия и, следовательно, определить класс обработки металла. Он лишь показывает, есть ли на детали выраженные дефекты.
Существует также два метода определения степени неровности металла: поэлементный, когда сравниваются отдельные показатели, и комплексный, когда проводится сравнение данного изделия с эталоном. Первый метод считается более точным. Его можно воплотить следующими способами:
1. Щуповой способ оценки класса обработки металла.
Замер осуществляется посредством непосредственного контакта с изделием при использовании особого прибора – профилометра. Он обладает тонкой и острой алмазной иглой, с помощью которой производится замер, а чувствительный датчик записывает показатели.
Алмазная игла устанавливается перпендикулярно измеряемой поверхности и равномерно перемещается. При обнаружении даже минимальных неровностей возникают механические колебания наконечника. Они направляются в датчик, который преобразует обычное волнение в сигнал, усиливает его с помощью преобразователя и замеряет. Полученные показатели предельно точно повторяют характеристики измеряемого объекта.
В зависимости от типа преобразователя профилометры делятся на электронные, пьезоэлектрические, индукционные и индуктивные. Последние являются наиболее распространенными.
Профилометры позволяют лишь измерить имеющиеся шероховатости, а полиграфы также обладают функцией их записи в рамках заранее определенного масштаба.
2. Оптический способ оценки класса обработки металла.
Определение неровности происходит бесконтактно. Существует целый ряд методов применения оптической оценки. К наиболее распространенным относятся: прием светового свечения и теневой метод, растровый и микроинтерференционный.
- Прием светового свечения и теневой метод.
Способ светового свечения предполагает следующий сценарий: поток света проходит через узкую щель, превращаясь в тонкий пучок световых волн.При помощи объектива этот пучок под определенным углом направляется на металлическую поверхность. Отражаясь от нее, поток света вновь проходит через объектив и, попадая на окуляр, генерирует изображение щели. Если изделие не имеет шероховатостей, то на окуляре проявится идеально ровная полоса света, если дефекты поверхности есть, то и световая линия будет искривленной.
Теневой метод – это, можно сказать, дополненный световой. Основное отличие состоит в том, что возле металлического изделия устанавливается линейка со скошенным краем. Световой луч подается на исследуемую поверхность и словно срезается ребром линейки. Из-за этого на детали появляется тень, которая точно повторяет ее форму. Для определения класса обработки металла таким способом полученную тень рассматривают под микроскопом и делают соответствующие выводы.
При оценке поверхности металлического изделия растровым методом на нее накладывается стеклянная пластина с нанесенными параллельными линиями, которые находятся на одинаково малом расстоянии друг от друга. При подаче на пластину светового луча под углом в местах шероховатостей тень от линий, нанесенных на стеклянную пластину, накладывается на реальные контуры. Образуются так называемые муаровые полосы, которые и говорят о наличии гребешков и впадин. Для более точной оценки показателей шершавости используют растровый микроскоп.
Метод предполагает применение особого устройства, который состоит из интерферометра и измерительного микроскопа. Первый элемент позволяет получить интерференционную карту поверхности с искривленными линиями в местах шероховатостей, а второй помогает их измерить.

Для оценки класса обработки металла в труднодоступных местах или на элементах со сложной геометрией можно применить метод слепков. Он предполагает выполнение негативных копий изделий при помощи гипса, парафина или воска и их исследование щуповым способом. То есть метод слепков является вспомогательным, а не самостоятельным и применить его можно только в комплексе с одним из измерительных приемов, описанных выше.
Внедрение категорий чистоты поверхностей металлических изделий позволило установить общепринятые нормы и проводить оценку деталей в соответствии с ними, составлять требования качества не для отдельных элементов детали, а целых групп, объединенных общими характеристиками. Разделение на классы обработки металла стало катализатором проектирования приборов, отвечающих тем или иным параметрам, появления единых принципов измерения и, как следствие, совершенствования процесса изготовления типовых элементов.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Степени очистки поверхности металла: ГОСТ 9.402, ИСО 8501

Степени очистки металлов посредством абразивоструйного метода перед окраской или другой обработкой описаны в нескольких стандартах. Наибольшее распространение В России получили следующие два стандарта: ГОСТ Р ИСО 8501-1-2014 и ГОСТ 9.402-2004.
ГОСТ Р ИСО 8501-1-2014
Статус на 2022 год: действующий.
Степени окисления металла обозначаются буквами A - D. Степени очистки поверхности обозначаются буквами "Sa".
Данный стандарт является визуальным, то есть основывается на фотографических образцах, с которыми производится сравнение очищенной поверхности. Таблица с описанием степеней очистки в данном случае является вспомогательным, дополнительным средством контроля.
Таблица 1 — Характеристика степеней абразивной струйной очистки, ИСО 8501-1-2014
| Обозначение степени очистки | Характеристика степени очистки | Описание очищенной поверхности |
|---|---|---|
| Sa 1 | Слабая абразивная струйная очистка | При осмотре без применения увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от легко отделимой прокатной окалины, продуктов коррозии, лакокрасочных покрытий и посторонних частиц. |
| Sa 2 | Тщательная абразивная струйная очистка | При осмотре без применения увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от большей части прокатной окалины, коррозии, лакокрасочных покрытий и посторонних частиц. Допускается наличие на поверхности трудно отделимой остаточной прокатной окалины. |
| Sa 2 1/2 | Сверхтщательная абразивная струйная очистка | При осмотре без применения увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от прокатной окалины, коррозии, лакокрасочных покрытий и посторонних частиц. Любые оставшиеся следы очистки допускаются в виде бледных пятен, точек или полос. |
| Sa 3 | Абразивная струйная очистка до видимой чистой стали | При осмотре без применения увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от прокатной окалины, коррозии, лакокрасочных покрытий и посторонних частиц. Она должна иметь равномерный металлический цвет. |
Данный стандарт чистоты поверхности ISO 8501-1:2007 издается в Швеции в виде книги с твердым переплётом и фотографиями-образцами, выполненными особым способом печати на пластиковых подложках. Фотографии демонстрируют четыре уровня окисления (коррозии) металлической поверхности без покрытия, а также образцы четырех степеней очистки этих корродированных поверхностей, очищенных при помощи абразивоструйного метода (всего 28 фотографий). Поверка этой книги не требуется и невозможна, так как сама книга - и есть эталон.

ГОСТ 9.402-2004
Статус на 2022 год: действующий.
. выбор степени очистки поверхности металлов 1-й и 2-й групп от окалины и ржавчины в зависимости от условий эксплуатации проводят по таблице 9.
Таблица 9 — Степень очистки поверхности металлических изделий от окалины и ржавчины в зависимости от условий эксплуатации
| Обозначение степени очистки | Характеристика очищенной поверхности | Обозначение условий эксплуатации лакокрасочных покрытий по ГОСТ 9.104 | Характеристика обрабатываемых изделий и материала |
|---|---|---|---|
| 1 | При осмотре с шестикратным увеличением окалина и ржавчина не обнаружены | У1, УХЛ1, ХЛ1, Т1, О1, ОМ1, ОМ2, В5 | Изделия из 1-й и 2-й групп металлов (см. таблицу Д.1), подлежащие окрашиванию по 1-му и 2-му классам по ГОСТ 9.032 |
| 2 | При осмотре невооруженным глазом не обнаружены окалина, ржавчина, пригар, остатки формовочной смеси и другие неметаллические слои | У1, У2, УХЛ1, УХЛ2, ХЛ1, ХЛ2, Т1, Т2, Т3, О1, ОМ1, ОМ2, ОМ3, В5 | Изделия из 1-й и 2-й групп металлов, подлежащие фосфатированию и окрашиванию |
| 3 | Не более чем на 5 % поверхности имеются пятна и полосы плотно сцепленной окалины и литейная корка, видимые невооруженным глазом. На любом из участков поверхности изделия окалина занимает не более 10 % площади пластины размером 25x25 мм | У1, У2, УХЛ1, У3, УХЛ2, УХЛ3, УХЛ4, ХЛ1, ХЛ2, ХЛ3, Т2, Т3 | Изделия из чугуна и стального литья, поковок и горячих штамповок, прокат и изделия сложной формы |
| 4 | С поверхности удалены ржавчина и отслаивающаяся окалина | УХЛ4 | Труднодоступные места крупногабаритных изделий сложной формы из металла толщиной не менее 4 мм |
Поверхности изделий со степенью очистки 4 окрашиванию не подлежат.
Таблица Д.1 — типы черных металлов
Стали углеродистые обыкновенного качества по ГОСТ 380, сталь тонколистовая малоуглеродистая по ГОСТ 9045, прокат стальной повышенной прочности по ГОСТ 19281, прокат для строительных конструкций по ГОСТ 27772, прокат тонколистовой из углеродистой стали, качественной и обыкновенного качества по ГОСТ 16523
Прокат из стали повышенной прочности (низколегированные стали) по ГОСТ 9281, чугун серый
Стали высоколегированные и сплавы коррозионностойкие, жаростойкие и жаропрочные по ГОСТ 5632 и ГОСТ 20072
Обратите внимание: эти два стандарта имеют обратную зависимость в порядке степеней очистки — по стандарту ИСО наилучшая степень очистки — Sa3 — расположена в таблице стандарта последней, а по ГОСТу 9.402 лучшая степень — первая в таблице. И наоборот, самая слабая очистка по ИСО — Sa 1 — первая в таблице, а по ГОСТу — она 4-я.
Когда речь идет о "второй степени очистки", вероятнее всего, речь идет о стандарте 9.402, потому что по ИСО в названии степени должны присутствовать буквы Sa. Но не лишним будет уточнить, какой из стандартов имеется ввиду в данном случае.
Таблица — Примерное соответствие степеней очистки по двум стандартам
| ГОСТ 9.402 | ИСО 8501 |
|---|---|
| 1 | Sa 3 |
| 2 | Sa 2 1/2 |
| 3 | Sa 2 |
| 4 | Sa 1 |
ГОСТ 9.402-2014, 5.11 Обезжиривание.
- горячей питьевой воды (от 70°C),
- пара (от 130°C)
- растворителей
- эмульсионными составами
- щелочными водными растворами.
После каждой технологической стадии химической подготовки поверхности проводят промывку поверхности питьевой водой.
Состояние поверхности изделий контролируют не позднее чем через 6 ч после подготовки поверхности, и, дополнительно, непосредственно перед окрашиванием при сроке хранения более 6 ч.
Качество обезжиривания должно соответствовать требованиям специальной таблицы.
Контроль степени обезжиривания производят методом смачиваемости, капельным методом либо методом протирки.
Вопросы и ответы
Перефразируя вопрос, можно сказать, что вторая степень ИСКЛЮЧАЕТ присутствие на рассматриваемой поверхности окалины, ржавчины, пригара, формовочной смеси и любых иных неметаллических слоёв (без применения увеличительных приборов).
В принципе, данной степени обычно можно достичь почти любым инструментом: начиная от механических - наждачной бумаги, шлифовальной машины; эжекторным пистолетом, заканчивая очисткой аппаратом напорного типа. Другой вопрос в том, насколько этот процесс будет трудоёмким? Какие работы ещё нужно будет выполнить после очистки? И сколько это всё займёт времени? Скорость и сложность проведения работ зависят от: типа очищаемой поверхности, видов и степени загрязнения, сложности конструкции и общей площади, которую необходимо очистить. Возникает также вопрос: какую скорость очистки считать приемлемой? Ведь для каждого эта мера - своя. Поэтому простого единого ответа здесь быть не может, проконсультируйтесь у специалиста, описав вашу задачу и ситуацию.
Чаще всего достаточно Sa 2 1/2. Точнее смотрите в паспорте на применяемую антикоррозийную покрасочную систему. Там же должны быть описаны требуемый профиль поверхности (шероховатость), степени обезжиривания и обеспыливания поверхности.
Визуально. Путём сравнения изучаемой поверхности с фототографиями стандарта ISO 8501-1:2007.
Зависит: от самого абразива, вида загрязнения, требуемой степени очистки, сопла и компрессора. Подробнее - см. таблицы и графики в этой статье.
- Механическое удаление грубых дефектов
- Обезжиривание
- Очистка от старого покрытия, окислов и других загрязнений - до требуемой степени, чаще всего SA 2 1/2.
- Придание требуемого профиля поверхности
- Удаление растворимых солей
- Обеспыливание
- Осушение
Компания ГСК-Сервис поставляет всё необходимое оборудование для выполнения очистки любой степени металлических и бетонных конструкций.
Если после прочтения данной статьи у вас остались вопросы — звоните по телефону или закажите консультацию — мы любим консультировать людей.
Чистота обработанной поверхности
После фрезерования, как и после любой другой механической обработки, поверхности не являются абсолютно гладкими. На них всегда имеются неровности в виде чередующихся впадин и гребешков разной формы и размеров. Эти неровности получаются от воздействия режущих граней фрезы на поверхность и характеризуют чистоту ее обработки.
Неровности, получающиеся после грубой обработки, например, после фрезерования с большой подачей, видны невооруженным глазом и легко ощутимы пальцем. Неровности после чистовой обработки, например, после фрезерования с малой подачей, не заметны невооруженным глазом и почти не ощутимы.
Чистотой обработанной поверхности называют степень ее гладкости, определяемую величиной гребешков, впадин и других неровностей, получающихся после обработки.
Классификация чистоты поверхности.
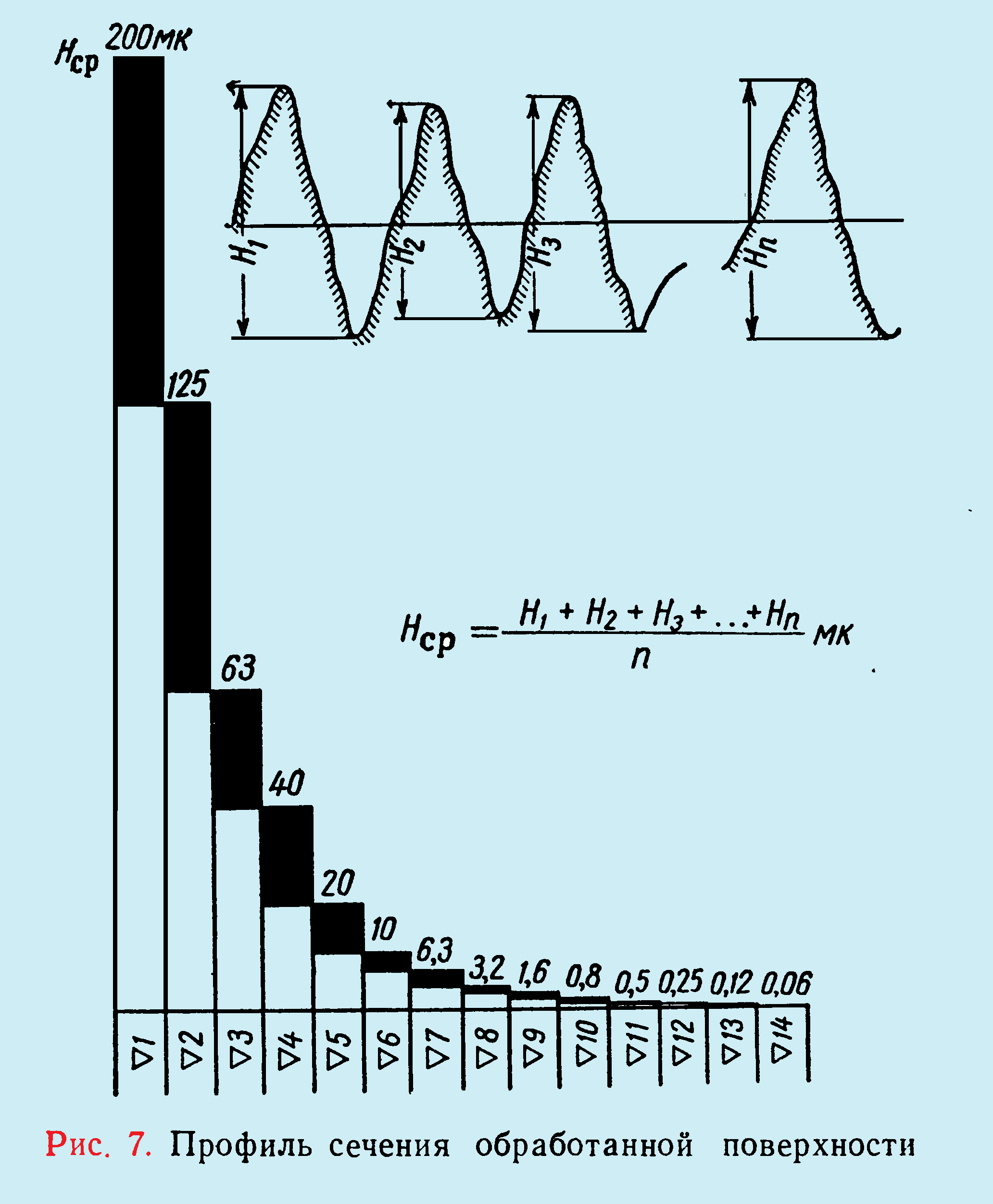
Для оценки чистоты обработанной поверхности в Советском Союзе действовал Государственный общесоюзный стандарт на чистоту (шероховатость) поверхности. Согласно этому стандарту в зависимости от величины неровностей (высоты гребешков и глубины впадин) чистота поверхности делится на классы, каждому из которых соответствует цифра со знаком чистоты в виде одного треугольника впереди. Это обозначение проставляется в чертеже детали на подлежащей обработке поверхности. Всего в СССР установлено 14 классов чистоты поверхности, характеризующихся средней высотой неровностей Нср. На рис. 7 показан профиль сечения обработанной поверхности с неровностями (гребешками и впадинами). Высота неровностей Нср, обозначаемая обычно в микронах (мк), показана на рис. 7 для каждого класса чистоты.
При фрезеровании могут быть достигнуты следующие классы чистоты:
- 1, 2 и 3-й классы ( ∇1 , ∇2 и ∇3 ), характеризующие грубые поверхности, получаемые в результате предварительного (чернового) фрезерования;
- 4, 5 и 6-й классы ( ∇4 , ∇5 и ∇6 ), характеризующие чистые поверхности, получаемые в результате получистового и чистового (окончательного) фрезерования;
- 7, 8 и 9-й классы ( ∇ 7 , ∇8 и ∇9 ), характеризующие очень чистые поверхности, получаемые в результате скоростного фрезерования.
Контроль чистоты поверхности.
Контроль чистоты поверхности осуществляется путем сравнения проверяемой поверхности с образцами (эталонами) или с помощью специальных приборов.
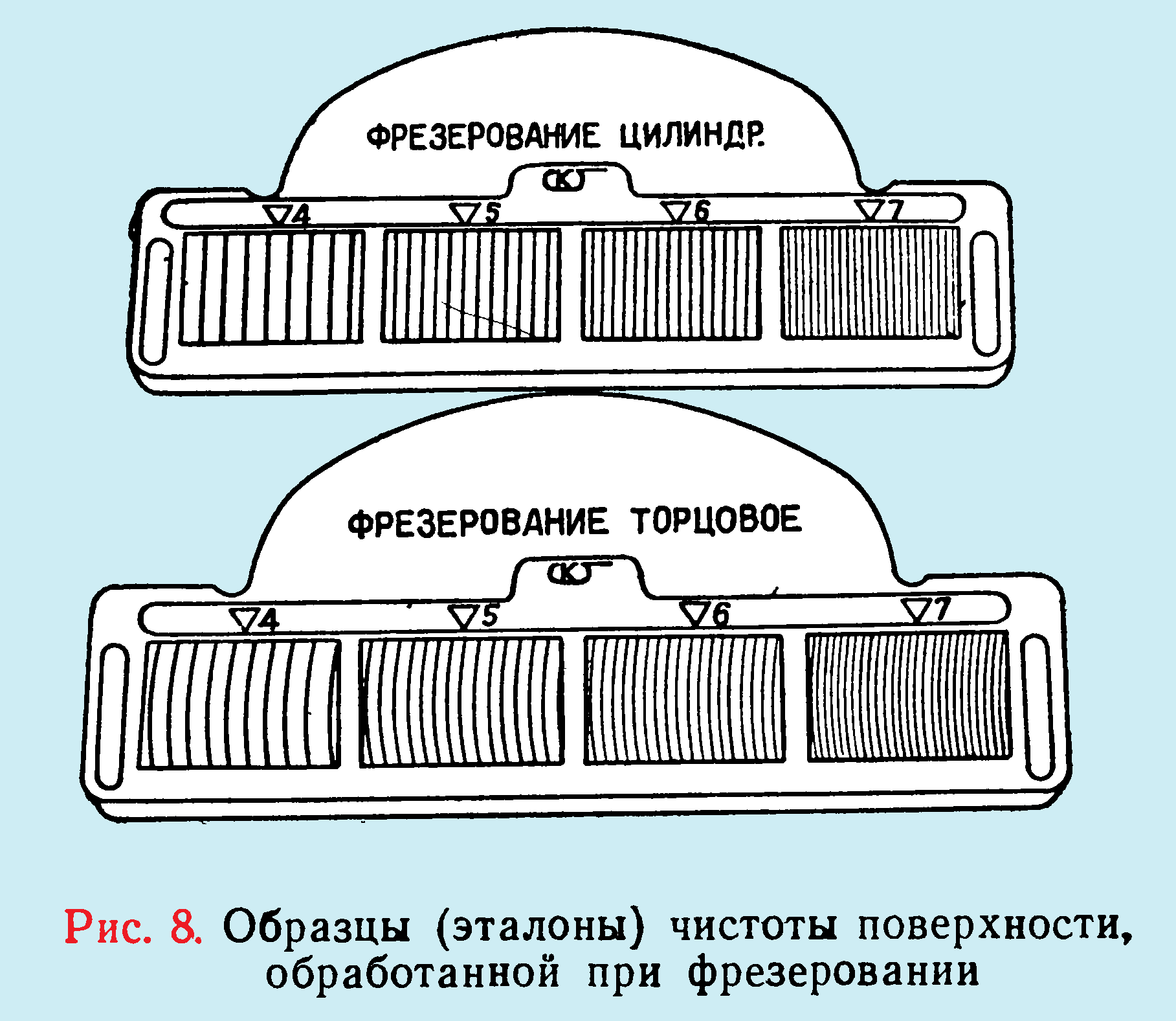
В производственных условиях при контроле чистоты поверхности, полученной фрезерованием, применяют образцы, изготовленные для 4, 5, 6 и 7-го классов чистоты ( рис. 8 ). Образец прикладывают к обработанной поверхности и сравнивают, что дает возможность определить чистоту поверхности до 7-го класса в пределах ошибки на один класс.
Применение лупы с 5—10-кратным увеличением дает возможность сравнивать поверхности примерно до 8—9-го классов чистоты с той же погрешностью в пределах одного класса.
Читайте также: