Аппарат газодинамического напыления металла
Обновлено: 19.05.2024
Технология установок «Димет» позволяет наносить высококачественное металлическое покрытие практически на любые поверхности. Оборудование Обнинского центра порошкового напыления принесло разработчику мировую славу и в данный момент не имеет аналогов не только в России, но за рубежом (Германия, Япония, США). В чем секрет?
Купить аппарат газодинамического напыления «Димет» стоит уже потому, что принцип его работы основан на инновационной технологии напыления микрочастиц металлов с помощью сжатых газов под низким давлением (Low Pressure Cold Spray). Скорость газа в соплах уникальных агрегатов превышает звуковую, в результате чего микрочастицы порошка металла напыляются на поверхность обрабатываемого изделия под высоким давлением. Ударяясь о поверхность, они прочно привариваются к ней и образуют крепкий, долговечный и идеально ровный металлический слой.
Несколько рабочих режимов установок позволяют обрабатывать различные поверхности, наносить разные по химическому составу покрытия, регулировать степень пористости, толщину и плотность, а также предотвратить эрозию.
Обрабатываемые с помощью агрегатов поверхности различны: от современного пластика и традиционного металла до шпонированных и деревянных покрытий, хрупкой керамики и легкого акрила, включая каленое и триплексное стекло, акрил, пластик, хрусталь и керамику.
Цена оборудования для газодинамического напыления вполне доступна, если учесть, что с его помощью можно создавать следующие виды покрытий:
- Антикоррозионное;
- Герметичное с газонепроницаемыми качествами;
- Электропроводящее;
- Композитное (с примесью керамических частиц);
- Специальное (с определенными характеристиками).
Где применяется?
За счет небольших размеров установок «Димет» и отсутствия особых требований к условиям применения использовать аппарат можно практически повсеместно:
- на предприятиях самого разного формата: от микропроизводств до крупных промышленных цехов;
- в помещениях, под открытым небом, в полевых условиях.
Купить оборудование для газодинамического напыления металла «Димет» можно и с целью применения на нескольких объектах. Этому способствует мобильность и компактность установки, а также возможность создания одним агрегатом разных типов металлизации с различной плотностью и пористостью.
Оборудование для газодинамического напыления «Димет» целесообразно купить для выполнения следующих работ:
- Защита от коррозии;
- Подготовка изделия для пайки за счет нанесения дополнительного слоя металла;
- Герметизация емкостей для хранения, транспортировки, эксплуатации веществ в жидком и газообразном состоянии;
- Восстановление геометрии и объема деталей;
- Нанесение электропроводящих покрытий;
- Широкий перечень авторемонтных работ;
- Специальное применение (герметизация сварных швов в криогенной технике, покрытие инструмента для предотвращения искрения, восстановление деталей и узлов газоперекачивающих агрегатов, повышение теплоизлучения нержавейки, предотвращение схватывания резьбовых соединений, декорирование и дизайн).
На чем основана технология газодинамического напыления металлов?
Открытый еще в конце ХХ века газодинамический эффект получил широкое практическое применение только с появлением уникальной технологии газодинамического напыления металлов «Димет».
Технологически процесс нанесения металла с помощью установки «Димет» можно представить поэтапно:
- Нагревание смеси на основе сжатых газов, абсолютно безвредных и нетоксичных;
- Подача горячего сжатого газа в сопло установки;
- Образование здесь потока воздуха, движущегося по своей оси со сверхзвуковой скоростью;
- Равномерная дозированная подача частиц порошка наносимого металла (сплава) с одновременным ускорением работы оборудования;
- Узконаправленное напыление частиц металлического порошка и потока воздуха на локальный участок обрабатываемой поверхности.
С какими материалами работает оборудование «Димет»?
Установка одинаково качественно напыляет такие металлы, как свинец, олово, цинк, медь, никель, алюминий и их сплавы. Это недорогие материалы, что лишний раз подтверждает, что по цене газодинамическое напыление с помощью отечественной разработки более чем доступно.
Для использования в установке металлы и сплавы измельчают до порошкообразного состояния и добавляют частицы керамики. Частицы корунда – инертные частицы оксида алюминия – позволяют качественно очищать поверхности перед напылением. А также делают нанесенный слой:
- Однородным;
- Высокоадгезивным (от 30 до 100Мпа);
- Содержит не более 3% пор;
- Максимально плотным;
- Электропроводящим;
- Гладким;
- Пригодным для обработки любых механическим способом;
- Пригодным для высокотемпературной обработки;
- Подходящим для нанесения на любую поверхность;
- Нужной толщины.
Почему большинство отдает предпочтение газодинамическому напылению?
- Дешевизна. Цена на аппарат для напыления металла «Димет» - пожалуй, самая большая трата. Потому что расход и стоимость наносимых металлов (с учетом долговечности установки и количества рабочих циклов) минимальны.
- Удобство и практичность. Металлический слой наносится без ущерба для обрабатываемого изделия, которое практически не нагревается, не окисляется, не происходит выгорание легирующих сплавов и коробления.
- Полностью безвредно для человека и окружающей среды, так как в процессе эксплуатации не образует токсичных соединений.
- Не требует создания определенных условий для эксплуатации.
Эти преимущества делают агрегаты «Димет» удобными, практичными и очень эффективными в использовании.
E-mail: info@dymet.org; ООО " ПП Техинвест", ИНН 7404005960; ОГРН 1027400583210.
Часть 2 .Теория . Обработка металлических конструкций, газодинамическое (холодное ) напыление

Техобслуживание и ремонт немецких авто в СВАО: Audi, VW, Skoda, Seat, BMW, Mercedes-Benz и Volvo, Бесплатная диагностика ходовой части, подвески и тормозов ежедневно + 10% скидка на услуги сервиса!
Москва, Россия
Предисловие : На данном этапе проведения работ мне бы хотелось остановиться более подробно (прошу прощения, но будет много теории, ибо тут трудно иначе определить эффективность последующей обработки не зная о процессе ) поскольку автомобиль здесь служит больше посредником к раскрытию довольно интересного процесса по которому также существует масса не однозначных мнений, а меня в этом процессе интересовала возможность не столько антикоррозионного покрытия, сколько возможность восстановления самой поверхности при износе .
Небольшая историческая справка . Среди обширного класса методов нанесения покрытий и модификаций поверхности химических, электрохимических(гальванических), термохимических (цементация, азотирование и т.д.), физических (лазерная порошковая наплавка ) особое место занимают методы порошкового напыления (на данный момент наиболее распространенный вариант плазменное напыление ), но кроме первых двух методов любой из остальных методов предполагал, как основное условие -высокую температуру самого процесса .
Ранее предполагалось, что невозможно создать устойчивое к сдвиговым деформациям, малопористое и однородное покрытие без предварительного расплавления мелкодисперсных частиц перед подачей их в активную зону на подложку . Однако, как выяснилось -это условие оказалось совсем не обязательным )), в первые данный эффект был изучен нашими соотечественниками сибиряками (отделение РАН в г.Новосибирске ) при проведении экспериментов над механикой волн при сверхзвуковых скоростях двухфазного потока и воздействие их на предметы различной геометрической формы (исследование лопаток турбокомпрессоров ). Данное явление было обнаружено неожиданно, но учитывая перспективы не могло не захватить ученые умы . В чем же выражается перспективность такого метода, давайте разбираться . А, для начала, в качестве «противовеса» к сравниваемому методу мы возьмем из списка метод плазменного напыления и вспомним его свойства .
Хочу прежде всего выделить почему газотермические (в целом ) методы ремонта /модифицирования покрытия не столь распространены в ремонте ДВС и по-прежнему, ремонтные предприятия крайне неохотно берутся восстанавливать, например, шейки распределительных валов .
Напомню принцип -материал покрытия (порошок) нагревается и ускоряется в высокотемпературном газовом потоке и на подложку он попадает уже в расплавленном виде .Какие же недостатки имеются у такого метода ?
1. При движении порошка в таком потоке могут произойти значительные изменения его свойств (окисление, фазовые переходы, разложение )
2. Наличие самой высокотемпературной струи неминуемо приводит к локальному нагреву материала подложки (вспоминаем толщину шеек, стенок и переходов в ГБЦ современных ДВС ), что может привести к внутренним термическим напряжениям и микротрещинам в последствии .
3. Нельзя использовать мелкодисперсные порошки, обычно это частицы не менее 10 мкм, поскольку при уменьшении размеров частиц (а речь идет как понимаете о порошках не тугоплавких материалов ) они могут попросту испариться в струе .
4. Во многих случаях, наличие высоких температур не дает возможности использовать нанесение композиционных покрытий из механической смеси разных материалов .
И тут маленькое отступление для облегчения восприятия материала )) … Существует большое количество алюсиловых (никасиловых) блок- картеров (называть марки автомобилей не буду, Вы итак знаете -довольно распространенная конструкция ) в которых вместо применения, залитой описываемым сплавом стальной гильзы, используется (как раз с помощью плазменного напыления ) насыщение поверхностного слоя алюминиевого сплава(порядка 0,08 мм), например, кристаллами карбида кремния.
По идее конструкторов, такой поверхностный слой должен значительно снижать износ гильзы(воздействия излишков топлива или масляного голодания на такое покрытие я касаться не буду это тема отдельного разговора ) . Если брать практическое применение, то необходимо понимать, что такая поверхность не может быть восстановлена в условиях ремонтной мастерской, приходится после расточки гильзовать стальной /чугунной гильзой, а тут возникают вопросы к посадке ( термической напряженность), правильной геометрии (довольно тонкие стенки), правильном подборе поршневых колец, покрытия юбки поршня и т.д. и т.п.
Мысленно, пройдясь по пунктам, не трудно понять почему описываемый процесс получил «зеленый свет « и был внедрен производителями (речь идет о производителях отливок для ДВС в данном случае из которых хорошо известны два европейских флагмана отсюда и дублирование название в обозначении материала ) именно при работе с массивными блок -картерами . Но, стой же легкостью, приходит и ответ, а почему, собственно, говорят о таком высокотехнологичном ДВС — «одноразовый мотор» ))
Вывод, в целом, можно сделать очень простой — данные методы не эффективны в работе с малыми деталями или с деталями с малой толщиной переходных стенок . Скажу честно, устав в очередной раз,
искать ГБЦ из за шеек или менять очередной опорный кронштейн (VW), и ознакомившись с данным типом обработки () я был полон надежд … Однако, забегая вперед, завершилось это всего лишь антикоррозионной обработкой несущих деталей описываемого автомобиля, хотя я и встречал попытки его использования в качестве нанесения антифрикционного и износостойкого покрытия и горячего «пропагандирования « такого метода( активность которого в Ютубе, включая и создание собственных установок в противовес Димету и вызвало желание разобраться в вопросе более тщательно )) .
В процессе познания, изучил довольно весомый труд Клинкова, Алхимова с тов. с одноименным названием, а также разнообразные патенты доступные в сети, в попытках найти оправдание применения в ремонте ДВС выдержки из которых, опуская математические выкладки я и буду использовать далее ибо это не просто теория, но и практические исследования на результат которых, по моему мнению, и надо опираться . Я специально оставляю номера иллюстраций соответственно оригиналу . Перейдем непосредственно к процессу, итак .
Метод газодинамического напыления . Видимая простота и сложность применения .\
Надо сказать, что данный метод довольно давно поставлен на производственный поток (Обнинск, Димет -Зеленоград ), существуют аппараты для холодной порошковой обработки и выпускаются порошковые базы различных металлов или их смесей . В деле восстановления поверхностей различных наружных деталей (ручек, накладок, ободов, металлических деталей внешнего /внутреннего декора) -вещь просто незаменимая по эффективности трудозатрат, качества поверхности, и по достоинству оцененная любителями ретро техники, а также энтузиастов ее восстанавливающих . Но нас интересует ответы на конкретные вопросы . Каково качество слоя в противостоянии агрессивной среде ? Каким образом данный слой будет противостоять высоким сдвиговым деформациям при рабочих температурах ДВС ? Равномерность нанесения слоя в сложных геометрических формах? Возможно ли увеличение толщины слоя без потери прочностных и антикоррозионных свойств по отношению, скажем, к аналогичному слою созданным с помощью гальванопластики (где малая толщина слоя при высоких энергетических затратах -«ахиллесова пята « процесса ) ?
Кратко сам процесс в теории …
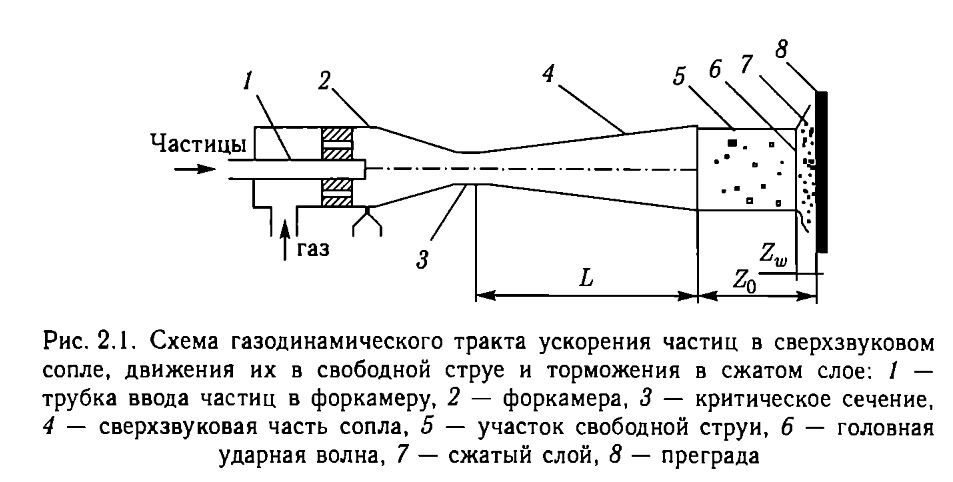
Важное значение имеет конструкция сопла аппарата, поскольку только при сверхвуковой скорости потока частиц возможен сам эффект напыления, при снижении скорости потока (или уменьшении концетрации частиц ) частицы свободно отражаются от подложки .( Тут интересная особенность в практическом применении, кстати, )) в виде налипания порошка внутри до критического сечения, после чего сопло .просто выбрасывается .)
При этом, поскольку не процесса не соударения друг о друга, происходит обычная эрозия (разрушение ) подложки . Как показали испытания показатели на отрыв (в МПа) такого покрытия, микротвердость были аналогичны покрытиям полученным при газотермическом напылении .
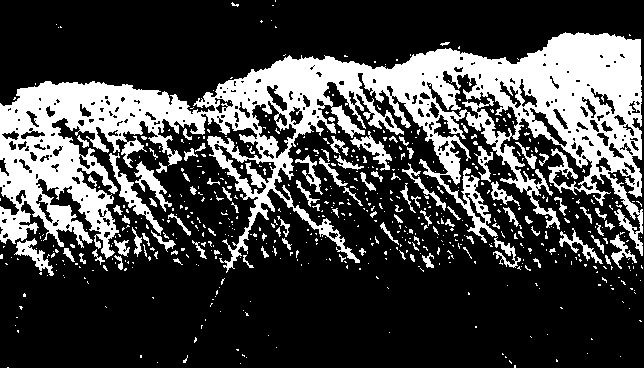
Поперечный разрез (шлиф) покрытия показывает малую пористость и хорошую однородность такого покрытия по всей толщине слоя. Кроме этого, даже в том случае если поверхность на которое наносится такое покрытие обрабатывается по высокому классу чистоты (10) все равно после процесса имеет высокую шероховатость, что говорит о физической деформации и эрозии тела, что безусловно положительно отражается на прочностных характеристиках такого покрытия (и прежде всего нас интересует сдвиговая деформация ). В реальных условиях вместе с процессом напыления идет и процесс эрозии, просто используя избыточное количество частиц это процесс практически не заметен .
Казалось бы идеальный метод восстановления металлических поверхностей и не надо тратить больших усилий ? Увы, не все так просто … ))
Одним из положительных моментов такого метода напыления является использование разных материалов образуя смесь частиц, но о каких частицах идет речь . Экспериментальным путем было определено, что хорошее покрытие образуют элементы с октогональной решеткой, а это прежде всего металлы которые имею низкий предел прочности, так сказать легко «разупрочняются « с ростом температуры, данные элементы также объединяет показатель низкой температуры плавления, это, например, такие элементы как медь, цинк, алюминий . Материалы имеющие железо, никель содержащие материалы, различие виды пластиков, а также тугоплавкие материалы не могут образовывать хорошее покрытие, очевидно кинетической энергии при «холодной» подачи частиц на подложку не хватает для их устойчивой повторной деформации, даже такой материал как бронза (т.е. сплав из легких металлов ) тоже не подходит для этого процесса . Расход частиц при использовании различных легирующих сплавов тоже значительно возрастает …
Если же брать материалы с тэтрагональной решеткой, то приходится признавать абсолютную невозможность образования покрытия из таких материалов этим методом .Иначе говоря, различные виды керамики, кремний, твердые минералы становятся исключением из данного процесса . Учитывая, что кремний, магний широко используется наряду с медью, в изготовлении сплава деталей ДВС (головка блока цилиндров ) становится невозможным подобрать идентичный состав .Другими словами напылить алюминий или медь, или даже смесь из них на поверхность детали можно, но обладать теми же качествами ( а следовательно и ресурсом ), что и прежняя поверхность (например пресловутые шейки распределительного вала ) она не будет . Хорошо, допустим, это временное решение, чего уж греха таить . Есть определенная категория водителей, которые с удовольствием напылили бы шейку алюминием, для кратковременного восстановления давления масла например, и продали бы машину)) . Однако есть другие факторы, вспомним, детали подшипников всегда образуют криволинейную поверхность с малым радиусом в поперечном сечении …
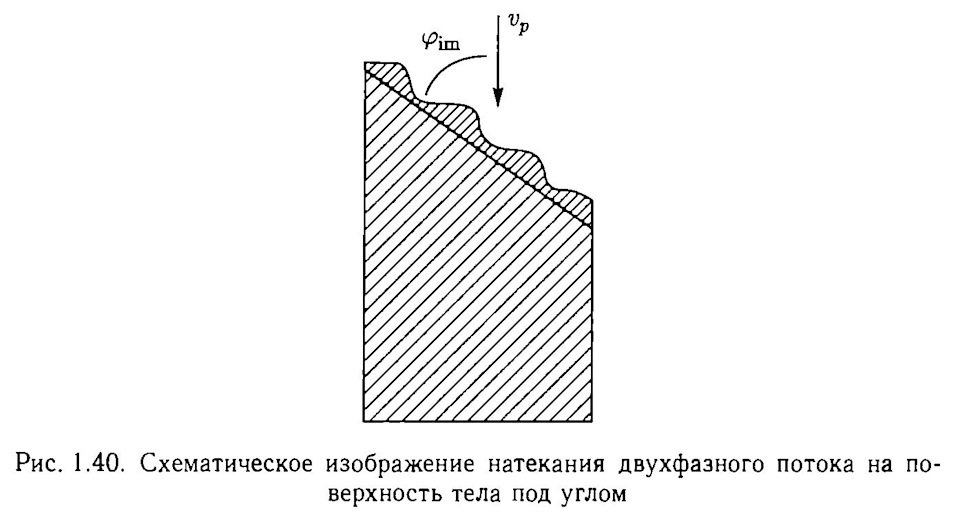
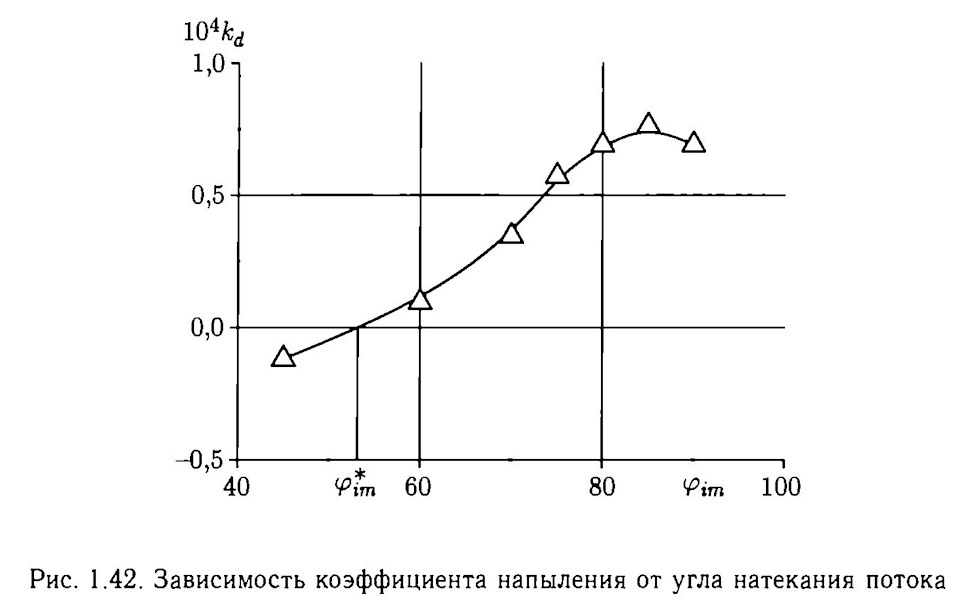
При исследовании эффективности метода во время изменения угла потока частиц было определено, что оптимальный угол образования покрытия -90 градусов, но важнее то, что начиная с 75 градусов угла напыления и далее появляется четко выраженная волнистая структура гребни которых расположены перпендикулярны к направлению движения частиц .При угле меньше 55 градусов покрытие уже не формируется, а наблюдается только эрозия частиц подложки , поскольку при углах 40 -70 градусов значительно вырастает коэффициент эрозии, возникает сильный вращающий момент при контакте частица –подложка .
Теперь нужно вспомнить, что согласно исследованиям наиболее эффективно процесс протекает при расстоянии 5-7 калибров от сопла до поверхности, а также то, что геометрические размеры такого сопла от критического сечения до среза (по длине) изменить нельзя (сверхзвук) .В итоге, мы получаем весьма значительные трудности в восстановлении таких поверхностей скольжения . Хорошо .Тогда получается, что хотя бы плоскость (например под различные фланцы охлаждения, корпусные крышки, термостаты ) восстановить можно ( а это не мало), а подшипники скольжения нет? Но, даже здесь не все просто … Тут уже вмешиваются характеристики «поровых» каналов в агрессивных средах .
Надо напомнить покрытие не однородно по своей сути, а представляет собой конгломерат постепенно уменьшающихся частиц относительно поверхности подложки .
Если толщина слоя при напылении материала не большая, то пористость, находится на приемлемом уровне, если же проводится напыление в несколько этапов (сильное разрушение, каверна, скол), то пористость дальнего от подложки слоя слишком велика . А это сказывается на коррозионной стойкости такого покрытия в целом . Среди материалов наиболее сильно противостоящих коррозии нужно выделить алюминий, но чистый алюминий без смесей .
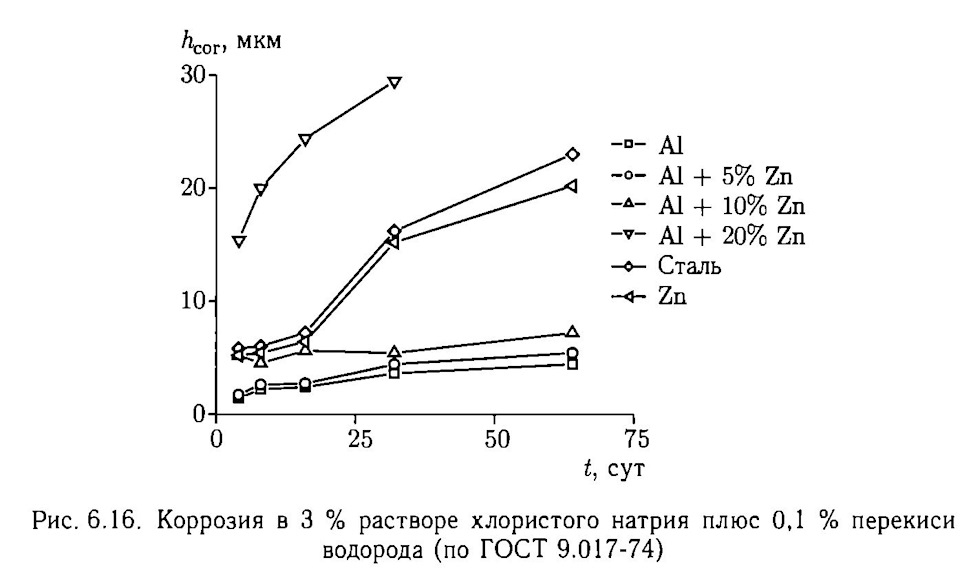
Такая особенность для данного металла связана с явлением «самозалечиванием «, когда оксид алюминия обладая лучшими характеристиками плотно «запечатывает» поры покрытия . Любая другая смесь, (и в особенности смеси с довольно дешевым цинком ) обладают прямо противоположным свойством, когда разрушение от коррозии происходит в разы быстрее основного материала .Какой же можно сделать вывод ? Для применения в деталях ДВС данный метод мало применим, как бы не хотелось, покрытия с нужными свойствами получить не удастся . Но, в то же время, данный метод напыления не плохо себе покажет в работах с кузовными деталями с учетом последующей обработки поверхности лако-красочными материалами . Приблизительно так я и представлял процесс, который ожидался при обработке рамных компонентов Лэндровера, но в нем все таки проявился один особенный аспект который значительно убавил комфорт проведения самого процесса, но изменил физические характеристики самого слоя .))Но, об этом в следующий раз …
Сущность и задачи газодинамического напыления
Газодинамическое напыление металла: цель, назначение, разновидности технологии. Преимущества и недостатки метода. Область применения. Оборудование и особенности применения холодного напыления.

Газодинамическое напыление металла выполняется с целью придания поверхностям металлических и неметаллических изделий необходимых свойств. Это может быть повышение электро- и теплопроводности, прочности, защита от воздействия коррозионных процессов, восстановление геометрических размеров и т. д. При этом в зависимости от конкретной задачи, зависящей от металла изделия, подбирается необходимое оборудование, расходные материалы и технология выполнения напыления. Чаще всего поверхности подлежат металлизации, при этом наносимое покрытие имеет высокую адгезию с материалом, на которую оно наносится, а изделие получается механически прочным. Напыляться могут чисто металлические порошки или смеси, в состав которых, помимо металлической составляющей, вводится керамический порошок в определенных количествах. Это значительно удешевляет технологию получения порошкового покрытия и не сказывается на его свойствах.
Суть и назначение технологии газодинамического напыления
Сущность метода холодного газодинамического напыления заключается в нанесении и закреплении на поверхности изделия или детали твердых частиц металла или смеси материалов размером от 0,01 до 50 мкм, разогнанных до необходимой скорости в воздухе, азоте или гелии. Такой материал называют порошковым. Это частицы алюминия, олова, никеля, баббиты разных марок, смесь алюминиевого порошка с цинком. Среда, с помощью которой осуществляют перемещение материала, может быть холодной или подогреваться до температуры не выше 700 °C.

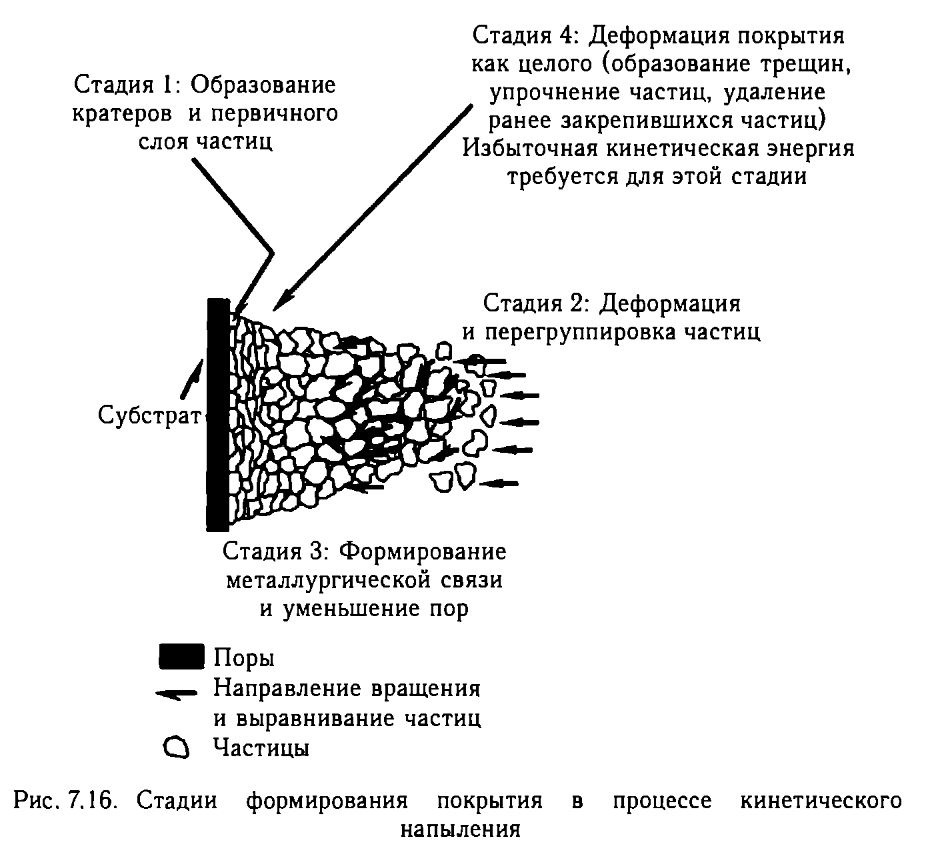
При контакте с поверхностью изделия происходит трансформация пластического типа, а энергия кинематического вида переходит в адгезионную и тепловую, что способствует получению прочного поверхностного слоя металла. Порошок может наноситься не только на металлические поверхности, но и на выполненные из бетона, стекла, керамики, камня, что значительно расширяет область применения способа создания поверхностей с особыми свойствами.
В первом случае в качестве рабочей среды, перемещающей порошковый материал размером от 5 до 50 мк, используют гелий и азот. Частицы металла, если они движутся, имеют давление больше 15 атм. Во втором случае используется сжатый воздух, который подается под давлением, не превышающим 10 атм. Различаются эти виды еще и такими показателями, как мощность подогрева и расход рабочей среды.
Этапы напыления следующие:
- подготовка поверхности изделия к напылению механическим или абразивным способом;
- нагревание рабочей среды (воздух, азот, гелий) до установленной в технологическом процессе температуры;
- подача нагретого газа в сопло оборудования вместе с порошком под необходимым давлением.
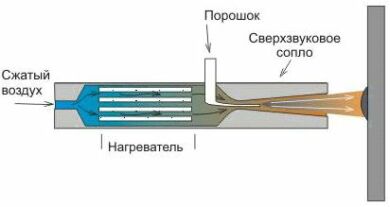
В результате порошок разгоняется в потоке до сверхзвуковых скоростей и соударяется с поверхностью детали или изделия. Происходит напыление слоя металла толщиной, величина которой зависит от температуры нагрева подаваемого газа и давления.
Подготовку поверхности изделия абразивным способом выполняют, применяя само оборудование для нанесения газодинамического напыления простой сменой параметров режима.
Область применения этого вида напыления довольно обширная. С помощью метода осуществляют герметизацию течей в емкостях и трубопроводах, ремонт деталей и отливок из легких сплавов, наносят электропроводящие, антикоррозионные и антифрикционные покрытия, устраняют механические повреждения, восстанавливают посадочные места в подшипниках.
Главные плюсы метода
- выполнение работ при любых климатических условиях (давлении, температуре, влажности);
- возможность применения оборудования стационарного и переносного типа, что в последнем случае позволяет осуществлять работы по месту их проведения;
- возможность нанесения покрытия на локальные участки (дефектные места);
- возможность создания слоев с разными свойствами;
- возможность создания слоя необходимой толщины или разных по толщине в многослойных покрытиях;
- процесс не оказывает влияния на структуру изделия, на которое наносится напыление, что является важным преимуществом;
- безопасность;
- экологичность.
К недостатку этого вида напыления относят только один факт. Слои можно наносить на пластичные металлы, такие как медь, цинк, алюминий, никель и сплавы на их основе.
Производители разных стран выпускают оборудование стационарного и переносного типа для ручного и автоматизированного нанесения покрытий разной производительности на разные металлы.
Применяемое оборудование
- емкости для порошка;
- системы подачи рабочей среды, включая баллон для сжатого газа и все необходимые комплектующие к нему;
- сопла (как правило, их несколько, они разной конфигурации и применяются для разных режимов напыления);
- пульта управления.

В РФ качественное оборудование для напыления газодинамическим способом выпускает центр порошкового напыления в Обнинске под товарным знаком «ДИМЕТ». Оно соответствует требованиям отечественных ГОСТов, сертифицировано и защищено патентами во многих странах, включая Россию.
Процесс ремонта детали газодинамическим напылением показан на видео:
Просим тех, кто работал с разными типами оборудования по газодинамическому напылению и разными металлами и типами порошков поделиться опытом в комментариях к тексту и рассказать, каким способом выполнялись подготовка поверхности и сам процесс напыления.
О технологии напыления металлов
Оригинальная технология напыления металлов на самые различные типы поверхностей, в первую очередь на металл, была открыта еще в конце ХХ века. в результате многоэтапных экспериментов ученые создали технологию мгновенного сцепления металлических микрочастиц с любой поверхностью. Естественно, такая сцепка осуществлялась лишь при наличии определенных условий, и в этот раз использовались уже не высокие температуры, а скорость звука, до которой разгонялись микрочастицы металла.
Эта методика получила официальное название — «газодинамическое напыление металлов», но применять ее на практике, в промышленно-производственных целях стало возможным спустя несколько лет, после того как была разработано, протестировано и подготовлено для дальнейшего выпуска на потоковой основе специальное оборудование.
«Димет»-оборудование: коротко о главном
Установки «Димет» были разработаны на научно-производственной базе центра порошкового напыления (в г. Обнинске). При создании вся техническая документация установок прошла тщательное тестирование на соответствие системе международных и европейских стандартов качества и экологической безопасности, а также прошла сертификацию по шкале ГОСТов РФ. Результатом такой комплексной проверки стала выдача сертификата соответствия. Регистрационные данные документа по оборудованию «Димет»: N РОСС RU.ТН02.Н00580.
Установка «Димет» является действительно революционной разработкой российских инженеров и технологов, поскольку до ее создания ни в одном промышленно-производственном комплексе мира не применялась уже открытая научным миром методика газодинамического напыления.
В чем заключается оригинальность и нестандартность «Димет»-технологии? Дело в том, что установка посредством использования сжатого воздуха может работать на ультразвуковой скорости. В качестве рабочего материала в установке используются наиболее популярные металлы, например свинец, цинк и олово, никель и медь и, естественно, алюминий, а также сплавы этих металлов. Готовое напыление наносится на любые типы поверхностей — от пластиковых современных материалов до металла, от натурального дерева и шпона до деликатной керамики и акрила.
Технология «Димет» и ее основные элементы
Краеугольным базисом технологии «Димет» является использование сжатых газов, которые, попадая в рабочее сопло «Димет»-установки, вырабатывают скорость звука. Также в сопло помещается порошковое вещество, которое под воздействием газа оборачивается на высочайших скоростях и вместе с воздушной струей наносится на обрабатываемую поверхность. Использование этого вещества — обязательное условие работы установки, поскольку, нагреваясь до температуры плавления и попадая на участок обрабатываемой детали, оно создает своеобразную клеящую основу, к которой, как к магниту, притягиваются микрочастицы металла. Застывая, вещество удерживает их на месте и обеспечивает идеально высокую адгезию нанесенного металлического напыления с рабочей плоскостью.
Как правило, в качестве порошкового материала используются чистые металлы или металлические сплавы, дополненные керамическими микрочастицами.
«Димет» может работать в двух режимах:
- стандартный рабочий график (установка оборачивается на минимальных скоростях);
- рабочий режим эрозии (устанавливается для реализации струйно-абразивного метода нанесения напыления).
Смена рабочего режима позволяет изменить степень пористости получаемого покрытия и его толщину.
Технология «Димет» и ее уникальность
Все газотермические способы и методики, используемые сегодня в отечественной промышленности для нанесения покрытий из металла на различные типы плоскостей, осуществляются только при наличии высоких температур. То есть необходимо, чтобы микрочастицы металла, формирующие покрытие, имели бы гораздо более высокую температуру, чем сама рабочая плоскость.
При использовании технологии «Димет» нагрев поверхностей не обязателен, что делает методику действительно революционной и уникальной. Кроме этого преимущества, технология имеет еще целый ряд крайне важных достоинств. К ним можно отнести:
Эти характеристики позволяют заявлять про уникальность и экономичность «Димет»-технологии, что объясняет ее популярность в современной промышленности.
Также к преимуществам данной технологии можно отнести следующие моменты:
- Покрытие формируется вне зависимости от температуры металла, используемого в работе, при нормальном уровне циркуляции показателей давления.
- Отсутствие высокой температуры во время производственного процесса исключает возможность деформации обрабатываемых плоскостей.
- 100%-я точность нанесения напыления обеспечивается минимальным диаметром рабочего сопла.
- Мобильность и предельно возможная компактность установок разрешает монтировать системы оборудования «Димет» даже на небольших производствах, а также использовать установки «в полевых» условиях.
- Одна установка «Димет» обеспечивает несколько способов нанесения покрытия.
- Широчайшая область использования установок «Димет». Так, его можно применять для реконструкции первоначального объема поверхностей и деталей; нанесения слоя, проводящего электричество; формирования слоев, необходимых для спаивания элементов; для защиты металлической основы от коррозийных процессов; для выполнения других подобного рода задач.
Сущность метода холодного газодинамического напыления заключается в нанесении и закреплении на поверхности изделия или детали твердых частиц металла или смеси материалов размером от 0,01 до 50 мкм, разогнанных до необходимой скорости в воздухе, азоте или гелии. Такой материал называют порошковым. Это частицы алюминия, олова, никеля, баббиты разных марок, смесь алюминиевого порошка с цинком. Среда, с помощью которой осуществляют перемещение материала, может быть холодной или подогреваться до температуры не выше 700 °C.

При контакте с поверхностью изделия происходит трансформация пластического типа, а энергия кинематического вида переходит в адгезионную и тепловую, что способствует получению прочного поверхностного слоя металла. Порошок может наноситься не только на металлические поверхности, но и на выполненные из бетона, стекла, керамики, камня, что значительно расширяет область применения способа создания поверхностей с особыми свойствами.
В зависимости от давления различают такие виды холодного газодинамического напыления:
Область применения этого вида напыления довольно обширная. С помощью метода осуществляют герметизацию течей в емкостях и трубопроводах, ремонт деталей и отливок из легких сплавов, наносят электропроводящие, антикоррозионные и антифрикционные покрытия, устраняют механические повреждения, восстанавливают посадочные места в подшипниках.











Газодинамическое напыление порошковых материалов

Метод холодного газодинамического напыления (ХГН) используется с целью восстановления поверхности изделий, упрочнения и защиты металлов от коррозии, повышения тепло- и электропроводности и т.д. Технология ХГН расширяет возможности газотермического напыления и позволяет формировать покрытия при пониженных температурах, что весьма важно для изделий и материалов, не допускающих воздействия высоких температур.
Технологии газотермического и газодинамического напыления используются для нанесения покрытий на поверхность металлов и изделий. Объединяет оба этих метода то, что для покрытия используются порошковые материалы. Но, при газотермическом напылении попадающие на подложку частицы имеют высокую температуру, обычно выше температуры плавления материала. В газодинамической технологии на подложку наносятся частицы с более низкой температурой, но имеющие очень высокую скорость (500…1000 м/с).
Распыляемые материалы – полимеры, карбиды, металлы – образуют термобарьерные, износо- и коррозионностойкие покрытия, которые выдерживают воздействия химически активных сред, высокие тепловые нагрузки. В качестве напыляемых (расходных) материалов используются мелко- и ультрадисперсные порошки с размером частиц 0,01-0,5 мкм.
Технология
Суть метода состоит в нанесении на обрабатываемую поверхность порошков металлов (или их смесей с керамическими порошками) с помощью сверхзвуковых потоков воздуха. Частицы напыляемого порошка ускоряются сверхзвуковой струей газа и направляются на покрываемую поверхность. При этом температура процесса существенно меньшей температуры плавления материала частиц.
Путем изменения режимов работы оборудования можно наносить однородные покрытия, либо создавать композиционные покрытия из механической смеси порошков. Можно также менять твердость, пористость и толщину напыляемого покрытия и др.
Покрытия
Структура покрытий представляет собой однородный металлический слой (в случае чисто металлических покрытий, создаваемых из одного металла) или металлический слой, структурированный частицами другого металла или керамики. Возможно нанесение нескольких слоев разнородных покрытий различных (заданных) толщин каждого из слоев.
ХГН обеспечивает получение покрытий высокого качества при использовании относительно легкоплавких материалов (Zn, Al, сплавы карбидов с металлами с большой долей металлической матрицы), что не позволяет использовать ХГН для защиты от износа в условиях эрозии, агрессивных сред при высоких температурах.
Оборудование
Конструкция оборудования обеспечивает создание воздушного сверхзвукового потока, введение в этот поток частиц напыляемого порошкового материала и ускорение этих частиц до скоростей, достаточных для эффективного формирования металлических покрытий с высокими эксплуатационными характеристиками.
К настоящему времени выпускается несколько модификаций оборудования для ручного или автоматизированного нанесения покрытий. Производителем промышленного оборудования для газодинамического напыления является «Обнинский центр порошкового напыления» (Россия).
Оборудованию присвоен товарный знак ДИМЕТ®, оно сертифицировано по системе ГОСТ Р и защищено патентами России, США, Канады и других стран. Для работы оборудования необходим сжатый воздух давлением 0,6-1,0 МПа и расходом 0,3-0,4 м3/мин., и электросеть напряжением 220 В.
На базе этого оборудования выпускаются специализированные комплексы для восстановления радиальных зазоров осевых компрессоров газоперекачивающих аппаратов, и комплексы для нанесения покрытий на малоразмерные плоские изделия.
Преимущества и недостатки газодинамического метода
По сравнению с термическими способами, газодинамический метод обладает рядом преимуществ:
- Покрытие наносится в воздушной атмосфере при нормальном давлении, при любых значениях температуры и влажности атмосферного воздуха;
- При нанесении покрытий оказывается незначительное тепловое воздействие на покрываемое изделие (изделие в зоне нанесения покрытия не нагревается выше 100-150 °С), что исключает возникновение внутренних напряжений в изделиях и их деформацию, а также окисление материалов покрытия и детали;
- Технология нанесения покрытий экологически безопасна (отсутствуют высокие температуры, опасные газы и излучения, нет химически агрессивных отходов, требующих специальной нейтрализации);
- При воздействии высокоскоростного потока напыляемых частиц происходит очистка поверхности от технических загрязнений, масел, красок и активация кристаллической решетки материала изделия;
- Поток напыляемых частиц является узконаправленным и имеет небольшое поперечное сечение. Это позволяет, в отличие от традиционных газотермических методов напыления, наносить покрытия на локальные (с четкими границами) участки поверхности изделий;
- Возможно нанесение многокомпонентных покрытий с переменным содержанием компонентов по его толщине;
- Возможно нанесение различных типов покрытий с помощью одной установки;
- Возможно использование оборудования не только в стационарных, но и в полевых условиях.
Единственным недостатком газодинамического напыления является возможность нанесения покрытий только из относительно пластичных металлов, таких как медь, алюминий, цинк, никель и др.
Область применения
Ремонт дефектов деталей из легких сплавов Устранение повреждений деталей из легких сплавов, прежде всего алюминиевых или алюминиевомагниевых сплавов, возникающих как в процессе их производства, так и в процессе эксплуатации, является наиболее эффективным направлением применения этой технологии.
Важно подчеркнуть, что низкая энергетика процесса позволяет устранять дефекты и повреждения даже тонкостенных деталей, восстановление которых другими способами оказывается просто невозможным.
Причина этого – отсутствие нагрева обрабатываемой детали (деталь не нагревается выше 100-150°С), а следовательно, и отсутствие окисления напыляемого материала и подложки, отсутствие тепловых деформаций изделия и внутренних напряжений.
Ремонт отливок В производстве отливок из легких сплавов технология применяется для устранения дефектов литья (свищи, каверны, раковины) в тех случаях, когда они не влияют на прочностные характеристики изделия, но нарушают их герметичность, требуемые геометрические параметры или товарный вид. Экономическая эффективность ремонта возрастает, если дефекты являются скрытыми и обнаруживаются только на этапе механической обработки.
Устранение механических повреждений Повреждения деталей, сопровождающиеся изменением геометрических размеров, возникают как в процессе производства, так и в процессе эксплуатации деталей в составе механизмов. Эти повреждения, связанные с уносом массы металла – коррозионные повреждения, износ, сколы, прогары, трещины, пробоины и др.
Технология газодинамического напыления используется для устранения таких повреждений при выполнении ремонтно-восстановительных работ автотракторной, авиационной, железнодорожной, военной техники, сельскохозяйственных машин, технологического оборудования и т.п. Отдельным направлением применения технологии является восстановление геометрических размеров деталей и узлов газоперекачивающих аппаратов магистральных газопроводов.
Восстановление посадочных мест подшипников Восстановление посадочных мест подшипников позволяет облегчить традиционную технологию ремонта и ее трудоемкость. Покрытия наносятся непосредственно на изношенную поверхность; процесс «наращивания» металла унифицируется в силу того, что покрытия могут наноситься на любые металлы, из которых могут быть изготовлены подшипниковые щиты.
Герметизация течей жидкостей и газов Технология позволяет устранять течи рабочих газов и жидкостей в случаях, когда невозможно использование герметиков: для ремонта сосудов, работающих под давлением или при низких и высоких температурах (элементов криогенных систем, систем охлаждения, трубопроводов, теплообменников и т.п.).
К преимуществам технологии относят:
Принцип действия, плюсы и минусы ХГН
ХГН имеет два основных отличия от газотермического метода реставрации. Во-первых, напыление защитного или восстановительного покрытия происходит при пониженной температуре, не превышающей 150 °С, что в свою очередь не вызывает напряжения в обрабатываемых деталях и их деформации. Во-вторых, «холодная» технология позволяет создавать слой регулируемой толщины и в точно заданных границах. О других плюсах и минусах расскажем чуть позже, а пока об авторах метода и о том, как он работает.
Его разработчиком является «Обнинский центр порошкового напыления» (Россия). Производимое ими оборудование получило название ДИМЕТ®. Оно сертифицировано по системе ГОСТ Р и защищено патентами России, США, Канады и других стран. В основу технологии заложен принцип сверхзвукового воздействия мельчайшими частицами легкоплавких и других материалов на обрабатываемую поверхность. В основном это полимеры или сплавы карбидов с металлами с размером частиц 0,01-0,5 мкм. Смешиваясь с газом они подаются на изделие со скоростью 500-1000 м/с.
В зависимости от состава расходного материала (порошка) и изменения режимов его нанесения можно получить однородное или композиционное покрытие с твердой или пористой структурой и своей функциональной задачей. Это может быть: восстановление геометрии изделия, упрочнение и защита металла от коррозии, повышение тепло- и электропроводности материала, а также образование износостойкого покрытия, выдерживающего воздействие химически активных сред, высоких тепловых нагрузок и т. д.
Кстати, обнинские инженеры разработали уже несколько модификаций установок ДИМЕТ®. Учитывая широкую востребованность данного оборудования, сейчас серийно выпускаются как ручные, так и автоматизированные аппараты холодного газодинамического напыления, что позволяет использовать их в промышленности, нефтегазовой отрасли, а также в малом бизнесе для обработки небольших деталей. Тем более, что ничего особо сложного в самой технологии нет. Для работы комплекса (помимо материала для напыления) необходим только сжатый воздух (подается под давлением 0,6-1,0 МПа и расходом 0,3-0,4 м3/мин.) и электросеть напряжением 220 В. Теперь ещё о преимуществах и недостатках метода. Во-первых, в отличие от газотермического способа ХГН может эффективно применяться при обычном давлении, в любом температурном диапазоне и уровне влажности. В-вторых, он экологически абсолютно безопасен. В-третьих, благодаря большой скорости, может применяться и для абразивной чистки поверхности. Ну, а единственным недостатком технологии является возможность нанесения покрытий только из относительно пластичных металлов, таких как медь, алюминий, цинк, никель и др.
Аппарат газодинамического напыления металла состоит из таких основных частей:

В РФ качественное оборудование для напыления газодинамическим способом выпускает центр порошкового напыления в Обнинске под товарным знаком «ДИМЕТ». Оно соответствует требованиям отечественных ГОСТов, сертифицировано и защищено патентами во многих странах, включая Россию.
Процесс ремонта детали газодинамическим напылением показан на видео:
Читайте также: