Болтовое соединение металлических конструкций из труб
Обновлено: 06.05.2024
Строительство из металлоконструкций успешно зарекомендовало себя практически во всех сферах бизнеса, позволяя быстро, качественно и сравнительно недорого возводить надежные долговечные площади для организации деятельности. В основе монтажа зданий из таких конструкций лежит метод болтового соединения и сварка металлоконструкций, благодаря которым отдельные элементы приобретают форму полноценного функционального сооружения.
Невзирая на то, что помимо сварки и болтового соединения металлоконструкций также имеет место крепление на основе заклепок и пайки, все же представленные варианты наиболее популярны и чаще всего применяемые в силу их преимуществ и технологии соединения.
Болтовое соединение металлоконструкций
Болтовое соединение – один из самых лучших вариантов крепления, который упрощает сборку и сокращает продолжительность монтажных работ. Не поэтому ли 95 % приходится именно на данный тип соединения?
В зависимости от конструктивных решений и величины нагрузок соединение металлоконструкций болтами может выполняться на основе метизов грубой, нормальной и повышенной точности. Болтовые отверстия проделываются диаметром больше, чем диаметр болта на 2-3 мм. Но при такой технологии монтажа увеличивается риск деформации соединений, именно поэтому так важно обеспечить точность совпадения крепежных отверстий металлоконструкций.
Применение высокопрочных болтов для металлоконструкций с большой эффективностью заменяет заклепки и может применяться вместо болтов повышенной точности. К тому же, такое крепление сочетает в себе легкость установки, низкий процент деформации и высокий уровень несущей способности.
Подготовка к монтажу болтовым методом включает в себя несколько этапов:
- подготовительный этап стыкуемых поверхностей;
- состыковка отверстий под болты;
- стяжка элементов стыка;
- рассверловка отверстий для установки болтов.
Перед тем, как закрутить болт, осуществляется выверка конструкции. Длина и диаметр болтов рассчитывается с учетом особенностей проекта.
Виды болтовых соединений
Для монтажа металлоконструкций применяют несколько разновидностей болтов, к основным относят:
- болты высокой точности из высокопрочной оцинкованной стали;
- грубой точности — выполняемые диаметром до 20 мм из углеродистой стали;
- повышенной точности – диаметр метизов до 48 мм, длина до 300 мм.
Крепление металлоконструкций болтами можно разделить по изготовлению:
При болтовом соединении важнейшими параметры считаются:
- класс точности болтов;
- тип исполнения;
- параметры болта (шаг резьбы, материал изготовления, толщина и пр.).
Преимущества металлоконструкций на болтах
Поэлементная сборка металлоконструкций на болтах применима в том случае, когда сварка невозможна или конструктивные особенности проекта не предполагают данный метод монтажа.
К основным преимуществам болтового соединения можно отнести возможность многократной сборки и разборки без потери эксплуатационных качеств каркаса здания. Но помимо этого также выделяют:
- низкую металлоемкость и простоту сборки;
- упрощенную логистику, так как сборные МК проще транспортировать;
- возможность быстрой замены отдельных конструкций, вышедших из строя.
Недостаток такого типа соединения заключается в геометрической ограниченности за счет того, что поверхности соединяемых конструкций должны совпадать отверстиями под болты.
Монтажные соединения на болтах без контролируемого натяжения
При сборке как расчетных, так и нерасчетных срезных соединений, а также соединений, в которых болты установлены конструктивно, отверстия в деталях конструкций должны быть совмещены, а детали зафиксированы от смещения сборочными пробками (оправками) и плотно стянуты болтами. В соединениях с двумя отверстиями сборочную пробку устанавливают в одно из них. В расчетных соединениях разность номинальных диаметров отверстий и болтов не должна превышать 3 мм.
В расчетных соединениях с работой болтов на срез и соединяемых элементов на смятие допускается «чернота» (несовпадение отверстий в смежных деталях собранного пакета) до 1 мм — в 50% отверстий, до 1,5 мм — 10% отверстий. В случае несоблюдения этого требования, с разрешения разработчика чертежей марок КМ или КМД, отверстия следует рассверлить на ближайший больший диаметр с установкой болта соответствующего диаметра.
В собранном пакете болты заданного в чертежах марок КМ или КМД диаметра должны пройти в 100% отверстий. Допускается прочистка 20% отверстий сверлом, диаметр которого равен диаметру отверстия, указанного в чертежах КМД.
В соединениях с работой болтов на растяжение, а также в нерасчетных соединениях, чернота не должна превышать разности номинальных диаметров отверстия и болта.
Запрещается применение болтов и гаек, не имеющих клейма предприятия-изготовителя и маркировки, обозначающей класс прочности.
Каждая партия болтов, гаек и шайб должна быть снабжена сертификатом качества с указанием результатов механических приемо-сдаточных испытаний.
При выполнении соединений на болтах без контролируемого натяжения болты, гайки и шайбы устанавливают в соединения без удаления заводской консервирующей смазки, а при ее отсутствии резьбу болтов и гаек смазывают минеральным маслом по ГОСТ 20799.
Под гайки следует устанавливать не более двух круглых шайб (ГОСТ 11371).
Допускается установка одной такой же шайбы под головки болтов. В необходимых случаях следует устанавливать косые шайбы (ГОСТ 10906).
Резьба болтов, в том числе сбег резьбы, не должны входить вглубь отверстия более чем наполовину толщины крайнего элемента пакета со стороны гайки.
Решения по предупреждению самоотвинчивания гаек — постановка пружинных шайб (ГОСТ 6402), контргаек или других способов закрепления гаек от самоотвинчивания — должны быть указаны в рабочих чертежах марки КМ.
Применение пружинных шайб не допускается при овальных отверстиях, при разности номинальных диаметров отверстия и болта более 3 мм, при совместной установке с круглой шайбой (ГОСТ 11371), а также в соединениях на болтах, работающих на растяжение. Запрещается стопорение гаек путем забивки резьбы болта или приварки гаек к стержню болта.
В конструкциях, воспринимающих статические нагрузки, гайки болтов, затянутых на усилие свыше 50% расчетного предела прочности стали болта, допускается дополнительно не закреплять. Фундаментные болты должны комплектоваться в соответствии с ГОСТ 24379.0.
Гайки и контргайки болтов диаметром 12 — 27 мм следует затягивать до отказа, от середины соединения к краям, с усилием 294 — 343 Н (30 — 35 кгс) монтажными ключами. Длина ключа должна составлять для болтов М12 — 150 — 200 мм; М16 — 250 — 300 мм; М20 — 350 — 400 мм; М22 — 400 — 450 мм; М24 — 500 — 550 мм; М27 — 550 — 600 мм или динамометрическими ключами по ГОСТ Р 51254.
Гайки и головки болтов, в том числе фундаментных, после затяжки должны плотно (без зазоров) соприкасаться с плоскостями шайб или элементов конструкций, а резьба болтов выступать из гаек не менее чем на один виток с полным профилем.
Контактные поверхности соединяемых элементов должны быть очищены от загрязнения, заусенцев, льда и других неровностей, препятствующих плотному их прилеганию. Плотность стяжки собранного пакета надлежит контролировать щупом толщиной 0,3 мм, который не должен проникать между собранными деталями в зону, ограниченную шайбой.
Качество затяжки постоянных болтов в расчетных соединениях следует проверять монтажными ключами длиной и с усилием, указанными в .
Качество затяжки болтов в нерасчетных соединениях, а также сборочных болтов сварных соединений следует проверять остукиванием молотком массой 0,4 кг, при этом болты не должны смещаться.
Сварное соединение металлоконструкций
Изготовление металлоконструкций методом сварки – экономически выгодный метод, применяемый в работе с металлическими изделиями. Он обеспечивает надежное соединение металлических конструкций с продолжительным сроком эксплуатации.
Технология сварки металлоконструкций во многом влияет на прочность, надежность и цену, а поэтому тот или иной вариант сварки применяют отдельно для конкретного случая.
Виды сварки
Для изготовления сварных металлоконструкций выбирают следующие типы сварки:
- сварка полуавтоматом;
- точечная сварка (одна из самых финансово затратных);
- многоточечная сварка.
Существенная разница между различными видами сварки металлоконструкций заключается в специфике поступления тока на электрод. При точечной – ток поступает на каждый электрод по отдельности, что требует применение дорогостоящего оборудования. При многоточечной – ток при помощи распределителя энергии подается на все электроды и требует высокой квалификации специалиста.
Преимущества сварки металлоконструкций
К основным достоинствам данного метода относят:
- герметичность шва, исключая возможность проникновения влаги между стыками металлоконструкций;
- вариативность – возможность соединять элементы любой формы и в разных положениях;
- низкая цена сварки металлоконструкций – один из самых дешевых способов крепления за счет отсутствия необходимости использовать крепежи.
В качестве недостатков сварки металлоконструкций можно выделить подверженность коррозии из-за локального нагрева. Также сварные конструкции невозможно демонтировать для последующей сборки, а для их соединения необходим специальный инструментарий и опыт специалиста.
Расчет длины болта и подбор деталей соединения
⇐ ПредыдущаяСтр 4 из 5Следующая ⇒
Длину болта (длину стержня до головки) определяют по формуле:
l > H1 + H2 +S + m + D ,
где Н1и H2 — толщины соединяемых деталей,мм (по варианту задания);
S — толщина шайбы, мм (таблица 5); m — высотагайки, мм (таблица 10);
D — свободный конец болта, выступающийиз гайки, мм (см. рисунок 16)
D = (2…3)∙Р, где Р — крупный шаг резьбы, мм (по таблице 8).
Полученное число сравнивают с рядом длин болтов (таблица 9) и принимают ближайшую стандартную длину. Из этой же таблицы выбирают длину резьбы b на стержне. Все остальные размеры болта выбирают из таблицы 8, шайбыи гайки из таблиц 10 и 11.
Пример расчета длины болтас номинальным диаметром резьбы d= 27 мм и толщиной соединяемых деталей Н1 = H2 =22 мм.
Заданному диаметру метрической резьбы (М27) соответствует: крупный шаг Р= 3 мм (таблица 2); высота гайкиm = 22 мм (таблица 4); толщина шайбы S = 4 мм (таблица 5); длина свободного конца D= (2…3)∙3 = 6 … 9 мм.
Подставляем данные значения в формулу расчета длины болта:
l >22+22+4+22+6…22+22+4+22+9 = 76…79 мм
Из таблицы 3 подбирается ближайшая стандартная длина болта l = 80 мм и длина резьбы b = 60 мм.
Изображения крепёжных деталей в соединении
Согласно ГОСТ 2.315-68 различают конструктивное(рисунок 15), упрощенное (рисунок 16) и условное(рисунок 17) изображения болтового соединения.
Упрощенное изображение применяется на сборочных чертежах, на нём не показывают фаски, зазор между стержнем болта и отверстием, резьбу наносят по всей длине стержня, на виде сверху не указывается внутренний диаметр резьбы.
Упрощенное изображение вычерчивают по условно принятым соотношениям в зависимости от номинального диаметра резьбы d, необходимые соотношения показаны на рисунке 16.
На чертеже упрощенного изображения необходимо поставить размеры (см. рисунок 9): Ø номинальный диаметр с буквенным обозначением метрической резьбы — М, Ø стандартную длину болта l — размер до головки болта, Øтолщину соединяемых деталей Н1и Н2.
Условное изображение используют в том случае, если диаметр стержня крепёжной детали менее или равен 2мм. На рисунке 17 показано условное изображение болтового соединения в разрезе по ГОСТ 2.315-68.
Таблица 8— Болты с шестигранной головкой класса точности В
| Номинальный диаметр резьбы d | Шаг резьбы Р | Диаметр стержня d1 | Размер «под ключ» S | Высота головки К | Диаметр описанной окружности е (не менее) | Радиус под головкой R (не менее) | dP |
| крупный | мелкий | ||||||
| (22) (27) | 2,5 2,5 3,0 3,0 | 1,5 1,5 2,0 2,0 | 12,5 14,0 15,0 17,0 | 33,0 35,0 39,6 45,2 | 0,8 0,8 0,8 1,0 | ||
| Примечания: 1 Размеры болтов, заключенные в скобки, применять не рекомендуется. 2 Радиус под головкой R по ГОСТ 24670-81. 3 dP — по ГОСТ 12414-94. |
| Длина болта ℓ | Номинальный диаметр резьбы d | ||
| (22) | (27) | ||
| в | в | в | в |
| X | X | X | |
| X | X | ||
| X | |||
| (85) | |||
| Приме ч а н и я: 1 Болты с размерами длин, заключенными в скобки, применять не рекомендуется. 2 Знаком «X” отмечены болты с резьбой на всей длине стержня. |
Пример условного обозначения
Таблица 10Гайки шестигранные класса точности В по ГОСТ 5915-70*
| Номинальный диаметр резьбы d | (22) | (27) | |||
| Шаг резьбы P | Крупный | 2,5 | 2,5 | 3,0 | 3,0 |
| Мелкий | 1,5 | 1,5 | 2,0 | 2,0 | |
| Размер «под ключ» S | 30,0 | 32,0 | 36,0 | 41,0 | |
| Диаметр описанной окружности e , не менее | 33,3 | 35,0 | 39,6 | 45,2 | |
| Высота m | 16,0 | 18,0 | 19,0 | 22,0 | |
| da | не менее | 20,0 | 22,0 | 24,0 | 27,0 |
| не более | 21,6 | 23,8 | 25,9 | 29,2 | |
| dw, не менее | 27,7 | 29,5 | 33,2 | 38,0 | |
| Примечание: размеры гаек, заключенные в скобки, применять не рекомендуется. |
шестигранной гайки исполнения 1 (не указывается), нормальной точности с диаметром резьбы d=16мм
, с крупным шагом Р=2,0мм,с полем допуска 7Н (не указывается), без покрытия, по ГОСТ 5915-70*: Гайка М16 ГОСТ 5915-70
То же, исполнения 2,мелким шагом Р=1,5мм, с полем допуска 6Н, класса прочности 12, из стали марки 40Х, с покрытием 01 толщиной 6мкм: Гайка 2M16xl,5-6H.12.40X.016 ГОСТ 5915-70
Таблица 11 Шайбы класса точности А по ГОСТ 11371-78*
Исполнение 1 В миллиметрах
| Диаметр резьбы крепежной детали | d1 | d2 | S |
шайбы исполнения 1 класса точности А для крепежной детали с диаметром резьбы d = 16 мм, без покрытия:
Шайба А.16 ГОСТ 11371-78
⇐ Предыдущая4Следующая ⇒
Воспользуйтесь поиском по сайту:
Какой из типов соединений лучше?
Какое соединение лучше – сварное или болтовое? Ответить однозначно невозможно, да и выбирать преимущественно одну из предложенных технологий — совершенно неправильное решение. Каждый из данных способов будет уместен при определенных обстоятельствах, конструктивных особенностях проекта, а также условий разворачивания стройки. К примеру, поэлементная болтовая сборка будет уместна, где сварка попросту недопустима или же здание планируется как временная мобильная постройка, которую со временем необходимо разобрать.
Сварка – отличный способ уменьшить расходы на строительство, так как стоимость сварки металлоконструкций ниже по сравнению с болтовым соединением. К тому же, если речь идет о сложнодоступных и неудобных местах, сварка является целесообразным решением.
Если вы находитесь в замешательстве и хотите получить больше информации касаемо данного выбора, обратитесь к нашим специалистам. Мы постараемся ответить на все ваши вопросы абсолютно бесплатно.
расчет болтов
Рис 3 — формулы расчета болта
Прочностной расчет болтового соединения
Болтовое соединение можно разделить на:
1) Соединение работающее на срез
2) Соединение работающее на срез и растяжение
3) Соединение работающее на растяжение
4) Фрикционное соединение ( на болтах с контролируемым натяжением)
Согласно пункта 14.2.9 расчетное усилие, которое может быть воспринято одним болтом, в зависимости от вида напряженного состояния.
Ns – число расчетных срезов одного болта (если болт соединяет две пластины, то число срезов один) = 1
Yb = 0,9 согласно примечания таблицы 41 СП 16.13330.2017
Yс = 1 согласно примечания таблицы 1 СП 16.13330.2017
∑t =6 – наименьшая суммарная толщина пластин соединяемых сминаемых в одном направлении. В нашем случаи пластина у кронштейна из 6 мм. стали. Для стенки пластины из алюминия 2мм.
dbn =10 мм. – наружный диаметр болта по резьбе
db=8,1мм. – наружный диаметр болта без резьбы, т.е. стержня (8,1мм. для болта М10)
Ab=(П*db^2)/4 – площадь сечения стержня болта, мм^2
Abn=(П*dbn^2)/4 – площадь сечения резьбовой части болта, мм^2
5.6 (5.8; 8.8; 10.9; 12.9) – класс прочности болта
Расчетное усилие,которое может быть воспринято одним болтом при срезе (5.6) Nbs=Rbs*Ab*ns*Yb*Yc = 210*51,5*1*0,9*1=9733,5 Н
Расчетное усилие, которое может быть воспринято одним болтом при смятии (5.6) при стальной пластине 6мм., Nbp=Rbp*db*∑t*Yb*Yc =475*7,8*6*0,9*1=20007 Н
Расчетное усилие, которое может быть воспринято одним болтом при смятии (5.6) при алюминиевой пластине 2мм., Nbp=Rbp*db*∑t*Yb*Yc =175*7,8*2*0,9*1=2457 Н
Rbp=175МПа, Ry=120МПа для материала стойки АМг2Н2, АМГ3Н2 согласно таблицы 13 СП 128.13330.2016 (СНиП 2.03.06-85) «Алюминиевые конструкции»
Расчетное усилие, которое может быть воспринято одним болтом при растяжении (5.6), Nbt=Rbt*Abn*Yc =225*78,5*1=17662,5 Н
Болт М8мм, наружный диаметр болта (стержня) db=6,5мм
Болт М10мм, наружный диаметр болта (стержня) db=7,8мм
Болт М12мм, наружный диаметр болта (стержня) db=10,1мм
Болт М16мм, наружный диаметр болта (стержня) db=13,8мм
Болт М18мм, наружный диаметр болта (стержня) db=15,3мм
Болт М20мм, наружный диаметр болта (стержня) db=17,3мм
Болт М16, М18 и до М48 по таблице Г9 «Площади сечений болтов Ab и Abn» (литер 1)
Пункт 14.2.10 СП «Стальные конструкции» , при действии на болтовое соединение силы N, проходящей через центр тяжести соединения, распределение этой силы между болтами следует принимать равномерным. В этом случае число болтов в соединении следует определять по формуле
Болтовые соединения стальных конструкций без натяжения по СП
Требования к монтажным болтовым соединениям стальных конструкций без контролируемого натяжения приведено в следующих нормативных документах:
- СП 16.13330.2017 «Стальные конструкции. Актуализированная редакция СНиП II-23-81*» (действующий и обязательный к применению).
- СП 70.13330.2012 Несущие и ограждающие конструкции. Актуализированная редакция СНиП 3.03.01-87 (действующий и обязательный к применению).
Проектирование соединений стальных конструкций на болтах необходимо выполнять в строгом соответствии с разделом 14.2 СП 16.13330.2017. В данной статье будут выделены основные конструктивные требования к данным соединениям и требования к их сборке и монтажу.
Конструктивные требования к болтовым соединениям
Основные требования к болтам и их расстановке в болтовом соединении приведены в разделе 14.2 СП 16.13330.2017. Приведем данные пункты.
14.2.1 Для болтовых соединений элементов стальных конструкций следует применять болты согласно таблицам Г.3-Г.7, Г.9 (приложение Г).
Таблица Г.3 приложения Г СП 16.13330.2017
Требования к болтам при различных условиях их применения
Расчетная температура t, °С
Класс прочности болтов и требования к ним (по НД) в конструкциях,
не рассчитываемых на усталость
рассчитываемых на усталость
при работе болтов на
1) С требованием испытания на разрыв на косой шайбе.
Таблица Г.4 приложения Г СП 16.13330.2017
Марки стали фундаментных болтов и условия их применения
Марки стали при расчетной температуре, t°С
Конструкции, кроме опор воздушных линий электропередачи, распределительных устройств и контактной сети
Для U-образных болтов, а также фундаментных болтов опор воздушных линий электропередачи, распределительных устройств и контактной сети
Таблица Г.5 приложения Г СП 16.13330.2017
Нормативные сопротивления стали болтов и расчетные сопротивления одноболтовых соединений срезу и растяжению, Н/мм 2
Класс прочности болтов
- Rbun — нормативное сопротивление стали болтов, принимаемое равным временному сопротивлению σBпо национальным стандартам и техническим условиям на болты;
- Rbyn — нормативное сопротивление стали болтов, принимаемое равным пределу текучести σT по национальным стандартам и техническим условиям на болты;
- Rbs — расчетное сопротивление срезу одноболтового соединения;
- Rbt — расчетное сопротивление растяжению одноболтового соединения;
14.2.2 Болты следует размещать согласно требованиям таблицы 40, при этом в стыках и в узлах — на минимальных расстояниях, а соединительные конструктивные болты — на максимальных расстояниях.
При прикреплении уголка одной полкой болтами, размещаемыми в шахматном порядке, отверстие, наиболее удаленное от его конца, следует размещать на риске, ближайшей к обушку.
14.2.3 Болты класса точности А следует применять для соединений, в которых отверстия просверлены на проектный диаметр в собранных элементах, или по кондукторам в отдельных элементах и деталях, или просверлены или продавлены на меньший диаметр в отдельных деталях с последующей рассверловкой до проектного диаметра в собранных элементах.
Болты класса точности В в многоболтовых соединениях следует применять для конструкций из стали с пределом текучести до 375 Н/мм 2 .
В соединениях, где болты работают преимущественно на растяжение, следует применять болты класса точности В или высокопрочные.
14.2.4 Болты, имеющие по длине ненарезанной части участки с различными диаметрами, не следует применять в соединениях, в которых эти болты работают на срез.
14.2.5 Резьба болта, воспринимающего сдвигающее усилие, в элементах структурных конструкций, опор линий электропередачи и открытых распределительных устройств, а также в соединениях при толщине наружного элемента до 8 мм, должна находиться вне пакета соединяемых элементов; в остальных случаях резьба болта не должна входить вглубь отверстия более чем на половину толщины крайнего элемента со стороны гайки или свыше 5 мм.
14.2.6 Установливать шайбы на болты следует по СП 70.13330.
В расчетных соединениях с болтами классов точности А и В (за исключением крепления вспомогательных конструкций) следует предусматривать меры против самоотвинчивания гаек. Решения по постановке пружинных шайб, вторых гаек или других способов закрепления гаек от самоотвинчивания должны быть указаны в рабочих чертежах стадии КМ.
14.2.7 На скошенных поверхностях соединяемых деталей и элементов (внутренние грани полок двутавров и швеллеров) под головки болтов или гайки следует устанавливать косые шайбы.
14.2.8 Диаметр отверстия для болтов в элементах из проката должен соответствовать примечанию 1 таблицы 40.
Таблица 40 СП 16.13330.2017
Характеристика расстояния и предела текучести соединяемых элементов
Расстояние при размещении болтов
1 Расстояние между центрами отверстий для болтов в любом направлении:
б) максимальное в крайних рядах при отсутствии окаймляющих уголков при растяжении и сжатии
8d или 12t
в) максимальное в средних рядах, а также в крайних рядах при наличии окаймляющих уголков:
16d или 24t
12d или 18t
2 Расстояние от центра отверстия для болта до края элемента
а) минимальное вдоль усилия:
б) то же, поперек усилия:
при обрезных кромках
при прокатных кромках
4d или 8t
г) минимальное во фрикционном соединении при любой кромке и любом направлении усилия
3 Расстояние минимальное между центрами отверстий вдоль усилия для болтов, размещаемых в шахматном порядке
Обозначения, принятые в таблице 40:
- d — диаметр отверстия для болта;
- t — толщина наиболее тонкого наружного элемента;
- u — расстояние поперек усилия между рядами отверстий.
1. Диаметр отверстий следует принимать:
- для болтов класса точности А — d=db;
- для болтов класса точности В в конструкциях опор ВЛ, ОРУ и КС — d=db+1 мм,
- в остальных случаях — d=db+ (1; 2 или 3 мм),
2. В одноболтовых соединениях элементов решетки (раскосов и распорок), кроме постоянно работающих на растяжение, при толщине элементов до 6 мм из стали с пределом текучести до 375 H/мм 2 расстояние от края элемента до центра отверстия вдоль усилия принимают 1,35d (без допуска при изготовлении элементов в сторону уменьшения, о чем должно быть указано в проекте).
3. При размещении болтов в шахматном порядке на расстоянии, не менее указанного в позиции 3, сечение элемента Аn следует определять с учетом ослабления его отверстиями, расположенными в одном сечении поперек усилия (не по зигзагу).
Требования к правильному устройству монтажные соединения на болтах без контролируемого натяжения
Основные требования к сборке болтовых соединений приведены в разделе 4 СП 70.13330.2012. Приведем данные пункты.
4.5.1 При сборке как расчетных, так и нерасчетных срезных соединений, а также соединений, в которых болты установлены конструктивно, отверстия в деталях конструкций должны быть совмещены, а детали зафиксированы от смещения сборочными пробками (оправками) и плотно стянуты болтами. В соединениях с двумя отверстиями сборочную пробку устанавливают в одно из них. В расчетных соединениях разность номинальных диаметров отверстий и болтов не должна превышать 3 мм.
4.5.2 В расчетных соединениях с работой болтов на срез и соединяемых элементов на смятие допускается «чернота» (несовпадение отверстий в смежных деталях собранного пакета) до 1 мм — в 50% отверстий, до 1,5 мм — 10% отверстий. В случае несоблюдения этого требования, с разрешения разработчика чертежей марок КМ или КМД, отверстия следует рассверлить на ближайший больший диаметр с установкой болта соответствующего диаметра.
4.5.3 Запрещается применение болтов и гаек, не имеющих клейма предприятия-изготовителя и маркировки, обозначающей класс прочности.
4.5.4 Под гайки следует устанавливать не более двух круглых шайб (ГОСТ 11371).
4.5.5 Решения по предупреждению самоотвинчивания гаек — постановка пружинных шайб (ГОСТ 6402), контргаек или других способов закрепления гаек от самоотвинчивания — должны быть указаны в рабочих чертежах марки КМ.
4.5.6 Гайки и контргайки болтов диаметром 12-27 мм следует затягивать до отказа, от середины соединения к краям, с усилием 294-343 Н (30-35 кгс) монтажными ключами. Длина ключа должна составлять для болтов М12 — 150-200 мм; М16 — 250-300 мм; М20 — 350-400 мм; М22 — 400-450 мм; М24 — 500-550 мм; М27 — 550-600 мм или динамометрическими ключами по ГОСТ Р 51254.
4.5.7 Гайки и головки болтов, в том числе фундаментных, после затяжки должны плотно (без зазоров) соприкасаться с плоскостями шайб или элементов конструкций, а резьба болтов выступать из гаек не менее чем на один виток с полным профилем.
4.5.8 Контактные поверхности соединяемых элементов должны быть очищены от загрязнения, заусенцев, льда и других неровностей, препятствующих плотному их прилеганию. Плотность стяжки собранного пакета надлежит контролировать щупом толщиной 0,3 мм, который не должен проникать между собранными деталями в зону, ограниченную шайбой.
4.5.9 Качество затяжки постоянных болтов в расчетных соединениях следует проверять монтажными ключами длиной и с усилием, указанными в 4.5.6.
Какие способы сборки металлоконструкций выбрать: сварка или болтовые соединения. Подробный разбор технологий
Существует два метода сборки металлоконструкций: с помощью болтов и с помощью сварки. В этой статье мы рассмотрим отличия способов, их преимущества и для каких целей они используются.
Общие сведения о металлоконструкциях
Металлоконструкциями называются любые конструкции, части которых состоят из металлов или их сплавов. Такие металлические конструкции используются в основном в строительстве – металлоконструкциями в таком случае будут называться несущие строительные элементы здания.
Разбираемся какое соединение лучше: сварное или болтовое
Всего есть два вида соединения металлоконструкций:
Сварное. Такое соединение отличается герметичностью и дешевизной. Однако стоит учесть, что из-за сильного нагрева во время соединения конструкции повышается подверженность материала коррозии.
Болтовое. По сравнению со «сварным», такую конструкцию после сборки можно легко разобрать. Болты и другие элементы придется периодически заменять или подкручивать. Из недостатков – все элементы должны идеально совпадать друг с другом для обеспечения герметичности.
Сказать точно, какой вид соединения лучше и надежнее, невозможно – все они идеально справляются со своими задачами, если установлены правильно. Выбирать вид соединения исходя из целей постройки металлоконструкции и достаточного опыта в строительстве.

Болтовое соединение подразумевает собой процесс скрепления частей металлоконструкции путем их скрепления болтами. Так металлическую конструкцию можно разобрать, просто открутив болты. Различают несколько видов болтовых соединений.
Виды болтовых соединений
Бывают как одноболтовые, так и многоболтовые соединения. Но в строительстве такие соединения обычно классифицируют на:
Несдвигустойчивые. Сила затяжки гайки обычно не учитывается при проектировании, а усилие передается не через трение соединяемых частей. Болты могут использоваться самых разных классов прочности, даже высокопрочные.
Сдвигоустойчивые, или же фрикционные. Силы передаются посредством трения между частями металлоконструкции, поэтому обязательно принимаются во внимание во время проектирования. Обычно используются высокопрочные болты.

Технология сборки болтовыми соединениями
Сама суть сборки предельно проста: в качестве скрепления конструкций используются болты, шайбы и гайки, которые вставляются в специальные скрепляющие отверстия. Фиксируются болты при помощи гаек, причем затягиваются гайки постепенно, перед этим разворачиваются для соприкосновения с шайбами и только затем аккуратно затягиваются. Причем делать это нужно не по порядку, а хаотично, то есть затягивать гайки равномерно: это обезопасит от обрыва болтов и смещения конструкции. Для качественной установки крепежа используют предельные ключи, которые можно регулировать на конкретную силу затягивания.
Преимущества металлоконструкций на болтах
К преимуществам болтовой сборки металлоконструкции можно отнести:
Долгий срок эксплуатации;
Быстрый срок сборки;
Возможность перестроить конструкцию, просто открутив болты;
Классы прочности крепежных изделий
Каждое крепежное изделие, будь это болт или шайба, при установке должны отвечать нужному кассу прочности – в ином случае крепеж со временем не выдержит нагрузку, а конструкция сломается.

Классы прочности болтов из углеродистых и легированных сталей
Болты производятся либо из углеродистых, либо из легированных сталей. По ГОСТу каждому присваиваются определенные классы. Углеродистая сталь отличается от легированной тем, что она в основном содержит добавки (титан, молибден) и по эксплуатационным характеристикам в принципе лучше: она тверже, плотнее и термоустойчивее легированной.
Для болтов из углеродистой стали соответствуют следующие классы:
Все от 3.6 до 6.8.
8, 9.8. Содержит хром, бром и марганец.
10.9. Содержит хром, бром и марганец.
Для болтов из легированных сталей соответствуют следующие классы:
10.9. Содержит марганец, бром и хром.
12.9. Без добавок.
Классы прочности гаек из углеродистых и легированных сталей
Стандарты прочности по ГОСТ предусмотрены и у гаек:
Гайки, у которых высота больше или равна 0,8d (d – наружный диаметр резьбы): 4; 5; 6; 8; 9; 10; 12;
Гайки, у которых высота больше или равна 0,5d, но меньше 0,8d: 04, 05.
Гайки, у которых высота меньше 0,5d – требования к прочности не установлены.

Болты и гайки из аустенитных нержавеющих сталей
У болтов и гаек из антикоррозийной стали несколько иной метод разделения на класс прочности:
50 – предел прочности на разрыв минимум 500 Н/мм²;
70 – предел прочности на разрыв минимум 700 Н/мм²;
80 – предел прочности на разрыв минимум 800 Н/мм²;
При этом рядом с классом прочности всегда указывается марка стали (A2 или A4). Например, A4-80. У аустенитных сталей наблюдается меньшая текучесть и выраженные антикоррозийные свойства.
Классы твердости шайб
Важное примечание: как такового класса прочности у шайб нет. Вместо него классы шайб обычно сортируются по твердости, которая в строительстве измеряется в единицах HV. Например:
Не менее 140 HV для шайб класса точности А;
Не меньше 100 HV для шайб класса точности C;
Классовый диапазон может варьироваться от 100 до 400 HV
Сравнение классов прочности болтов из углеродистых и нержавеющих сталей
По сравнению с углеродистыми, нержавеющие стали отличаются низкой границей текучести, поэтому их пластичность выше – риск крошения шпилек болта при затяжном усилии минимален. При этом у болтов из углеродистой стали при возникновении большой нагрузки в большинстве случаев крепёж полностью ломается.

Сочетание классов прочности болтов и гаек
При строительстве металлоконструкций важно, чтобы классы прочности болта и гайки совпадали – в таком случае нагрузка на крепеж будет распределяться равномерно. Это спасет конструкцию от развала, вызванного разрушением крепежа.
Сварное соединение металлоконструкций
Виды сварки
Видов сварки существует несколько, но непосредственно для сварки металлоконструкций широко используются два вида:
Механизированная дуговая. Для скрепления деталей используется сварной шов, образующийся из расплавленного металла. Дугу мастер перемещает самостоятельно. Для предотвращения взаимодействия жидкого металла от кислорода и азота используется защитный газ. Механизированная сварка проста и универсальна, а производить её можно где угодно.
Автоматическая дуговая. Сварной шов, скрепляющий материалы, появляется за счет автоматического движения электронной проволоки и дуги. Требует наличия специального оборудования, а также проводится в стационарно-цеховых условиях.

Технология сборки с помощью сварки
Технология изготовления сварных металлоконструкций подразумевает собой скрепление частей в единую конструкцию без дальнейшей возможности разборки – все компоненты «намертво» присоединяются друг к другу.
Для скрепления используется традиционная технология: с помощью специального оборудования вручную или автоматически образуется сварочный шов – он и скрепляет части конструкции.
Преимущества сварки металлоконструкций
К преимуществам метода сварки металлоконструкции можно отнести:
Уменьшение веса в конструкции за счет образования узлов;
Конструкция обретает правильную форму;
Низкая вероятность брака и припуски при замене литься сваркой;
Какой из типов соединений лучше
Некоторые путаются: какой вид скрепления металлоконструкции будет подходящим. В целом – нет разницы, ведь оба метода эффективны. Но у каждого метода соединения есть свои нюансы.
В каких случаях предпочтительнее сварка, а в каких болты
Сварные металлоконструкции – это удел профессионалов, ведь неопытный мастер вряд ли сможет сварить металл грамотно. Поэтому для простой и не затратной сборки конструкции идеально подойдут болты – особых знаний иметь не нужно, а монтаж производится просто. При этом срок службы у них будет меньше, а крепеж придется периодически обновлять. Если же скреплять конструкцию будут мастера, то лучшим вариантом будет именно сварка – она надежнее и прочнее.
Как определить самый подходящий вид сборки
Подходящий вид сварки следует определять исходя из того, для каких целей будет использоваться конструкция. Например, если это теплица, то использование болтов – сомнительная идея. Мало того, что они подвергаются коррозии – со временем болты расшатываются под действием ветра и трения, и теплица начнет разрушаться. Тем более болты придется периодически подкручивать или вовсе заменять. При сварке же дополнительных мероприятий не потребуется, и разрушить строение могут разве что стихийные бедствия.
Заключение
В этой статье мы рассмотрели все методы сборки металлоконструкций, их отличия друг от друга и главные преимущества. Каждый метод хорош по-своему, поэтому выбирать способ следует исходя из бюджета, достаточного опыта и целей строительства.
Болтовые и сварные соединения металлических конструкций
Согласно ТКП 45-5.04-41 сборку и закрепление монтажных соединений металлических конструкций рекомендуется выполнять на болтах без контролируемого натяжения и на высокопрочных болтах с контролируемым натяжением.
1. Сборка соединений на болтах без контролируемого натяжения
Перед сборкой стыкуемые поверхности должны быть очищены от загрязнений, льда, снега, наплывов грунтовки и краски, ржавчины, просушены (при необходимости) и не должны иметь неровностей, препятствующих плотному соединению поверхностей.
Для совмещения отверстий элементов стыка пользуются проходными оправками, диаметр цилиндрической части которых на 0,2 мм меньше диаметра отверстий. Часть отверстий (не менее 10 %) заполняется сборочными пробками (рис. 35). Пробки фиксируют взаимное расположение соединяемых элементов от сдвига. После установки сборочных пробок оправки выбивают. Диаметр сборочных пробок должен соответствовать диаметру отверстий.
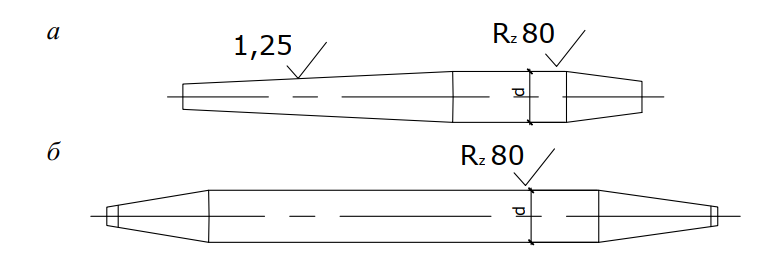
Рис. 35. Технологическая оснастка для сборки болтовых соединений: а – проходная оправка; б – сборочная пробка
В собранном пакете болты заданного в проектной документации диаметра должны пройти в 100 % отверстий. Допускается прочистка 20 % отверстий сверлом, диаметр которого равен диаметру отверстия, указанному в чертежах. При этом в соединениях с работой болтов на срез и соединенных элементов на смятие допускается чернота (несовпадение отверстий в смежных деталях собранного пакета) до 1 мм – в 50 % отверстий, до 1,5 мм – в 10 % отверстий.
В случае несоблюдения этого требования с разрешения организации-разработчика проектной документации отверстия следует рассверлить на ближайший бόльший диаметр с установкой болта соответствующего диаметра.
Под гайку болта рекомендуется устанавливать одну круглую шайбу по ГОСТ 11371. Допускается установка не более двух круглых шайб под гайку болта и одной такой же шайбы под головку болта.
Затяжку болтов необходимо производить от середины поля болтов к краям. Другой порядок затяжки болтов должен быть предусмотрен в проектной документации.
Гайки временных и постоянных болтов без контролируемого натяжения завертывают ручными коликовыми ключами (рис. 36), имеющими с одной стороны зев для гайки, а с другой – коническую часть – колик, который служит оправкой при совмещении отверстий в деталях узла.
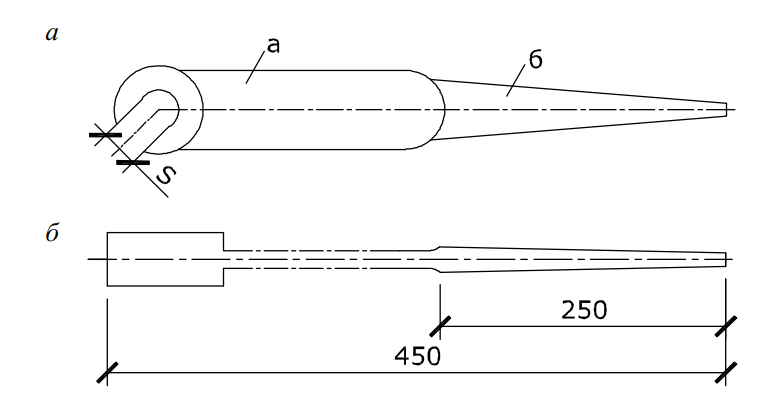
Рис. 36. Ключ коликовый монтажный: а – зев ключа; б – колик; s – размер под ключ
Плотность стяжки собранного пакета следует проверять щупом толщиной 0,3 мм, который в пределах зоны, ограниченной шайбой, не должен проходить между собранными деталями на глубину более 20 мм. Качество затяжки постоянных болтов следует проверять обстукиванием их молотком массой до 0,4 кг, при этом болты не должны смещаться.
В процессе эксплуатации зданий и сооружений необходимо периодически производить осмотр монтажных соединений и подтягивать ослабевшие гайки на болтах.
2. Сборка соединений на высокопрочных болтах с контролируемым натяжением
В соединениях на высокопрочных болтах с контролируемым натяжением соприкасающиеся поверхности деталей должны быть подготовлены в соответствии с указаниями в проектной документации. Способ обработки соприкасающихся поверхностей деталей сдвигоустойчивых соединений должен быть указан в чертежах КМ и КМД.
Состояние поверхности, независимо от способа обработки или очистки, следует контролировать и фиксировать в журнале выполнения монтажных соединений на болтах с контролируемым натяжением непосредственно после обработки или очистки и перед сборкой соединений. Способы обработки и соответствующие им коэффициенты трения даны в ТКП 45-5.04-41 [табл. 5.2].
До установки высокопрочных болтов соединение собирают на пробках и временных болтах и стягивают так, чтобы щуп толщиной 0,3 мм проходил вглубь пакета не более чем на 20 мм. Резьбу гаек высокопрочных болтов слегка смазывают минеральным маслом. Смазывать болт и поверхность гайки не разрешается. Болты в один прием затягивают гайковертом или ручным динамометрическим ключом. При отсутствии таких гайковертов затягивание осуществляют в два приема: сначала на величину меньше требуемой – гайковертом ИП-3106, а затем тарировочным ключом. Со стороны гайки после натяжения должно оставаться не менее трех ниток резьбы.
Величину крутящего момента для закручивания гаек высокопрочных болтов определяют по формуле
где N – расчетное усилие натяжения болта, в Н;
d – диаметр болта, в м;
ku – коэффициент, зависящий от качества нарезки, принимаемый в пределах 0,186–0,193.
Тарировка ключей и гайковертов должна осуществляться систематически до начала и в середине смены. Болты, дотянутые до проектного усилия, отмечаются краской. При применении в узлах и стыках высокопрочных болтов используют ключи-мультипликаторы (табл. 1).
Таблица 1. Техническая характеристика ключей-мультипликаторов
Натяжение болтов с регулировкой усилий по величине крутящего момента следует осуществлять поэтапно. Сначала болты необходимо затянуть на 50–80 % расчетного усилия для обеспечения плотности пакета. Затем болты должны быть дотянуты до полного расчетного усилия динамометрическими ключами статического действия с контролем натяжения по величине прикладываемого крутящего момента.
После окончания натяжения всех болтов в соединении старший рабочий-сборщик (бригадир) обязан поставить в предусмотренном месте клеймо (присвоенный ему номер или знак) и предъявить соединение для контроля.
После контроля натяжения и приемки соединения все наружные поверхности стыков, включая головки болтов, гайки и выступающие из них части резьбы болтов, должны быть очищены, огрунтованы, окрашены, а щели в местах перепада толщин и зазоры в стыках зашпатлеваны.
3. Сборка монтажных соединений на высокопрочных дюбелях
К выполнению монтажных соединений на высокопрочных дюбелях и руководству работами допускаются лица, прошедшие обучение, подтвержденное соответствующим удостоверением. При выполнении монтажных соединений на высокопрочных дюбелях следует соблюдать инструкции по эксплуатации пороховых монтажных инструментов, регламентирующие порядок ввода их в эксплуатацию, правила эксплуатации, технического обслуживания, требования безопасности, хранения, учета и контроля пистолетов и монтажных патронов к ним.
Перед началом работ по монтажу соединений на высокопрочных дюбелях следует осуществлять контрольную пристрелку для уточнения мощности выстрела (номера патрона). Расстояние от оси дюбеля до края опорного элемента должно быть не менее 10 мм в любом направлении. При установке рядом двух дюбелей минимальное расстояние между ними определяется условием расположения стальных шайб впритык друг к другу.
Установленный дюбель должен плотно прижимать шайбу к закрепляемой детали, а закрепляемую деталь – к опорному элементу. Цилиндрическая часть стержня дюбеля не должна выступать над поверхностью стальной шайбы.
4. Сборка монтажных соединений на самонарезающих винтах
При выполнении соединений на самонарезающих винтах под их головки следует устанавливать металлические уплотнительные шайбы.
Самонарезающие винты должны быть завернуты так, чтобы их головки плотно прилегали к шайбам, а нарезная цилиндрическая часть (стержень) выступала с тыльной стороны опорного элемента не менее чем на одну нитку резьбы.
В случае некачественной постановки самонарезающего винта (срез стержня, обрыв головки, неплотная посадка и т. п.) рядом, на расстоянии не менее пяти диаметров стержня и не более 60 мм, устанавливается новый винт. В тех случаях, когда можно рассверлить старое отверстие, ставится винт большего диаметра.
Сварные соединения. Монтажные соединения решетчатых и стержневых конструкций собирают преимущественно при помощи прихваток. Стыки тяжелых конструкций собирают при помощи сборочных приспособлений. Сварка монтажных соединений решетчатых и стержневых конструкций обычно выполняется вручную, а иногда – полуавтоматами с применением порошковой проволокой или голой легированной проволоки. В процессе сборки листовых конструкций широко используются сборочные приспособления, которые удаляются по мере сварки стыков. При автоматической сварке допускается предварительная подварка швов вручную.
Стыки можно сваривать следующими способами сварки: автоматической электрошлаковой; под флюсом; с применением порошковой проволоки; полуавтоматической; в среде углекислого газа; ручной.
Почти все виды автоматической и полуавтоматической сварки являются многошовными, только электрошлаковая сварка, независимо от толщины стали, выполняется за один проход бездуговым процессом. Эта сварка применима только для горизонтальных швов.
Сварка стыков может быть одно- и двусторонней. Швы большой протяженности сваривают вручную участками длиной по 300–400 мм. Направление сварки каждого участка должно быть противоположно направлению сварки всего шва. При толщине свариваемого металла более 8 мм сварной шов выполняют в несколько слоев: секционным способом или «горкой».
Для ручной сварки применяют электроды со специальным покрытием (обмазкой) различных типов. Число в марке электрода обозначает величину временного сопротивления наплавленного металла, а индекс «А» – повышенное относительное удлинение и ударную вязкость. Фаску под сварку у листов и труб следует снимать с помощью электрических или пневматических кромкорезов.
Контроль качества сварных соединений. В процессе контроля качества сварных соединений в зависимости от предъявляемых к ним требований могут выполняться: внешний осмотр шва, механические испытания металла шва, проверка качества структуры и плотности шва и др.
Внешний осмотр шва осуществляется с целью обнаружения видимых трещин, подрезов, шлаковых включений и непроваров глубиной более 10 % толщины свариваемых деталей.
Механические испытания металла шва выполняются в соответствии с ГОСТ 6996 на растяжение, ударный изгиб, ударный разрыв и сплющивание.
Из неразрушающих методов обычно используются следующие.
Фотографический метод основан на просвечивании сварного шва гамма-лучами, благодаря тому, что при просвечивании сварного шва гамма-лучами непрозрачные тела начинают светиться под их действием с различной интенсивностью. За счет этого при воздействии на фотослой, дефекты шва на пленке фиксируются как места с различной затемненностью.
В случае обнаружения дефектов количество проверяемых участков удваивается. Отечественные рентгеновские аппараты РУП-120-5-1, ИРА-1Д, ИРА-2Д малогабаритны и удобны для работы на стройплощадке.
Магнитографический метод основан на обнаружении полей рассеивания в местах дефектов на ферромагнитной ленте и последующем воспроизведении отпечатков; применяется для контроля соединений толщиной от 1 до 16 мм.
Ультразвуковой метод основан на различном отражении пучка высокочастотных звуковых колебаний от металла и имеющихся дефектов.
Контроль плотности сварных соединений чаще всего выполняют вакуумным методом, в замкнутых емкостях – сжатым воздухом в пределах рабочего давления, с промазкой наружной поверхности швов мыльным раствором или заполнением емкостей водой. Неплотности сварных швов можно обнаруживать, промазывая их с одной стороны керосином, а с другой – окрашивая водно-меловым составом; при этом в местах дефектов на поверхности меловой обмазки появятся жирные пятна керосина.
Вакуумный метод предусматривает использование металлической камеры без дна с верхней стенкой из органического стекла и резиновой прокладкой по кромкам боковых стенок. Испытуемый шов смазывают раствором пенного индикатора, на участок шва накладывают камеру и создают в ней вакуум. Появление на поверхности шва пузырей свидетельствует о его неплотности. Давлением сжатого воздуха и воды испытывают резервуары и трубопроводы. Швы покрывают пенным индикатором, а в сосуд нагнетают воздух под давлением. Появление пены свидетельствует о дефекте.
Химический метод применяется для испытания днища. Под днище укладывают трубы, по которым нагнетают аммиак. Боковую поверхность днища и основания герметизируют глиной, а швы промазывают меловой краской с индикатором (фенолфталеин) или проклеивают полосами смоченной индикаторной бумаги. В местах дефекта окраска или бумага меняет цвет.
При заполнении сосудов водой под давлением дефекты обнаруживаются по местам течи или увлажнения поверхности шва. Давление воды или воздуха назначается равным рабочему давлению, установленному для данной конструкции. Сосуды, работающие под большим давлением, во избежание больших разрывов испытывают водой. При производстве сборочных и монтажных работ металлических конструкций при отрицательных температурах наружного воздуха необходимо соблюдать следующие меры. Нельзя применять ударные воздействия на металлические конструкции при температуре окружающей среды ниже –25 °С. Гибку и правку металла при отрицательных температурах следует выполнять с предварительным его подогревом.
Ручную и полуавтоматическую сварку решетчатых и листовых конструкций толщиной стали до 16 мм можно вести обычными способами без подогрева для:
- конструкций из углеродистой стали – при температуре до –30 °С;
- конструкций из низколегированной стали – при температуре до –20 °С.
При большей толщине свариваемого металла или при более низких температурах зона выполнения сварочного шва на ширину в 100 мм с каждой стороны от него должна быть подогрета до 100–150 °С.
Читайте также: