Абразивная резка металла плюсы и минусы
Обновлено: 18.05.2024
В практике выполнения разделительных операций с листовыми материалами в условиях мелкосерийного и единичного производства преимущества зачастую получают технологии локального разделения материала, основанные на раскрое из цельного фрагмента заготовок с различной конфигурацией. Это позволяет использовать не специализированное, а универсальное оборудование. Гидроабразивная и лазерная резка распространённые представители подобных технологий, какой отдать преимущество?
Лазерная резка металлов: принцип и сущность процесса
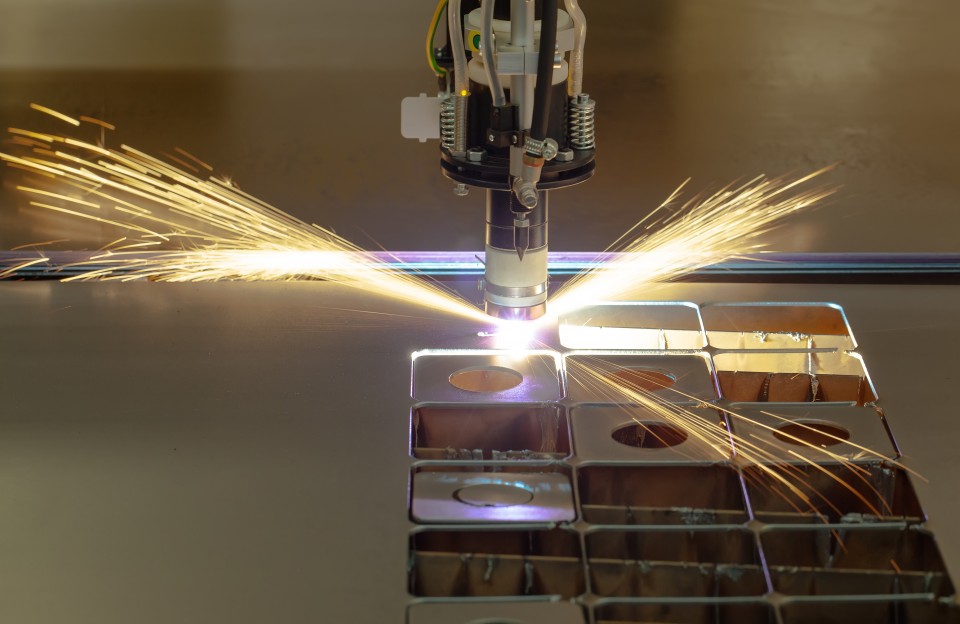
Метод резки лазерным лучом происходит вследствие воздействия на поверхность раздела высококонцентрированного теплового источника, при этом тепловая мощность лазерного луча составляет не менее 100 МВт/см 2 . В подобных условиях любой материал претерпевает световую эрозию – разрушение. Процесс лазерной резки происходит в несколько этапов: нагрев, плавление и размерное испарение.
Таким образом, непосредственно перед разрушением в слоях разрезаемого материала происходят сложные термофизические процессы, обуславливающие изменение его структуры и свойств в приконтактных зонах. Мощность оборудования для лазерной резки определяет длительность каждого из вышеперечисленных этапов.
Станок для лазерной резки состоит из:
- Инструментального блока, в котором размещается лазерная головка;
- Портальной рамы, с помощью которой производится позиционирование заготовки;
- Рабочего стола с устройствами, обеспечивающими трёхкоординатную фиксацию разрезаемого материала;
- Источника питания лазера;
- Насосно-вентиляционной системы, производящей удаление продуктов эрозии из зоны обработки.
Все виды оборудования лазерной резки оснащаются системами ЧПУ, управляемыми от программно от бортового компьютера.
Преимущества и недостатки
Несомненными достоинствами процесса считаются:
- Высокая производительность, которая практически не зависит от механических характеристик разъединяемого материала, а также от его структуры.
- Возможность минимизировать непроизводительные потери при резке, поскольку ширина лазерного пучка не превышает 10..20 мкм.
- Высокое качество разреза, исключающее возможность неконтролируемого размерного плавления материала. Таким образом, отпадает потребность в последующей доводки плоскости разделения до требуемых параметров шероховатости.
- Универсальность процесса. При помощи лазерного луча можно не только разрезать материал, но также получать сложные по конфигурации отверстия, щели и пазы, производить упрочняющую обработку и т.д.
Недостатки лазерных технологий проявляются в следующем:
- Оборудование весьма дорого и сложно в наладке, а потому требует специально обученного персонала. Лазерная резка при малых программах выпуска далеко не всегда рентабельна.
- Высококонцентрированное термическое воздействие на поверхность вызывает её коробление, с соответственным изменением пространственных размеров заготовки. Обработку тонких изделий из металлов с высокой теплопроводностью лазером не выполняют.
- Не всегда в конечной заготовке после лазерной резки сохраняется та микроструктура, которая требуется для долговременной эксплуатации готовой детали.
- Выделение газов при резке лазером вынуждает выделять под такое оборудования обособленные зоны.
Гидроабразивная резка: технология и оборудование
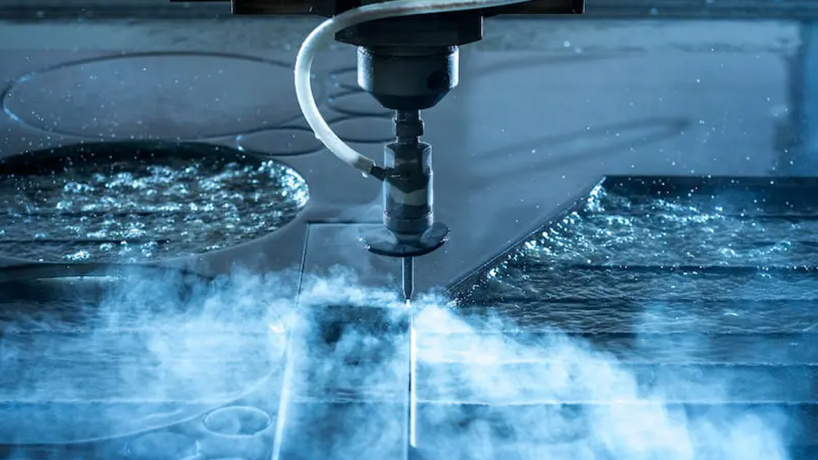
Обработка металла водой, которая подаётся в производственную зону под большим давлением (более 4000..5000 ат), может вызывать локальное разрушение. Однако, значительно более эффективным признано сочетание двух потоков: водной струи (со скоростью более 1000..1200 м/с) и потока мелкодисперсных абразивных частиц, например, кварцевого или гранатового песка. При подобном комбинированном воздействии на поверхность, местное разрушение происходит и за счёт гидравлического воздействия струи и, вследствие, механической эрозии материала от твёрдых частиц абразива.
Гидроабразивная резка металла выполняется гидравлическим резаком, представляющим собой инструментальную головку, в выходной части которой имеется сопло. Туда вводятся, постоянно перемешиваясь, поток воды под высоким давлением и подготовленный (отфильтрованный по фракциям и высушенный) абразив. По мере приближения сопла к разрезаемой поверхности давление потока возрастает до показателей, превышающих предел прочности обрабатываемого материала. В результате последний разрушается по линии перемещения резака. Отработанные абразивные частицы вместе с водой удаляются через систему фильтров насосной установкой и подготавливаются для дальнейшего применения.
Технологическими характеристиками процесса являются:
- Точность разделения: зависит от размеров абразивных частиц (они не должны превышать 500..600 мкм, иначе резка будет некачественной);
- Расход абразивной составляющей: у современных станков она не превышает 45..50 г/с;
- Производительность резки. Она зависит от вида разделяемого материала и его толщины, максимально 1,5 м/мин.
С целью уменьшения уровня шума при работе оборудования, координатный стол с резаком помещают в ванну с водой. Это способствует эффективному гашению кинетической энергии струи и увеличивает долговечность оборудования.

Преимущества и ограничения
- Отсутствие нагрева разделяемой заготовки, максимальная температура которой не превышает 70..90 0 С. Таким образом, её коробление исключается, а точность возрастает.
- Возможность вести обработку изделий значительной толщины – до 250…300 мм (иные способы разделения толстых заготовок неэффективны из-за высоких энергозатрат).
- Пригодность процесса для резки любых материалов, в том числе хрупких – стекла, камня и т.д.
- Высокая чистота разреза, поскольку поверхность не оплавляется, что неизбежно при всех способах термического разделения исходных заготовок.
Недостатки гидроабразивной резки:
- Сложность и громоздкость технологического оборудования.
- Малая долговечность сопла: заточка инструмента вследствие его интенсивного износа потоком абразивных частиц должна выполняться после каждой рабочей смены.
- Повышенный уровень шума во время работы.
- Возможность коррозии металла в процессе обработки, что вынуждает незамедлительно высушивать заготовки после резки.
Суммируя, можно сделать вывод о том, что для тонко- и среднелистовых металлов, а также необходимости выполнять разделительные операции более пригодны лазерные установки. Для повышения функциональности процесса при разделении толстолистового металла, при одновременном обеспечении высокого качества реза, а также при обработке нержавеющей стали, цветных металлов и сплавов и т.д. превосходство имеет гидроабразивная резка.
Адрес: Россия, 195030, г. Санкт-Петербург,
ул.Коммуны, д.67, лит. Ж, а/я 36. (территория завода “Пластполимер”)
© 2022 «ОХТА»
Гидроабразивная резка: плюсы и минусы технологии

Гидроабразивная резка – пожалуй, самая перспективная технология раскроя материалов. В этой статье вы познакомитесь с историей станков, функционалом современных моделей, а также узнаете, почему российские компании выбирают гидрорез, а не лазерные установки.
История появления гидроабразивной технологии
Прототипы современных водоструйных машин появились в начале 19 века. Шахтеры из Советского Союза и Новой Зеландии использовали воду под давлением для вымывания рыхлой угольной породы. Чуть позднее такую же концепцию стали применять золотодобытчики в США во время золотой лихорадки. Водяным потоком они вычленяли драгоценный металл и направляли его вниз по специальным каналам. И хотя сегодня гидравлическая добыча полезных ископаемых не является основной функцией гидроабразивных установок, она знаменует собой начало серии изобретений, которые привели к тому, что теперь вода является эффективным режущим средством.
В 30-ых годах прошлого столетия гидроабразивная резка стала применяться для раскроя бумаги. Процесс осуществлялся чистой водой. А в 1935 году американец Элмо Смит разработал инновационную идею добавлять в водяную струю абразив, что в свою очередь повысило качество реза и позволило работать с твердыми материалами.

Первый гидроабразивный станок американской компании KMT
Конструкция гидроабразивного станка и принцип его работы
Современные станки для гидроабразивной резки состоят из 5 основных узлов: насосной станции, координатного стола, режущей головки, системы подачи абразива и стойки оператора. Конструкция станков у разных производителей может незначительно отличаться и обрастать дополнительным оборудованием, однако в целом «скелет» установки выглядит именно так.

Насос – это «сердце» системы. Он отвечает за нагнетание давления воды. По степени мощности насосные станции гидроабразивных станков подразделяются на две подгруппы: на 4000 bar и 6000 bar. В последние годы производители стали выпускать насосы и большей мощности, однако они целесообразны на сверхсложных работах и не востребованы в условиях большинства металло- или камнеобрабатывающих предприятий.
Насосные станции также подразделяются на две группы и по конструктиву. Они бывают мультипликаторного типа и прямого действия. Первый вид создает возвратно-поступательные движения плунжеров подачи воды путём давления масла на центральный (гидравлический) поршень. Двадцатикратная разница площадей гидравлического поршня и торца плунжера обеспечивает повышение давления в 20 раз. То есть, при подаче масла под давлением 200 атмосфер мы получаем давление воды в 4000 атмосфер (бар).
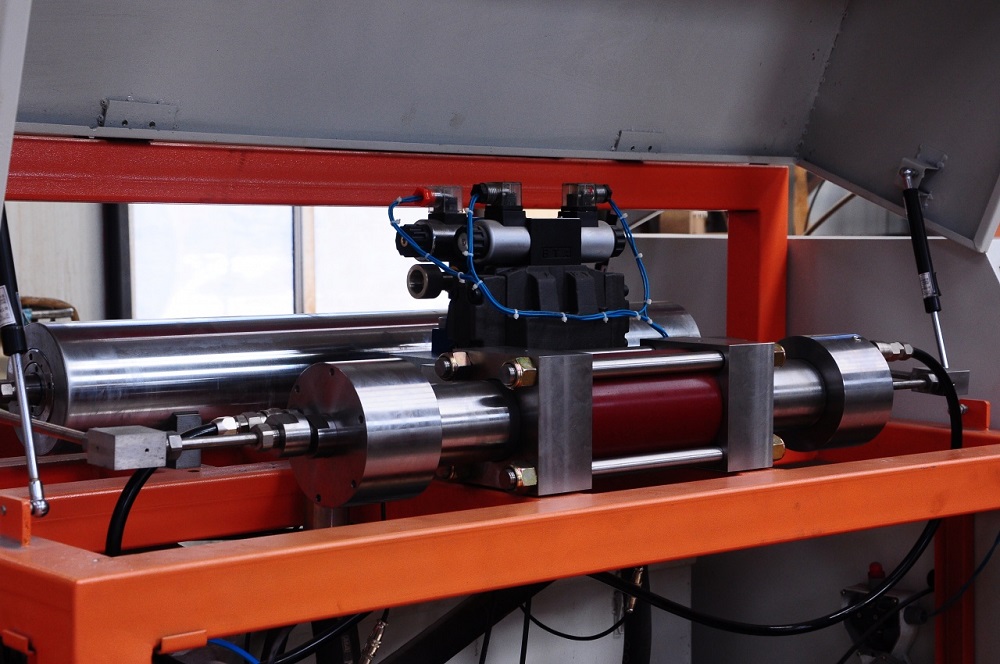
Насосные станции прямого действия представляют собой три поршня для нагнетания воды, движение которых осуществляется через коленчатый вал.
Далее по трубкам высокого давления вода направляется в режущую головку. Одним из ее элементов является смесительная камера. В ней происходит перемешивание жидкости с абразивным материалом. Полученная смесь поступает в фокусирующую трубку и со скоростью ≈1000 метров в секунду врезается в заготовку, которая лежит на координатном столе. Миллионы частиц абразива выступают в качестве переносчиков энергии и, ударяясь об изделие, отрывают от него микроскопические куски.
С добавлением абразива режущая способность воды возрастает в сотни раз, и она способна раскраивать почти любой материал. Наиболее оптимальным абразивом является гранатовый песок фракции 80 mesh. Предпочтение отдается аллювиальному (океаническому) месторождению. Такой песок обладает высокой твёрдостью, средним размером песчинок (0,25÷0,45 мм) и не забивает фокусирующую трубку.
Преимущества гидроабразивной резки перед лазерным станком
Гидроабразивная резка имеет ряд неоспоримых преимуществ перед лазерными или ленточнопильными станками.
В первую очередь – это возможность резать любые материалы. Лазер или пила существенно ограничивают направления деятельности предприятия, а гидроабразивный станок легко раскраивает металл (включая титан), камень, резину, стекло, кожу, бумагу. При этом практически нет ограничений и по толщине изделия. Гидроабразивная установка способна раскраивать каменную или металлическую заготовку в десятки сантиметров. Вопрос лишь во времени, которое потребуется струе воды, чтобы «пробить» сверхбольшие толщины.
Второй важнейший аспект гидроабразивной технологии – это отсутствие высоких температур. При обработке металла на лазерном или ленточнопильном станке кромка реза подвергается нагреву, в результате чего образуется наплавка. Для ее удаления необходимо произвести дополнительные операции, например, шлифовку. Это увеличивает и стоимость, и время изготовления детали. Водяная струя выступает в качестве режущего и одновременно охлаждающего инструмента. Поэтому из под гидроабразивного станка выходит практически готовое изделие.
Третьим по списку, но не по степени важности идет экономический аспект. Поскольку струя воды, выходящая из фокусирующей трубки, может иметь толщину человеческого волоса, у предприятия сокращаются затраты на лом. В процессе гидроабразивной резки минимизируется количество металлической стружки, а сами заготовки можно вырезать максимально близко друг к другу. Это позволяет экономить на материале.
Помимо многофункциональности и экономической целесообразности гидроабразив является экологически чистой технологией. Станки данного типа не выделяют в атмосферу вредных газов, поэтому они абсолютно безопасны для человека, животных, растений и окружающей среды.
Основные минусы гидроабразивной резки
К ключевым недостаткам технологии гидроабразивной резки относятся три основных пункта.
- Конусность. При прохождении через толщу материала водяная струя ослабевает, в результате чего на выходе ширина отверстия становится меньше, чем на входе. Этот недостаток традиционно решается снижением скорости реза.
- Ресурс трубок. В зависимости от давления и количества абразива срок службы сопла не превышает сотни часов непрерывной резки. К счастью, сопла выпускаются массово, и стоимость их не превышает нескольких тысяч рублей за единицу.
- Скорость реза тонколистной стали. Гидроабразивная резка уступает по этому параметру лазерным установкам.
Крупнейшие производители гидроабразивных станков в мире
Лидерами на рынке производства гидроабразивных установок являются США и ряд европейских государств. К числу лидирующих предприятий можно отнести Flow, KMT, OMAX, BFT, PTV, Waterjet Sweden, Resato, Hypertherm, WSI и ряд других компаний. В последние годы в данную нишу активно прорывается и Китай. Наиболее известными разработчиками waterjet-технологий в данной стране являются Teen King и Yongda.
Стоимость гидроабразивных станков
Цена нового станка зависит от его комплектации: размера координатного стола, типа режущей головки и их количества, мощности насосной станции. Важную роль в ценообразовании играет и бренд оборудования. Наиболее дорогостоящими моделями станков являются «американцы». Их стоимость составляет от 12-15 млн рублей и более. Самые бюджетные установки выпускаются в Китае. Станок достойного качества из Поднебесной можно приобрести за 6-7 млн рублей.
Затраты на обслуживание гидроабразивного станка
Как и любое промышленное оборудование, гидроабразивный станок нуждается в техническом обслуживании. Основными «расходниками» в гидрорезке являются гранатовый песок, смесительные трубки, водяные сопла и ремонтные комплекты.
По состоянию на осень 2021 года цена 1 тонны качественного абразива из ЮАР или Китая составляет 42000-45000 рублей, из Австралии – 60000-70000 рублей. Срок эксплуатации смесительных трубок и водяных сопел исчисляется в моточасах. Принято считать, что рабочий ресурс 1 трубки (она служит порядка 80-100 часов) = 2 соплам.
Рентабельность работы и конкуренция на рынке гидроабразивной резки
Рентабельность гидроабразивной резки варьируется от региона к региону. На нее влияют цена электроэнергии, водоснабжения, ставка заработной платы оператора. В среднем маржа составляет 40%-60% от стоимости минуты реза, которая, как правило, варьируется на уровне 100-150 рублей и включает все производственные затраты.
Стоит отметить, что количество гидроабразивных установок в России в сотни раз меньше числа лазерных станков. Как следствие, конкуренция в данной нише существенно ниже. В городе-миллионнике на гидроабразивных станках работает не более 5-10 предприятий, при этом возможности применения такого оборудования безграничны.
Виды резки металла
Технологический процесс резки на отдельные заготовки металла постоянно совершенствуется и улучшается. Его используют в различных областях производства, строительства и машиностроения.
Абразивная резка
Это один из наиболее экономичных и надежных способов разделения металла на заготовки. Данный производственный процесс может выполняться вручную либо с помощью специальных станков. Режущим элементом в обоих случаях служит вращающийся абразивный диск. Такая резка сортового и листового металла может осуществляться следующими способами:
● Машинный. Выполняется на универсальных станках и обеспечивает высокую точность обработки – с погрешностью не больше двух миллиметров.
● Ручной. Предусматривает использование болгарки с абразивными сменными дисками.
В обоих вышеупомянутых случаях основным рабочим органом служит абразивный диск, обычно из карбида кремния, снабженный вулканитовой связкой. Иногда может использоваться алмазный круг, снабженный бакелитовой связкой.
Газовая технология
С помощью газовой резки обрабатывают низколегированные марки стали либо мягкие сплавы, характеризующиеся низким содержанием углерода, а также других металлов. При ее использовании заготовки нагревают пламенем газа нужной температуры. Металл после нагревания воспламеняется, образуя окислы, которые после этого выдуваются кислородной струей. При использовании газовой технологии получают высококачественные детали нужной толщины с минимальными производственными и временными издержками.
Гидроабразивная резка
ГАР – один из самых эффективных и быстрых способов обработки металлов. В основе данного технологического процесса лежит водная эрозия материалов, сутью которой является вымывание твердой структуры после нарушения целостности кристаллической решетки. Жидкость при применении данного метода подается под высоким давлением. Толщина подаваемой струи может составлять 0,5-1 мм. Чтобы ускорить процесс обработки, в жидкость добавляют абразивные мелкодисперсные материалы.
Данная технология имеет ряд преимуществ в сравнении с плазменно-лазерными и механическими способами раскроя. Точность раскроя при ее использовании составляет 0,1 мм, благодаря чему расход исходного сырья существенно уменьшается. Применяемое для этой технологии оборудование дает возможность программировать сложную траекторию перемещения направляющего сопла, что позволяет получать детали различных конфигураций, включая самые сложные. Эти делали изготавливаются из различных материалов, существенно различающихся между собой своими эксплуатационными характеристиками.
Ленточнопильная резка
Механические способы резки, в том числе, ленточнопильная, пользуются традиционной популярностью. Технологический процесс при использовании этого способа состоит в следующем. Остро заточенные резцы, обладающие более высокой, чем обрабатываемый материал, твердостью, постепенно срезают с него небольшие частицы металла.
Недостатки данного метода – это недостаточно высокая скорость раскроя и высокая стоимость обработки. Дополнительное время требуется на то, чтобы зафиксировать в тисках установки металлопрокат, который затем будет подвергаться обработке. При использовании ленточнопильного станка выполнять фигурную резку невозможно, что также можно отнести к недостаткам данного метода.
Лазерная резка
Использование лазера для обработки металла – это современный метод резки изделий листового проката. Эта технология предусматривает применение луча регулируемой мощности, направляемого на подвергающуюся обработке поверхность и оказывающего воздействие на материал. Применение этого метода обеспечивает чрезвычайно высокую степень точности.
Большая точность сделала лазерную технологию высоко востребованным методом обработки самых разных материалов – и металлических (латуни, стали, меди, алюминиевых сплавов), и неметаллических (дерева, оргстекла, ткани, пластика). Получаемые при использовании данного метода металлические заготовки используются в сельскохозяйственной, приборостроительной, металлургической, машиностроительной, нефтегазовой и прочих отраслях.
Плазменная резка
Этот метод обработки металлов является более точным, быстрым и универсальным в сравнении с традиционными. При его использовании на материал воздействует струя высокотемпературной плазмы. Мощность этой струи дает возможность резать металлы, толщина которых достигает сорока миллиметров.
С помощью плазменной технологии раскроя получают высококачественные изделия, используемые в сельскохозяйственной, металлургической, приборо- и машиностроительной отраслях, а также в промышленном производстве. С ее помощью создают красивые декоративные элементы из различных сплавов, включая тугоплавкие. Используя данный метод, обрабатывают самые разные металлы, такие как нержавеющая легированная и углеродистая сталь, медь, латунь, алюминий и многие другие.
Технологический процесс резки на отдельные заготовки металла постоянно совершенствуется и улучшается. Его используют в различных областях производства, строительства и машиностроения. В сравнении с технологиями пятнадцатилетней давности, он стал в несколько раз более точным. Существенно возросла производительность работы используемого оборудования. Были внедрены новые методы обработки материалов, позволяющие производить высококачественную продукцию.
В зависимости от особенностей воздействия на обрабатываемый материал, резку металлов подразделяют на термическую и механическую. По способу управления выделяют автоматизированную и ручную резку. Газокислородный и абразивный способы резки различных металлов являются наиболее экономичными. К числу самых дорогих относятся гидроабразивная и лазерная технологии. Плазменная и ленточнопильная резки обеспечивают получение оптимального соотношения показателей «цена/качество». Выбирая подходящую технологию, следует руководствоваться не только такими критериями, как качество и цена, но и следующими параметрами:
Сравнение лазерной резки с плазменной и гидроабразивной
Каждый из способов раскроя листового материала имеет свои плюсы и минусы. В зависимости от толщины и типа обрабатываемых материалов стоит отдавать предпочтение тому или иному способу обработки.
Технология резки
Технология лазерной резки. Лазерная резка выполняется при помощи сфокусированного луча лазера. В проектируемых местах реза луч лазера нагревает материал до температуры плавления (разрушения), одновременно струей газа убирая расплавленный материал.
Правильная термическая обработка с помощью лазерной резки исключает любые дополнительные механические воздействия на материал. Появление кромок или нагара возможно в случаях неверно подобранной программы для резки, сложного химического состава материала, либо сильно загрязненного материала, например, проржавевшего металла. Нагар также может появляться в случаях, когда диаметр обрабатываемых отверстий меньше толщины материала.
Технология плазменной резки заключается в формировании струи плазмы. Между электродом и соплом зажигается электрическая дуга, в сопло подается газ, который при взаимодействии с электрической дугой нагревается до температуры 5 000 – 30 000 градусов и превращается в плазменную струю.
Технология гидроабразивной резки основывается на обработке материала водяной струей, подаваемой в режущую головку станка под сверхвысоким давлением. Принцип резки заключается в герметизированной воде, смешанной с абразивным материалом (кварцевым и гранатовым песком, зернами карбида кремния, корунда, частицами силикатного шлака), которая под высоким давлением выбрасывается из узкого сопла аппарата.
Гидроабразивная резка является единственной, при которой исключаются пригорание и оплавление материала в области разреза, а также деформация заготовки, так как ее технология предусматривает использование воды, при которой отсутствует термическое воздействие на материал.
Качество реза и цена
В зависимости от толщины и типа обрабатываемых материалов стоит отдавать предпочтение тому или иному способу обработки.
Лазерная резка идеально подходит для широкого спектра материалов (черная сталь, нержавеющая сталь, оцинкованная сталь, титан, дерево, пластик, резина, пр.). Оптимальные толщины, при которых лазерная резка справляется со своей задачей – до 20 мм (сталь). Точность лазерных установок достигают 0,02-0,05 мм, что позволяет ей вырезать сложные по конфигурации фигуры и обеспечивает высокую точность углов.
Цена лазерной резки при этом ниже плазменной и гидроабразивной резки, особенно ощутима ценовая разница при обработке материалов до 10 мм – у лазерного раскроя значительно выше скорость обработки и меньше стоимость расходных материалов, что в целом снижает себестоимость работы.
Плазменная резка не менее прекрасно справляется практически с тем же спектром материалов, что и лазерная резка, за исключением тех, что не проводят ток. Также следует учитывать, что при резке тонких материалов из-за высокой температуры в зоне резания может возникнуть коробление контуров заготовок, в связи с чем для тонких материалов плазменная резка является нецелесообразной.
Цена плазменной резки немного выше, чем лазерная резка, что обуславливается менее износостойкими расходными материалами. При сравнении стоимости самих установок лазерной и плазменной резки однозначно можно сказать, что станки плазменной резки дешевле, однако дальнейшее их обслуживание дороже лазерных установок. Тем не менее, плазменная резка обладает более широким диапазоном толщин металлов, нежели лазерная резка, поэтому при толщинах более 20 мм плазменная резка по цене и производительности несомненно будет лидировать, так как себестоимость следующей альтернативны при обработке толстых материалов – гидроабразивная резка – еще более дорогая за счет относительно высокой стоимости установки, ее обслуживания и расходных материалов.
Гидроабразивная резка является альтернативой лазерной и плазменной резки, и в некоторых случаях – единственно возможной. Данный способ отлично справляется со сложными контурами с точностью до 0,025-0,1 мм. Гидроабразивная резка одинаково хорошо справляется с обработкой материала маленьких и больших толщин, однако скорость работы, стоимость и частота замены расходных материалов проигрывают лазеру и плазме.
Цена гидроабразивной резки для тонких материалов значительно уступает лазерной резке, при этом плазменная резка для тонких материалов не подходит. При обработке материалов толщиной свыше 20 мм (сталь) по качеству гидроабразивной резке не уступает плазменная резка, однако ее себестоимость и цена самой услуги гидроабразивной резки будет выше в связи с более высокой потребностью в комплектующих и расходных материалах.
Подводя итоги сравнения, выделим основные параметры рассматриваемых методов резки
| Вид обработки | Технология | Форма обработки | Обрабатваемый материал | Обрабатываемая толщина материала | Скорость обработки | Точность обработки | Деформация материала | Конусность | Стоимость обработки |
|---|---|---|---|---|---|---|---|---|---|
| Лазерная резка | Резка лазерным лучом | Твердый материал, не отражающий луч | До 30 мм | Высокая | 0,02 - 0,05 мм | Минимальная, не заметна | Менее 1° | низкая (от 7 руб/метр) | |
| Плазменная резка | Резка струей плазмы |  | Токопроводящий материал (металлы) | До 100 мм | Высокая | 0,1 - 0,5 мм | Небольшая | 3 - 10° | средняя (от 18 руб./метр) |
| Гидроабразивная резка | Резка водой с абразивом | Любой твердый материал | До 400 мм | Высокая | 0,25 - 0,1 мм | Отсутствует | Менее 1° | высокая (от 25 руб./метр) |
Заключение
Лазерная резка является лидером в обработке тонких и средних толщин, при этом ее ограничение – отражающие луч материалы (к ним могут относиться цветные металлы определенных сплавов). Лазер гарантирует высокое качество и высокую производительность при достаточно низких ценах.
Плазменная резка отлично подходит для работы со средними и толстыми толщинами, но ограничивается токопроводящими материалами и не подходит для тонких толщин. Плазма обладает средней производительностью, но приемлемыми ценами и хорошим качеством реза с наличием небольшой конусности.
Гидроабразивная резка великолепно справится с любым твердым материалом, однако при обработке тонких материалов она проигрывает лазерной резке в скорости и цене, а при обработке толстых материалов проигрывает в цене плазменной резке, но компенсирует это высоким качеством реза с отсутствуем деформации материала.
ЧИТАЙТЕ ТАКЖЕ

Технологии металлообработки
Металлообработка – технологический процесс, в котором происходит изменение характеристик или формы металлов и их сплавов, воздействуя на них физически. с древних времен известна эта технология, которая не теряет востребованности и сейчас. Современные способы обработки металла позволяют создавать высокоточные механизмы и уникальные конструкции.
Виды проволокогибочного ЧПУ оборудования
Обзор наиболее часто используемых видов гибки проволоки на ЧПУ оборудовании: гибка одноконсольным, двухконсольным и 3D оборудованием.
МЕТОДЫ ПРАВКИ (ВЫПРЯМЛЕНИЯ) ПРОВОЛОКИ
Как правило при крупносерийном производстве, используют проволочные бухты различного тоннажа, от 100 кг и до 1 т, делается это для создания беспрерывного производства. Поэтому зачастую, гибочное ЧПУ оборудование уже включает в себя какую-либо технологию правки проволоки. Правка проволоки представляет собой операцию по выравниванию металлического прута (проволоки, арматуры). Существуют различные методы выпрямления проволоки из бухт, наиболее востребованными являются такие технологии как:
Технология процесса полимерного покрытия
Порошковая покраска (полимерное покрытие) алюминия, нержавеющей и оцинкованной стали осуществляется с целью декорирования и антикоррозийной защиты. Кто-то может удивиться, для чего красить данные виды металлов, ведь у них уже есть антикоррозийные свойства, однако, несмотря на это порошковое покрытие замечательно продливает срок жизни данных материалов под суровыми условиями эксплуатации, таких, как попадание прямых солнечных лучей, влаги, температурных перепадов и агрессивных химикатов.
Резка металла: виды и особенности
Резка металла – это технология процесса по раскрою листов профильного сортового проката для заданных заготовок разных размеров, конфигураций и форм. Различные виды разрезания металла применяют в зависимости от технических и химических характеристик материала, используемых для изготовления деталей необходимой формы.
Резку металла чаще всего производят двумя способами:
- механическим с помощью ножниц, фрезерования, распиливания, сверления, ударной рубкой;
- термическим приём.

Полимерное (порошковое) покрытие – что это, оборудование и этапы окраски
Порошковая покраска – это метод получения высоко защитного полимерного покрытия с декоративными свойствами. Иными словами, порошковая покраска не только позволяет преобразить эстетически вид продукции, но и позволяет продлить службу того или иного товара, за счёт более длительной защиты материала от коррозии.
Обзор и сравнение CO2- и волоконных лазеров
На сегодняшний день на рынке доступны разные виды лазерных систем, которые отличаются друг от друга в первую очередь встроенными лазерными излучателями. В основном речь идет о газовых CO₂-лазерах, волоконных лазерах и ванадатах, однако я хочу рассмотреть только CO₂- и волоконные системы. Каждый из рассматриваемых видов лазера имеет свои определенные преимущества и недостатки, а также применяется для обработки определённых материалов. Для начала сделаем своего рода обзор на каждый вид лазерной системы в отдельности, после чего сделаем сравнительную характеристику на эти 2 вида. Поскольку технология CO₂-лазеров появились первой, то с неё и начнем.
Что лучше: черняга, оцинковка или нержавейка?
Любой производитель рано или поздно сталкивается с выбором материала, оптимально подходящим под его требования и бюджет. В данной статье мы рассмотрим принципиальные отличия черной, оцинкованной и нержавеющей стали, их коррозийную стойкость (наиболее часто задаваемый вопрос) и дадим ориентировочную стоимость каждого вида металла.
Гидроабразивная резка - объяснение процесса, преимущества и материалы [Часть 1]
Гидроабразивная резка - это механический процесс, при котором материал удаляется путем физического контакта. Основное отличие от других процессов резки заключается в том, что это процесс холодной резки (нетепловой), то есть в процессе резки не используется тепло.
В современном мире все производственные процессы должны отвечать трем основным целям: увеличение объема производства, сокращение отходов и повышение качества. Такие процессы, как 3D-печать, листовая штамповка, литье под давлением, лазерная и плазменная резка, пытаются достичь этих целей при снижении стоимости и времени производства, одновременно повышая эффективность и устойчивость.
Каждый из этих процессов имеет свое место в обрабатывающей промышленности благодаря различным преимуществам и ограничениям. Современные гидроабразивные резаки также включили в свою конструкцию технологию ЧПУ, чтобы достичь этих целей с еще лучшими результатами.
В этой статье мы более подробно рассмотрим передовой процесс гидроабразивной резки.
Что такое гидроабразивная резка?
При гидроабразивной резке используют поток воды под высоким давлением, смешанный с абразивным материалом, для резки широкого спектра материалов.
Водяной насос высокого давления нагнетает воду. Эта вода поступает по трубкам высокого давления в режущую головку. В режущей головке вода проходит через сопло, превращаясь в очень тонкую струю. Эта струя разрезает любой материал, находящийся перед ней.
Установка гидроабразивной резки может создавать давление до 6900 бар. Для сравнения, в пожарных рукавах обычно создается давление от 8 до 20 бар. Сопло гидроабразивного станка оснащено системой технического зрения, что облегчает точную и эффективную резку детали.
Соплом легко манипулировать для резки различных материалов. В зависимости от того, используется абразивное вещество или нет, существует два типа методов гидроабразивной резки:
- Абразивная гидроабразивная резка;
- Гидроабразивная резка без абразива.
Гидроабразивная резка
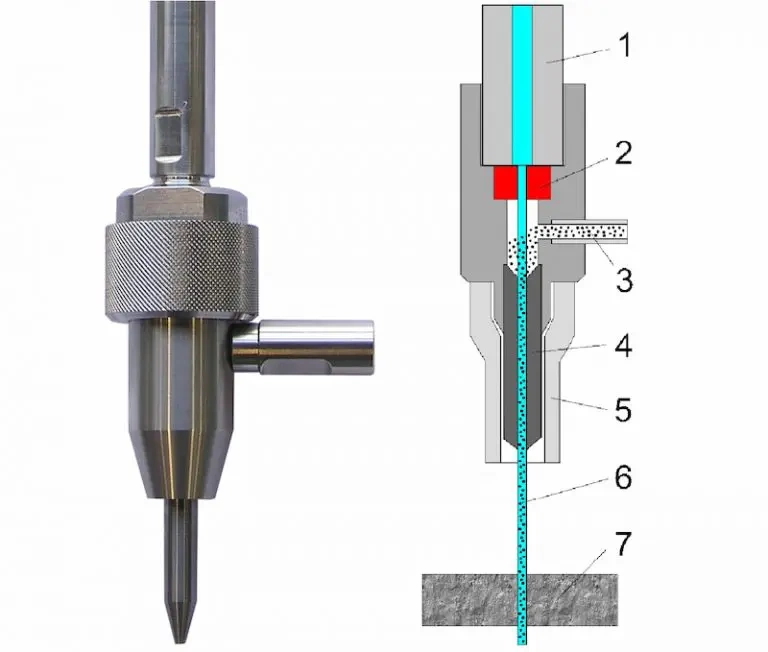
Схема установки гидроабразивной резки. 1 — подвод воды под высоким давлением, 2 — cопло, 3 — подача абразива, 4 — смеситель, 5 — кожух, 6 — режущая струя, 7 — разрезаемый материал.
При резке более твердых материалов абразивные вещества смешиваются с водой. Это происходит в смесительной камере, расположенной в режущей головке непосредственно перед выходом абразивной струи из системы.
Популярным веществом для гидроабразивной резки является гранитный песок. По мере увеличения толщины/твердости материала должна увеличиваться и твердость используемых абразивов.
При правильном выборе абразивов можно резать различные типы материалов. Обычно абразивными материалами режут керамику, металлы, камни и толстые пластмассы. Однако есть некоторые исключения, такие как закаленное стекло и алмазы, которые нельзя резать абразивами. Закаленное стекло разбивается при резке струей воды.
Гидроабразивная резка без абразива
Гидроабразивные резаки также работают без добавления абразивов, в основном для резки мягких материалов. Гидроабразивный резак, предназначенный только для этой цели, не имеет смесительной камеры или сопла. Насос высокого давления подает воду под давлением через отверстие для создания точных разрезов на заготовке. Хотя большинство промышленных режущих устройств, использующих гидроабразивную технологию, позволяют использовать оба метода.
Процесс гидрорезки менее инвазивен по сравнению с гидроабразивной резкой. Струя также исключительно тонкая и не оказывает дополнительного давления на заготовку.
Резка водой без абразива резка идеально подходит для более мягких материалов, таких как пенопласт, войлок, дерево, резина, пищевые продукты и тонкие пластмассы.
Преимущества гидроабразивной резки
Гидроабразивная резка обладает определенными преимуществами, которые делают ее отличным выбором как для общего, так и для очень специфического применения. Ниже перечислены некоторые из этих преимуществ:
- Высокая точность;
- Отсутствие зоны термического влияния;
- Отсутствие необходимости в смене инструмента;
- Экономически эффективный процесс;
- Совместимость с различными материалами;
- Высокая устойчивость.
Высокая точность
Гидроабразивная резка известна тем, что обеспечивает высокую точность резки. Детали, вырезанные гидроабразивной резкой, имеют очень высокое качество, даже если они ограничены жесткими техническими условиями.
Станок гидроабразивной резки может работать с допусками до 0,025 мм (0,001 дюйма), но допуски от 0,075 до 0,125 мм более распространены для деталей толщиной менее одного дюйма.
Допуски могут увеличиваться при использовании более толстых материалов в зависимости от технологии. Точность зависит от таких факторов, как устойчивость стола, конструкция станка, расход абразива, управление потоком резания, запаздывание потока и погрешность процесса.
Отсутствие зоны термического влияния
Зона термического влияния (ЗТВ) является побочным продуктом большинства процессов горячей резки. В таких процессах, как лазерная резка, зона вокруг края реза не плавится во время обработки, но ее свойства изменяются.
Обесцвечивание, тепловое искажение и закаленные края - все это может повлиять на характеристики конечной детали. Такие детали требуют термообработки перед вводом в эксплуатацию.
Будучи процессом холодной резки, гидроабразивная резка не создает зон термического влияния. Благодаря этому конечные детали имеют превосходное качество кромок и более надежные свойства, не создавая при этом никакого напряжения в детали.
Таким образом, использование гидроабразивной резки снижает необходимость беспокоиться о несовершенных резах, слабых местах и короблении. Нетермический процесс резки также означает отсутствие шлака и окалины.
Высококачественные готовые детали
Гидроабразивная резка обеспечивает превосходное качество деталей, кромки получаются гладкими и не требуют удаления заусенцев.
Окончательное качество зависит от нескольких факторов, таких как скорость резки, давление, расход абразива и размер сопла. Для достижения оптимального результата может потребоваться изменение параметров процесса.
Отсутствие необходимости в смене инструмента
Гидроабразивный станок не использует никаких режущих инструментов, и сопло не нужно менять для обработки различных материалов и толщин. Одно и то же сопло используется для различных задач путем регулировки параметров потока, таких как скорость подачи, для достижения соответствующей скорости резки.
Поскольку смена инструмента между материалами не требуется, станок гидроабразивной резки может резать различные материалы один за другим, что повышает эффективность работы за счет экономии времени и затрат на смену инструмента.
Экономически эффективный процесс
Гидроабразивная резка является более экономически эффективной по сравнению с альтернативными методами резки во многих областях применения, особенно в пищевой промышленности. Этот процесс не всегда требует приспособлений, оснастки или зажимов, что увеличивает скорость производства.
Еще одним преимуществом этого процесса является возможность укладки и резки нескольких слоев материала за один проход. Вырезанные детали также не требуют последующей обработки, что снижает общую стоимость. Процесс также создает минимальное количество отходов материала.
Совместимость с различными материалами
Как уже объяснялось ранее, процесс гидроабразивной резки не ограничен типом материала. Он может резать широкий спектр материалов при условии правильного выбора параметров процесса и абразивных материалов. Мы подробно рассмотрим эту тему далее.
Высокая устойчивость процесса
В наше время экологичность является важным фактором при выборе производственного процесса. Процесс гидроабразивной резки отвечает всем необходимым требованиям, когда речь идет об экологичности. Он обладает такими удивительными преимуществами, как отсутствие образования шлака, отсутствие отходов окалины и отсутствие необходимости в нагреве деталей. Он также не создает токсичных испарений или парниковых газов.
Готовые детали также не требуют никакой последующей обработки, например, термической. Основной материал для резки - вода - также подлежит вторичной переработке, что снижает воздействие на окружающую среду. Кроме того, не требуются охлаждающие масла, поскольку водяная струя сама выступает в качестве охлаждающей жидкости.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Читайте также: