Цековка по металлу что это
Обновлено: 20.09.2024
При производстве высокотехнологичного оборудования и механизмов отверстия, служащие для взаимного соединения деталей, дополнительно обрабатывают с помощью специального инструмента – цековки. Это делается для того, чтобы придать их поверхностям, являющимся опорными для крепежных элементов – шайб, болтов и подобных, более высокие качество и точность.
1 Цековка – назначение разновидности зенкера
Цековка – это разновидность металлорежущего инструмента зенкер. Она тоже предназначена для обработки уже готовых отверстий, но рассверливания или углубления последних ею не производят. Сам процесс применения этого инструмента называют цекованием. В отличие от зенкера, которым улучшают качество и точность боковых поверхностей – стенок, цековкой выравнивают торцевую площадку вокруг отверстия:
- обрабатывают гладкие, в виде наплыва и заглубленные, полученные в результате формирования ступенчатого отверстия, опорные плоскости под различные крепежные элементы и детали – упорное кольцо, шайбу, головку болта или винта и прочие;
- зачищают торцы бобышек.

Применять цековку можно при работах с заготовками и деталями из цветных металлов, стали, их сплавов и чугуна.
Цекованием добиваются не только улучшения качества обрабатываемой поверхности, но и абсолютной взаимной перпендикулярности между последней и осью отверстия.

Выполняют эту операцию чаще всего на сверлильных, а также на токарных и прочих металлорежущих станках. За очевидную идентичность этой обработки с зенкерованием и конструктивную схожесть используемых инструментов цековку еще называют торцевым зенкером.
2 Конструкция и типы цековок
Конструктивно цековка представляет собой осевой инструмент в виде продолговатого корпуса с хвостовиком на одном конце. С другой стороны инструмента расположена цилиндрическая головка, имеющая на торцевой поверхности режущие зубья, а на боковой – отводящие стружку канавки, а также гладкая направляющая цапфа, которая вставляется в обрабатываемое отверстие, за счет чего и достигается перпендикулярность между осью последнего и получаемой плоскостью.

Изготавливают цековки в соответствии с ГОСТ 26258, согласно которому они делятся на типы:
- С цилиндрическим хвостовиком и несменной направляющей цапфой.
- С коническим хвостовиком и сменной цапфой.
- Насадные с меняемой цапфой. Эта цековка представляет собой только цилиндрическую режущую головку, одеваемую на оправку с коническим хвостовиком. Цапфа тоже вставляется в оправку.
- С хвостовиком, закрепляемым в штифтовом замке станка, и сменной цапфой.
Инструмент 2–4 типов производят в 2-х вариантах исполнения рабочей части:
- Из быстрорежущей стали.
- Оснащенной пластинами из твердого сплава.

Цековки 1-го типа выпускают только в исполнении №1. Инструмент с рабочей частью, имеющей твердосплавные пластины, предназначен для обработки и чугуна, и конструкционных сталей. а с выполненной из быстрорежущей стали – только конструкционных сталей. Количество лезвий рабочей части цековок 1-го типа 2 или 4, а 2–4 типов – только 4.
В зависимости от типа хвостовика цековки ее установка на станке производится:
- с цилиндрическим типом – непосредственно в патрон;
- с коническим – через конус Морзе;
- с хвостовиком под замок штифтового типа – в этот замок.
3 Основные технические требования к изготовлению цековок
Согласно ГОСТ 26258 насадной инструмент, а также инструмент с рабочей частью, диаметр которой до 8 мм, и цилиндрическим хвостовиком изготовляют цельным. Цековки с рабочей частью, диаметр которой свыше 8 мм, и цилиндрическим хвостовиком, а также с хвостовиком под замок и коническим делают сварными. В месте сварки не должны допускаться трещины и поджоги, а в сварочном шве – окисление, свищи и поры.
Корпус вдоль стружечной части винтовых канавок и хвостовик всех цековок выполняют из стали 45Х, 40Х (ГОСТ 4543) либо 45 (ГОСТ1050). В зависимости от исполнения инструмента материал его рабочей части будет следующим:
- У цековок 1-го исполнения режущая часть и гребни винтовых канавок из быстрорежущей стали, изготовленной по ГОСТ 19265.
- У 2-го исполнения – материал режущей части это одна из следующих марок твердого сплава по ГОСТ 3882: Т15К6, Т5К10, ВК6М, ВК6. Размеры и форма твердосплавных пластин согласно ГОСТ 25400.

На всех поверхностях инструмента не должно быть следов коррозии, заусенцев, трещин и раковин, на шлифованных – черновин, а на режущей части – прижогов и сколов. После термообработки цековки ее центровые отверстия не должны иметь разработанных мест и забоин.

Обратная конусность кромок рабочей части инструмента должна быть равномерной: у цековок 2-го исполнения вдоль длины твердосплавных пластин, а 1-го исполнения – рабочей части. Величина обратной конусности инструмента с рабочей частью, выполненной из быстрорежущей стали, не должна выходить за пределы значений 0,08–0,16 мм из расчета на 100 мм длины, а оснащенного пластинами из твердого сплава – 0,05–0,10 мм на размер пластины.
Цилиндрическая зенковка и цековка – что для чего?
При сборке конструкций и механизмов часто возникает необходимость в подготовке и высокоточной обработке опорных поверхностей под головки крепежных болтов или винтов. Для этого существует специальный металлорежущий и металлообрабатывающий инструмент – зенковки и цековки. Несмотря на схожую геометрию, они имеют разное предназначение.
Что такое зенкование?

Зенкование – расширение входной части круглого отверстия для винтов с цилиндрическими или коническими (потайными) головками. Этот технологический процесс выполняется зенковкой соответствующей формы. Конические создают опорную поверхность с углом скоса 60, 75, 90, 120 градусов. Как подобрать коническую зенковку по размеру крепежа, можно узнать из предыдущей статьи.
Цилиндрические зенковки формируют углубление в форме цилиндра под винты с внутренним шестигранником DIN 912 или под винты с полукруглыми и шестигранными головками, которые согласно проекту должны быть утоплены в теле детали. Инструмент имеет зубья на торце и направляющую цапфу для точного центрирования режущей части относительно оси отверстия.
Что такое цекование?
Цекование – это следующий этап подготовки отверстия, который заключается в чистовой обработке (выравнивание, зачистка) плоского дна уже сформированного углубления в теле детали. Цековка тоже имеет торцевые зубцы и цапфу, а на боковой поверхности стружечные канавки. Цапфа может быть сменной или постоянной.
Цекование позволяет получить абсолютно гладкие, ровные опорные плоскости под упорные кольца, плоские шайбы или головки крепежных деталей, а также позволяет добиться идеальной перпендикулярности между опорной плоскостью и осью отверстия.
По сути цековка по металлу выполняет ту же работу, что и зенкер, только зенкер обрабатывает стенки отверстия, а цековка – торцы. Именно поэтому ее часто называют торцевым зенкером. Еще ее применяют для проточки клапанов, подрезания и зачистки торцов бобышек под шайбы, упорные кольца, гайки. Ею можно подравнивать заглубленные уступы, сформированные в результате сверления ступенчатых отверстий.
Вывод:
— Если нужно расширить входную часть просверленного отверстия для посадки головок крепежа – используйте цилиндрическую зенковку.
— Если необходимо повысить качество обработки торцевой части изготовленного углубления – выбирайте цековку.
Какова оптимальная скорость резания?
При зенковании или цековании скорость резания устанавливается в зависимости от обрабатываемого материала. Оптимальные значения приведены ниже.
Источник – «Энциклопедия по машиностроению XXL».
| Сталь HB ≤ 180 | 10-18 м/мин |
| Сталь HB ≥ 180 | 7-12 м/мин |
| Чугун твердый | 7-12 м/мин |
| Чугун средней твердости, бронза | 12-23 м/мин |
| Алюминиевые сплавы | 40-65 м/мин |
Другие параметры, задаваемые на обрабатывающем станке, такие как глубина резания, подача, поправочные коэффициенты, мощность, являются расчетными и определяются по табличным данным из действующих в отрасли нормативных документов.
Инструмент, известный как цековка, используется для дополнительной обработки отверстий в деталях, которые должны быть точно соединены друг с другом. Такая операция, как цекование, необходима для формирования с высоким уровнем качества и точности опорных поверхностей для различных крепежных изделий – болтов, шайб и др.

Цековка посадочных гнезд клапанов
Сфера применения
Все типы цековок, по сути, можно отнести к разновидности зенкера. Последний нельзя использовать для рассверливания или углубления отверстий, хотя он и предназначен для их обработки. Технологическая операция, которую выполняют цековкой, называется цекование. Если при помощи зенкерования повышают точность геометрических параметров и качество выполнения боковой поверхности отверстия, то цекование используется для формирования и выравнивания торцевой площадки вокруг уже сформированного отверстия. Посредством цековок выполняются следующие технологические операции:
- обработка в отверстиях различного типа опорных плоскостей, которые необходимы для размещения таких крепежных элементов, как шайбы, упорные кольца, болты, винты и др.;
- зачистка торцов закладных конструктивных элементов.

Обработанная цековкой торцевая площадка
Цековка как режущий инструмент может использоваться для работы не только с чугунными и стальными деталями, но и с изделиями из цветных металлов. При помощи цековок одновременно решают две важные задачи: повышение качества поверхности, которая подвергается обработке, и достижение строгой перпендикулярности ее расположения к оси уже сформированного отверстия.
Цековку за конструктивную и технологическую схожесть часто называют торцевым зенкером. При этом она может устанавливаться на сверлильное, токарное и другое металлорежущее оборудование.
Типы и конструктивные особенности
Цековка – это цилиндрический инструмент осевого типа, режущие зубья которого расположены на его торцевой части. На боковой поверхности находятся канавки, служащие для отвода стружки из области резания. За обеспечение перпендикулярности подвергаемой обработке плоскости и оси отверстия отвечает специальная цапфа, которая тоже находится на торцевой части. Такая направляющая цапфа в процессе выполнения обработки закрепляется в отверстии обрабатываемой детали. Как и любой другой инструмент осевого типа (сверла и др.), данное приспособление фиксируется в станке при помощи специального хвостовика.

Рабочая часть цековки с постоянной направляющей цапфой
- с хвостовиком цилиндрического типа и направляющей цапфой, составляющей с цековкой единое целое;
- с хвостовиком конического типа и цапфой, которая может сниматься и заменяться на другую;
- насадного типа в виде режущей головки цилиндрической формы, которая надевается на специальную оправку с коническим хвостовиком (направляющая цапфа тоже сменная и закрепляется в той же самой оправке);
- со сменной цапфой и хвостовиком, который фиксируется в штифтовом замке оборудования.
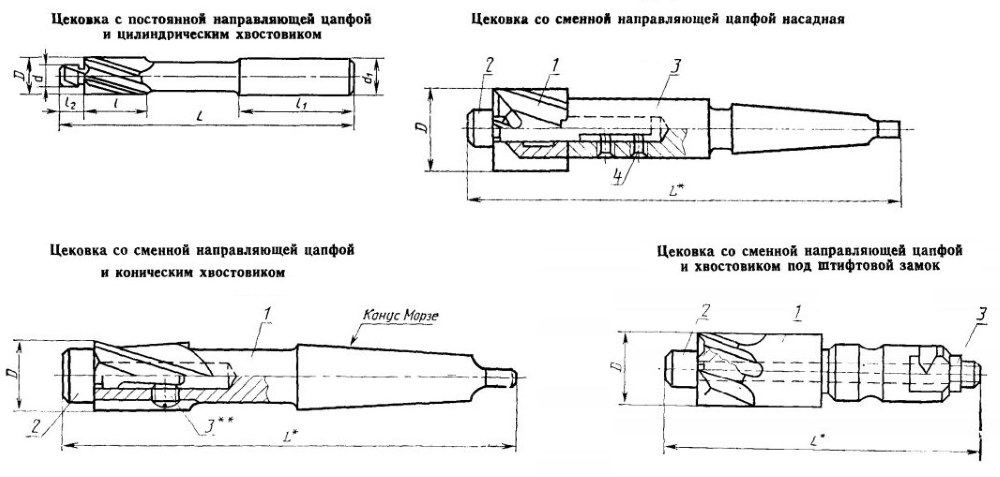
Типы цековок (нажмите для увеличения)
Рабочая часть цековок насадного типа, приспособлений с хвостовиками конического типа и закрепляемыми в штифтовом замке может выпускаться в двух конструктивных исполнениях:
- целиком из быстрорежущей стали;
- с напайками из твердых сплавов.

Цековка насадная обратная
Неодинаково и количество рабочих лезвий у цековок различного типа. Так, рабочая часть инструментов с цилиндрическим хвостовиком может быть оснащена двумя или четырьмя лезвиями, у всех остальных категорий – только четырьмя.
Тип хвостовика, которым оснащен инструмент, определяет и способ его установки на оборудовании.
- Цековка с хвостовиком цилиндрического типа устанавливается в сам патрон оборудования.
- Для установки инструмента, хвостовик которого имеет коническую форму, используется посадочное отверстие, выполненное под конус Морзе.
- Чтобы установить на оборудование цековку, фиксируемую в замке штифтового типа, на станке необходимо наличие такого замка.

Некоторые из разновидностей цековок
Требования государственных стандартов к изготовлению цековок
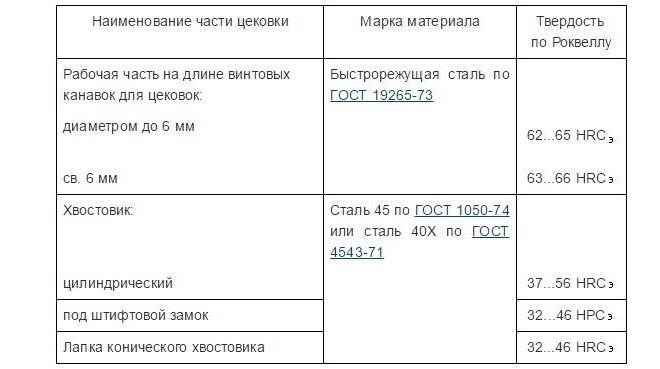
Материал цековок с цельнометаллической рабочей частью
Основной стержень цековок, включая хвостовик, делают из стали марок 45, 40 Х или 45Х. Для режущей части могут быть использованы следующие материалы.
- Инструменты, которые целиком изготовлены из быстрорежущей стали, выполняются из материала, требования к которому оговариваются положениями ГОСТа 19265.
- Материалами для режущей части цековок с твердосплавными пластинами могут быть ВК6, ВК6М, Т5К10, Т15К6. Требования к характеристикам материала таких пластин оговариваются в ГОСТе 3882, а к их геометрической форме и размерам – в ГОСТе 25400.
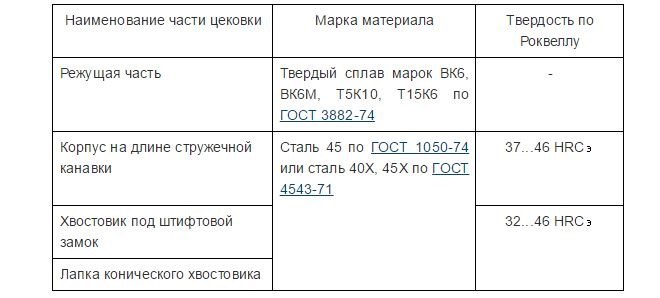
Материал цековок с твердосплавными пластинами
Как и поверхность сверл, резцов и других металлорежущих инструментов, поверхность цековок должна быть лишена дефектов – следов коррозии, трещин, пустот и заусенцев. На шлифованной части не допускается наличие трещин и надрывов, а на рабочей – сколов и прижогов. Центровые отверстия цековок после закалки и отпуска не должны иметь углублений и разработанных мест.
Такой геометрический параметр цековки, как обратная конусность (уменьшение диаметра по направлению к хвостовику), должен отличаться равномерностью по всей длине рабочей поверхности (для инструмента из быстрорежущей стали), по всей высоте режущих пластин (для инструмента с твердосплавными напайками). Допуски на указанный параметр, согласно чертежу и требованиям нормативного документа, должны составлять для цековок из быстрорежущей стали не более 0,08–0,16 мм на 100 мм длины рабочей части, для цековок с напайками из твердого сплава – 0,05–0,1 мм на весь размер пластин.
Познакомиться со всеми требованиями к цековкам по положениям вышеуказанного нормативного документа можно, скачав данный ГОСТ в формате pdf по ссылке ниже.
Цековка – какую операцию можно выполнить с ее помощью?
Цековка представляет собой специальный инструмент, предназначенный для обработки отверстий в различных деталях, которые просверливаются под головки заклепок, винтов и болтов. Данный инструмент позволяет удалять фаски центровых отверстий, получать вокруг них плоскости и цилиндрические углубления.
1 ГОСТ 26258–87 – главный документ для режущего инструмента
Цекование (процедура обработки отверстий) выполняется с применением четырех видов стандартных приспособлений (по сути, сверл). Цековка в соответствии с ГОСТ 26258 может быть причислена к одному из далее указанных типов:
- насадная – с направляющей сменной цапфой;
- с цилиндрическим хвостовиком и направляющей цапфой;
- с хвостовиком под замок штифтового вида и направляющей (сменной) цапфой;
- с коническим хвостовиком и сменной цапфой.

Цековка любого из указанных типов, за исключением сверла, которое имеет цилиндрический хвостовик, изготавливается двух видов в зависимости от того, каким образом реализована его рабочая часть. Бывают приспособления с пластинами из твердых сплавов и из быстрорежущей стали. С помощью первых выполняют цекование чугуна и конструкционной стали, с помощью вторых – обработку изделий из конструкционных сплавов.
Диаметр рабочей части сверла с хвостовиком цилиндрического типа варьируется в пределах от 2,2 до 20 мм. При этом сечение его цапфы изменяется от 1,1 до 14 мм. Цековка для обработки отверстий с коническим хвостовиком, а также насадной режущий инструмент имеет диаметр от 13,5 до 61 мм при длине от 137 до 277 мм. Приспособления с хвостовиком под замок характеризуются диаметром от 34 до 61 мм и длиной от 246 до 297 мм.

Отметим, что чертеж любого сверла, с помощью коего выполняется цекование, содержит и другие его геометрические размеры, в частности, длину и сечение отдельных элементов инструмента.
ГОСТ 26258 содержит ссылки на ряд других Государственных стандартов, которые описывают требования к:
- параметрам шпоночного паза (стандарт 9472);
- конусам Морзе (2848 и 25557);
- метрическим резьбам (24705);
- величинам хвостовиков под замок (3009).
2 Требования ГОСТ 26258 к описываемому инструменту
Чертеж для производства рассматриваемых режущих приспособлений в обязательном порядке утверждается на предприятии-изготовителе. Инструмент из сталей быстрорежущего класса выпускается из сплавов, которые отвечают положениям Госстандарта 19265 (рабочая часть), и сталей 40Х и 45 (хвостовик) по Госстандартам 4543 и 1050. Твердость хвостовика при этом должна находиться в пределах 37–56 единиц по шкале Роквелла, рабочей части – 62–66 единиц.
Сверла с пластинами из твердых сплавов производятся из материалов следующих марок:
- сталь 40Х, 45Х или 45 (хвостовик);
- сплавы по Государственному стандарту 3882 – Т15К6, ВК6М, ВК6 и Т5К10 (непосредственно рабочая часть).


На рабочей части описываемого сверлильного инструмента исключается наличие прижигов и сколов, коррозионных проявлений, трещин и раковин. Кроме того, не допускается наличие черновин на сверлах, прошедших операцию шлифования. Период стойкости интересующих нас режущих приспособлений изменяется от 3 (сверла сечением до 3,8 мм) до 27 (сверла от 52 до 61 мм) минут. А средний период варьируется от 8 до 69 минут. При этом разрешенный износ инструмента составляет 0,3–1,5 мм.
3 Основные правила контроля и приемки сверл
Принципы приемки инструмента, с помощью коего выполняется цекование, изложены в ГОСТ 23726 (он является единым для дерево- и металлорежущих приспособлений). Анализ сверл на стойкость выполняют каждый год (установленный период) и каждые три года (средний период).

Внешний вид инструмента исследуется путем осмотра, а наружные параметры проверяются на соответствие геометрическим характеристикам, которые содержит чертеж. Твердость сверл анализируют по Госстандарту 9013, шероховатость – по стандарту 9378 (выполняется сравнение контрольных образцов со значениями изготовленных изделий, при этом используется лупа).

На стойкость и работоспособность инструмент проверяется на сверлильных агрегатах, которые отвечают заданным стандартам жесткости и твердости. Обязательным требованием при таком исследовании является применение специального охлаждающего и смазочного состава, в количестве пяти и более литров в минуту. Указанный состав представляет собой водный раствор эмульсола (его содержание в жидкости – пять процентов).
Обработка отверстий: виды операций и используемый инструмент
Обработка отверстий – это целый ряд технологических операций, целью которых является доведение геометрических параметров, а также степени шероховатости внутренней поверхности предварительно выполненных отверстий до требуемых значений. Отверстия, которые обрабатываются при помощи таких технологических операций, могут быть предварительно получены в сплошном материале не только при помощи сверления, но также методом литья, продавливания и другими способами.

Обработка высверленного отверстия цилиндрическим зенкером
Конкретный способ и инструмент для обработки отверстий выбираются в соответствии с характеристиками необходимого результата. Различают три способа обработки отверстий – сверление, развертывание и зенкерование. В свою очередь эти методы подразделяются на дополнительные технологические операции, к которым относятся рассверливание, цекование и зенкование.
Чтобы понять особенности каждого из вышеперечисленных способов, стоит рассмотреть их подробнее.
Сверление
Чтобы обрабатывать отверстия, их необходимо предварительно получить, для чего можно использовать различные технологии. Наиболее распространенной из таких технологий является сверление, выполняемое с использованием режущего инструмента, который называется сверлом.

Основные части спирального сверла
При помощи сверл, устанавливаемых в специальных приспособлениях или оборудовании, в сплошном материале можно получать как сквозные, так и глухие отверстия. В зависимости от используемых приспособлений и оборудования сверление может быть:
- ручным, выполняемым посредством механических сверлильных устройств или электро- и пневмодрелей;
- станочным, осуществляемым на специализированном сверлильном оборудовании.

Физика сверления отверстий
Использование ручных сверлильных устройств является целесообразным в тех случаях, когда отверстия, диаметр которых не превышает 12 мм, необходимо получить в заготовках из материалов небольшой и средней твердости. К таким материалам, в частности, относятся:
- конструкционные стали;
- цветные металлы и сплавы;
- сплавы из полимерных материалов.
Если в обрабатываемой детали необходимо выполнить отверстие большего диаметра, а также добиться высокой производительности данного процесса, лучше всего использовать специальные сверлильные станки, которые могут быть настольными и стационарными. Последние в свою очередь подразделяются на вертикально- и радиально-сверлильные.
Рассверливание – тип сверлильной операции – выполняется для того, чтобы увеличить диаметр отверстия, сделанного в обрабатываемой детали ранее. Рассверливание также выполняется при помощи сверл, диаметр которых соответствует требуемым характеристикам готового отверстия.

Физика рассверливания отверстий
Такой способ обработки отверстий нежелательно применять для тех из них, которые были созданы методом литья или посредством пластической деформации материала. Связано это с тем, что участки их внутренней поверхности характеризуются различной твердостью, что является причиной неравномерного распределения нагрузок на ось сверла и, соответственно, приводит к его смещению. Формирование слоя окалины на внутренней поверхности отверстия, созданного с помощью литья, а также концентрация внутренних напряжений в структуре детали, изготовленной методом ковки или штамповки, может стать причиной того, что при рассверливании таких заготовок сверло не только сместится с требуемой траектории, но и сломается.
При выполнении сверления и рассверливания можно получить поверхности, шероховатость которых будет доходить до показателя Rz 80, при этом точность параметров формируемого отверстия будет соответствовать десятому квалитету.
Зенкерование
При помощи зенкерования, выполняемого с использованием специального режущего инструмента, решаются следующие задачи, связанные с обработкой отверстий, полученных методом литья, штамповки, ковки или посредством других технологических операций:
- приведение формы и геометрических параметров имеющегося отверстия в соответствие с требуемыми значениями;
- повышение точности параметров предварительно просверленного отверстия вплоть до восьмого квалитета;
- обработка цилиндрических отверстий для уменьшения степени шероховатости их внутренней поверхности, которая при использовании такой технологической операции может доходить до значения Ra 1,25.

При зенкеровании прикладывается меньшая сила реза, чем при сверлении, и отверстие получается более точное по форме и размерам
Если такой обработке необходимо подвергнуть отверстие небольшого диаметра, то ее можно выполнить на настольных сверлильных станках. Зенкерование отверстий большого диаметра, а также обработка глубоких отверстий выполняются на стационарном оборудовании, устанавливаемом на специальном фундаменте.
Ручное сверлильное оборудование для зенкерования не используется, так как его технические характеристики не позволяют обеспечить требуемую точность и шероховатость поверхности обрабатываемого отверстия. Разновидностями зенкерования являются такие технологические операции, как цекование и зенкование, при выполнении которых используются различные инструменты для обработки отверстий.

Зенкеры конусные по металлу
Специалисты дают следующие рекомендации для тех, кто планирует выполнить зенкерование.
- Зенкерование следует проводить в процессе той же установки детали на станке, при которой осуществлялось сверление отверстия, при этом из параметров обработки меняется только тип используемого инструмента.
- В тех случаях, когда зенкерованию подвергается необработанное отверстие в деталях корпусного типа, необходимо контролировать надежность их фиксации на рабочем столе станка.
- Выбирая величину припуска на зенкерование, надо ориентироваться на специальные таблицы.
- Режимы, на которых выполняется зенкерование, должны быть такими же, как и при осуществлении сверления.
- При зенкеровании должны соблюдаться те же правила охраны труда и техники безопасности, как и при сверлении на слесарно-сверлильном оборудовании.
Зенкование и цекование
При выполнении зенкования используется специальный инструмент – зенковка. При этом обработке подвергается только верхняя часть отверстия. Применяют такую технологическую операцию в тех случаях, когда в данной части отверстия необходимо сформировать углубление для головок крепежных элементов или просто снять с нее фаску.

Чем различаются зенкование и цекование
При выполнении зенкования также придерживаются определенных правил.
- Выполняют такую операцию только после того, как отверстие в детали будет полностью просверлено.
- Сверление и зенкование выполняются за одну установку детали на станке.
- Для зенкования устанавливают небольшие обороты шпинделя (не больше 100 оборотов в минуту) и применяют ручную подачу инструмента.
- В тех случаях, когда зенкование осуществляется цилиндрическим инструментом, диаметр цапфы которого больше диаметра обрабатываемого отверстия, работу выполняют в следующей последовательности: сначала сверлится отверстие, диаметр которого равен диаметру цапфы, выполняется зенкование, затем основное отверстие рассверливается на заданный размер.
Целью такого вида обработки, как цекование, является зачистка поверхностей детали, которые будут соприкасаться с гайками, головками болтов, шайбами и стопорными кольцами. Выполняется данная операция также на станках и при помощи цековки, для установки которой на оборудование применяются оправки.
Развертывание
Процедуре развертывания подвергаются отверстия, которые предварительно были получены в детали при помощи сверления. Обработанный с использованием такой технологической операции элемент может иметь точность, степень которой доходит до шестого квалитета, а также невысокую шероховатость – до Ra 0,63. Развертки делятся на черновые и чистовые, также они могут быть ручными или машинными.

Цилиндрические ручные развертки 24Н8 0150
Рекомендации, которых следует придерживаться при выполнении данного вида обработки, заключаются в следующем.
Читайте также: