Абразивные головки по металлу
Обновлено: 21.05.2024
В связи со сложившейся ситуацией на отечественном рынке шлифовальных головок — малое число российских производителей, обилие предложений импортного инструмента и высокие риски сотрудничества с зарубежными производителями, мы поставили перед собой задачу: обеспечить отечественного потребителя высококачественным инструментом, который по своим потребительским свойствам не уступал бы импортным аналогам. Имея соответствующие компетенции, научную и производственную базу, наше предприятие приступило к выпуску шлифовальных головок различных типов и назначений. На сегодняшний день, линейка выпускаемого нами инструмента, способна решить любые задачи в области малоразмерной слесарно-абразивной обработки.

Типы и обозначения шлифовальных головок
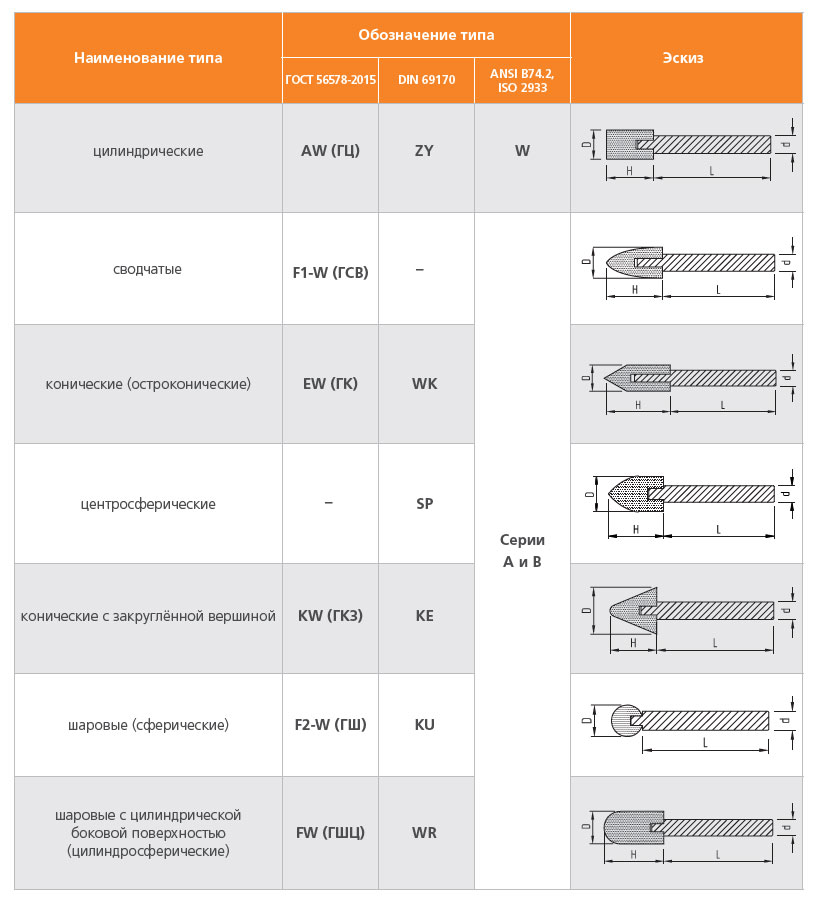
В зависимости от формы обрабатываемой поверхности и назначения шлифовальные головки выпускаются соответствующих типов формы:
Оправки (державки) из конструкционной углеродистой стали двух типоразмеров: Ø3 h9 x 30мм и Ø6 h9 x 40мм.
По заказу потребителя возможны и другие типоразмеры державок и из иных материалов (закалённая сталь и твёрдый сплав).
Шлифовальные материалы
Из обычных абразивных материалов мы используем различные марки электрокорундов и карбида кремния. В соответствии с ISO 525, EN 12413 , шлифовальным материалам из электрокорунда присваивается обозначение – A; шлифовальным материалам из карбида кремния – С.
Для решения специальных задач в шлифовальных порошках используются также смеси различных разновидностей абразивных материалов.
Для обычных абразивных материалов в разных странах сложились свои национальные и торговые обозначения типов и марок:

Статические характеристики шлифовальных головок
При выборе зернистости для шлифовальных головок учитывается диаметр и форма головки. Чем меньше диаметр шлифовальной головки, тем меньше должно быть зерно абразива. Нами рекомендуются следующие зернистости:

Твёрдость абразивного инструмента характеризует способность связки инструмента удерживать абразивные зёрна. Чем твёрже круг, тем выше сила связки, т. е. твёрдость соответствует силе, необходимой на отделение абразивных зёрен от связки и определяется прочностью мостиков связки и прочностью пограничного слоя зерно-связка.
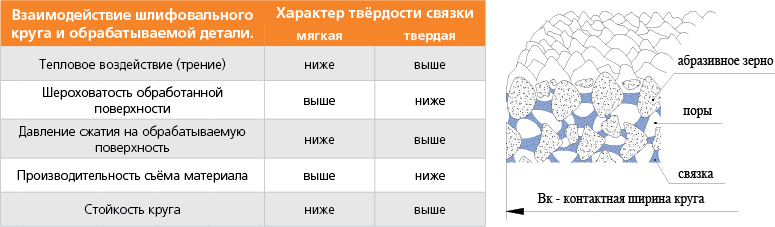
При выборе твёрдости необходимо руководствоваться следующими условиями:
- для более твёрдого шлифуемого материала выбирается более мягкий круг;
- чем больше контактная поверхность между шлифовальным кругом и обрабатываемым изделием, тем более низкая твёрдость круга выбирается;
- для шлифования материалов, чувствительных к изменениям температуры, выбирается более мягкий круг;
- при шлифовании заготовок торцом круга выбирается более мягкий круг, чем для шлифования периферией круга;
- для шлифования прерывистых поверхностей выбирается более твёрдый круг
Рабочая (окружная) скорость V определяется числом оборотов n (об/мин) приводного устройства и диаметром D (мм) шлифовальной головки

Чем больше величина окружной скорости, тем более мягкой степени твёрдости должен быть инструмент. Для обработки твёрдых материалов применяются низкие рабочие скорости.
При отсутствии соответствующего приводного устройства и невозможности обеспечить требуемую окружную скорость необходимо использовать шлифовальные головки более твёрдой степени.
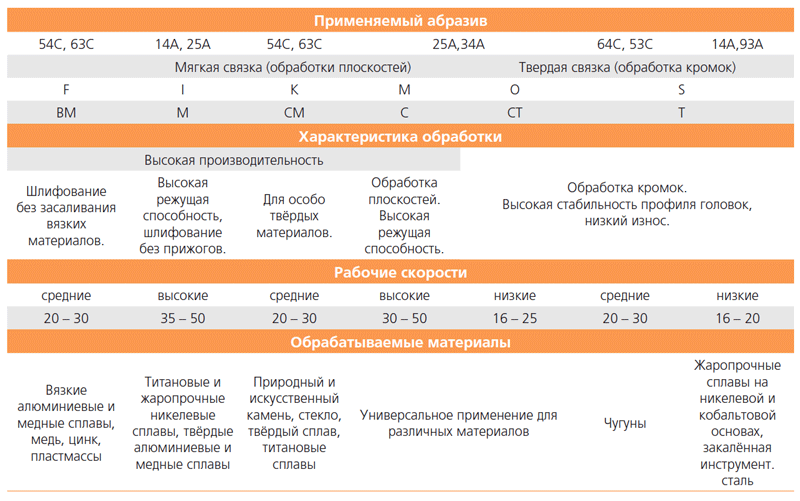
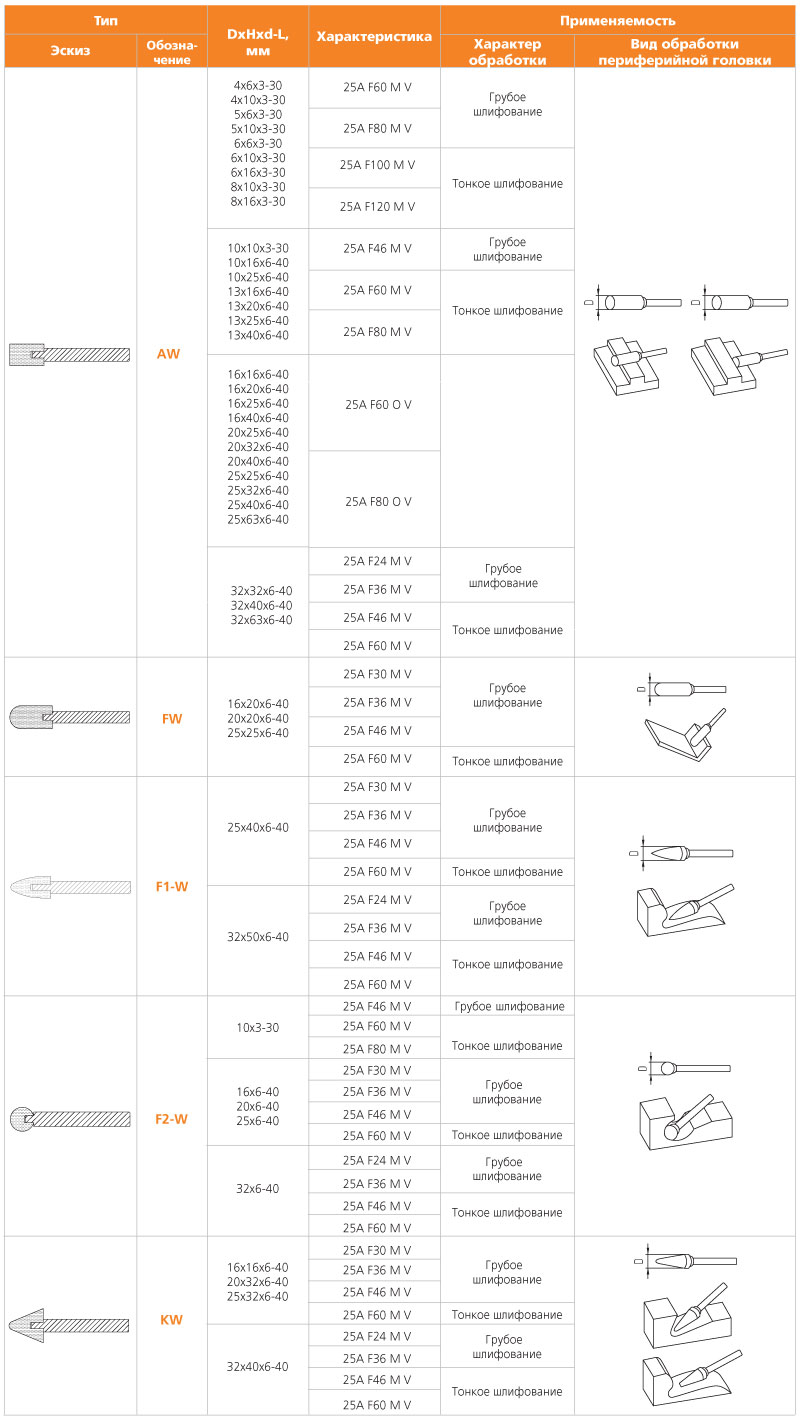
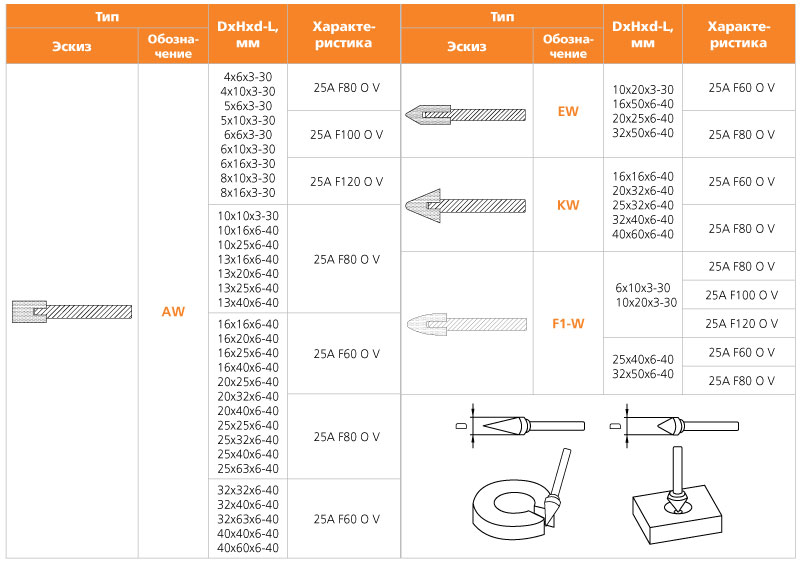
Применяемость шлифовальных головок
Многообразие типов формы и конструкция шлифовальных головок, определили их основное применение в слесарной обработке.
В общем виде слесарная обработка шлифовальными головками различается по рабочим операциям: «обработка кромок» и «обработка плоскостей».
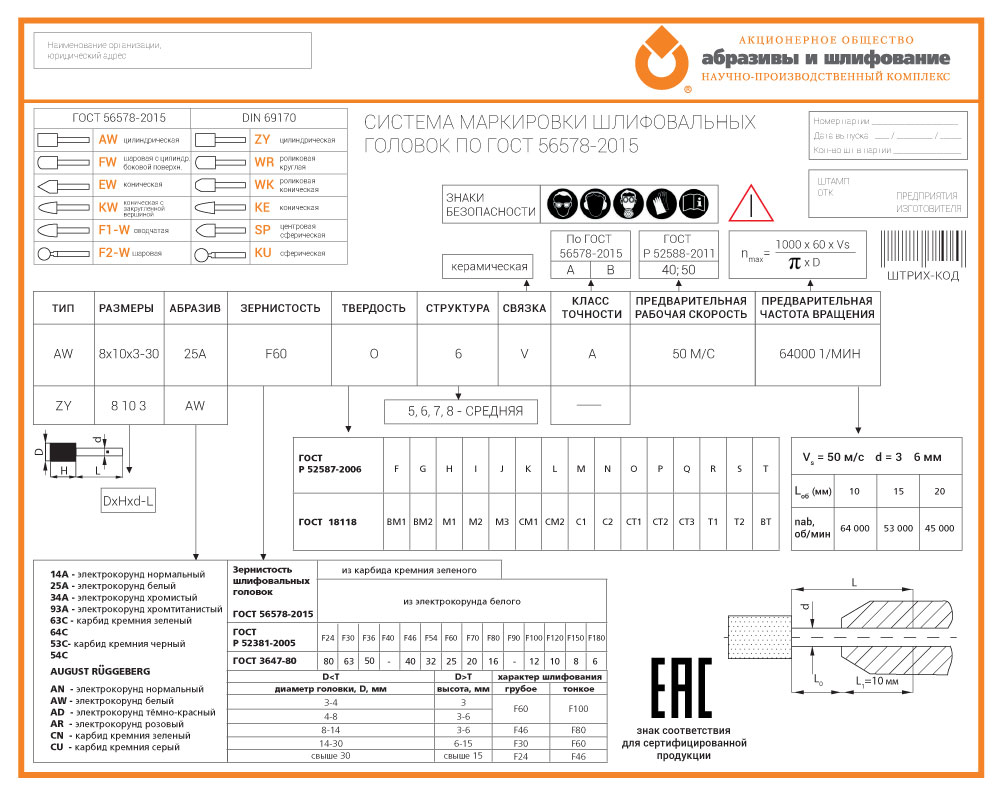
Системы маркировки шлифовальных головок
Каталог серийно выпускаемой продукции
Шлифовальные головки из электрокорунда белого на керамической связке степени твёрдости M (средние С1). Для обработки периферией головки плоскостей. Универсальное применение для различных материалов.
Шлифовальные головки из электрокорунда белого на керамической связке степени твёрдости O (средние твёрдые СТ). Для обработки кромок. Универсальное применение для различных материалов.
Безопасность эксплуатации
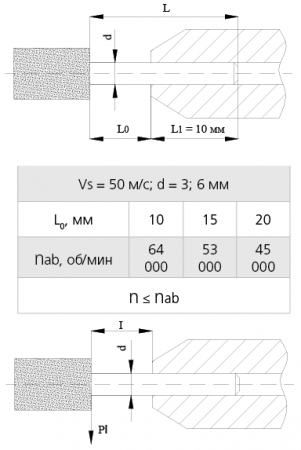
Независимо от всей длины оправки L цанга машины должна захватывать минимум 10 мм длины хвостовика (L1 ≥ 10мм).
Согласно EN 12413 и DIN 69170 на максимальное число оборотов влияют следующие факторы: форма и размеры шлифовальной головки, диаметр d, материал оправки и свободная длина оправки L0. Их необходимо учитывать для исключения разрушения шлифовальной головки и изгиба оправки.
В процессе шлифования на открытую длину оправки действует сила прижима шлифовальной головки к обрабатываемой поверхности. При этом прочность оправки будет определяться её диаметром d (мм), длиной вылета l (мм) и материалом оправки, характеризующимся модулем упругости E (модуль Юнга в МПа) и предельным значением прочности на изгиб [σ]и (МПа).
Изгиб оправки на величину f (стрелу прогиба в мм) при приложении силы Pl (Н) определяется по формуле:
где J – момент инерции поперечного сечения оправки (J = πd 4 /64, мм4). Величина прогиба оправки непосредственно влияет на точность обработки. Для точных работ (внутреннее и координатное шлифование) она не должна превышать 25 % от поля допуска, на исполняемый размер. Максимальная приложенная сила Plmax, при которой произойдёт поломка оправки, рассчитывается по формуле:

Для предельной силы Plmax наибольшая величина прогиба fmax будет определяться:

Оправки для шлифовальных головок могут изготавливаться из конструкционных сталей, быстрорежущих закалённых сталей и твёрдых сплавов.
Шлифовальные лепестковые головки


Шлифовальные головки (лепестковые головки или лепестковые щетки) от компании GTOOL GROUP – высококачественный шлифовальный материал, обеспечивающий высокую производительность при обработке металла.
Компания GTOOL GROUP представляет на российском рынке оснастку, выпускаемую под собственной маркой G-grind из лучших абразивных материалов для обработки нержавеющей стали ведущих мировых производителей компаний 3М (США) и VSM (Германия).
Эффективное шлифование, матирование и сатинирование поверхности – все это можно сделать при помощи лепестковых головок от компании GTOOL GROUP.
Шлифовальные головки G-grind применяются на специальных прямых шлифовальных машинах, как правило, имеющих регулировку оборотов. Настоящая оснастка – очень эффективный шлифинструмент для тонкой финишной обработки, который идеально подгоняется к контурам обрабатываемого предмета.
GTOOL GROUP предлагает оснастку для шлифования, матовой отделки, сатинирования и финишной обработки различных материалов (металл, древесина, краски, лаки, шпаклевки, пластмасса, нержавеющая сталь, алюминий).
При работе шлифовальным валиком необходимо соблюдать число оборотов, которое зависит от наружного диаметра головки. В работе обязательно должно происходить соблюдение рекомендованных оборотов инструмента.
Наша компания поставляет три вида шлифовальных головок:
- из нетканого абразивного материала Tex roll – они позволяют обрабатывать не только плоскую поверхность, но и детали со сложным профилем;
- лепестковые щетки комбинированные Tex roll/AO – эти изготовлены из нетканого абразивного материала, чередующегося с лепестками из абразивной шкурки. Они позволяют не только получить однородную поверхность высокого качества, но и удалить царапины или грубую риску после предварительной обработки. Материал Tex roll – это нетканый материал, производимый из волокон, нитей, и/или других видов материалов без применения прядения и ткачества, на который равномерно наносится абразив. У разных производителей его называют по-разному, например, в компании 3М – это знаменитый Scotch-Brite™;
- из абразивной шкурки АО материала. АО – электрокорунд – искусственный абразив, получаемый плавкой глинозема. Обладает высокой прочностью и острыми кромками, дает меньший нагрев. Поставляемые диаметры шлифовальных головок: 50*30, 60*30, 80*30, 80*50. Все имеют посадку со шпинделем 6мм.
О работе с данными абразивными материалами мы пишем точные и подробные инструкции вот в этом разделе. Если Вам интересует работа с каким-то определенным инструментом или материалом - обязательно пишите и в ближайшее время мы постараемся протестировать и написать подробнейший обзор как в виде статьи на нашем тексте, так и разместим видео на нашем канале в Yuotube.
Типы и маркировки шлифовальных головок
Шлифовальные головки – универсальный инструмент для абразивных работ, который имеет разные конфигурацию, состав и зернистость рабочей поверхности для выполнения отличных по сложности и специфике операций обработки металла.

Шлифовальные головки – это специальный абразивный инструмент, который применяется на особых станках или ручном оборудовании для обработки металлических деталей. Сама головка как изделие состоит из абразивной части, выполненной в разных формах, и оправки из металла, на которую этот абразив закреплен при помощи клеевого вещества. Он удерживается в форме посредством специальной связки нескольких видов, каждый из которых обладает определенными свойствами, преимуществами и недостатками.

Название инструмента дает понять, что он связан с операцией шлифования. Благодаря разной конфигурации и размерам оснастки ею можно выполнять шлифовку очень сложных по конфигурации деталей, попадать в самые неудобные места. Наибольшее распространение этот вид инструмента получил на машиностроительных предприятиях и зачастую включен в большинство технологических процессов по изготовлению тех или иных деталей и механизмов.
Типы шлифовальных головок
Головки шлифовальные абразивные могут быть разделены на несколько категорий по форме. Соответственно ГОСТ 2447-82 есть такие головки:
- Рабочая часть абразивной оснастки имеет цилиндрическую форму с плоским торцом. Цилиндр может быть разных размеров и длины.
- Форма выполнена в виде укороченного цилиндра со ступицей. Торцевая часть такого абразива имеет также плоскую поверхность.
- Шлифовальный инструмент угловой, угол которого раскрывается в направлении металлического шпинделя. Торцевая часть здесь плоская, тело имеет небольшую относительно диаметра толщину.
- Угловой шлифовальный инструмент, где угол идет на раскрытие в направлении от металлического шпинделя. Абразив имеет сходные пропорции с описанным на позицию выше.
- Инструмент шлифовальный конической формы с острой вершиной. Здесь присутствует цилиндрическое основание, которое затем переходит в конус на торце.
- Головки для шлифовальных работ с формой сводчатого типа. Их основание в профиле напоминает округлую пику.
- Инструмент с основанием в форме шара.
- Оснастка для шлифовки, которая имеет цилиндрическое основание, переходящее в шар.
- Элемент абразивный в форме конуса, вершина у которого имеет закругленный вид.
Категория головок шлифовальных по материалу, из которого они изготовлены:
- Карбид.
- Электрокорунд.
- Корунд.
- Смеси представленных материалов с добавками и без них.
Шлифовальные головки можно разделить также по типу связки абразива в теле. Они бывают на основе соединений органических, керамического материала, смол синтетических, а также резины усиленной, различных эластомеров.
Абразивные элементы различаются еще по твердости и зернистости.
Чем меньше зернистость, тем более деликатные (финишные) операции можно выполнять при помощи шлифовальных головок.
Маркировки
Согласно международному стандарту ISO 525 на связанные продукты абразивной категории маркировка головок шлифовальных содержит набор латинских букв и цифр, например WR 1320 6 ADW 30 M 5 V, которые обозначают следующие параметры:
- Две латинские буквы WR указывают на то, что форма тела имеет цилиндро-сферический вид.
- Два двузначных числа, где первое отображает внешний диаметр абразива в миллиметрах, второе – ширину головки в миллиметрах.
- Третья позиция – это цифра или дробь, которые указывают, какой диаметр имеет хвостовик изделия.
- Заглавные латинские буквы третьей позиции ADW говорят о том, что материалом абразива является смешанный корунд.
- Далее идет зернистость, то есть 30 – это размер зерна.
- Следующий показатель указывает на степень твердости материала.
- За ним отображена плотность: чем больше цифра, тем пористей будет структура.
- Последняя латинская буква указывает на тип связки, где V – это керамика.
Характеристики шлифовальных головок
На то, какими характеристиками будет обладать шлифовальная головка, оказывает влияние материал зерен, из которых она изготовлена, и используемая связка. От этого напрямую зависит и твердость инструмента.
- Твердость M – инструмент, включающий электрокорунд жесткой структуры и темно-красного оттенка с добавлением электрокорунда белого (не создающего заусенцы), объединенные связкой керамической, – баланс между износостойкостью и производительностью.
- Твердость O – в составе связка из керамики и электрокорунда розовый, – высокая износостойкость и быстрота снятия слоя металла.
- Твердость J – зерно из керамики синей, электрокорунда белого с керамическим связующим материалом – может самозатачиваться, имеет износостойкость и повышенную производительность.
- Твердость категории L, где применена связка из полимера, смешаны разные зерна шлифовальные, в том числе и электрокорунд темно-красный и белый, добавки для охлаждения, – показатели высокой скорости обработки при отличной износоустойчивости.
- Категория твердости N, где используется нормальный электрокорунд и связка на полимере с внедренными в структуру охладителями, – показатели производительности высокого порядка и хорошая износоустойчивость.
Применение
Шлифовальные головки очень широко используются. В зависимости от формы, материала и зернистости ими можно выполнять те или иные операции обработки:
- Работа с режущим инструментом – для заточки резцов часто применяют специализированные головки универсального типа. В состав входит электрокорунд и связка на керамике.
- Для общих операций со сталью и чугуном подходят головки с твердостью M.
- Чтобы ликвидировать заусенцы на стальных изделиях либо проводить работу с кромками, подходит абразивный инструмент с твердостью O.
- Абразивными элементами можно проводить обработку сплавов из кобальта и никеля, а также титановых поверхностей. Для этого подходит твердость J.
- Шлифголовки с показателем твердости L разработаны для цветных металлов и высококачественных сталей. С показателем N – для нержавейки.
Шлифовальная головка полностью проявит свои положительные качества только в случае соблюдения скорости вращения инструмента в оборудовании.
Шлифовальные абразивные головки
Читайте также: