Аппарат по напылению металла
Обновлено: 10.05.2024
Изготовление деталей и изделий с функциональными свойствами поверхности, например, износостойкостью (за исключением деталей, испытывающих ударно-абразивное изнашивание), антифрикционностью, коррозионностойкостью, жаростойкостью, кавитационностойкостью, эрозионностойкостью, электроизоляцией, стойкостью против фреттинг-коррозии, декоративными характеристиками и др. Использование для восстановления размеров изношенных и бракованных поверхностей, нанесения ретенционных покрытий в стоматологии.
Сущность процесса
Состоит в нанесении покрытия из отдельных частиц порошкового материала, нагретого и ускоренного с помощью высокотемпературной плазменной струи при температуре нагрева изделий менее 100°С.
Отличительные характеристики процесса
- нанесение покрытий на тонкостенные малогабаритные изделия
- эффективное управление энергетическими характеристиками напыляемых частиц и условиями формирования покрытия за счет гибкости регулирования параметров и режимов работы плазмотрона;
- высокие коэффициент использования порошка (до 85%), прочность сцепления покрытия с основой (до 60 МПа), низкая пористость;
- универсальность за счет получения покрытий из большинства материалов без ограничения их температур плавления;
- нанесение покрытия на изделия, изготовленные практически из любого материала;
- низкое термическое воздействие на напыляемую основу, что позволяет избежать деформаций, изменений размеров изделий, а также исключить нежелательные структурные превращения основного металла;
- нанесение покрытия на локальные поверхности;
- получение регламентированной однородной пористости покрытия для использования в условиях работы со смазкой поверхностей скольжения;
- положительное влияние на усталостную прочность основы, за счет получения при ПН слоистой структуры покрытия, в отличие от столбчатой, образующейся при осаждении из газовой или паровой фазы, диффузионном насыщении;
- нанесение покрытия с минимальными припусками для последующей механической обработки;
- возможность использования для аддитивных технологий или формообразования деталей (ПН производят на поверхность формы- оправки, которая после окончания процесса удаляется, остается оболочка из напыленного материала);
- уменьшенный уровень шума и излучения;
- надежность и стабильность оборудования, высокий ресурс элементов плазмотрона, за счет оптимизации условий охлаждения и обеспечения плавного нарастания и падения тока;
- низкий расход аргона;
- маневренность и возможность автоматизации процесса.
Технические характеристики
- напряжение питания - 220/380 В;
- потребляемая мощность – не более 2,5 кВт;
- номинальный ток – 40-50 А;
- номинальное рабочее напряжение - не более 42 В;
- продолжительность включения - 100%;
- расход аргона - не более 5 л/мин;
- расход охлаждающей воды - 180-220 л/ч (при отсутствии блока автономного охлаждения);
- занимаемая площадь, не более 1 м2;
- масса – 40 кг.
Расходные материалы
- аргон;
- охлаждающая вода (при отсутствии блока автономного охлаждения);
- порошковые материалы.
Основная комплектация
- источник тока;
- блок аппаратуры;
- плазмотрон;
- порошковый дозатор;
- газовые, водяные и электрические соединения;
- комплект запасных частей и приспособлений.
Дополнительная комплектация
- оборудование для предварительной подготовки поверхности перед нанесением покрытия;
- блок автономного охлаждения;
- трехъярусная тележка с поворотным механизмом;
- роботизированный модуль;
- манипулятор с числовым программным обеспечением;
- роботизированный манипулятор для позиционирования и вращения изделий.
Общий вид
- услуги по восстановлению размеров и нанесению функциональных покрытий;
- поставка оборудования и материалов для процессов сварки, пайки, наплавки, напыления, осаждения, аддитивных технологий (например, газопламенного, плазменного, высокоскоростного и детонационного напыления, плазменной наплавки, электроискрового легирования, порошковые дозаторы, приборы контроля);
- проведение НИОКР в области инженерии поверхности, трибологии покрытий, плазменных методов обработки, выбора оптимальных покрытий и методов их нанесения;
- обучение, консалтинг в области наплавки, напыления, упрочнения, модификации, закалки.
Наши менеджеры подробно расскажут об имеющихся у нас технологиях нанесения покрытий, упрочнения, восстановления, придания свойств поверхности, а также о стоимости услуг компании.
Часть 2 .Теория . Обработка металлических конструкций, газодинамическое (холодное ) напыление

Техобслуживание и ремонт немецких авто в СВАО: Audi, VW, Skoda, Seat, BMW, Mercedes-Benz и Volvo, Бесплатная диагностика ходовой части, подвески и тормозов ежедневно + 10% скидка на услуги сервиса!
Москва, Россия
Предисловие : На данном этапе проведения работ мне бы хотелось остановиться более подробно (прошу прощения, но будет много теории, ибо тут трудно иначе определить эффективность последующей обработки не зная о процессе ) поскольку автомобиль здесь служит больше посредником к раскрытию довольно интересного процесса по которому также существует масса не однозначных мнений, а меня в этом процессе интересовала возможность не столько антикоррозионного покрытия, сколько возможность восстановления самой поверхности при износе .
Небольшая историческая справка . Среди обширного класса методов нанесения покрытий и модификаций поверхности химических, электрохимических(гальванических), термохимических (цементация, азотирование и т.д.), физических (лазерная порошковая наплавка ) особое место занимают методы порошкового напыления (на данный момент наиболее распространенный вариант плазменное напыление ), но кроме первых двух методов любой из остальных методов предполагал, как основное условие -высокую температуру самого процесса .
Ранее предполагалось, что невозможно создать устойчивое к сдвиговым деформациям, малопористое и однородное покрытие без предварительного расплавления мелкодисперсных частиц перед подачей их в активную зону на подложку . Однако, как выяснилось -это условие оказалось совсем не обязательным )), в первые данный эффект был изучен нашими соотечественниками сибиряками (отделение РАН в г.Новосибирске ) при проведении экспериментов над механикой волн при сверхзвуковых скоростях двухфазного потока и воздействие их на предметы различной геометрической формы (исследование лопаток турбокомпрессоров ). Данное явление было обнаружено неожиданно, но учитывая перспективы не могло не захватить ученые умы . В чем же выражается перспективность такого метода, давайте разбираться . А, для начала, в качестве «противовеса» к сравниваемому методу мы возьмем из списка метод плазменного напыления и вспомним его свойства .
Хочу прежде всего выделить почему газотермические (в целом ) методы ремонта /модифицирования покрытия не столь распространены в ремонте ДВС и по-прежнему, ремонтные предприятия крайне неохотно берутся восстанавливать, например, шейки распределительных валов .
Напомню принцип -материал покрытия (порошок) нагревается и ускоряется в высокотемпературном газовом потоке и на подложку он попадает уже в расплавленном виде .Какие же недостатки имеются у такого метода ?
1. При движении порошка в таком потоке могут произойти значительные изменения его свойств (окисление, фазовые переходы, разложение )
2. Наличие самой высокотемпературной струи неминуемо приводит к локальному нагреву материала подложки (вспоминаем толщину шеек, стенок и переходов в ГБЦ современных ДВС ), что может привести к внутренним термическим напряжениям и микротрещинам в последствии .
3. Нельзя использовать мелкодисперсные порошки, обычно это частицы не менее 10 мкм, поскольку при уменьшении размеров частиц (а речь идет как понимаете о порошках не тугоплавких материалов ) они могут попросту испариться в струе .
4. Во многих случаях, наличие высоких температур не дает возможности использовать нанесение композиционных покрытий из механической смеси разных материалов .
И тут маленькое отступление для облегчения восприятия материала )) … Существует большое количество алюсиловых (никасиловых) блок- картеров (называть марки автомобилей не буду, Вы итак знаете -довольно распространенная конструкция ) в которых вместо применения, залитой описываемым сплавом стальной гильзы, используется (как раз с помощью плазменного напыления ) насыщение поверхностного слоя алюминиевого сплава(порядка 0,08 мм), например, кристаллами карбида кремния.
По идее конструкторов, такой поверхностный слой должен значительно снижать износ гильзы(воздействия излишков топлива или масляного голодания на такое покрытие я касаться не буду это тема отдельного разговора ) . Если брать практическое применение, то необходимо понимать, что такая поверхность не может быть восстановлена в условиях ремонтной мастерской, приходится после расточки гильзовать стальной /чугунной гильзой, а тут возникают вопросы к посадке ( термической напряженность), правильной геометрии (довольно тонкие стенки), правильном подборе поршневых колец, покрытия юбки поршня и т.д. и т.п.
Мысленно, пройдясь по пунктам, не трудно понять почему описываемый процесс получил «зеленый свет « и был внедрен производителями (речь идет о производителях отливок для ДВС в данном случае из которых хорошо известны два европейских флагмана отсюда и дублирование название в обозначении материала ) именно при работе с массивными блок -картерами . Но, стой же легкостью, приходит и ответ, а почему, собственно, говорят о таком высокотехнологичном ДВС — «одноразовый мотор» ))
Вывод, в целом, можно сделать очень простой — данные методы не эффективны в работе с малыми деталями или с деталями с малой толщиной переходных стенок . Скажу честно, устав в очередной раз,
искать ГБЦ из за шеек или менять очередной опорный кронштейн (VW), и ознакомившись с данным типом обработки () я был полон надежд … Однако, забегая вперед, завершилось это всего лишь антикоррозионной обработкой несущих деталей описываемого автомобиля, хотя я и встречал попытки его использования в качестве нанесения антифрикционного и износостойкого покрытия и горячего «пропагандирования « такого метода( активность которого в Ютубе, включая и создание собственных установок в противовес Димету и вызвало желание разобраться в вопросе более тщательно )) .
В процессе познания, изучил довольно весомый труд Клинкова, Алхимова с тов. с одноименным названием, а также разнообразные патенты доступные в сети, в попытках найти оправдание применения в ремонте ДВС выдержки из которых, опуская математические выкладки я и буду использовать далее ибо это не просто теория, но и практические исследования на результат которых, по моему мнению, и надо опираться . Я специально оставляю номера иллюстраций соответственно оригиналу . Перейдем непосредственно к процессу, итак .
Метод газодинамического напыления . Видимая простота и сложность применения .\
Надо сказать, что данный метод довольно давно поставлен на производственный поток (Обнинск, Димет -Зеленоград ), существуют аппараты для холодной порошковой обработки и выпускаются порошковые базы различных металлов или их смесей . В деле восстановления поверхностей различных наружных деталей (ручек, накладок, ободов, металлических деталей внешнего /внутреннего декора) -вещь просто незаменимая по эффективности трудозатрат, качества поверхности, и по достоинству оцененная любителями ретро техники, а также энтузиастов ее восстанавливающих . Но нас интересует ответы на конкретные вопросы . Каково качество слоя в противостоянии агрессивной среде ? Каким образом данный слой будет противостоять высоким сдвиговым деформациям при рабочих температурах ДВС ? Равномерность нанесения слоя в сложных геометрических формах? Возможно ли увеличение толщины слоя без потери прочностных и антикоррозионных свойств по отношению, скажем, к аналогичному слою созданным с помощью гальванопластики (где малая толщина слоя при высоких энергетических затратах -«ахиллесова пята « процесса ) ?
Кратко сам процесс в теории …
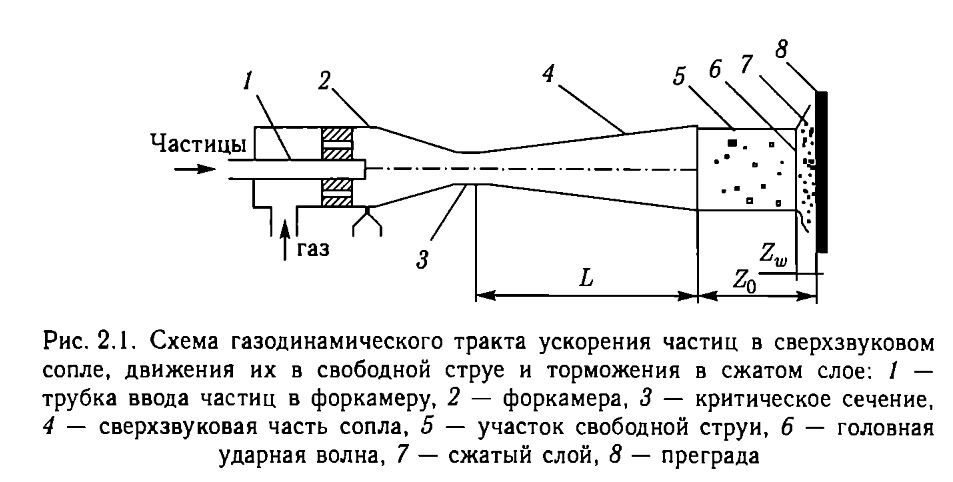
Важное значение имеет конструкция сопла аппарата, поскольку только при сверхвуковой скорости потока частиц возможен сам эффект напыления, при снижении скорости потока (или уменьшении концетрации частиц ) частицы свободно отражаются от подложки .( Тут интересная особенность в практическом применении, кстати, )) в виде налипания порошка внутри до критического сечения, после чего сопло .просто выбрасывается .)
При этом, поскольку не процесса не соударения друг о друга, происходит обычная эрозия (разрушение ) подложки . Как показали испытания показатели на отрыв (в МПа) такого покрытия, микротвердость были аналогичны покрытиям полученным при газотермическом напылении .
Поперечный разрез (шлиф) покрытия показывает малую пористость и хорошую однородность такого покрытия по всей толщине слоя. Кроме этого, даже в том случае если поверхность на которое наносится такое покрытие обрабатывается по высокому классу чистоты (10) все равно после процесса имеет высокую шероховатость, что говорит о физической деформации и эрозии тела, что безусловно положительно отражается на прочностных характеристиках такого покрытия (и прежде всего нас интересует сдвиговая деформация ). В реальных условиях вместе с процессом напыления идет и процесс эрозии, просто используя избыточное количество частиц это процесс практически не заметен .
Казалось бы идеальный метод восстановления металлических поверхностей и не надо тратить больших усилий ? Увы, не все так просто … ))
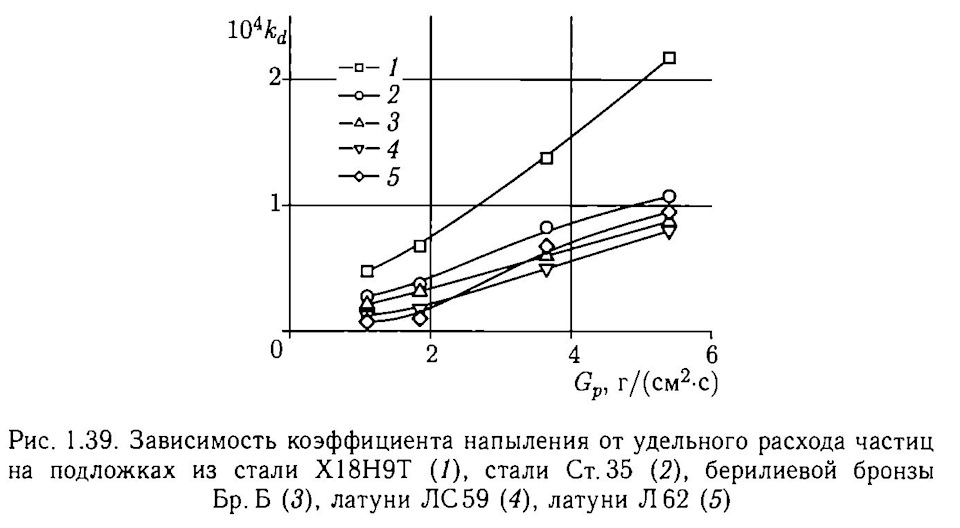
Одним из положительных моментов такого метода напыления является использование разных материалов образуя смесь частиц, но о каких частицах идет речь . Экспериментальным путем было определено, что хорошее покрытие образуют элементы с октогональной решеткой, а это прежде всего металлы которые имею низкий предел прочности, так сказать легко «разупрочняются « с ростом температуры, данные элементы также объединяет показатель низкой температуры плавления, это, например, такие элементы как медь, цинк, алюминий . Материалы имеющие железо, никель содержащие материалы, различие виды пластиков, а также тугоплавкие материалы не могут образовывать хорошее покрытие, очевидно кинетической энергии при «холодной» подачи частиц на подложку не хватает для их устойчивой повторной деформации, даже такой материал как бронза (т.е. сплав из легких металлов ) тоже не подходит для этого процесса . Расход частиц при использовании различных легирующих сплавов тоже значительно возрастает …
Если же брать материалы с тэтрагональной решеткой, то приходится признавать абсолютную невозможность образования покрытия из таких материалов этим методом .Иначе говоря, различные виды керамики, кремний, твердые минералы становятся исключением из данного процесса . Учитывая, что кремний, магний широко используется наряду с медью, в изготовлении сплава деталей ДВС (головка блока цилиндров ) становится невозможным подобрать идентичный состав .Другими словами напылить алюминий или медь, или даже смесь из них на поверхность детали можно, но обладать теми же качествами ( а следовательно и ресурсом ), что и прежняя поверхность (например пресловутые шейки распределительного вала ) она не будет . Хорошо, допустим, это временное решение, чего уж греха таить . Есть определенная категория водителей, которые с удовольствием напылили бы шейку алюминием, для кратковременного восстановления давления масла например, и продали бы машину)) . Однако есть другие факторы, вспомним, детали подшипников всегда образуют криволинейную поверхность с малым радиусом в поперечном сечении …
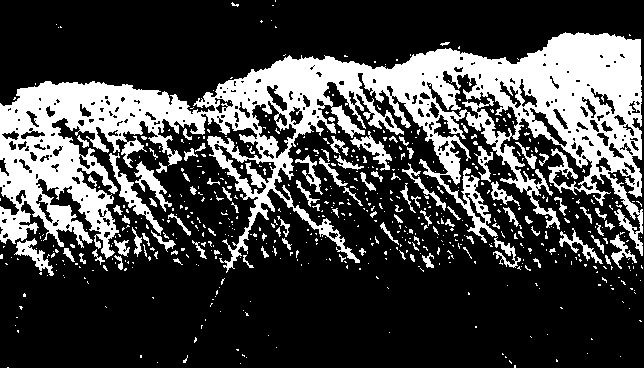
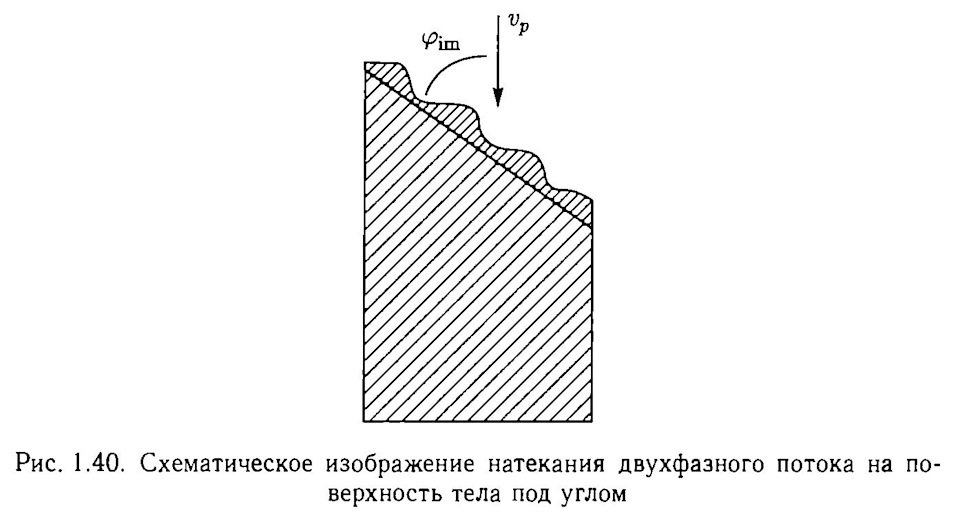
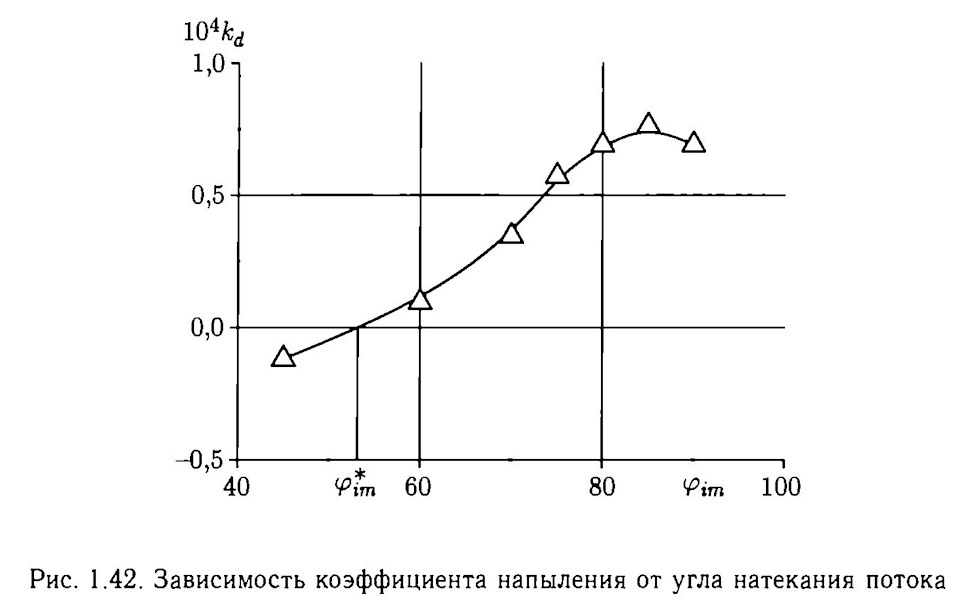
При исследовании эффективности метода во время изменения угла потока частиц было определено, что оптимальный угол образования покрытия -90 градусов, но важнее то, что начиная с 75 градусов угла напыления и далее появляется четко выраженная волнистая структура гребни которых расположены перпендикулярны к направлению движения частиц .При угле меньше 55 градусов покрытие уже не формируется, а наблюдается только эрозия частиц подложки , поскольку при углах 40 -70 градусов значительно вырастает коэффициент эрозии, возникает сильный вращающий момент при контакте частица –подложка .
Теперь нужно вспомнить, что согласно исследованиям наиболее эффективно процесс протекает при расстоянии 5-7 калибров от сопла до поверхности, а также то, что геометрические размеры такого сопла от критического сечения до среза (по длине) изменить нельзя (сверхзвук) .В итоге, мы получаем весьма значительные трудности в восстановлении таких поверхностей скольжения . Хорошо .Тогда получается, что хотя бы плоскость (например под различные фланцы охлаждения, корпусные крышки, термостаты ) восстановить можно ( а это не мало), а подшипники скольжения нет? Но, даже здесь не все просто … Тут уже вмешиваются характеристики «поровых» каналов в агрессивных средах .
Надо напомнить покрытие не однородно по своей сути, а представляет собой конгломерат постепенно уменьшающихся частиц относительно поверхности подложки .
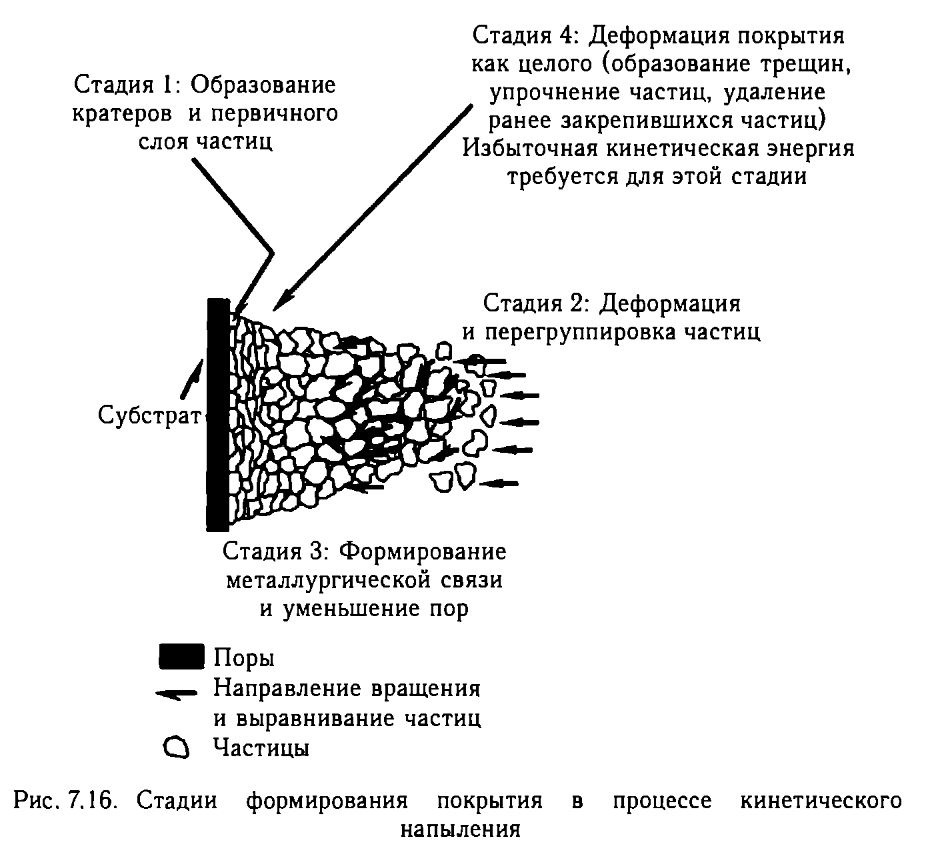
Если толщина слоя при напылении материала не большая, то пористость, находится на приемлемом уровне, если же проводится напыление в несколько этапов (сильное разрушение, каверна, скол), то пористость дальнего от подложки слоя слишком велика . А это сказывается на коррозионной стойкости такого покрытия в целом . Среди материалов наиболее сильно противостоящих коррозии нужно выделить алюминий, но чистый алюминий без смесей .
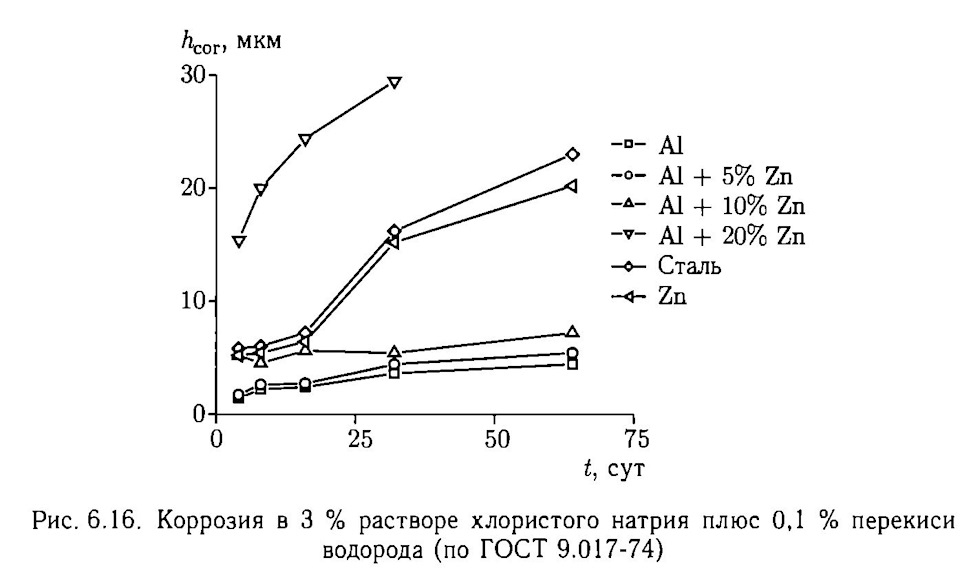
Такая особенность для данного металла связана с явлением «самозалечиванием «, когда оксид алюминия обладая лучшими характеристиками плотно «запечатывает» поры покрытия . Любая другая смесь, (и в особенности смеси с довольно дешевым цинком ) обладают прямо противоположным свойством, когда разрушение от коррозии происходит в разы быстрее основного материала .Какой же можно сделать вывод ? Для применения в деталях ДВС данный метод мало применим, как бы не хотелось, покрытия с нужными свойствами получить не удастся . Но, в то же время, данный метод напыления не плохо себе покажет в работах с кузовными деталями с учетом последующей обработки поверхности лако-красочными материалами . Приблизительно так я и представлял процесс, который ожидался при обработке рамных компонентов Лэндровера, но в нем все таки проявился один особенный аспект который значительно убавил комфорт проведения самого процесса, но изменил физические характеристики самого слоя .))Но, об этом в следующий раз …
Оборудование для напыления металлов

Оборудование для напыления металлов – специализированные аппараты, которые можно купить для нанесения на металлическую поверхность коррозионно-, износостойкого или огнеупорного покрытия. Компания «ПУРМ» осуществляет производство и продажу ручных установок и полноценных автоматизированных линий. Цена зависит в основном от модификации устройства, наличия в комплекте камеры металлизации и других дополнительных элементов.
Сферы применения
Напыление металлом – технология, которая применяется при выполнении широкого перечня ремонтных, монтажных и восстановительных работ:
- Металлургия – ремонт различной технологической оснастки и других элементов электронно-лучевых печей, охлаждающих систем и т.д.
- Ремонт автомобильной, а также тяжелой и сельхозтехники – реставрация коленвалов, ГБЦ, стартеров, радиаторов, внутренних поверхностей под подшипники и других ответственных элементов.
- Восстановительные работы – металлизация практически любых изношенных деталей и поверхностей.
- Антикоррозийная обработка – нанесение различных защитных и коррозионностойких покрытий на изделия из различных металлов (будь то напыление алюминия или обычной конструкционной стали).
Преимущества процесса
Основные особенности применения аппаратов для напыления металла:
- Возможность нанесения равномерного покрытия, как на всю деталь, так и на небольшие ее участки, что делает этот способ наиболее удобным и экономичным при необходимости напылить защитный слой на ограниченной части большого изделия.
- Высокая эффективность при восстановлении изношенных деталей.
- Ручные устройства обладают небольшим весом, что позволяет легко перемещать его в любое нужное место.
- Напыление можно выполнять практически любыми металлами и сплавами и даже в несколько слоев. Это позволяет получать покрытие с особыми характеристиками.
- Основа, на которую наносится покрытие, не прогревается до высоких температур, что исключает вероятность деформации детали.
- Техпроцесс металлизации характеризуется высокой производительностью (в зависимости от напыляемого материала может достигать до 20 кг в час) и небольшой трудоемкостью.
- Обработанные эти способом изделия выдерживают изгиб радиусом до 2-х толщин без повреждения защитного покрытия.
- Повышенная прочность сцепления с основой – покрытие не отслаивается от поверхности детали.
Сущность процесса металлизации этим способом заключается в расплавлении металла электрической дугой, его расщеплении на микрочастицы (10-100 мкм) и перенесении струей газа (либо сжатого воздуха) на предварительно очищенную (путем дробеструйной обработки) поверхность обрабатываемого изделия.
В аппарат для напыления металла синхронно, бесперебойно и с идентичной скоростью подаются 2 электродные проволоки, между концами которой возбуждается дуга и происходит расплавление подаваемого материала. Одновременно с этим по воздушному соплу в зону электродуги со сверхзвуковой скоростью подается сжатый воздух (или инертный газ), обеспечивающий распыление металла и его перенос на напыляемую поверхность.
Принципиальная схема электродугового напыления металлом показана на следующем рисунке:

За счет большой скорости переноса частиц (до 300 м/с) и малого время полета обеспечивается их пластическое деформирование при столкновении с деталью, заполнение ними микропор на поверхности, их сцепление между собой и с изделием. В результате этого образуется сплошное покрытие, характеристики которого напрямую зависят от используемой электродной проволоки.
С помощью оборудования для напыления можно наносить слои толщиной до 10 мм, но в большинстве случаев величина покрытия не превышает:
- для легкоплавких металлов – 3 мм;
- для тугоплавких материалов – 1,5 мм.
Присадочный материал для металлизации подбирается с учетом назначения и требуемых свойств покрытия. Традиционно применяется электродная проволока сечением 1,5-2,5 мм – стальная, цинковая, алюминиевая, медная и т.д.
Проволока для напыления должна быть чистой, гладкой и мягкой – это обеспечит высокое качество защитного покрытия и его продолжительный эксплуатационный ресурс.
Производство оборудования для напыления является одним из приоритетных направлений деятельности Группы компании «ПУРМ». У нас вы можете купить высокопроизводительные устройства разных модификаций в оптимальном соотношении цены и качества. В ассортименте имеются как ручные аппараты, так и автоматизированные линии металлизации. Обращайтесь – будем рады помочь с выбором, монтажом и пуско-наладкой установки!
Линия металлизации

для нанесения антикоррозионных покрытий методом электродугового напыления на поверхности заготовок.
Описание
Комплекс предназначен для подготовки поверхности и последующего нанесения антикоррозионного покрытия механизированным способом.
- струйно-абразивную подготовку поверхности;
- нанесение антикоррозионного покрытия;
- очистку воздуха при нанесении покрытия и струйно-абразивной подготовке поверхности;
- механизированную загрузку, выгрузку и перемещение заготовок.
Комплекс оснащен устройствами управления, на каждом технологическом участке, и пультом, обеспечивающим управление всеми технологическими операциями процесса.
Процесс нанесения покрытия состоит из двух технологических операций:
- дробеструйной подготовки поверхностей;
Перед дробеструйной обработкой поверхности очищают от жировых загрязнений на отдельном участке, не входящем в комплекс поставляемого оборудования.
Перед поступлением в камеры дробеструйной обработки и металлизации заготовка устанавливается в устройство, обеспечивающее его вращение и продольное перемещение. Режим работы оборудования в зависимости от поставленной задачи - непрерывно-периодический.
1. Дробеструйная обработка наружных поверхностей производится в специальной камере чугунной или стальной острогранной дробью, подаваемой с помощью сжатого воздуха. Применение дроби - многократное. Камера дробеструйной обработки может быть самостоятельным элементом для выполнения конкретной технологической операции. При поступлении в камеру обрабатываемая заготовка имеет вращательно-поступательное движение, при котором дробеструйной обработке подвергается вся наружная поверхность. Камера дробеструйной обработки оснащается устройством для сбора и удаления дроби и имеет подсоединение к системе очистки воздуха.
2. Нанесение антикоррозионного покрытия из нержавеющей стали на внешнюю поверхность заготовки производится методом электродуговой металлизации. Суть процесса заключается в непрерывной подаче двух проволок, на которые подается ток, в зону сопла металлизатора, где они соприкасаяются и возникает электрическая дуга, которая расплавляет их концы, и образующийся расплавленный металл при помощи струи сжатого воздуха сдувается на поверхность обрабатываемого изделии.
Нанесение покрытия обеспечивается стационарным аппаратом для электродуговой металлизации ЭМ-19, установленным неподвижно в камере металлизации. Заготовка, на которую наносится покрытие, перемещается, совершая поступательно-вращательное движение. Скорость подачи заготовки при напылении должна соответствовать скорости подачи при дробеструйной обработке, так как наиболее целесообразно устанавливать камеры дробеструйной обработки и металлизации последовательно на определенном расстоянии друг от друга.
В качестве источника питания дуги используется сварочный выпрямитель – ВДУ-506.
Описание линии металлизации и технические характеристики оборудования входящего в комплекс
Линия напыления представляет собой комплекс оборудования, расположенного в одну линию общей длиной 23 метра и состоит из следующих основных узлов:
- линии механизированной подачи заготовок (рольганг), которая состоит из секций с поворотными блоками подающих роликов, на каждой секции расположено не менее двух пар приводных блоков роликов, управление приводными роликами осуществляется с пульта управления рольгангом;
- между секциями линии располагаются камера дробеструйной обработки и камера электродуговой металлизации, при чем, перед входом и на выходе из камер на секциях устанавливаются по два блока приводных роликов;
- в середине каждой секции располагаются подъемные ролики, управляющиеся от пневмоприводов, для ручного перемещения заготовок.
- камера абразивной обработки соединена с установкой очистки воздуха
- камера металлизации соединена с установкой утилизации пыли;
- посекционное управление рольгангом и подъемными роликами с пневмоприводами осуществляется от пульта управления линией механизированной подачи заготовок
- управление процессами дробеструйной обработки и электродугового напыления с соответствующих пультов, установленных в непосредственной близости от камер;
- дробеструйная установка и система сбора и удаления абразива устанавливаются около камеры абразивной обработки;
- источник тока для металлизатора устанавливается в отдельном помещении или отгороженном участке на расстоянии 10 м от камеры металлизации.
Для оснащения участка абразивоструйной обработки предлагается дробеструйная установка DSG-160/200/250, оснащенная сепаратором DSG и системой сбора и удаления абразива СОВ-4.
Технические характеристики установки DSG-160/200/250
| Наименование параметров | Значение |
|---|---|
| Объем ресивера, л | не менее 160 |
| Производительность по очистке поверхности, м²/ч | 4-20 |
| Рабочее давление сжатого воздуха, кгс/см² | 6-12 |
| Размер частиц дроби, мм | 0,1 – 1,8 |
| Длина напорного рукава, м | 10 |
| Внутренний диаметр напорного рукава, мм | 32 |
| Масса установки без дроби, кг | 128 |
| Габаритные размеры (длина х ширина х высота), мм | 1000х730х1470 |
Аппарат электродуговой металлизации.
Для нанесения антикоррозионного покрытия поверхность заготовок применяется электродуговой металлизатор ЭМ-19.
Технические характеристики электродугового металлизатора ЭМ-19
| Наименование параметров | Значение |
|---|---|
| Максимальная производительность по распыленному металлу, кг: | |
| - цинк | 45 |
| - алюминий | 14 |
| - сталь | 19,5 |
| Диаметр распыляемой проволоки, мм | 1,5 - 2,5 |
| Рабочий ток дуги, А | до 500 |
| Рабочее напряжение дуги, В | 17-40 |
| Рабочее давление сжатого воздуха, МПа | 0,5 – 0,6 |
| Расход сжатого воздуха, м³/мин | 1,5 |
| Масса металлизатора, кг | 12,7 |
| Габаритные размеры (длина х ширина х высота), мм | 470х265х170 |
Установки очистки воздуха.
Для очистки воздуха от отходов абразивной обработки предлагается фильтровальная установка серии «IPERJETMAXI», «CORALSpa», Италия с картриджными фильтрами, с системой регенерации фильтров импульсной продувкой сжатым воздухом и выгрузкой отходов в специальный контейнер. Степень очистки воздуха не менее 99,9 %. В состав установки входит вентилятор радиальный с КПД 82%.
Установка серии «IPERJETMAXI» предназначена для удаления и очистки воздуха от аэрозолей, образующихся при плазменной и лазерной резке, газотермической металлизации, абразивоструйной обработке и т.п. От других установок отличаются применением специальных картриджных фильтров с большой площадью фильтрования
Оборудование для напыления
ООО «Плазмацентр» поставляет различные виды оборудования для напыления, к которому относится горелки для газопламенного напыления, оборудование для микроплазменного напыления, оборудование для высокоскоростного напыления. Также возможна поставка оборудования для плазменного напыления и оборудования для детонационного напыления.
Если Вы не знаете какая технология напыления подойдет для решения Вашей задачи, пришлите нам запрос с указанием требований к покрытию и условиями эксплуатации изделий и наши специалисты подберут оптимальное оборудование.
Помимо поставки оборудования мы также готовы поставить технологию и провести обучение.
Ко всему предлагаемому оборудованию мы занимаемся поставкой запасных частей и расходных материалов.


Установка предназначена для сверхзвукового (высокоскоростного) газопламенного порошкового напыления (метод HVOF) c использованием горелки с аксиальной подачей порошка в камеру сгорания газов и последующим прохождением газопорошковой смеси через расширяющееся сопло Лаваля

Горелка является универсальным многоцелевым оборудованием предназначенным для газопламенного порошкового напыления и наплавки порошков на основе железа, никеля, кобальта, меди, а также нанесения керамических покрытий и баббита.

EuTronic ® Arc Spray 4 - прочный, надежный и простой в использовании спрей. Пистолет и механизм подачи проволоки подключены к источнику питания с силой тока 350 А. Данный источник имеет высокий уровень изоляции, что обеспечивает высокую надежность в самых жестких условиях работы.
- услуги по восстановлению деталей, нанесению покрытий, напылению в вакууме, микроплазменному напылению, электроискровому легированию, плазменной обработке, аттестации покрытий, напылению нитрида титана, ремонту валов, покрытию от коррозии, нанесению защитного покрытия, упрочнению деталей;
- поставка оборудования для процессов финишного плазменного упрочнения, сварки, пайки, наплавки, напыления (например, газотермического, газопламенного, микроплазменного, высокоскоростного и детонационного напыления), электроискрового легирования, приборов контроля, порошковых дозаторов, плазмотронов и другого оборудования;
- поставка расходных материалов, таких как сварочная проволока, электроды, прутки для сварки, порошки для напыления, порошки для наплавки, порошки для аддитивных технологий, проволока для наплавки и другие материалы для процессов сварки, наплавки, напыления, аддитивных технологий и упрочнения;
- проведение НИОКР в области инженерии поверхности, трибологии покрытий, плазменных методов обработки, выбора оптимальных покрытий и методов их нанесения; , консалтинг в области наплавки, напыления, упрочнения, модификации, закалки.
Читайте также: