Басма тиснение по металлу
Обновлено: 17.05.2024
Установи часы правильно
Тонкие листы металлической фольги с печатным рельефным узором, а также технику их изготовления издревле называют в декоративно-прикладном искусстве коротким словом – басма. В Древнюю Русь басма пришла из Средней Азии и в переводе с тюркских языков означает «тиснение». Ее техника отличается простотой и технологичностью приемов исполнения. Суть их заключалась в том, что тонкие металлические листы клали на отлитую заранее из бронзы матрицу с рельефным изображением. Сверху лист накрывали свинцовой пластинкой, но которой с силой ударяли молотком. Свинец заполнял углубления матрицы. Под его давлением мягкая фольга растягивалась и, ложась на поверхности рельефа, точно передавала все его особенности.
Уже в I тысячелетии н. э. славянские мастера использовали технику басмы для изготовления поясных бляшек, накладок, височных колец и других украшений. Так же, как и литье, басма давала возможность получать большое количество одинаковых рельефных изображений, то есть тиражировать изделия. Внешне басменный рельеф мало чем отличается от литого. Поскольку на его создание уходит меньше металла, он гораздо легче. Экономия металла, особенно золота и серебра, – одна из основных причин, способствовавших широкому распространению техники басмы в Древней Руси. При раскопках древнего Новгорода в культурном слое XIІ века на усадьбе художника Олисея Петровича Гречина был найден фрагмент ризы для большой иконы с тиснением по мягкой бронзе. Сохранились иконы xiii – xiv веков из Суздаля, декорированные серебряными и золотыми орнаментами с тонкой проработкой деталей. Нередко древние мастера сочетали басму с чеканкой. При этом басменный рельеф был вспомогательным н служил как бы канвой, по которой выполнялась чеканка. Порой рельефы, выполненные в смешанной технике, трудно отличить от изначально чеканной работы. Мастера такой прием называли басмой на чеканное дело. В этой технике выполнены серебряные оклады икон ДонскойБогоматерн и Олигитрии (конец XIV – начало XV века), хранящиеся в Загорском музее.
Одной из вершин русской басмы является оклад иконы Дмитрия Солунского, выполненный в 1586 году. На нем древний мастер изобразил сложные многофигурные композиции, объединив их в единое целое традиционным басменным орнаментом в виде извивающихся растительных побегов, в изгибах которых расположил причудливые цветы. Излюбленный традиционный орнамент служил своеобразным декоративным фоном, объединяющим клейма – многофигурные композиции, изображающие сцены христианской мифологии. В XVІІ веке мотив вьюнка с пышными цветами в завитках постепенно исчезает. Позднее художники стали разрабатывать и развивать новые темы орнаментального декора.
Изготовление басмы не требует сложного оборудования, поэтому басменная техника может найти самое разнообразное применение не только в школьной, ни и домашней мастерской. Ее целесообразно применять в тех случаях, когда необходимо получить множество совершенно одинаковых узоров, например, для багета, идущего на изготовление карнизов и рам. Часто при изготовлении мебели применяют ручки с декоративным рельефом. Нужное число рельефов для этих ручек нетрудно сделать самостоятельно, используя технику басмы. При необходимости можно изготовить по заранее разработанным эскизам все возможные значки, эмблемы, накладные рельефы для призовых кубков и многое другое.
Рассмотрим более подробно процесс изготовления басмы на примере накладного рельефа для багета. Для работы подойдут медные, латунные и алюминиевые листы толщиной от 0,1 до 0,3 мм. Не всегда просто приобрести фольгу из цветного металла. Поэтому на первых пopaх, особенно на стадии овладения техническими приемами, может выручить такой бросовый материал, как алюминиевая фольга от тюбиков (например, из-под зубной пасты), а также консервные банки из алюминия. Использованный тюбик разрезают, промывают водой, а затем, положив внутренней золотистой стороной на гладкую поверхность стола, тщательно выглаживают деревянной, металлической или костяной гладилкой (можно использовать любой предмет с достаточно гладкой поверхностью).
Внутреннюю сторону, покрытую лаком, будем считать лицевой. Прежде чем пустить в дело листовой металл консервных банок, следует с помощью магнита убедиться, что они не железные, а алюминиевые. Банку разрезают на полосы нужной ширины. Затем полосы нагревают на огне до тех пор. пока они не приобретут темно-золотистый цвет, возникающий от воздействия высокой температуры на тонкий слой покрывающего их лака. При желании алюминиевые, полоски от консервной банки можно довести до темно-коричневого, почти черного цвета. Прокаленный металл не только приобретет темную окраску и ровный приятный блеск, но и станет мягким. Если в вашем распоряжении имеется медная или латунная фольга, то полосы, нарезанные из нее, скатывают в рулоны, накаляют на огне докрасна и затем резко опускают в холодную воду. Термообработка снимает виутри-кристаллическое напряжение в металле, делает его мягче и пластичнее, и резкое охлаждение способствует удалению образовавшейся окалины. В отличие от латуни и меди алюминий нагревают до почернения контрольной черточки, проведенной заранее на поверхности металла мылом. Последовательность выполнения басменного узора дана на рис.1.
Изготовление матрицы. Матрицу отливают из бронзы и цинка в литейной форме, изготовленной из твердой модели, вырезанной из дерева (березы, бука, осины) или гипса. Модель из гипса выполняют в следующей последовательности. Из жидкого гипса, имеющего консистенцию густой сметаны, отливают плиткy, соответствующую размерам модели рельефа. Как только гипс примерно через 15–20 минут затвердеет, но не высохнет окончательно, на него переводят контуры узора. Затем скальпелем, ножом-косяком и узкими полукруглыми и прямыми стамесочками вырезают рельеф на глубину 1–3 мм. Поскольку гипс режется очень легко, инструменты для его обработки можно сделать из любого металла. Полукруглые стамесочки изготавливаются из стальных перьев различной ширины,
Деревянные модели выполняют с помощью различных резчицких инструментов.
Если же в качестве модели использовать уже готовый рельеф, то изготовление басмы доступно даже тем, кто не имеет навыков в рисования и нe знаком с резьбой по дереву. Предположим, что нужно изготовить басменный рельеф для рамки. За основу можно взять любой отрезок багета с рельефным узором. Прежде всего точно определите границы раппорта, то есть повторяющейся части узора. Руководствуясь ими, склейте из картона узкую рамку и прикрепите ее к багету с помощью пластилина. Участок рельефа, включенного в рамку, а также ее внутренние стенки смажьте вазелином с помощью кисти. Вазелин будет служить разделительным слоем, не дающим залитому в опалубку гипсу прилипать к стенкам и рельефу. Разведите в гипсовке 9 частей гипса в 7 частях воды. Вместо формовочного гипса можно использовать строительный (алебастр). Гипсовку легко сделать из старого резинового мяча. Мяч разрезают пополам, а затем укрепляют на подставке. Резиновая гипсовка удобна тем, что после работы из нее легко удаляется засохший гипс: достаточно легкого нажима на гибкие стенки. Гипсовый раствор, имеющий консистенцию сметаны, залейте в опалубку из картона. Примерно через 20–30 мин, когда гипс, затвердеет окончательно, снимите с багета пластилин и опалубку. Осторожно отделите гипсовую модель матрицы от рельефа. Вырезав сбоку два конических отверстия для направляющих штырей, высушите гипсовую модель. Чтобы она не впитывала влагу, покройте ее несколько раз масляным лаком или эпоксидным клеем, которым продается в хозяйственных магазинах. Прежде чем пользоваться эпоксидным клеем, внимательно прочтите инструкцию, вложенную в коробку, и при работе с ним не забывайте соблюдать все необходимые меры предосторожности. Каждый последующий слой лака или клея наносится только после полного высыхания предыдущего. Загустевший лак разводят до рабочего состояния растворителями, а эпоксидный клей ацетоном. Готовая к отливке гипсовая модель матрицы должна иметь легкий глянцеватый блеск.
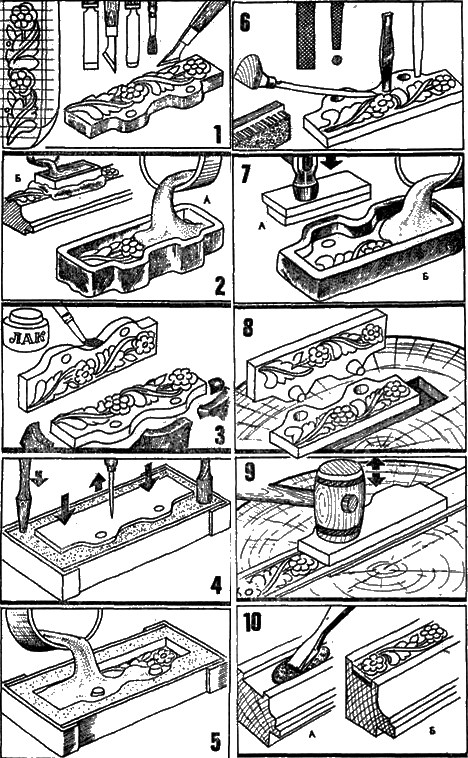
Рис 1. Поспедовательность выполнения басменного рельефа:
1 – эскиз раппорта багета, изготовление по нему модели;
2 – изготовление гипсовой формы по модели (А) и по готовому багету (Б);
3 – отделение гипсовой модели матрицы;
4 – формовка и извлечение модели из опоки;
5 – заливка формы металлом (получение матрицы);
6 – проработка деталей матрицы;
7 – изготовление пуансона штамповкой (А) и отливкой (Б);
8 – способ закрепления матрицы;
9 – тиснение басменного узора;
10 – крепление басмы на багете
Гипсовую модель матрицы по деревянной модели отливают так же, как и по готовому рельефу на багете. Обработанную лаком или эпоксидным клеем деревянную модель кладут на ровную поверхность и укрепляют вокруг нее бортик из пластилина. Смазав вазелином рельеф и стенки бортика, вливают гипсовый раствор. Как только он затвердеет, бортик удаляют и отделяют гипсовую модель матрицы от деревянной модели рельефа.
По гипсовой модели матрицу отливают из бронзы или цинка в простейшей литейной, так называемой открытой форме. Ее опока представляет собой коробочку, согнутую из жести от консервной банки. В опоку засыпьте тщательно перемешанную формовочную смесь, состоящую из9 частей просеянного речного песка, 1 части сухого глиняного порошка и 0,5 части воды. Заполнив жестяную коробочку-опоку доверху, снимите сверху линейкой лишнюю смесь. Модель матрицы припудрите тальком и вдавите ее в формовочную смесь. Утрамбовав смесь вокруг модели, добавьте свежую формовочную смесь, чтобы она была на одном уровне с верхней гранью модели и бортами опоки.
Чтобы извлечь модель из формы, в качестве подъема используют острое шило, которое вставляют в проколотое заранее углубление. Убедившись, что кончик шила достаточно надежно вошел в модель, поднимите его вверх строго по вертикали. Вместе с ним из формовочной массы будет извлечена модель матрицы. В песчано-глинистой формовочной смеси должен остаться четкий обратный рельеф (контррельеф).
Полученную литейную форму проще всего залить расплавленным цинком. Он довольно легко плавится в жестяной банке в печи или на костре.
Когда металл остынет, матрицу нужно извлечь из формы и внимательно осмотреть: на ее поверхности могут оказаться мелкие раковины и наплывы, которые удаляют чеканкой. При этом используют чеканы с самой разнообразной конфигурацией бойков. Для дополнительной более четкой проработки деталей используют также зубильца и штихели.
Изготовление пуансона. Получение оттиска на тонком листовом металле возможно только при наличии пуансона, представляющего собой контррельеф (обратный рельеф), все выступающие части которого точно соответствуют углублениям в матрице, и наоборот. Пуансон изготавливают из свинца. Если рельеф матрицы имеет глубину менее 1 мм, то пуансон делают из свинцовой пластинки с помощью штамповки. Пластинку накладывают на матрицу и равномерно ударяют по ней молотком до тех пор, пока мягкий металл не войдет в углубления матрицы, как бы в зеркальном отражении повторив все особенности ее рельефа.
Пуансон с глубиной рельефа до 3 мм удобнее отлить. Матрицу положите на кирпич или каменную плиту и вылепите вокруг нее тонкую стенку из глины. Борта ее должны возвышаться над матрицей на толщину отливаемого пуансона. Расплавленный свинец залейте в глиняную опалубку доверху. Как только металл окончательно остынет, опоку разрушьте и отделите пуансон от матрицы. Сваривания цинка или бронзы со свинцом опасаться не следует, ведь хорошо известно, что у цинка и бронзы болей высокая температура плавления, чем у свинца. На свинцовом пуансоне вместе с контррельефом будут отлиты два направляющие штыря, обеспечивающих точность соединения его с матрицей в процессе выполнения тиснения.
Получение оттисков. Чтобы матрица не смещалась вовремя работы, ее закрепляют на торце кряжа в вырезанном заранее углублении. Тонкий отожженный лист поместите между матрицей и пуансоном и, ударяя сверху равномерно деревянным молотком, добейтесь, чтобы пуансон плотно вошел в матрицу. При этом тонкий лист металла, растягиваясь, точно передаст все особенности рельефа: изгибы, выступы, впадины. Получится своеобразная копия литого рельефа. Но пока это будет только отдельная часть узора в полосе (раппорт). Приподняв пуансон, передвиньте полоску из листового металла и выполните тиснение следующею ее участка. Выполнив таким образом оттиск вдоль всей полосы, внимательно осмотрите рельефный узор. Если его детали где-то получились не совсем четкими, проработайте их инструментами, применяемыми в чеканке, – чеканами, гладилками, канфарниками.
Декоративная отделка. Готовый басменный рельеф декорируют так же, как и чеканный, покрывая его тонким слоем темной патины. Темный цвет патины приглушает чрезмерный блеск, мешающий восприятию рельефного узора, создает впечатление старого благородного металла. Алюминий можно тонировать коричневой или черной масляной краской. Краску наносят тонким слоем на поверхность рельефа и, не дожидаясь, когда она высохнет, тряпичным тампоном или ладонью снимают часть краски, находящейся на выпуклых участках рельефа.
Медь патинируют так называемой серной печенью. О том. как ее приготовить, подробно рассказано в разделе «Декоративная отделка металла».
Перед патинированием басму шлифуют, полируют, а затем отбеливают в 10 %-ном растворе соляной кислоты. После отбеливания металл промывают чистой кодой и сушат. Басму опускают в раствор серной печени и вынимают, как только будет получена нужная тональность окраски. Тонированную басму промывают водой, сушат, а затем полируют мелким порошком пемзы или полевого хвоща. Высветленные выпуклые участки металла зрительно усиливают глубину рельефа, делают его более выразительным.
Когда декоративная отделка будет закопчена, по линиям, приведенным с помощью линейки, обрежьте края. Ширина рельефа должна равняться ширине углубления, выструганного рубанком-шпунтубелем или же выфрезерованным в багете. Полоски с басменным рельефом можно прибить к деревянной основе мелкими гвоздями (как это делали в старину) или же приклеить эпоксидной мастикой. Еe изготовляют на основе эпоксидного клея, в который в качестве наполнителя добавляют сухой глиняный порошок, тертый кирпич, тальк, гипс, мел и т. п. Наполнитель добавляют в клей до образования однородной массы, напоминающей жидкую замазку или густую шпаклевку. Басменный рельеф с обратной стороны заполняют мастикой и вставляют в выемку багета, прижав сверху грузом. Через несколько часов, как только мастика схватится, груз можно снять. Окончательное отвердение мастики происходит примерно через сутки. Деревянные части багета зачищают шкуркой и тонируют морилкой в тон патины, нанесенный на басменный рельеф. На рис. 2 даны фрагменты басменных узоров.
БАСМА
Тонкие листы металлической фольги с печатным рельефным узором, а также технику их изготовления издревле называют в декоративно-прикладном искусстве коротким словом – басма. В Древнюю Русь басма пришла из Средней Азии и в переводе с тюркских языков означает «тиснение». Ее техника отличается простотой и технологичностью приемов исполнения. Суть их заключалась в том, что тонкие металлические листы клали на отлитую заранее из бронзы матрицу с рельефным изображением. Сверху лист накрывали свинцовой пластинкой, но которой с силой ударяли молотком. Свинец заполнял углубления матрицы. Под его давлением мягкая фольга растягиваласьи, ложась яа поверхности рельефа, точно передавала все его особенности.
Уже в I тысячелетии н. э. славянские мастера использовали технику басмы для изготовления поясных бляшек, накладок, височных колец идругих украшений. Так же, как илитье, басма давала возможность получать большое количество одинаковых рельефных изображений, то есть тиражировать изделия. Внешне басменный рельеф мало чем отличается от литого. Поскольку наего создание уходит меньше металла, он гораздо легче. Экономия металла, особенно золота и серебра, – одна из основных причин, способствовавших широкому распространению техники басмы в Древней Руси. При раскопках древнего Новгорода в культурном слое XIІ века на усадьбе художника Олисея Петровича Гречина был найден фрагмент ризы для большой иконы с тиснением по мягкой бронзе. Сохранились иконыxiii – xiv веков из Суздаля, декорированные серебряными и золотыми орнаментами с тонкой проработкой деталей. Нередко древние мастера сочетали басму с чеканкой. При этом басменный рельеф был вспомогательным н служил как бы канвой, по которой выполнялась чеканка. Порой рельефы, выполненные в смешанной технике, трудно отличить от изначально чеканной работы. Мастера такой прием называли басмой на чеканноедело. В этой технике выполнены серебряные оклады икон ДонскойБогоматерн и Олигитрии (конец XIV – начало XV века), хранящиеся в Загорскоммузее.
Одной из вершин русской басмы является оклад иконы Дмитрия Солунского, выполненный в 1586 году. На нем древний мастер изобразил сложные многофигурные композиции, объединив их в единое целое традиционным басменным орнаментом в виде извивающихся растительных побегов, в изгибах которых расположил причудливые цветы. Излюбленный традиционныйорнамент служил своеобразным декоративным фоном, объединяющим клейма – многофигурные композиции, изображающие сцены христианской мифологии. В XVІІ векемотив вьюнка с пышными цветами в завитках постепенно исчезает. Позднее художники стали разрабатывать и развивать новые темы орнаментального декора.
Рассмотрим более подробно процесс изготовления басмы на примере накладного рельефа для багета. Для работы подойдут медные, латунные и алюминиевые листы толщиной от 0,1 до 0,3 мм. Не всегда просто приобрести фольгу из цветного металла. Поэтому на первых пopaх, особенно на стадии овладения техническими приемами, может выручить такой бросовый материал, как алюминиевая фольга от тюбиков (например, из-под зубной пасты), а также консервные банки из алюминия. Использованный тюбик разрезают, промывают водой, а затем, положив внутренней золотистой стороной на гладкую поверхность стола, тщательно выглаживают деревянной, металлической или костяной гладилкой (можно использовать любой предмет с достаточно гладкойповерхностью).
Внутреннюю сторону, покрытую лаком, будем считать лицевой. Прежде чем пустить в дело листовой металл консервных банок, следует с помощью магнита убедиться, что они не железные, а алюминиевые. Банку разрезают на полосы нужной ширины. Затем полосы нагревают на огне до тех пор. пока они не приобретут темно-золотистый цвет, возникающий от воздействия высокой температуры на топнкий слой покрывающего их лака. При желании алюминиевые, полоски от консервной банки можно довести до темно-коричневого, почти черного цвета. Прокаленный металл не только приобретет темную окраску и ровный приятный блеск, но и станет мягким. Если в вашем распоряжении имеется медная или латунная фольга, то полосы, нарезанные из нее, скатывают в рулоны, накаляют на огне докрасна и затем резко опускают в холодную воду. Термообработка снимает виутрикристаллическое напряжение в металле, делает его мягче и пластичнее, и резкое охлаждение способствует удалению образовавшейся окалины. В отличие от латуни и меди алюминий нагревают до почернения контрольной черточки, проведенной заранее на поверхностиметалла мылом. Последовательность выполнения басменного узора дана на рис.1.
Изготовление матрицы. Матрицу отливают из бронзы и цинка в литейной форме, изготовленной из твердой модели, вырезанной из дерева (березы, бука, осины) или гипса. Модель из гипсавыполняют в следующей последовательности. Из жидкого гипса, имеющегоконсистенцию густой сметаны, отливают плиткy, соответствующую размерам модели рельефа. Кактолько гипс примерно через 15–20 минут затвердеет, но невысохнет окончательно, на негопереводят контуры узора. Затем скальпелем, ножом-косякоми узкими полукруглыми и прямыми стамесочками вырезают рельеф на глубину 1–3 мм. Поскольку гипс режетсяочень легко, инструменты для его обработки можно сделать из любого металла. Полукруглые стамесочки изготавливаютсяиз стальных перьев различной ширины,
Если же в качестве модели использовать уже готовый рельеф, то изготовление басмы доступно даже тем, кто не имеет навыков в рисования и нe знаком с резьбой по дереву. Предположим, что нужно изготовить басменный рельеф для рамки. За основу можно взять любой отрезок багета с рельефным узором. Прежде всего точно определите границы раппорта, то есть повторяющейся части узора. Руководствуясь ими, склейте из картона узкую рамку и прикрепите ее к багету с помощью пластилина. Участок рельефа, включенного в рамку, а также ее внутренние стенки смажьте вазелином с помощью кисти. Вазелин будет служить разделительным слоем, не дающим залитому в опалубку гипсу прилипать к стенкам и рельефу. Разведите в гипсовке 9 частей гипса в 7 частях воды. Вместо формовочного гипса можно использовать строительный (алебастр). Гипсовку легко сделать из старого резинового мяча. Мяч разрезают пополам, а затем укрепляют на подставке. Резиновая гипсовка удобна тем, что после работы из нее легко удаляется засохший гипс: достаточно легкого нажима на гибкие стенки. Гипсовый раствор, имеющий консистенцию сметаны, залейте в опалубку из картона. Примерно через 20–30 мин, когда гипс, затвердеет окончательно, снимите с багета пластилин иопалубку. Осторожно отделите гипсовую модель матрицы от рельефа. Вырезавсбоку два коническихотверстия для направляющих штырей, высушите гипсовую модель. Чтобы она не впитывала влагу, покройте ее несколько раз масляным лаком или эпоксидным клеем, которым продается в хозяйственныхмагазинах. Прежде чем пользоваться эпоксидным клеем, внимательно прочтите инструкцию, вложенную в коробку, и при работе с ним не забывайте соблюдать все необходимые меры предосторожности. Каждый последующий слой лака или клея наносится только после полного высыхания предыдущего. Загустевший лак разводят до рабочего состояния растворителями, а эпоксидныйклей ацетоном. Готовая к отливке гипсовая модель матрицы должна иметь легкий глянцеватый блеск.
Гипсовую модель матрицы по деревянной модели отливают так же, как и по готовому рельефу на багете. Обработанную лаком или эпоксидным клеем деревянную модель кладут на ровную поверхность и укрепляют вокруг нее бортик из пластилина. Смазав вазелином рельеф и стенкибортика, вливают гипсовый раствор. Как только он затвердеет, бортик удаляют и отделяют гипсовую модель матрицы от деревянной модели рельефа.
По гипсовой модели матрицу отливают из бронзы или цинка в простейшей литейной, так называемой открытой форме. Ее опока представляет собой коробочку, согнутую из жести от консервной банки. В опоку засыпьте тщательно перемешанную формовочную смесь, состоящую из9 частей просеянного речного песка, 1 части сухого глиняного порошка и 0,5 части воды. Заполнив жестяную коробочку-опоку доверху, снимите сверху линейкой лишнюю смесь. Модель матрицы припудрите тальком и вдавите ее в формовочную смесь. Утрамбовав смесь вокруг модели, добавьте свежую формовочную смесь, чтобы она была на одном уровне с верхней гранью модели ибортами опоки.
Когда металл остынет, матрицу нужно извлечь из формы и внимательно осмотреть: на ее поверхности могут оказаться мелкие раковины инаплывы, которые удаляют чеканкой. При этом используют чеканы с самой разнообразной конфигурацией бойков. Для дополнительной болеечеткой проработки деталейиспользуют также зубильца и штихели.
Получение оттисков. Чтобы матрицане смещалась вовремя работы, ее закрепляют на торце кряжа в вырезанном заранее углублении. Тонкийотожженный лист поместите между матрицей и пуансоном и, ударяя сверху равномерно деревянным молотком, добейтесь, чтобы пуансон плотно вошел в матрицу. Приэтом тонкий лист металла, растягиваясь, точно передаст все особенности рельефа: изгибы, выступы, впадины. Получится своеобразная копия литого рельефа. Но пока это будет только отдельная часть узора в полосе (раппорт). Приподняв пуансон, передвиньте полоску из листового металла ивыполните тиснение следующею ееучастка. Выполнив таким образом оттиск вдоль всей полосы, внимательно осмотрите рельефный узор. Если его детали где-то получились не совсем четкими, проработайте их инструментами, применяемыми в чеканке, – чеканами, гладилками, канфарниками.
Декоративная отделка. Готовый басменный рельеф декорируют так же, как и чеканный, покрывая его тонким слоем темной патины. Темный цвет патины приглушает чрезмерный блеск, мешающий восприятию рельефного узора, создает впечатление старого благородного металла. Алюминий можно тонировать коричневой или черной маслянной краской. Краску наносят тонким слоем на поверхность рельефа и, не дожидаясь, когда она высохнет, тряпичным тампоном или ладонью снимают часть краски, находящейся на выпуклых участках рельефа.
Медь патинируют такназываемой серной печенью. О том. как ее приготовить, подробно рассказано в разделе «Декоративная отделка металла».
Когда декоративная отделка будет закопчена, по линиям, приведенным с помощью линейки, обрежьте края. Ширина рельефа должна равняться ширине углубления, выструганного рубанком-шпунтубелем или же выфрезерованным в багете. Полоски с басменным рельефом можно прибить к деревянной основе мелкими гвоздями (как это делали в старину) или же приклеить эпоксидной мастикой. Еe изготовляют на основе эпоксидного клея, в который в качестве наполнителя добавляют сухой глиняный порошок, тертый кирпич, тальк, гипс, мел и т. п. Наполнитель добавляют в клей до образования однородной массы, напоминающей жидкуюзамазку или густуюшпаклевку. Басменныйрельеф с обратной стороны заполняютмастикой и вставляют в выемку багета, прижавсверху грузом. Через несколько часов, как только мастика схватится, груз можноснять. Окончательное отвердение мастики происходит примерно через сутки. Деревянные части багета зачищают шкуркой и тонируют морилкой в тон патины, нанесенный на басменный рельеф.
Глава 5. Басма. Рельефная металлпластика

Рис. 5.1. Басма. Старинный орнамент.
Примерно в 80-х годах прошлого века басма снова стала востребованной.
Материал для басмы выбирают тот же, что и для чеканки. Единственное ограничение – толщина листов должна быть не более 0,3 мм.
В Древнюю Русь басма пришла из Средней Азии и в переводе с тюркских языков означает «тиснение, оттиск» и еще до нашествия монголов распространилась так широко, как ни в одной другой стране.
Ее техника отличается простотой и технологичностью приемов исполнения. Суть их заключалась в том, что тонкие металлические листы клали на отлитую заранее из бронзы матрицу с рельефным изображением. Сверху лист закрывали свинцовой пластинкой, по которой с силой ударяли молотком. Свинец заполнял углубления матрицы. Под его давлением мягкая фольга растягивалась и, ложась на поверхности рельефа, точно передавала все его особенности.
Уже в I тыс. и. э. славянские мастера использовали технику басмы для изготовления поясных бляшек, накладок, височных колец, и других украшений. Также, как и литье, басма давала возможность получать большое количество рельефных одинаковых изображений, то есть тиражировать изделия. Внешне басменный рельеф мало чем отличается от литого. Поскольку на его создание уходит меньше металла, он гораздо легче. Экономия металла, особенно золота и серебра – одна из основных причин, способствовавших широкому распространению техники басмы в Древней Руси. При раскопках древнего Новгорода в культурном слое XII века на усадьбе художника Олисея Петровича Гречихина был найден фрагмент ризы для большой иконы с басменным тиснением по мягкой бронзе. Сохранились иконы XIII–XIV веков из Суздаля, декорированные серебряными и золотыми орнаментами с тонкой проработкой деталей.
В фондах Казанского краеведческого музея хранится большое количество блях, изготовленных волжскими болгарами в XII–XIII веках. На территории Древней Руси во Владимирско-Суздальской земле были найдены матрицы для штамповки золотых и серебряных бляшек. Приходим к выводу, что штамповка басменных изделий – древняя технологическая операция. А первые штампованные изделия, по мнению археологов, относятся к VII–IV векам до н. э., когда скифы применяли штампы для изготовления декоративных бляшек из золота и серебра, а затем украшали ими свою одежду и сбрую коней.
Большое количество золотых бляшек, изготовленных скифами способом штамповки, хранится в золотом фонде Государственного Эрмитажа.
Нередко древние мастера сочетали басму с чеканкой. При этом басменный рельеф был вспомогательным и служил как бы канвой, по которой выполнялась чеканка. Порой рельефы, выполненные в смешанной технике, трудно отличить от изначально чеканной работы. Мастера такой прием называли басмой на чеканное дело. В этой технике выполнены серебряные оклады икон Донской Богоматери и Одигитрии (конец XIV – начало XV века), хранящиеся в Загорском музее.
Одной из вершин русской басмы является оклад иконы Дмитрия Солунского, выполненный в 1586 году. На нем древний мастер изобразил сложные многофигурные композиции, объединив их в единое целое традиционным басменным орнаментом в виде извивающихся растительных побегов, в изгибах которых расположил причудливые цветы. Излюбленный традиционный орнамент служил декоративным своеобразным фоном, объединяющим клейма – многофигурные композиции, изображающие сцены христианской мифологии. В XVII веке мотив вьюнка с пышными цветами в завитках постепенно исчезает. Позднее художники стали разрабатывать и развивать новые темы орнаментального декора.
В XIX веке басму вытесняет штамповка (см. рис. 5.2), более производительная и дешевая по себестоимости техника. Отдельные мастера, близкие к старообрядчеству, работали в технике ручного тиснения впредь до начала XX века. «Были попытки возродить технику басмы и у отдельных ювелирных фирм в XIX – начале XX века, например «Товарищество П.И. Оловянишников и Сыновья». Электронная версия. Православная энциклопедия // под ред. Патриарха Московского и всея Руси Алексия II, – М., 2008.
Рассмотрим простой пример. Всем с детства известно, если на монету положить бумагу, а еще лучше фольгу и потереть мягким карандашом, на ней можно получить отпечаток – копию. Такая технология получения отпечатков называется басменным тиснением, а сами листы с изображением – басмой.
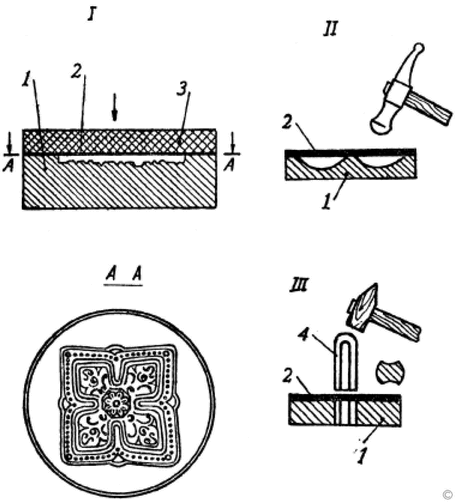
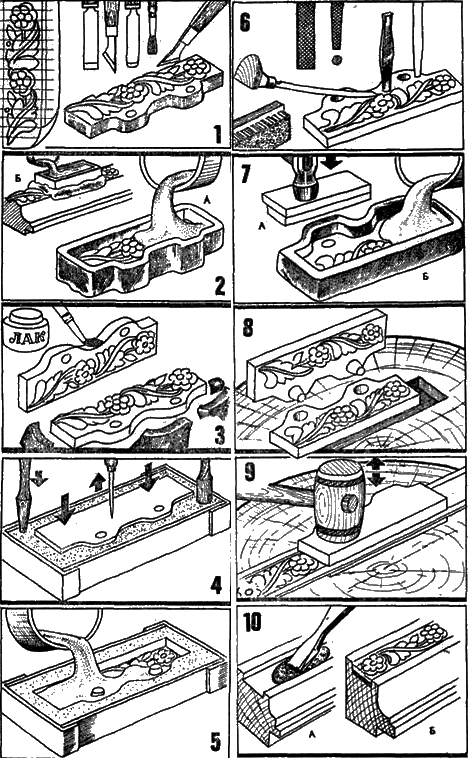
Рис. 5.2. Басменное тиснение (штамповка): I – с помощью твердой матрицы: 1 – матрица; 2 – заготовка; 3 – прокладка; II – с помощью молотка и матрицы; III – пробивка фигурных отверстий (в паре); 4 – пуансон.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Глава 11. Суд
Глава 11. Суд Суд как суд. Обычный советский. Всё было предрешено заранее. После двух заседаний в июне 1986 г. МВТС под председательством академика А. П. Александрова, где доминировали работники Министерства среднего машиностроения — авторы проекта реактора, была объявлена
Рельефная резьба
Рельефная резьба Рельефная и плоскорельефная резьба имеют достаточно много общих черт. Но все-таки отличия тоже есть. Прежде всего это касается качества рельефа, который здесь более глубокий и неплоскостной. При этом он получается достаточно объемным, что достигается
Глава 2
Глава 2 НЕВЫРАЗИТЕЛЬНАЯ ПРЕЛЮДИЯПОСЛЕДНИЕ ШАЛОСТИПрошли два года, дети подросли, и Елизавета Камилловна решила устраиваться самостоятельно. Она сняла на Конюшенной улице (ныне ул. Желябова) квартиру из пяти комнат – в двух жила семья, остальные она сдавала.Пенсия была
Глава 3
Глава 3 СЛОЖНЫЙФАРВАТЕРС МЕРТВОЙ ТОЧКИКак будет развиваться дальше эта необычная и обыденная история? История, так похожая на те, что разыгрываются вокруг нас и с нами в повседневной и всегда такой неповторимой жизни.События в личной жизни Берга назревали.В наркомате
Глава 4
Глава 1
Глава 1 И В ШУТКУ, И ВСЕРЬЕЗЦУНАМИЧудеса и впрямь случаются во все времена, даже в области медицины. Полтора года Берг боролся за жизнь. Смерть отступила. После трехстороннего инфаркта, поразившего его 20 июня 1956 года в поезде на пути из Ленинграда в Москву, проходят многие и
Глава 2 ПАРАЛЛЕЛИУГЛУБЛЯЮТСЯЧЕМ НЕ ГОЛЕМ!Когда советские кибернетики перестали тратить часть усилий на споры, а сосредоточились на своих прямых обязанностях, их детища — кибернетические машины начали делать быстрые успехи.Электронные машины взбираются все выше по
Глава 4 ВСТРЕЧА НА ВЕРШИНЕРОЗЫ И РЫБАЧитаешь «Проблемные записки», и бросается в глаза органическое переплетение многочисленных научных направлений, тесное содружество разных секций. Секция бионики, например, изучает живые организмы с целью перенесения в технику
Глава 2 ТРАГЕДИЯ СОРОКОНОЖКИОГОНЬ!Не считаясь с тем, что теории мышления еще не существует, Берг поставил перед советскими кибернетиками заманчивую и весьма принципиальную задачу — научиться составлять алгоритм для обучающей машины, не ожидая рождения теории
Глава 3 ПЛЕЯДА СОКРАТОВУЧИТЬСЯ, ЧТОБЫ ВЫЖИТЬПрограммированным обучением у нас начали заниматься в шестидесятых годах, а зародилось оно в США в пятидесятых. Случилось это после того, как в США был издан закон об обороне, где уделялось особое внимание улучшению состояния
Глава 1 КЛАССИФИКАЦИЯ И ОСОБЕННОСТИ Более ста лет назад (илл. 1), в 1887 году в Москве на русском языке вышла книга В.В. Гринера «Ружьё». Есть там упоминание и о ружьях с односпусковым механизмом. В то далёкое время автор уже пишет, что, по его мнению, ружьё будущего будет
Раздел III Выколотка (дифовка), чеканка, басма
Раздел III Выколотка (дифовка), чеканка, басма Если ты знаешь что-либо более правильное, чем это, – бесхитростно поделись, если же нет, пользуйся этим вместе со
5.4. Рельефная металлопластика
5.4. Рельефная металлопластика Фольга из тонкого листового алюминия, меди, латуни толщиной 0,2–0,3 мм – отличный материал для металлопластики, которую в отличие от чеканки выполняют не чеканами (процесс довольно трудоемкий), а выдавливают специальными довольно простыми
Басма как самостоятельный вид художественной обработки металла является своеобразным развитием и усовершенствованием чеканки. Вместо многократных ударов чеканом, необходимых для лепки сложной формы, еще на ранних стадиях применялись фигурные чеканы — пуансоны, производящие тиснение. Одного удара такого пуансона было достаточно, чтобы его боевой конец сообщил металлу соответствующую форму. Басменные доски — матрицы — являются дальнейшим развитием техники тиснения.
Преимущества тиснения по сравнению с чеканкой — быстрота производства изделий, а также значительная экономия драгоценного металла (золота, серебра), так как тиснение осуществляется на материале значительно меньшей толщины по сравнению с чеканкой.
В древнерусском искусстве техника тиснения зарождается еще в домонгольский период (X—XI вв.) и применяется для производства рельефных заготовок под чернь и эмаль. Басма применяется начиная с XIV в. и значительно развивается на протяжении XV в. Наивысшего расцвета она достигает в XVI и XVII вв.
Для тиснения басмы прежде всего изготовляется басменная доска (матрица). Она представляет собой невысокий монолитный металлический рельеф с мягкими, плавными формами без острых краев и углов и резких выступов, которые прорывают тонкий металл при тиснении. Общая высота рельефа на древних басмах не превышала 1—2 мм, но к XVII в. (особенно в конце его) она иногда достигала уже 5—6 мм (на больших басмах).
Матрица изготовляется литьем из медных сплавов с последующей тщательной чеканкой или обронной техникой из стальной заготовки (реже), тоже прочеканенной. Толщина медных басменных матриц составляет от 6 до 10—12 мм. Стальные матрицы могут быть и тоньше. Оборотная сторона матрицы плоская, ровная, плотно ложащаяся на верстак (рис. 1).
Процесс тиснения басмы заключается в следующем. На матрицу кладется тонкий лист металла, толщина которого обычно не превышает 0,2—0,3 мм, предварительно осторожно отожженного и отбеленного. Затем сверху накладывается прокладка из листового свинца. По этой свинцовой подушке наносят удары деревянным молотком или в современных условиях осуществляют необходимое давление при помощи винтовых, ручных прессов усилием от 50 до 100— 50 кН. Под действием силы свинец (благодаря своей пластичности) вдавливается во все углубление матрицы, точно повторяя весь ее рельеф. Такие же деформации претерпевает и металлический лист, зажатый между матрицей и свинцовой прокладкой. После тиснения свинец удаляют и с матрицы снимают басму — тонкий рельеф, очень точно воспроизводящий все детали матрицы, включая и фактуру.
Басма несколько отличается от матрицы четкостью рисунка. На басме он получается более мягким, как бы слегка сглаженным. Эта разница обусловлена толщиной листа, примененного для тиснения. Чем толще металлический лист, тем расхождение больше. Для того чтобы уменьшить это расхождение и сделать рисунок на басме более ясным и четким, басменные матрицы чеканятся несколько резче и суше, чем этого требует по своему характеру воспроизводимый узор. Таким образом устраняется этот, казалось бы, неизбежный недостаток тиснения.
В древнерусском искусстве басмы применялись для оковки различных изделий как культовых, так и светских: иконостасов, рам и фона икон, переплетов книг, сундуков, ларцов и т. п. Основу изделия делали из дерева и на нее при помощи мелких гвоздей набивалась басма, сплошь закрывающая деревянную основу и превращающая изделие как бы в чеканное. Басму можно изготовить из мягких пластичных металлов — золота, серебра, меди, алюминия. На рис. 2 показана серебряная басма XV в.
Более жесткие материалы (пробное серебро, латунь) требуют промежуточных отжигов (один или два) и повторных тиснений. Иначе тонкая металлическая фольга гартуется и рвется. Повторные тиснения с отжигом необходимы также и при тиснении очень высоких рельефов и из чистых металлов. Необходимо следить, чтобы при повторном тиснении рельеф, образованный на заготовке при первом тиснении, точно совпал с рельефом матрицы. Даже при небольших несовпадениях выступающие элементы рельефа сминаются и заготовка портится. Басмы выполняли с лицевыми изображениями или орнаментальными. Особенно часто применялись басмы с повторяющимся орнаментом. Для получения такого орнамента на матрице выполнялся только один рапорт, а затем в процессе изготовления басмы после каждого тиснения заготовка передвигалась на величину рапорта и вновь оттискивалась. Такие стыки хорошо видны на готовой басме. По наличию стыков легко отличить тиснение от чеканки.
Басма тиснение по металлу
§ 19. Басма
Басма (в переводе с тюркского — «отпечаток») — это тонкие листы металла с рельефным рисунком, полученным путем выдавливания (рис.1). Весь рисунок наносят сразу , а не по частям, как при тиснении по фольге с помощью давилок.

Рис. 1. Оклад иконы
В русском декоративно-прикладном творчестве техника басмы зародилась еще в X—XI вв. Басма применялась для оковки всевозможных изделий: рам для икон, переплетов книг, ларцов, сундуков и т. п. Основу изделия делали из древесины и на нее при помощи мелких гвоздей набивали басму, сплошь закрывающую столярную конструкцию и превращающую изделие как бы в чеканное.


Рис.2. Переплёты книг
Для тиснения басмы изготовляют басменную доску ( матрицу ). Она представляет собой невысокий металлический рельеф с плавными формами, без острых краев и выступов (рис.3). Острые углы нежелательны, так как могут прорвать тонкий металл заготовки при тиснении. Общая высота рельефа не превышает 1. 2 мм.

Рис. 3. Фрагмент басмы
Матрицы изготовляют литьем из медных сплавов. Также для изготовления матриц используют стальные заготовки, на лицевую сторону которых специальными зубилами наносят необходимый рисунок. Несложный рисунок можно нанести на матрицу фрезерованием концевыми фрезами на фрезерном станке. В настоящее время иногда применяют составные матрицы, в которых элементы рисунка в виде полосок металла прикрепляют к плоскому (стальному или алюминиевому) листу заклепками или винтами.
Толщина медных басменных матриц составляет 6. 12 мм. Стальные матрицы могут быть и тоньше. Оборотную сторону матрицы делают плоской и ровной.
Процесс тиснения заключается в следующем: на матрицу укладывают тонкий лист из мягкого пластичного металла (меди, алюминия, серебра и др.) толщиной 0,2. 0,3 мм. Затем сверху накладывают прокладку из листового свинца. По этой свинцовой прокладке наносят удары киянкой, под действием которых свинец (благодаря своей пластичности) вдавливается во все углубления матрицы, точно повторяя ее рельеф. Таким же образом вдавливается и металлический лист, помещенный между матрицей и свинцовой прокладкой.
После тиснения свинец удаляют и с матрицы снимают басму — тонкий рельеф, очень точно повторяющий все детали матрицы.
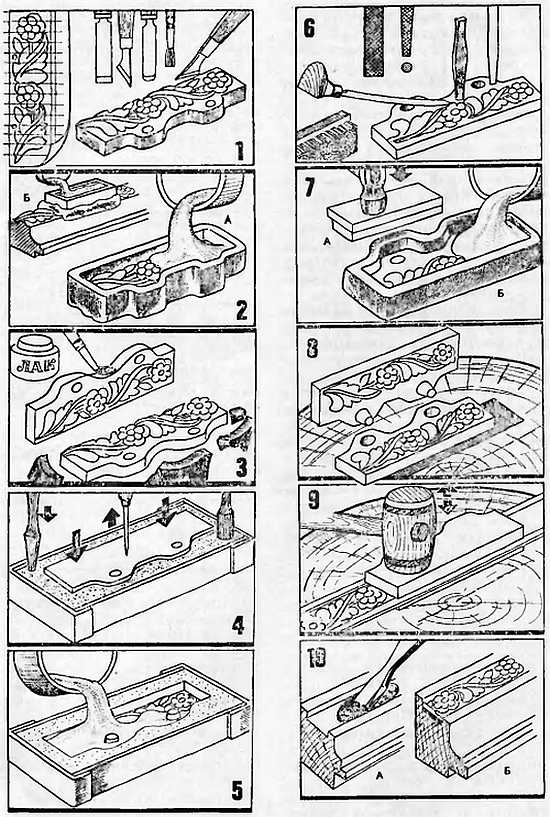
Рис. 4 Технология изготовления басмы
Рисунок на басме получается более мягким и сглаженным, чем на матрице. Чем толще лист, тем больше это расхождение.
В современных условиях вместо листового свинца часто используют прокладки из твердой резины толщиной 10. 15 мм, а давление на них осуществляют с помощью ручных прессов.
Художественные изделия из металла на ювелирных фабриках и в цехах предприятий, выпускающих подарочные изделия, сувениры и др., изготавливают художники и мастера декоративно-прикладного искусства.
Это интересно!
Тонкие листы металлической фольги с печатным рельефным узором, а также технику их изготовления издревле называют в декоративно-прикладном искусстве коротким словом — басма. В Древнюю Русь басма пришла из Средней Азии и в переводе с тюркских языков означает «тиснение». Ее техника отличается простотой и технологичностью приемов исполнения. Суть их заключалась в том, что тонкие металлические листы клали на отлитую заранее из бронзы матрицу с рельефным изображением. Сверху лист накрывали свинцовой пластинкой, но которой с силой ударяли молотком. Свинец заполнял углубления матрицы. Под его давлением мягкая фольга растягивалась и, ложась на поверхности рельефа, точно передавала все его особенности.
Уже в I тысячелетии н. э. славянские мастера использовали технику басмы для изготовления поясных бляшек, накладок, височных колец и других украшений. Так же, как и литье, басма давала возможность получать большое количество одинаковых рельефных изображений, то есть тиражировать изделия. Внешне басменный рельеф мало чем отличается от литого. Поскольку на его создание уходит меньше металла, он гораздо легче. Экономия металла, особенно золота и серебра, — одна из основных причин, способствовавших широкому распространению техники басмы в Древней Руси. При раскопках древнего Новгорода в культурном слое XII века на усадьбе художника Олисея Петровича Гречина был найден фрагмент ризы для большой иконы с тиснением по мягкой бронзе. Сохранились иконы XIII–XIV веков из Суздаля, декорированные серебряными и золотыми орнаментами с тонкой проработкой деталей. Нередко древние мастера сочетали басму с чеканкой. При этом басменный рельеф был вспомогательным и служил как бы канвой, по которой выполнялась чеканка. Порой рельефы, выполненные в смешанной технике, трудно отличить от изначально чеканной работы. Мастера такой прием называли басмой на чеканное дело. В этой технике выполнены серебряные оклады икон Донской Богоматери и Олигитрии (конец XIV — начало XV века), хранящиеся в Загорском музее.
Одной из вершин русской басмы является оклад иконы Дмитрия Солунского, выполненный в 1586 году. На нем древний мастер изобразил сложные многофигурные композиции, объединив их в единое целое традиционным басменным орнаментом в виде извивающихся растительных побегов, в изгибах которых расположил причудливые цветы. Излюбленный традиционный орнамент служил своеобразным декоративным фоном, объединяющим клейма — многофигурные композиции, изображающие сцены христианской мифологии. В XVII веке мотив вьюнка с пышными цветами в завитках постепенно исчезает. Позднее художники стали разрабатывать и развивать новые темы орнаментального декора.
Изготовление басмы не требует сложного оборудования, поэтому басменная техника может найти самое разнообразное применение не только в школьной, ни и домашней мастерской. Ее целесообразно применять в тех случаях, когда необходимо получить множество совершенно одинаковых узоров, например, для багета, идущего на изготовление карнизов и рам. Часто при изготовлении мебели применяют ручки с декоративным рельефом. Нужное число рельефов для этих ручек нетрудно сделать самостоятельно, используя технику басмы. При необходимости можно изготовить по заранее разработанным эскизам все возможные значки, эмблемы, накладные рельефы для призовых кубков и многое другое .
Практическая работа " Изготовление басмы"
- Подготовьте к работе басменные матрицы, например с изображением эмблемы школы или класса, художественно оформленных накладок на замочную скважину и др.
- Применяя описанные выше приемы, изготовьте вручную или с помощью пресса изделия в технике басмы.
- Продумайте и изобразите в рабочей тетради эскизы басмы, которую вы могли бы изготовить для украшения мебели и других изделий из древесины.
Новые слова и понятия
Басма, басменная доска, художники и мастера декоративно-прикладного искусства.
Читайте также: