Автомат для сварки труб металлических
Обновлено: 18.05.2024
Автоматизация сварочного процесса – одна из основных задач современного производства. Она позволяет существенно повысить производительность на серийных линиях и улучшить качество соединений. При работе используется оборудование для автоматической сварки. Участие человека ограничивается настройкой аппарата и отслеживанием процесса.
При автоматической сварке используются такие технологии, как:
- дуговая,
- под флюсом,
- в среде защитных газов.
Электродуговая сварка автоматом производится открытыми трубчатыми электродами с обмазкой, которая при плавлении выделяет шлаки и газы. Этим обеспечивается защита от атмосферного кислорода.
Наибольшее распространение получили установки автоматической сварки, работающие под флюсом. Оборудование позволяет сваривать черные и цветные металлы, используется в машиностроении, судостроении, производстве магистральных труб и других отраслях промышленности.
В газоэлектрических аппаратах для автоматической сварки защита обеспечивается активными или инертными газами, которые подводятся к соплу горелки через рукав.
Устройство сварочного автомата
Установка для автоматической сварки включает следующие узлы:
- источник рабочего тока,
- сварочную головку,
- систему управления и контроля автоматом,
- механизм передвижения.
В качестве генератора тока используются инверторы, поддерживающие жесткие или падающие вольтамперные характеристики.
Сварочная головка является ключевым элементом аппарата. В ее функции входят подводка тока, подача сварочной проволоки, регулировка высоты горелки и угла наклона.
Для формирования шва необходимо обеспечить передвижение установки вдоль линии сваривания. В механизированных процессах применяют технологии перемещения либо детали относительно неподвижной подвесной головки, либо самого сварочного аппарата по направляющим. Для орбитального передвижения автомата при соединении магистральных труб используются пояса соответствующего диаметра.
Система управления сварочным процессом
Существует два типа установок для сварки: с постоянной скоростью подачи проволоки и с ее изменением в соответствии с напряжением дуги. В первом случае источником тока служит генератор с жесткими вольтамперными характеристиками. Увеличение или уменьшение длины дуги вызывает саморегулирование параметров тока. Такие установки предназначены для соединения изделий толщиной до 3 мм.
В устройствах с зависимыми характеристиками изменение напряжения, вызванное увеличением или уменьшением длины дуги, передается в виде сигнала на блок управления, где происходит корректировка скорости подачи проволоки. В таких установках используются генераторы тока с падающей вольтамперной характеристикой.
Проволока для автоматической сварки
Качество сварочного соединения во многом зависит от правильного выбора электродной проволоки. Всего существует более 70 марок расходного материала. Поскольку проволока участвует в формировании сварного шва, то желательно, чтобы ее химический состав был приближен к химическому составу изготавливаемой детали. В составе могут присутствовать ванадий, хром, титан и другие химические элементы. Сваривание нержавеющих сталей выполняется порошковой проволокой типа Tubrod.
Преимущества аппаратов для автоматической сварки
Применение сварочного автомата для сварки металла в производственных условиях:
- увеличивает производительность в 5–10 раз по равнению с ручными методами,
- минимизирует трудоемкость процесса,
- обеспечивает стабильный режим сварки и высокое качество шва,
- уменьшает расход электродов и электроэнергии.
ООО «ТСК» предлагает купить оборудование для автоматической сварки, выполнив заказ через сайт компании.
Разновидности сварочных автоматов и полуавтоматов
Электродуговая сварка считается наиболее распространенным способом получения неразъемных соединений металлических деталей. Она широко применяется в промышленном производстве, строительстве и при выполнении ремонтных работ. В отличие от пайки и склеивания, где присадочный материал не смешивается с основным, применение электрической дуги приводит к расплавлению и электрода, и соединяемых деталей. Происходящие в это время физические процессы и химические превращения позволяют получить шов с высокими механическими характеристиками.
Оборудование для проведения сварочных работ постоянно совершенствуется, и на сегодняшний день на рынке представлено огромное количество его модификаций. Наибольший интерес вызывают аппараты, которые относят к категориям автомат и полуавтомат. Несмотря на созвучность названий, они имеют ряд принципиальных отличий в конструкции и технологии сварки.
Конструкция полуавтоматического аппарата
Аппарат представляет собой модульную конструкцию, состоящую из источника тока, подающего механизма и горелки. Устройства для сварки в атмосфере защитного газа комплектуются баллонами. Существует ряд высокопроизводительных моделей с охлаждением, которые подключаются к магистрали или резервуару с водой. Полуавтоматы отличаются небольшим весом и высокой мобильностью. Их можно переносить или перевозить на шасси к месту проведения работ. Аппараты применяются для монтажа инженерных систем, при ремонте в условиях действующего производства и мастерских.
Также существуют полуавтоматы стационарной конструкции − сварочные посты. Их применяют в серийном производстве металлоконструкций, когда большинство швов имеет небольшую длину (до 0,8 м).
Главное конструктивное отличие полуавтомата от автомата – наличие горелки, которая обычно выполняется в форме пистолетной рукоятки.
К ней присоединяются:
- кабели питания и управления;
- газовый и водяной шланги;
- рукав с металлическим кордом для подачи проволоки.
Технология полуавтоматической сварки
Расплавленный металл электрода и соединяемых деталей нуждается в защите от атмосферного кислорода. Существуют две технологии, позволяющие избежать их интенсивного окисления и выгорания легирующих добавок.
- Сварка в среде защитных газов. Технология предполагает использование проволоки сплошного сечения, а также аргона или углекислоты. Газы подаются через сопло под небольшим избыточным давлением, позволяющим вытеснить воздух.
- Сварка порошковой проволокой. Содержащие флюс присадочные материалы позволяют обойтись без защитной атмосферы. При плавлении порошковой проволоки происходит образование шлака и газов, предохраняющих сварочную ванну от окисления.
В задачи оператора полуавтоматической установки входят выбор режима работы аппарата (настройка силы тока, выбор полярности) в соответствии с диаметром электрода и материалом, активация горелки и выполнение нужного количества проходов вдоль шва. Скорость подачи проволоки (сохранение постоянной длины дуги) регулируется в режиме автомата.
Многие современные аппараты имеют дополнительные функции, облегчающие работу сварщика: повышение напряжения при розжиге дуги, возможность переключения с постоянного тока на переменный или импульсный для соединения деталей из цветных металлов. Некоторые модели перестраиваются на сварку неплавящимся электродом или на обычную ручную.
Полуавтоматы с электронным управлением имеют встроенную память для сохранения настроек. Для перехода в другой режим оператору требуется только выбрать соответствующий номер программы.
Конструкции сварочных автоматов
Сварочные автоматы представляют собой целый класс высокотехнологичного оборудования. Чаще всего они используются в условиях производства. Автоматы самостоятельно подают присадочные материалы и перемещают сварочную головку вдоль шва. Многообразие конструкций таких аппаратов обусловлено различиями в производственных технологиях.
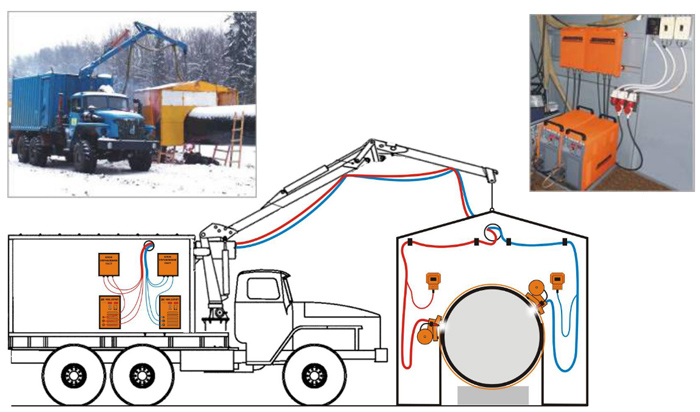
Схема организации сварочных работ на установке УАСТ-1 при строительстве трубопроводов
По способу перемещения автоматы бывают следующих типов.
- Подвесные. Оператор устанавливает сварочную головку и деталь в нужное пространственное положение. При этом перемещается последняя. Такие автоматы позволяют получать швы практически любой конфигурации.
- Самоходные. Такие автоматы устанавливаются на специальную тележку. Главная их особенность – возможность перемещения в процессе сварки и головки, и детали.
- Сварочные тракторы. Наиболее легкие и мобильные автоматы, снабженные шасси. Во время сварки трактор перемещается по специальным рельсам или самой детали. Главное преимущество такого автомата – возможность работы с деталями большой длины. Теоретически трактор способен выполнить бесконечный прямолинейный шов.
Сварочные автоматы применяются в производстве труб, сосудов и емкостей большого диаметра, строительных и промышленных металлоконструкций. Существуют специализированные аппараты для сварки определенных деталей. Многие производители комплектуют свои автоматы сменной оснасткой, позволяющей расширить сферу применения. Например, копирующие устройства позволяют выполнять сварку деталей сложной формы.
Конструктивно различают одно- и многоэлектродные автоматы. Последние отличаются более высокой производительностью. Некоторые автоматы могут быть объединены в технологические линии с единым управлением.
Технологии автоматической сварки
Выбор технологии зависит от специфики соединяемых деталей. Наибольшее распространение получили следующие виды.
- В среде защитного газа. Для получения шва требуемого качества могут использоваться аргон, гелий, а также различные смеси.
- Сварка под флюсом. Одна из наиболее производительных технологий, используемая в крупном машиностроении и металлургическом производстве. В качестве присадочных материалов автомат использует проволоку сплошного сечения и сыпучий флюс.
- Электрошлаковая сварка. Тепло для расплавления основного и присадочного металлов выделяется при прохождении тока через слой жидкого шлака. Такая сварка обеспечивает минимальное растворение водорода в металле и обеспечивает высокую ударную вязкость соединения.
Автоматы могут быть настроены на любой тип переноса присадочного металла в сварочную ванну, включая струйный. При возникновении короткого замыкания аппарат восстанавливает сварочную дугу без участия оператора.

Аппарат АДС-1 для автоматической сварки проволокой сплошного сечения в защитном газе CO2
Преимущества и недостатки полуавтоматической сварки
К преимуществам сварки в полуавтоматическом режиме можно отнести следующие.
- Возможность соединения тонколистовых материалов. Подбирая режим работы аппарата и диаметр проволоки, добиваются минимальных тепловых нагрузок и снижения эффекта коробления.
- Качество шва не зависит от его протяженности. При необходимости детали можно соединять точечной сваркой.
- Разнообразие материалов. Полуавтомат способен работать как с конструкционными углеродистыми сталями, так и со многими высоколегированными инструментальными. Изменением рода тока и полярности можно настроить режимы для сварки цветных металлов, в том числе с высокой химической активностью.
- Удобство настройки. Оператор может быстро настроить требуемый режим, что очень удобно при выполнении мелких работ.
Такие аппараты имеют также ряд недостатков, ограничивающих их применение.
- Невозможность работы с проволокой большого диаметра из-за ее высокой жесткости.
- Сложности в проведении сварочных мероприятий на открытом воздухе. Чтобы ветер не сносил защитную атмосферу, приходится увеличивать расход инертного газа.
- Интенсивное разбрызгивание металла при токах выше 500 А.
- Высокая интенсивность излучения от дуги.
- Необходимость в заправке баллонов.
Достоинства и недостатки применения автоматов
Преимущества сварочных автоматов хорошо проявляются в режимах интенсивной эксплуатации.
- Высокая производительность. Установки способны работать с лентой и проволокой больших сечений. Их производительность позволяет выполнять сварку деталей толщиной более 100 мм. Также они эффективны, если необходимо получить большое количество коротких швов при серийном производстве.
- Исключено влияние человеческого фактора. Работа автомата не зависит от физического и психологического состояния оператора. Если настройка выполнена в соответствии с технологией, шов получится ровным по длине и толщине.
- Работа в труднодоступных местах. Конструкции аппаратов позволяют выполнять сварку там, где человек не сможет находиться физически. Некоторые установки рассчитаны именно на такие специфические операции.
- Удобство регулировки. Современные автоматы оснащены электронным управлением и встроенной памятью. Для каждого нового изделия параметры сварки настраиваются один раз. Впоследствии предустановки можно загрузить из памяти.
- Безопасность оператора. Современные установки оснащаются системами принудительного удаления дыма и другими средствами защиты. Благодаря отсутствию воздействия вредных и опасных факторов снижается риск возникновения профессиональных заболеваний.
Основные недостатки автоматов – это высокая стоимость и затраты на организацию процесса. Для установки некоторых элементов и свариваемых деталей может потребоваться грузоподъемное оборудование. Чтобы получить качественный шов, начальная настройка режима должна быть выполнена тщательно: оператор должен иметь соответствующую квалификацию.
Чтобы получить дополнительную информацию о сварочном оборудовании и профессиональные рекомендации по выбору, свяжитесь с представителем ООО «ТСК» по телефону. Мы готовы создать проект сварочного производства, обеспечить его сопровождение, а также комплектацию оборудованием и материалами.
Автоматические орбитальные установки для сварки труб
Установка для орбитальной сварки KHMA под слоем флюса (SAW)
Установка орбитальной сварки KHMA (Китай) предназначена для сварки под слоем флюса труб к цилиндрам.
Переносная сварочная головка KHGH для орбитальной аргонодуговой сварки
Уникальная переносная сварочная головка KHGH (Китай) для сварки стыков труб небольшого диаметра с очень тонкой толщиной стенки, сварочных узлов «труба с трубой», «труба с коленчатой трубой».
Подвесная сварочная головка для орбитальной сварки KHB12-80
Подвесная сварочная головка для орбитальной сварки KHB12-80 (Китай) используется для аргонодуговой сварки узлов «труба - трубная доска».
Сварочная головка KHBT для орбитальной аргонодуговой сварки
Сварочная головка KHBT (Китай) специально разработана для орбитальной сварки систем «труба - трубная доска» изнутри цилиндра.
Настольный сварочный автомат KHGT для сварки труб
Сварочный автомат KHGT (Китай) представлен тремя моделями.
Подвесная сварочная головка KHGF для орбитальной сварки
Подвесная сварочная головка KHGF (Китай) предназначена для аргонодуговой сварки неплавящемся электродом (TIG) для сварки узлов трубопровода, таких как труба с трубной головкой.
Автоматическая орбитальная установка KHGK
Инновационная орбитальная установка KHGK (Китай) для сварки конструкций, узлов и подузлов трубопроводов из различных марок стали, а также титана и его сплавов.
Автоматическая орбитальная установка KHGC
Уникальная автоматическая орбитальная установка KHGC (Китай) для сварки труб различного диаметра как в условиях сварочного цеха, так при выполнении монтажных работ.
Комплексная установка орбитальной сварки KH315A
Установка орбитальной сварки KH315A (Китай) предназначена для сварки труб из различных марок стали.
Сварочная головка KHGL для орбитальной аргонодуговой сварки
Сварочная головка KHGL (Китай) применяется для орбитальной аргонодуговой сварки узлов «труба с трубой», «труба с коленчатой трубой», «труба с корпусом клапана» в вертикальном положении.
Наша компания предлагает уникальное оборудование для автоматической орбитальной сварки стыков труб. Автоматическая сварка проволокой сплошного сечения или без присадки в среде аргона применяется для сварки сварных швов неповоротных стыков труб различного диаметра. Для автоматической сварки применяются установки, укомплектованные механизмами подачи сварочной проволоки, сварочными головками, источниками питания.
Специальные источники питания сварочного тока обеспечивают импульсно-дуговой режим автоматизированной сварки, регламентированный технологическим процессом. Трубосварочные автоматические установки снабжены аппаратурой управления с автоматическим циклом или с дистанционным управлением посредством выносного пульта.
Для сварки труб разного диаметра шва мы предлагаем автоматы, обеспечивающие следующие операции:
- Возбуждение дуги бесконтактным способом или путем контакта электрода с изделием при сварочном токе не более 20 А.
- Регулируемый по времени прогрев участка начала сварки.
- Равномерное или шаговое перемещение сварочной головки вокруг стыка.
- Заварку кратера шва путем плавного снижения сварочного тока до величины, не превышающей 20 А.
Производители
контакты
Сварочные аппараты для стальных труб

Дистиллятор «Тополь 2020» на 25 л с выходом под ТЭН, в комплекте.
Прораб FORVARD 170 INV
Сварка инвертор PRORAB FORVARD 170 INV 170 А

TUSCAR SKL12
Гриль керамический TUSCAR SKL12 (31см, решетка-гриль, раздвижные столешницы, черный)

TUSCAR SKL18
Гриль керамический TUSCAR SKL18 (48см, решетки-гриль - 2шт., раздвижные столешницы, тележка на колесах, черный)

MDкерамика трехярусная
Тарелка-решетка MDкерамика трехярусная

STIGA SP 426-15
Бензопила STIGA SP 426-15", 1,9кВт, 2,58л.с., 42,4см3, 5,7кг

TUSCAR SKL22H
Гриль керамический TUSCAR SKL22H (57см, решетки-гриль - 2шт., раздвижные столешницы, тележка на колесах, черный, высокий)

Husqvarna PW 345C
Мойка Husqvarna PW 345C, 220В, 2,4кВт, 135-145бар, 420-550л/час, шланг с текстил. армированием 8м

Stihl SR 450
Опрыскиватель STIHL SR 450, 14л, 12,8кг

Amfora Сармат Атаман
Тандыр Amfora Атаман (12 шампуров, кочерга, совок, колосник, приспособление для подвешивания шампуров)

Champion ET1200A
Триммер эл. CHAMPION ET1200А (1200Вт, 2 лески, 2,4мм, шир. 350мм, 5,7кг, прямой вал, 4-х лоп.нож)

Gardena Premium
Дождеватель импульсный на подставке Premium, GARDENA

Тополь 2020
Читайте также: