Больше или меньше единиц зернистости должен иметь круг для более чистой обработки металла
Обновлено: 21.09.2024
Зернистость абразивных материалов определяется исходя из размера шлифовочной частицы, которая наносится на особую основу и скрепляется связующим веществом. Абразивные круги, бруски, головки, сегменты, шкурки и порошки применяются для шлифования и снятия верхнего слоя с различных типов поверхностей. Чем крупнее зерно абразива, тем большую стружку он удаляет, более мелкие представители счищают меньше.
Точная и эффективная обработка осуществляется при равномерном составе абразива. Это снижает уровень изнашиваемости круга и повышает класс шероховатости покрытия шлифованного изделия.
При изготовлении мелкозернистого шлифовального материала используются крупные куски абразива, который измельчается в дробильных машинах. По окончанию этого этапа зерно очищается от каких-либо примесей. Следом оно подвергается обработке температурами и химическими реагентами. В конце его просеивают на специальных решетах, предназначенных для сортирования материала по размерам.
Калибр и номер зерна определяют грани ячеек двух решет. Такой подход приводит к тому, что в сите остается только 60% абразивных частиц, остальные из-за не совсем точного размера клетки просеиваются. Так большие размеры зерна, соответствующие диаметру, остаются в решете, а мелкие проходят сквозь него. Номера зернистости шлифовальных материалов представляются единицами, мерой измерения которых стал микрометр.
Связки абразивных зерен
Шлифовальный материал представляет собой абразивные частицы, скрепленные связующими веществами. Связка играет важную роль в определении эффективности готового полотна. В процессе их производства используются следующие виды составляющих:
- неорганические;
- органические;
- металлические.
К неорганическим компонентам относят:
- керамическую;
- силикатную;
- магнезиальную.
Чаще всего применяются керамические связующие вещества, на их основе изготовлены более 50% образцов всех шлифовальных приспособлений.
К категории органических связок относят:
- бакелитовую;
- глифталевую;
- вулканитовую.
Здесь популярным стало бакелитовое сырье. Инструмент на его основе отличается своей прочностью, эластичностью и скоростью. Хотя уровень химической и тепловой устойчивости такого материала крайне невысок.
Глифталевая связка повышает упругость шлифовальных кругов, поэтому они прекрасно подходят для чистовой и доводочной обработки.
Вулканитовая основа позволяет изготовить абразивный элемент, толщина которого не будет превышать 0,5 мм. Они применяются для порезки и бесцентрового шлифования.
Металлические связки
В основе металлического связующего вещества – наполнитель и порошок олова, меди или другого металла. Используется в алмазных кругах, изредка в инструментах из карбида кремния.
Классификация абразивных материалов по зернистости
Выделяют 4 группы абразивных материалов, отличающихся между собой размером шлифовальных частиц:
- Шлифзерно.
- Шлифпорошок.
- Микропорошок.
- Тонкий микропорошок.
Микропорошок маркируется буквой «М» и цифрой, которая показывает самый большой диаметр абразивной частицы в микрометрах. Каждый номер зернистости имеет следующие фракции:
- основная;
- крупная;
- предельная;
- мелкая;
- комплексная.
Фракции – это группа шлифовальных зерен, которые имеют одинаковый интервал размера, преобладающий по объему частиц.
Диаметр абразивной частички микропорошка определяется путем измерения самой большой ширины зерна, которую видно под микроскопом.
Круг и зернистость абразивов выбирается исходя из следующих параметров: тип шлифовки, размер обрабатываемой поверхности, необходимая шероховатость и точность выполняемой работы.
Существует три разновидности зернистости абразивных материалов:
- крупнозернистый;
- среднезернистый;
- мелкозернистый.
Крупный размер наждачного полотна позволяет провести грубую шлифовку покрытия, а более мелкий диаметр применяется для финишной абразивной обработки, доводки и заточки.
Область применения абразивных материалов в зависимости от зернистости
Абразивные приспособления позволяют провести шлифовку, подрезку и полировку разных типов поверхностей: дерево, метал, камень. В зависимости от вида шлифовального материала и размера зерна абразива данные приспособления применяются для различных работ.
Крупнозернистые устройства используют в следующих процессах:
- на этапах обдирания и предварительных работ в операциях, требующих большую глубину реза, где удаляются припуски;
- для работы на машинах с большой мощностью и жесткостью;
- для шлифования материалов, которые заполняют поры инструмента и засаливают его покрытие, например, при зашкуривании латунных, медных, алюминиевых изделий;
- при работе, где круг контактирует с большой площадью;
- для плоской шлифовки торцом;
- для внутренних шлифовальных работ.
Приспособления со средним и мелким зерном применяют в следующих случаях:
- для получения определенной шероховатости покрытия (0,32 -0,08 мкм);
- в процессе обработки закаленной стали и твердых металлических сплавов;
- для финишной шлифовки, заточки и доводки различных приборов;
- для точной и качественной обработки деталей.
Таблица: зернистость абразивных материалов по сферам применения
| Зернистость абразива | Сфера применения |
| 200 - 160 | для обработки покрытий из оргстекла, текстолита, фибры и прочих неметаллических составляющих |
| 125-80 | в процессе зачистки швов от сварки и литья |
| 50-40 | черновая шлифовка изделий, заточка приспособлений на начальном этапе |
| 40-10 | финишная обработка и затачивание инструментов, которые производят быструю резку, шкурение отбеленной чугунной продукции |
| 10-6 | обработка высокоответственных запчастей и изделий |
| 12-4 | шлифовка резьбы |
| 6-5 | доводка инструмента с многими лезвиями |
| 6-3 | тонкая отделочная полировка |
Инструменты с мелким зерном имеют меньшую способность к самозатачиванию, нежели крупнозернистые приспособления, поэтому они быстрее стачиваются и засаливаются.
Как выбрать зернистость шлифовального круга?

На поверхности шлифовального круга находится огромное количество твердых частиц. Они распределены по всей площади круга и во время обработки материала удаляют верхний слой в виде микроскопических стружек. Прежде чем выбрать инструмент для шлифовки, необходимо выяснить зернистость алмазного шлифовального круга и определиться с физико-химическими характеристиками материала, подлежащего обработке. Большой ассортимент кругов для обработки представлен в Москве в магазине «Заубер Машинери».
Что такое шлифовальный круг?
Шлифовальный круг — это режущий абразивный инструмент. Он может использоваться для ручной обработки поверхности или же для работы на станках или специальных шлифовальных приспособлениях. Например, у профессионалов востребован шлифовальный круг для точила с зернистостью, которая обеспечит максимально эффективное использование инструмента.
Шлифовальные круги подразделяются по многим параметрам. Обязательным для каждого вида является наличие абразивных материалов и связующих элементов.
Зерна абразивного материала могут быть выполнены из:
- карбида кремния;
- алмаза (искусственного или природного);
- электрокорунда;
- эльбора.
Именно зернистость шлифовальных кругов определяет их основное функциональное назначение. Абразивный материал срезает микроскопическую стружку с деталей или материала. Что касается связки, то она может иметь искусственное или природное происхождение. Назначение связки — прочно скреплять зерна между собой.
Кроме того, на поверхности шлифовального круга обязательно имеются поры. Благодаря пространству, не заполненному связкой — микроскопическим порам, на поверхности и образуется шероховатость. Некоторые производители наделяют шлифовальные круги специфическими пропитками для снижения температуры в зоне обработки. Такие инструменты называют «импрегнированными».
Зернистость шлифовальных кругов
Выбор зернистости шлифовальных кругов зависит от тех требований, которые предъявляются к чистоте обработанной поверхности. На каждом шлифовальном круге есть обозначение (маркировка).
Именно маркировка помогает правильно выбрать наждачный инструмент или точило для выполнения той или иной задачи. Зернистость шлифовальных кругов для дерева и для металла отличается, поэтому от правильно выбранной модели зависит качество обработки. Если на поверхности обрабатываемого материала или инструмента имеются грубые штрихи или просматриваются зазубрины, значит, при выборе зернистости круга была допущена ошибка.
Самыми востребованными на рынке специфического инструментария стали:
- круг шлифовальный зернистость 120;
- круг шлифовальный зернистость 60;
- круг шлифовальный зернистость 100.
Выбор зернистости определяется видом шлифования конкретной степени чистоты поверхности, а также режимом шлифования.
Таблица зернистости шлифовальных кругов
Как выбрать зернистость шлифовального круга? Она подбирается в зависимости от типа операции. Она может быть получистовой или чистовой. Черновое шлифование предполагает использование кругов с достаточно крупными фракциями зерен. Чистовая обработка материала или инструмента требует более мелких фракций. Кроме того, выбор шлифовального круга зависит также от технических особенностей режущего инструмента и режима заточки.
Классификация шлифовальных кругов по зернистости
Технические особенности шлифовального круга зависят от степени зернистости.
Классификация по зернистости
Степень зернистости определяет количество снимаемого материала. Например, высокая зернистость лепестковых шлифовальных кругов дает возможность обрабатывать даже крупногабаритные металлические трубы. А для обработки дерева подбирается инструмент с меньшей степенью зернистости.
Круги шлифовальные абразивные с зернистостью разной степени требуются для:
- предварительных операций с большой глубиной резания;
- обтирочных операций;
- обработки алюминия, латуни и меди.
Крупнозернистые модели используются при плоском шлифовании торцом круга, а также при внутреннем шлифовании. Как правило, крупнозернистые инструменты нужны для работы на станках с особенно высоким коэффициентом жесткости и мощности.
Среднезернистые и мелкозернистые круги используются для:
- обработки твердых сплавов;
- обработки закаленных сталей;
- финишного шлифования;
- заточки инструментов.
Среднезернистые и мелкозернистые круги требуются в том случае, если предъявляются особенно высокие требования к точности обрабатываемого профиля.
Классификация зернистости должна соответствовать ГОСТ Р 52381-2005. Ранее классификация шлифовальных кругов по зернистости соответствовала ГОСТ 3647.
Поскольку на рынке представлены инструменты разных видов, в том числе, и выпуска прежних лет, обе классификации шлифовальных кругов по зернистости по-прежнему актуальны.
Таблица зернистости шлифовальных кругов по старым и нынешним стандартам
Обозначение по ГОСТ 3647-80
Обозначение по ГОСТ
9206-80 (алмазные порошки)
Обозначение для абразивных материалов, исключая материалы на гибкой основе
Средний размер, мкм
Обозначение зернистости шлифовальных кругов позволит сделать грамотный выбор инструмента, что определит качество выполняемой работы в целом.
Маркировка инструментов
От зернистости абразивов напрямую зависит чистота формируемой поверхности. Зерно может иметь форму сростков или мелких осколков кристаллов произвольной формы. Выпускаются также образцы, в которых зерно имеет форму кристалла.
Зерно шлифовального круга имеет три основных параметра:
Однако в большинстве существующих классификаций специалисты оперируют только шириной как определяющим фактором. Размер зерна шлифовального круга определяет количество металла (или иного материала), которое снимается за один проход и общая производительность шлифования.
Детальная маркировка шлифовальных кругов включает в себя:
- тип;
- размер;
- вид абразивного материала;
- степень твердости;
- номер зернистости;
- структуру;
- максимальную скорость обработки;
- характер связки;
- уровень точности;
- степень неуравновешенности.
Следует отметить, что ГОСТ зернистости шлифовальных кругов на рынке представлен в разных редакциях. Они касаются в основном обозначения зернистости и марки абразива. В связи с этим производители иногда маркируют по-разному свою продукцию. Кроме того, на рынке можно встретить модели, которые имеют и новые обозначения, и старые.
Расшифровка зернистости шлифовальных кругов достаточно проста, специалистам на производстве она понятна. Суть ее состоит в следующем: чем больше численное наименование в префиксе, тем, соответственно, лучше качество шлифующего материала. Это значит, что максимально высокая твердость достигается минимизацией ненужных примесей. От этого и зависит высокий коэффициент режущей способности материала. Подобрать подходящей зернистости шлифовальный круг Вы можете перейдя в наш каталог.
Виды шлифовальных кругов и расшифровка их маркировки
Каждому человеку, собравшемуся делать ремонт или выполнить определенные задачи по шлифовке, необходимо знать, что означает маркировка шлифовальных кругов. Они отличаются своими характеристиками и применяются в различных случаях. Дабы эффективно выполнить работы инструментом, необходимо знать все нюансы обозначений шлифовальных кругов.
Классификация абразивных кругов
Классифицируются диски на такие типы:
- с выточкой (ПВ – для круглой шлифовки);
- двухсторонние конические (ПВДК);
- прямого профиля (ПП – универсальный круг);
- с конической односторонней либо двухсторонней выточкой;
- кольцевые (К – подходят для плоского шлифования);
- тарельчатые (Т);
- чашечные конические или цилиндрические;
- с двусторонним коническим профилем (2П: область применения – резьбошлифование, шлицешлифование, зубошлифование).
Маркировка шлифовальных кругов
Шлифовальные круги могут различаться по геометрической форме, виду абразивного материала, а также типу связки, зернистости круга, твердости и т.д. При выборе шлифкруга твердость и структура могут иметь большой вес, нежели вид абразива.
Согласно различными редакциями ГОСТов, маркировка кругов имеет различные параметры обозначений. Практически каждый производитель по-разному маркирует свои круги.
Так, полная маркировка разновидностей шлифовальных кругов содержит:
- тип круга;
- шлифовальный материал;
- размеры диска;
- степень твердости;
- размер зерна;
- структуру;
- связующее вещество;
- максимальную скорость вращения;
- класс точности;
- класс неуравновешенности.
Тип абразивного материала
К наиболее популярным и распространенным материалам, используемых при изготовлении шлифкругов, относят:
- Электрокорунд. При покупке такого круга можно увидеть белые, титановые, хромистые и циркониевые варианты. Основным используемым диском служит белый электрокорунд, который обладает высокой самозатачиваемостью. В работе с ним можно добиться более ровной и гладкой поверхности.
- Карбид кремния. Различают черного и зеленого тона, отличается данный круг структурой и степенью хрупкости – он тверже и прочнее, нежели первый вышеописанный вид. Область применения – работа с твердыми сплавами, фарфором и мрамором.
- Эльбор. Этот вид шлифовального круга имеет наиболее твердый абразивный материал и высокую теплостойкость. Эльбор могут использовать для заточки режущих инструментов и других деталей, способных деформироваться от тепла, а также для работ с твердыми металлами.
- Алмаз. Еще один твердый вид абразивных кругов. Его применяют в работе с твердыми материалами, стеклом и керамическими поверхностями. Самозатачивается, но кубонит и эльбор имеют большую теплостойкость, не уступая при этом в прочности.
Независимо от типа абразивного материала, все круги характеризуются по параметрам прочности, износостойкости и термостойкости, однако при выборе следует учитывать главный параметр – твердость. Характеристика твердости прописана в нормах ГОСТа 2424 и вычисляется по специальным таблицам.
К примеру, тип шлифовального материала круга 25A F180 K 7 V – белый корунд. Существуют и другие типы известных абразивов:
- нормальные электрокорунды (13-16А);
- белые (23-25А);
- хромистые (33 и 34А);
- титанистый только один (37А);
- циркониевый тоже один (38А);
- монокорунды (43-45А);
- черный карбид кремния (53 и 54С);
- зеленый карбид кремния (62-64С).
Маркировка зернистости шлифовальных кругов
При маркировке шлифовальных кругов производители указывают только его ширину (МКМ или F с числовым показателем величины зерна). Размер зерна не только показывает износостойкость абразива, но также играет важную роль при шлифовке той или иной поверхности.
Размер зернистости круга влияет на качество и чистоту обработки поверхности. Учитывайте материал, с которым работаете. Чтобы получить максимально чистую поверхность, следует купить круг с самым маленьким показателем зернистости. Однако человек, работающий с таким кругом, должен понимать, что он быстро засаливается, часто происходит прижог обрабатываемого материала.
Согласно ГОСТу от 1980 г., для измерения зернистости кругов используют единицы, равные 10 мкм. В современном варианте ГОСТа Р 52381-2005 круги маркируются буквой F с определенной цифрой (при увеличении числа степень зернистости понижается).
Например, номер зернистости по старому ГОСТу (М40-М5) и по-новому (F280, F320, F360, F400-F600, F800). Для расшифровки: такой диск применяют при окончательной доводке и хонинговании деталей с точностью 3-5 мкм и менее, а также суперфинишировании. Или размер 40, 32 по старому ГОСТу и F40, F46 по-новому: круги с такой зернистостью применяются для предварительной и окончательной шлифовки деталей с шероховатостью поверхностей 7-9 классов чистоты, а также для заточки режущих инструментов.
Размер абразивных дисков
Маркировка абразивных кругов по размеру пишется так: DхТхН (где D – наружный диаметр, Т – высота, Н является диаметром отверстия). Параметр D может достигать максимального размера в 1100 мм, значение Н может быть до 305 мм, а параметр Т варьируется от 0,18 мм до 250 мм.
Типы эльборовых и алмазных дисков подробнее описаны в ГОСТе 24747-90. Маркировка формы подобных шлифкругов состоит из трех или четырех символов, обозначающих форму сечения корпуса и слоя, его расположения на круге, а также предоставляют информацию о конструктивных особенностях корпуса.
Например, 150x16x32 – размер абразивного круга 25А электрокорунда белого.
Памятка при выборе абразивных кругов:
- При выборе диаметра круга следует учесть число оборотов шпинделя и возможность обеспечить оптимальную скорость.
- Чем больше диаметр, тем меньше удельный износ круга. На рабочей поверхности небольших кругов расположено меньшее количество зерен. Так, в работе они изнашиваются неравномерно.
- При выборе алмазного круга следует учитывать ширину алмазоносного слоя. При неправильном использовании на поверхности круга могут появиться уступы.
Структура и показатель твердости
Плотность структуры кругов для шлифовки обозначается процентным соотношением объема зерен абразива в единице объема круга. Чем больше абразива, тем плотнее будет структура шлифовального круга.
Если осуществлять заточку инструмента, круг с менее плотной структурой лучше подвержен очистке поверхности от частиц материала, создает меньше риска для возникновения деформации и быстрее охлаждается.
Зачастую специалисты используют диски средней твердости, однако все зависит от вида выполняемых работ, обрабатываемого покрытия и самого инструмента.
Какие бывают номера структур и объемы абразива в шлифовальном круге:
- к плотным структурам относят единицы измерения от 1 до 4;
- к средней плотности относятся цифры 5-8;
- к открытым – от 9 до 12;
- высокопористая структура наблюдается у кругов с показателями 13, 14>.
Однако не путайте показатели твердости круга с показателями твердости абразива. Согласно ГОСТ 2424, твердость шлифовального круга различают по заглавной букве.
По ГОСТу Р 52587-2006 существуют такие обозначения:
- очень мягкие – буквы F и G;
- к мягким кругам – H, I, J;
- к средней мягкости относят маркировку K, L;
- средние – это M, N;
- круги средней твердости имеют в обозначении буквы O, P, Q;
- твердые обозначаются как R и S;
- очень твердые – T, U;
- к чрезвычайно твердым относят V, W, X, Y, Z.
Какую твердость шлифкруга выбрать? Это зависит от многих параметров – особенностей обрабатываемого материала или поверхности, физических свойств, конечно, мощности шлифовальной машинки. Если необходимо выдержать точную форму обрабатываемого материала, следует приобрести круг с высокой степенью твердости. Мягкие же применяются для предотвращения трещин и прижогов, также при шлифовке без дополнительного жидкостно-смазочного охлаждения поверхности.
К примеру, возьмем тот же шлифовальный круг 25A, у которого класс твердости K, а структура 7. Это означает, что этот диск относится к среднемягким и имеет среднюю структуру абразива.
Тип связки
Связка является показателем скрепления между собой абразивных зерен. Современные круги для шлифовки имеют три вида связок:
- V (керамическая, ранее маркировалась буквой К);
- B (бакелитовая, ранее известная как Б4 и БУ);
- R (вулканитовая, раньше обозначалась буквой В).
Круги с керамической маркировкой имеют смешанные и измельченные в различных пропорциях материалы, такие как кварц, песок, глину и т.п. Такие круги достаточно высокопрочные. Однако применять их при силовом шлифовании металла не следует.
Бакелитовые или круги из искусственной смолы высокоэластичны и термостойки. Часто бакелит смешивают с упрочняющими элементами, например, с графитом.
Вулканическая связка состоит в основном из каучука, применяют такие круги в отдельных отраслях обработки.
На примере шлифовального круга 25A F180 K 7 V рассмотрим тип связки, где обозначение V относит данный диск к керамической связке.
Класс неустойчивости
Класс точности имеет три значения: АА, А и Б. Первый тип применяют для работ на станках, автоматических линиях. Класс А довольно точный, а круги класса Б применяются для менее ответственных операций при обработке поверхностей.
Неустойчивость имеет четыре класса (от 1 – самый точный – до 4 – самый грубый). Это обозначение показывает специалисту отношение массы абразивного диска к точности его геометрической формы. Зачастую маркировка классов точности и неустойчивости указаны рядом.
Например, рассматриваемый нами шлифовальный круг 25А F46 L 6 V 35 Б 3 имеет показатели точности Б и неустойчивости 3.
Так, круги с маркировкой АА имеют наименьшую неуравновешенность, с точностью А – 1 и 2, с буквенным обозначением Б – от 1 до 4 классов.
Разбираться в маркировке шлифовальных кругов обязательно нужно каждому покупателю. В этом случае очень выручает таблица зернистости и понимание правил расшифровки обозначений, представление о том, чем хороши те или другие марки. Отдельная обособленная тема – как определить размер зерна наждачного диска, и как все же выбрать подходящий круг для полноценной работы.



Особенности
Официальная маркировка шлифовальных кругов может сказать вдумчивому покупателю о многом, отобрать подходящие и неподходящие для себя решения. В этих скупых с виду обозначениях приведено много ценной информации о характеристиках продукта. Можно понять, где и как его удастся использовать, а какое применение нецелесообразно и порой оказывается даже вредно для заготовок, для самого оборудования. Стандартная система обозначений содержит указания на:
- ГОСТ или иной стандарт, которому соответствует диск;
- линейные габариты модели;
- уровень зернистости;
- тип примененного вещества;
- тип связки;
- предельно допустимую скорость шлифовальной обработки;
- уровень точности;
- степень неуравновешенности шлифующего круга;
- степень твердости вулканитовых и иных абразивных дисков;
- структуру поверхности инструментального приспособления.
Марки типов и размеров
Один из наиболее массовых вариантов шлифующего круга – это изделия на основе электрокорунда нормального формата. Обозначается он цифрами от 12 до 16 с добавочной последующей буквой А. Преимущества:
- отличная стойкость к сильному нагреву
- отменная сцепка с вяжущими компонентами;
- пригодность для обработки чугуна и кованого железа, обычной и улучшенной добавками хрома стали.
Если тип обозначен как 22А-25А, налицо использование белого электрокорунда. Он однороднее материала предшествующей группы, при этом несколько крепче механически. Эксперты отмечают наличие острых кромок и способность самозатачиваться. После обработки таким диском поверхность будет относительно однородна.
Такие круги часто берут, когда нужно обработать качественную инструментальную сталь, работать с тонкостенными конструкциями.


32А-34А – это марки хромистого электрокорунда. Он пригоден для манипуляций с наплавляемыми поверхностями из специальных марок сталей, оптимизированных легирующими компонентами. Альтернативные названия – технический рубин или же электрорубин. Дополнительно встречаются следующие марки:
- 37А – электрический корунд с вхождением титана;
- 38А – циркониевый круг, отличающийся значительной механической крепостью;
- 52-55С – черный карбид кремния, который тверже обычного карбида, но при этом часто проигрывает из-за хрупкости.
Для алмазных дисков принята следующая маркировка:
- АС2 – стандартная для такого инструментария крепость;
- АС4 – прочные изделия;
- АС6 – еще большая прочность;
- АС32 – монокристаллические алмазы.
Дополнительно введены еще такие категории в российские стандарты и технические нормативы, как:
Износостойкость алмазной массы и ее прочность достигнуты одновременно с уменьшением хрупкости. Такие конструкции пригодны для манипуляций с хрупкими, а также и твердыми материалами. Подобную оснастку, впрочем, могут брать еще для различных действий с оптическим стеклом и для заточки особенно твердых инструментов.
В некоторых ситуациях применяют еще и круговые инструменты категории ПП. Это сокращение обозначает «прямой профиль».


Обозначение абразива и зернистости
Параметры зерна дисков удобнее всего представить и анализировать в формате специальной таблицы. Но тут надо сказать, что в разных градациях эти параметры могут различаться, и порой соответствия найти невозможно. Так, категории обрабатывающих абразивов F4-F7 по шкале FEPA аналогов не имеют. Зерна 3/2 по стандарту за номером 9206 от 1980 года и менее не имеют совпадений в нормативе 3467-80. Вот и сама таблица:
Знак по ГОСТ 3647-80
По ГОСТ 9206 от 1980 года
Габарит в микронах
FEPA абразивные материалы, кроме имеющих гибкую основу (в обозначениях пропущена буква F)
Средняя величина в микронах



Но просто определить значение зернистости наждачных и иных дисков недостаточно. Необходимо еще посмотреть на то, что значит эта классификация в сугубо практическом плане. В порядке убывания размеров выделяют:
- шлифзерно;
- шлифпорошок;
- микропорошки;
- максимально тонкий микропорошок.
Микропорошки обозначают условным индексом «М». Расшифровать индекс несложно. Цифра после «М» показывает, каковы самые крупные частицы в такого рода продукте. Стоит отметить, что, помимо основной фракции, при каждом номере зернистости четко выделяется еще большая, предельная, мелкая и комплексная фракции.
Сечение абразивной частицы микропорошка диска на липучке – как 40, так и 25А – обычно измеряется по самому большому зерну, которое можно увидеть под микроскопом.



Крупные зерна рассчитаны на грубую доводку покрытий различного типа. Меньшее сечение позволяет выполнять финальный абразивный проход. А также его можно пускать в ход для доводки и затачивания. Крупнозернистыми дисками пользуются, чтобы:
- обдирать и удалять припуски при значительной глубине прореза;
- эффективно работать на мощных машинах;
- шлифовать материалы, закрывающие поры инструментов и провоцирующие «засаливание»;
- работать на значительных площадях;
- плоско шлифовать торец;
- обрабатывать изделия внутри.


Круги с малым и средним зерном нужны, если:
- актуальна шероховатость покрытий не меньше 0,08 и не больше 0,32 мкм;
- предстоит работать с закаленной сталью и другими твердыми металлами;
- шлифовать и доводить приборы (аппараты) до финишной готовности;
- точно и качественно прорабатывать разнообразные детали.


Твердость и прочие параметры
Круги обычно классифицируют как мягкие, средние и твердые; это основные типы, к которым уже прибавляются различные эпитеты. Например, официально известны:
- чрезвычайно мягкие;
- весьма мягкие;
- среднетвердые диски.
К этим маркам применяют дополнительные цифры от 1 до 3-х. Чтобы затачивать инструмент вручную, нужен абразив С1 либо С2. Необходимо понимать, что твердость абразивных кругов может подразумевать разные вещи. В одном случае это стабильность крепления абразивных зернышек в общей сборке (то есть стойкость связок к выбросу зерен при механическом воздействии). В другом – пригодность используемых частиц для проникновения в другие материалы.


Твердость дисков по первому варианту наращивают, усиливая связку. Суммарный объем пор при этом сокращается, а вот на дистанциях между абразивными частичками это не отражается. Считается, что 1,5% повышения связки добавляет 1 уровень твердости. Продвинутые связующие системы очень стойко переносят разрывы. Они способны работать даже при очень высокой частоте кручения диска – заметно большей, чем может обеспечить наиболее мощная бытовая дрель.
По ГОСТу 1972 года твердость абразивных приспособлений – это именно сопротивляемость выдиранию зерен при внешнем импульсе. Тестирование проводится 3 ключевыми методами:
- по глубине лунки, выбиваемой струйкой кварцевого песка;
- по эффективности вдавливания закаленного стального шарика при определенной нагрузке;
- сверлением лунки на заданную глубину сверлом особой конструкции, на которое оказывается стабильное давление (ключевой показатель – необходимое число витков сверла до достижения результата).


В некоторых случаях профессионалы пользуются устройством ТКН (то есть конусным твердомером). Для работы его действующую часть прогревают до 100 градусов. Потом конус вжимают в круг. Ключевой параметр – глубина вхождения. Твердость диска прямо влияет на процесс шлифовки. Мягкое приспособление пригодно для чистовой обработки довольно твердых материалов. Однако обдирка требует использования более прочных изделий. Сталь, не прошедшую закалку, а также чугун можно обработать кругом умеренной твердости.
Важно: чем тоньше заготовка, тем больше приходится смягчать приспособление. Наряду с этим, играет роль и связочная масса – при одинаковой задаче связующее на базе керамики позволяет использовать не такое твердое изделие, как бакелитовый соединитель.


Советы по выбору кругов
Расшифровка – это еще далеко не все. Необходимо учитывать также и другую информацию. Довольно многие люди выбирают диски из эльбора. Они отличаются приличной твердостью и весьма стойки к воздействию тепла. Эльбором можно затачивать режущие части и твердые металлы. Повысить качество обработки поверхности можно за счет применения мелкозернистого круга. Но он склонен сильно засаливаться. Весьма вероятен еще и частый прижог материала. Белый электрокорунд неплохо работает для заточки ножей, ножниц и топоров.
Им же отрабатывают и различные уголки.
Есть еще несколько рекомендаций по отбору шлифующего круга:
- определять диаметр по количеству витков шпинделя;
- учитывать сокращение износа при наращивании сечения;
- принимать во внимание ширину охваченного алмазами слоя, если выбран алмазный диск.
Стоит учесть, что простой электрокорунд не пригодится для сверл, для болгарки и для перфораторов, а также для буровых систем. В подобном случае применяется «зеленый» наждачный круг. А вот для ножниц и домашних ножей он, напротив, уже не годится. Из-за сильного нагрева даже лучшая сталь теряет свои режущие свойства. Геометрические размеры те же самые, что и у электрокорундовых моделей.


Выбирать модели для наружного шлифования на станках должны только квалифицированные инженеры и специалисты. Потому разбирать эту тему здесь не имеет смысла. Нужно обратить внимание на другие параметры. Например, при заточке инструмента круг менее плотный:
- легче очищается;
- создает минимальную опасность деформации;
- сравнительно быстро остужается.
Важно: путаница между твердостью круга и твердостью используемого для него абразива недопустима. Чем тверже абразивный инструмент в целом, тем точнее выдерживаемая форма обрабатываемого изделия. Мягкие приспособления ценны там, где приходится обходиться без охлаждения жидкой смазкой. Диск с керамической маркировкой весьма прочен, но непригоден для силовой шлифовки.
Конструкции с вулканической связкой имеют узкую сферу применения, и их надо выбирать продуманно, с подключением специалистов.
Выбираем шлифовальный круг по ГОСТу: самые важные характеристики

Шлифовальный круг — основной рабочий элемент для обработки и выравнивания различных поверхностей. Используется данная оснастка на болгарке или станках, а также на других инструментах для зачистки различных материалов. Шлифовальный круг характеризует ГОСТ наиболее подробно, и в данной статье предлагается ознакомиться с нюансами выбора.
Круг шлифовальный: сфера применения
Несмотря на простую конструкцию, шлифовальный круг способен выполнить многие задачи, и сфера применения этой оснастки довольно широка. Данной особенностью и обусловлено такое разнообразие видов и типов рабочего элемента. Купить шлифовальный круг советуют в первую очередь для черновой или финишной обработки металлов, пластика, дерева и других материалов. Конкретное назначение оснастки определяется её зернистостью, диаметром и формой.
Очень подробно описывает круг шлифовальный ГОСТ. К оснастке предъявляется очень много требований, в которых бывает сложно разобраться даже профессионалам.

Ключевые характеристики, которые описывает ГОСТ, следующие:
- абразивный материал;
- тип связки зерна;
- уровень зернистости;
- степень твёрдости круга;
- основа рабочего элемента;
- диаметр.
Наиболее часто круг шлифовальный используется по дереву, но оснастка способна обработать и другие материалы — камень, металл и даже пластик. Абразивная поверхность также может убрать старый слой лакокрасочного материала и следы ржавчины.

Профессионалы предпочитают купить круг шлифовальный для следующих видов работ:
- зачистить металл;
- заточить режущие элементы;
- осуществить алмазную отделочную обработку;
- выполнить доводку с твердыми сплавами и неметаллическими основами.
Круг шлифовальный различается по многим характеристикам, которые регламентирует ГОСТ. При выборе особое внимание советуют уделять способу обработки (он может быть прямым или торцевым), цвету конкретной оснастки и её характеристикам.
Тип связки шлифовального круга
Абразивный материал является ключевым критерием выбора. В качестве основы для сцепления зёрен используется определённый тип связки: бакелитовый, вулканитовый или керамический. Каждый из них предназначен для выполнения конкретных задач.

Шлифовальный круг для болгарки с бакелитовой связкой используют во время работы с металлом. Такая оснастка предназначена для резьбы или шлифования на высокой скорости. Однако круг шлифовальный с бакелитовой связкой быстро перегревается. Поэтому данную насадку рекомендуют использовать только в том случае, если температура при работе не превышает 300°C.
Рабочие элементы с вулканитовой связкой применяют для полировки и выполнения чистовой отделки. Данная оснастка также не выдерживает высокой температуры и используется при отрезных работах на низких показателях.

Круг абразивный шлифовальный с керамической связкой более устойчив к высоким температурам. В работе допустимо использование различных смазывающих и охлаждающих жидкостей. Данная оснастка выдерживает скорость до 65 м/с, однако тонкие круги неустойчивы к боковым нагрузкам.
Тип соединения абразива обозначается следующей маркировкой:
- V, керамический;
- B, на синтетических смолах;
- BF, синтетические смолы на основе армированного стекловолокна;
- B4, бакелитовый с графитовым наполнителем.
Круг абразивный шлифовальный: маркировка зерна
Шлифовальный круг для болгарки изготавливают с использованием абразивных материалов. Они также делятся на категории и отдельно маркируются. Существует два вида абразивных материалов: природные и синтетические. К первой категории относят алмаз, наждак, корунд, окись хрома или железа. Ко второму виду относятся карбиды кремния, бора, циркония, борсиликарбид, кубический нитрид бора, а также электрокорунды — хромистый, титанистый, циркониевый и др.

Наиболее широко распространены следующие типы зёрен, обозначенные маркировкой:
- A, стандартный оксид алюминия;
- Z, цирконий;
- C, карборунд.
Перед обозначением могут стоять цифры, характеризующие специальные признаки абразивного зерна. Например, 54А — розовый оксид алюминия, 53С — карбид кремния чёрный, и так далее.
Круг абразивный шлифовальный под маркой «А» используется при работе в тяжёлых условиях с большими нагрузками. Зачастую мастера применяют такую оснастку во время шлифовки материалов с высокой прочностью, таких как нержавеющая или инструментальная сталь.

Для черновой обработки, где нужен большой съём материала, рекомендуют купить круг шлифовальный с обозначением «Z».
Шлифовальный круг для болгарки под маркой «C» считается наиболее твёрдым и очень острым. Такую оснастку используют как для шлифования мягких материалов, изделий из алюминия и чугуна, так и для очень твёрдых.
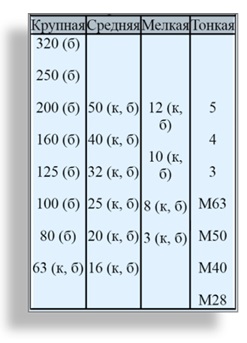
Зернистость шлифовальных кругов маркируется цифрами, и чем больше значение, тем мельче частицы:
- 3-24, крупное зерно;
- 30-60, среднее;
- 70-220, мелкое.
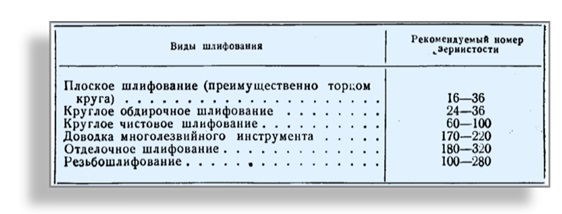
От размера частиц зависит область применения оснастки. Так, например, для выполнения тонкой отделки, доводки многолезвийного инструмента и резьбошлифования нужна крупная зернистость шлифовальных кругов. Для этих целей подходит оснастка с маркировкой 3, 6 или 12.

Для выполнения чистового шлифования высокоответственных элементов мастера советуют купить круг шлифовальный с зернистостью 10. Такая оснастка также применяется во время заточки мелкого инструмента. Получистовое и чистовое шлифование выполняют с помощью рабочего элемента с зернистостью от 40 до 10.
Круг абразивный шлифовальный с зерном от 50 до 40 используют во время черновой отделки, предварительной заточки инструментов, обработки меди и латуни. Для зачистки сварных швов требуются частицы помельче — от 125 до 80. Фибры оргстекла, текстолита и других неметаллических материалов шлифуют кругом с самой небольшой зернистостью — от 200 до 160.
Насколько твёрдым должен быть круг шлифовальный?
Большое влияние на процесс шлифования также оказывает твёрдость круга. Обозначается этот показатель следующими марками:
- F, G, очень мягкие;
- H, I, J, мягкие;
- K, L, среднемягкие;
- M, N, средние;
- O, P, Q, среднетвёрдые;
- R, S, твёрдые;
- T, очень твёрдые;
- V, чрезвычайно твёрдые.
Мягкий круг абразивный шлифовальный используется во время чистовой обработки твёрдых материалов. Оснастку под марками «M» и «N» применяют во время обдирочных работ. Среднетвёрдый и твёрдый шлифовальный круг для болгарки хорошо обрабатывает непрочные и мягкие материалы.
Оснастка для полировки отличается разнообразием форм. В последнее время популярность приобрёл шлифовальный круг на липучке. Особенность данного рабочего элемента заключается в системе крепления. Такая оснастка фиксируется на опорной тарелке посредством специальной липучки. Данная система позволяет быстро менять расходники в процессе работы, обеспечивает надёжное сцепление и не даёт рабочему элементу смещаться.

Зачастую круг шлифовальный на липучке используется для подготовки поверхности к отделочным работам и покрытию лакокрасочным слоем. Такой оснасткой также удобно снимать налёт, ржавчину и застарелую пыль.
В профессиональной среде до сих пор пользуется популярностью круг алмазный шлифовальный. Применяется такая оснастка для обработки керамики, мрамора, бетона, пластмассы и кварцита. Также используется в тех случаях, когда поверхность не поддаётся шлифовке рабочими элементами с высокой жесткостью зерна.
Круг алмазный шлифовальный требует наличия на обратной стороне липучки. Зачастую её изготавливают из велкроткани. Это позволяет оснастке сохранить максимальную гибкость и эластичность. Круг алмазный шлифовальный используется в обработке не только ровных плоскостей, но и в отделке заготовок с плавными линиями и изгибами. Однако такая оснастка восприимчива к острым предметам и может потерять свои эксплуатационные характеристики во время работы с резкими углами.
Тип основы шлифовальных кругов
Как и любая другая абразивная оснастка, шлифовальный круг на липучке может быть выполнен на основе:
Мягкий круг шлифовальный по дереву проходит лучше всего. В качестве основы для обработки нетвердых материалов используют бумагу. Такая оснастка обладает высокой эластичностью, но низкой прочностью.
Круг шлифовальный на липучке с тканевой основой отличается более высокой устойчивостью и не уступает в гибкости бумажным аналогам.

Фибра представляет собой прессованный картон с клеевым составом. Купить шлифовальный круг с такой основой советуют для грубых работ во время обработки металла.
Оснастка на плёночной основе отличается высокими эксплуатационными характеристиками. Такой рабочий элемент предназначен для деликатной работы по лакокрасочным покрытиям, пластику или стеклу. Цена на круг шлифовальный с такой основой несколько выше, однако плёнка отличается высоким уровнем эластичности.

По мнению мастеров, круг шлифовальный по дереву проходит лучше всего, если он выполнен из наждачной бумаги на жёсткой основе. Для придания заготовке гладкой поверхности профессионалы используют оснастку с мелкой зернистостью. В случаях, когда нужно снять только часть слоя, круг шлифовальный по дереву применяют со средней зернистостью. Старые лакокрасочные слои снимают с поверхности оснасткой с крупными частицами.
Другие виды шлифовальных кругов
В обработке дерева и металла нередко используют круг шлифовальный лепестковый. Такой вид оснастки отличается конструкцией, в ней рабочая поверхность разделена на сегменты. Это позволяет добиться максимальной эффективности в зачистке сварочных швов или кромок, удалении ржавчины, окалины и заусенцев, а также во время подготовки поверхности к покраске.
Круг шлифовальный лепестковый отличается длительным сроком эксплуатации, при этом поверхность истирается равномерно. Это позволяет использовать оснастку до полного износа. Кроме того, круг шлифовальный лепестковый выдерживает постоянную скорость вращения, работает без шума и вибрации.

Зернистость шлифовальных кругов и их размерность определяет ГОСТ. Выбор подходящей оснастки зависит от параметров болгарки, станка и любого другого инструмента, а также от физических характеристик расходника.
Наиболее широкое распространение получили шлифовальные круги следующих размеров: 115, 125, 180, 230 мм.
Круг шлифовальный 150 мм может быть выполнен из любого абразива и, как правило, находит применение в финишной обработке деталей. Кроме того, такой размер оснастки считается оптимальным для работы на средней скорости. Мастера считают круг шлифовальный 150 мм удобным для обработки поверхностей круглых заготовок диаметром до 1100 мм. Меньшая по размеру оснастка используется для работы с некрупными деталями.

Круг шлифовальный 125 мм подходит для окончательной и профильной обработки, заточки режущих элементов и работы с тонкостенными деталями. Оснастка этого размера зачастую отличается надёжным креплением и прочным основанием. Кроме того, круг шлифовальный 125 мм нередко используется для обработки деревянных заготовок. Благодаря отверстиям такой рабочий элемент быстро отводит пыль.
Каким бы ни был диаметр круга, важно обращать внимание на характеристики шлифовального инструмента. Оснастка должна быть совместимой с устройством, чтобы обработка поверхностей оставалась максимально эффективной.
Где купить шлифовальный круг?
Читайте также: