Центровочные сверла по металлу с коническим хвостовиком
Обновлено: 04.10.2024
Свойства инструментальных материалов Режущие инструменты работают в условиях значительных силовых нагрузок, высоких температур, трения и износа. Поэтому инструментальные материалы должны обладать определенными эксплуатационными и физико-механическими свойствами. Материал режущей части инструмента обладает большой твердостью и высокими значениями допустимых напряжений на изгиб, растяжение, сжатие и кручение. Твердость режущей части инструмента должна значительно превышать твердость материала обрабатываемой заготовки. Углеродистые инструментальные стали содержат 1.0…1,3 % С. для изготовления инструментов применяют качественные стали У10А, У11А, У13А. После термической обработки стали имеют красностойкость 200…240 оС. При этой температуре твердость стали резко уменьшается, и инструменты не могут выполнять работу резания. Допустимые скорости резания не превышают 0.2. 0.3 м/с. Из этих сталей изготавливают метчики, плашки, ножовочные полотна, сверла и зенкеры малых диаметров. Легированные инструментальные стали - это углеродистые инструментальные стали, легированные хромом, вольфрамом, ванадием, кремнием и другими элементами. После термообработки легированные стали имеют красностойкость 220. 260 оС. По сравнению с углеродистыми легированные стали имеют повышенную вязкость в закаленном состоянии и более высокую прокаливаемость, меньшую склонность к деформациям и появлению трещин при закалке. Допустимая скорость резания 0.25…0.5 м/с. Для изготовления протяжек, сверл, метчиков, плашек, разверток используют, стали 9Х ВГ, ХВГ, ХГ, 6ХС, 9ХС. Быстрорежущие стали содержат 5,5….19 % W, 0.7. 1.2 % С; 2. 10 % Со и V. Для изготовления инструментов используют стали Р9,Р12, Р18, Р6М3, Р6М5, Р9Ф5, Р14Ф2, Р9К5, Р9К10, Р10К5Ф2. Во всех быстрорежущих сталях массовая доля хрома - 4%, поэтому в обозначении марки букву Х не указывают. Режущий инструмент из быстрорежущей стали, после термической обработки имеет красностойкость 600…640 оС и обладает повышенной износостойкостью, поэтому может работать со скоростями резания до 2 м/с. Для экономии быстрорежущих сталей режущий инструмент изготавливают сборным или сварным. Режущую часть инструмента делают из быстрорежущей стали, которую сваривают или соединяют механически с присоединительной частью из конструкционных сталей 45, 50, 40Х. К твердым сплавам относятся инструментальные материалы, состоящие из высокотвердых и тугоплавких карбидов вольфрама, титана, тантала, соединяемых металлической связкой. Эти материалы изготавливают методами порошковой металлургии. Порошки карбидов смешивают с порошком кобальта, прессуют и спекают при 1400. 1550 оС. При спекании кобальт растворяет часть карбидов и плавится. В результате получается плотный материал, структура которого на 80. 85 % состоит из карбидных частиц, соединяемых связкой. Твердые сплавы применяют в виде пластинок определенной формы и размеров, которые делят на три группы: - вольфрамовые - ВК2, ВК3, ВК3М, ВК8 и др; - титановольфрамовые - Т30К4, Т15К6, Т14К8, Т5К10, Т5К12В; - титанотанталовольфрамовые - ТТ7К12, Т10К8Б. Пластинки твердого сплава обладают высокими износостойкостью и красностойкостью (800. 1250 оС), что позволяет вести обработку со скоростями резания до 15 м/с. Пластинки припаивают к державкам или корпусам инструментов медными, латунными припоями или крепят механическими способами. Наиболее широкое применение среди сверх твердых материалов (СТМ) получили материалы на основе кубического натрида бора (Эльбор, Гексанит - Р, Киборит и др.). Их выпускают в виде пластин различной геометрической формы, которыми оснащают режущие инструменты. СТМ применяют для тонкого, чистового точения и фрезерования закаленных сталей и чугунов. Инструментальные керамические материалы можно разделить на группы, различающиеся химическим составом, методом производства и областями рационального использования. Оксидную "белую" керамику, состоящую из Al2О3 с легирующими добавками MgO, ZrO2 и др. применяют для чистовой и получистовой обработке незакаленных сталей и серых чугунов со скоростями резания до 15 м/с. Оксидно-карбидную "черную" керамику, состоящую из Al2О3, ТiC, ZrO2 и других карбидов тугоплавких металлов, применяют для обработки ковких, высокопрочных и отбеленных модифицированных чугунов и закаленных сталей. Керамику на основе нитрида кремния применяют для получистовой обработки чугунов. Высокие прочностные свойства необходимы для того, чтобы инструмент обладал сопротивляемостью соответствующим деформациям в процессе резания, а достаточная вязкость материала позволяла воспринимать ударную динамическую нагрузку. Инструментальные материалы должны обладать высокой красностойкостью (теплостойкостью), т.е. способностью сохранять твердость при нагреве. Красностойкость оценивают температурой, при которой происходит резкое снижение твердости материала. Важнейшей характеристикой материала режущей части инструмента служит износостойкость. Чем выше износостойкость, тем медленнее изнашивается инструмент и тем выше его размерная стойкость. Это значит, что заготовки, последовательно обработанные одним и тем же инструментом, будут иметь минимальное рассеивание размеров обработанных поверхностей. Материалы для изготовления инструментов должны по возможности иметь наименьшее процентное содержание дефицитных элементов. Всем перечисленным требованиям в той или иной степени отвечают следующие материалы: инструментальные стали, твердые сплавы, синтетические сверхтвердые и керамические материалы, абразивные и алмазные материалы.
- Бруски шлифовальные
- Головки шлифовальные - наборы
- Диски сепарационные
- Зерно шлифовальное
- Круги вулканитовые
- Круги зачистные (обдирочные)
- Круги и пасты полировальные
- Круги отрезные
- Круги тарельчатые и чашечные
- Круги шлифовальные 2П,3П,4П,ПВ,ПВД и др.
- Круги шлифовальные ПП прямого профиля
- Круги шлифовальные лепестковые радиальные КЛ
- Круги шлифовальные лепестковые радиальные КЛО
- Круги шлифовальные лепестковые торцовые КЛТ
- Приспособления для правки кругов
- Сегменты шлифовальные
- Сетка абразивная
- Стенды балансировочные для шлифкругов
Корпусные сверла виды, описание, назначение, отличия и использование, где купить.

Свёрла можно разделить на классы, отличающиеся друг от друга задачами, которые та или иная насадка должна выполнить (изменение размера отверстия, его вида или же глубины) и материалом, по которому будет работать сверло (металл, дерево, пластик, бетон, стекло, керамика).
Для начала давайте разберем, какие существуют конструктивные разновидности сверл и чем они отличаются от корпусных.
Конструктивные разновидности свёрл
В зависимости от конструкции выделяют 6 разновидностей сверл:
• Спиральное (винтовое);
• Кольцевое (корончатое);
• Плоское (перьевое);
• Коническое (конусное);
• Ступенчатое;
• Корпусное.
Спиральное сверло – самый распространённый представитель свёрл, который широко используется в быту, строительстве, ремонте и промышленности. Рабочая часть сверла имеет два спиральных канала, которые выполняют две функции (режущего инструмента и отвода стружки). Форма наконечника сверла полностью зависит от материала, с которым она будет работать. Диаметр сверла варьируется от 0,1 до 80 мм. Максимальная длина рабочей части 280 мм. Также у данного вида есть более усовершенствованный представитель — это винтовое сверло. Отличие винтового сверла от спирального в более совершенных каналах для отвода стружки. Кроме этого, винтовое сверло больше по длине.

Кольцевое сверло выглядит как пустотелый цилиндр, у которого на оси расположено центровочное спиральное сверло. Такой вид сверла выгодно выигрывает своего спирального собрата в том, что требует меньше времени для проделывания отверстия и предназначена для более крупных и качественных отверстий. Сверло, на режущей стороне которого располагаются зубчики, напоминает корону. Количество зубчиков зависит от диаметра цилиндра. Второй представитель данного вида вместо зубчиков имеет напыление из алмазной крошки и называется кольцевым сверлом. Диаметр проделываемых отверстий варьируется от 14-210 мм. Более дорогие и сложные сверла предназначены только для сверлильных станков, их рабочий диаметр варьируется от 16 до 150 мм.

Плоское сверло по форме напоминает перо. Такие сверла предназначены для проделывания ровных, качественных и глубоких отверстий. Рабочая сторона имеет остриё, похожее на пику, которое переходит в широкие симметричные режущие кромки. Один из плюсов перьевого сверла заключается в том, что оно может менять рабочий диаметр и направление. Перьевые сверла, в зависимости от формы заточки, бывают двух видов: односторонние и двухсторонние. Диаметр отверстий варьируется от 10 до 65 мм, а длина такого сверла может доходить до 40 см.

Коническое сверло подходит для получения идеального отверстия, либо для исправления уже существующих дефектных отверстий. Имеет широкое применение в машиностроении, отопительных или сантехнических работах, также применяется в электропромышленности. Конусное сверло удобно в работе и не требует предварительной центрирующей подготовки материала. Размер рабочего диаметра сверла определяется максимальным диаметром, который варьируется от 12 – 36 мм. Стоит отметить, что коническое сверло является лучшим в работе с тонкими металлами толщиной 0,5-4 мм. Ввиду своей конусной формы одно сверло заменяет сразу несколько сверл разных диаметров, что позволяет сэкономить деньги. Для домашней мастерской будет крайне полезным дополнением к инструментам.
Ступенчатое сверло также имеет конусную форму. Отличительная черта ступенчатого сверла в том, что рабочая часть сделана в виде ступенек, каждая ступенька имеет разный диаметр. Такое сверло очень удобно в работе, потому что позволяет контролировать диаметр нужного отверстия. Подходит для работы с любыми тонкими металлами, максимальная толщина которых не превышает 6 мм. Позволяет проделывать безупречные круглые отверстия, одновременно очищая их от стружки. Другими словами, позволяет за один прием выполнить несколько задач, для которых бы понадобилось последовательное применение разных инструментов. При всех плюсах данного сверла его минусом является высокая стоимость. Однако профессионалы знают, что это высокая цена быстро окупается.

Описанные выше пять конструктивных видов сверл являются самыми распространённым, но также есть свёрла более узкого направления, о которых и пойдет речь в данной статье.
Корпусное сверло сильно отличается от вышеперечисленных тем, что выдает высокий уровень эффективности при многократном использовании с такими металлами, как чугун или цветные металлы.

Корпусное сверло состоит из корпуса и пластин из твёрдого сплава. С материалом работают режущие пластины, что выгодно отличает корпусные свёрла от монолитного сверла, поскольку при работе изнашиваются именно режущие пластины, которые можно легко заменить.
Корпус у такого сверла выполняет функцию держателя и крепится в специальную оправу. Конструкция корпуса зависит от вида и формы отводящих стружку канавок. Различают прямые и спиральные корпусы. Кроме этого, существуют корпусные сверла с каналами подвода специальной охлаждающей жидкости. Корпус таких сверл отличается тем, что в них сердцевина корпуса меньше, а каналы для отвода стружки больше, чем у обычных корпусных сверл.
Твердосплавные пластины легко работают с твёрдыми материалами, твёрдость которых превышает 60 HRc. Сами режущие пластины имеют разные вариации, рассмотренные ниже, что позволяет подобрать нужные для разных материалов. Такая функция позволяет добиться максимально высокой производительности.
Работа корпусным сверлом осуществляется на специальных станках, к которым относят даже высокотехнологические станки с числовым программным управлением (ЧПУ).
Конструкция корпуса позволяет добиться высокой точности сверления, не уходя с рабочей оси.
Еще один из плюсов заключается в том, что при работе корпусным сверлом диаметр отверстия может превышать диаметр самого сверла в 5 раз. Это выгодно выделяет данное сверло от других.
Корпусные сверла имеют больше преимуществ, чем недостатков, но, все же, как и в любом изделии, у них также имеются и минусы. К минусам корпусных сверл следует отнести их дороговизну. Высокая стоимость объясняется применение высокопрочных сплавов при их изготовлении. Применение таких сплавов делает изделие долговечным, поэтому при их правильной эксплуатации корпусные сверла быстро себя окупают.
Маркировка корпусных сверл
Для правильного подбора нужного корпусного сверла используется специальная маркировка, по которой можно определить, что из себя представляет сверло и для какого материала годится.
К примеру, существует следующее корпусное сверло: C20-3D15-483SP05 ACCKee.

Разберем каждое обозначение по отдельности:
• «C20» обозначает разновидность хвостика, а также его диаметр (С - цилиндрический хвостик с лыской, диаметром 20 мм). Кроме этого различают следующие виды хвостиков: конические, четырехгранные, шестигранные, трехгранные и SDS;
• «3D» - максимальная глубина отверстия при сверлении. В данном случае – 3мм;
• «15» - диаметр сверла в мм;
• «48» – длинна рабочей части сверла в мм;
• «SP» – четырехгранная форма режущей пластины, также различают форму ломаного треугольника - WC;
• «05» – размер режущей стороны самой пластины в мм;
• ACCKee – фирма-производитель.
Так же на сверле могут быть указаны размеры и форма необходимых пластин, винта и ключа для ее крепления.
Виды режущих пластин для корпусного сверла
Существует 4 основных критерия, по которым классифицируют все существующие режущие пластины. К данным критериям относятся:
• Материал;
• Способ крепления;
• Форма пластины;
• Форма каналов.
Материал изделия (пластины)
При изготовлении режущих пластин используются сплавы вольфрамо-карбидной группы.
Каждый сплав предназначен для выполнения определенных задач с определёнными материалами и их применение не по назначению приведет снижению КПД.
Самым распространенным является сплав марки ВК8. Режущие пластины из сплава данной марки имеют более широкий спектр материалов, с которыми сплав прекрасно взаимодействует.
Способ крепления режущей пластины


Существует два вида крепления режущих пластин:
• Механическое (винтовое) соединение. Данный вид – наиболее популярный способ крепления режущих пластин. Пластина закрепляется специальным ключом, который идет в комплекте. Свою популярность он заработал своей универсальностью и возможностью быстрой замены неработоспособной пластины;
• Фиксация пластины путем пайки. Такой способ отличается надёжностью, но из-за пайки число возможного перетачивания самой пластины становится ограниченным. К тому же, из-за пайки пластины часто ломаются.
Форма режущей пластины

Существуют следующие формы режущих пластин:
• Ромб;
• Параллелограмм;
• Неправильный треугольник (имеют 6 режущих кромок);
• Прямоугольник.
Форма каналов между рабочими поверхностями
Форма каналов играет большую роль в качественной работе корпусного сверла, так как по ней производится вывод стружки. Если внутренняя сторона канавок будет плохо отполирована, то это приведёт к ухудшению вывода отходной стружки из рабочего отверстия и может привести к быстрому выводу инструмента из строя.
Смазка и охлаждение корпусного сверла
Для максимизации работоспособности корпусного сверла важно обеспечить его внутренним охлаждением. Единственный случай, при котором можно проигнорировать внутреннее охлаждение – это случай, когда размер проделываемого отверстия не превышает одного диаметра сверла.
При необходимости охлаждения работа сверла с нужным материалом происходит следующим образом: в сверло по специальным каналам точечно в место сверления под высоким давлением подается специальная охлаждающая жидкость (СОЖ). Такая жидкость позволяет избегать перегрева сверла. Если охлаждающая жидкость не применять, спиральные каналы засоряются отходной стружкой, от этого пластины перегреваются и приходят в негодность, а сверло полностью теряет свою работоспособность.
На качество и скорость работы корпусного сверла влияет не только количество охлаждающей жидкости (не меньше 12-15 л/мин), которая поступает для внутреннего охлаждения, но и сила самого напора, которая должна составлять минимум 12-15 атм. Если все эти показатели будут соблюдены, то эффективность работы будет гарантированно высокого уровня.
Подведём итоги
Из выше изложенного можно прийти к выводу, что корпусные сверла имеют широкий спектр рабочих способностей. Они способны работать с материалами разной твёрдости и разных видов, начиная от твёрдых пород дерева и заканчивая металлами, такими как титан. Это делает их незаменимыми и при правильном использовании долговечными, высокоэффективными.
Сверла центровочные – характеристики, применение, ГОСТ
Центровочное сверло относится к категории инструментов комбинированного типа: с его помощью можно создавать отверстия в деталях из различных материалов (чугуна, обычных и легированных сталей, металлокерамических сплавов, которые получены на основе бронзы и железа). При помощи таких сверл, как понятно из их названия, создаются отверстия для выполнения дальнейшей обработки заготовок при их фиксировании в центрах металлорежущего оборудования.

Центровка будущего отверстия на токарном станке
Производство и основные параметры
Сверло, называемое центровочным, – это профессиональный инструмент, применяемый преимущественно крупными и средними предприятиями, в арсенале которых имеются токарные и фрезерные станки. Его производство регулируется таким документом, как ГОСТ 14952-75. С помощью центровочных сверл получают отверстия, ось которых располагается перпендикулярно к поверхности обрабатываемого изделия.
Следует отметить, что ни один другой инструмент по обработке металла не позволяет добиться такой точности формирования отверстий, а также их высокого качества.

Разнообразие видов и типоразмеров центровочных сверл
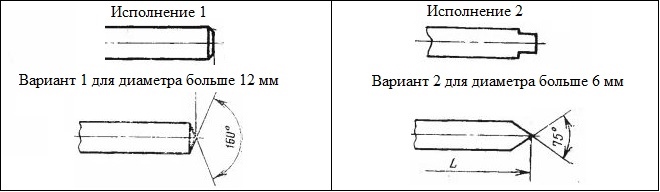
При выполнении отверстий с использованием центровочного сверла сводится к нулю вероятность накопления ошибок, допускаемых в процессе обработки. Получать отверстия, размеры и расположение которых строго соответствуют чертежу, не позволяют сверла многих других типов. ГОСТ 14952-75 определяет широкий диапазон диаметров сверл данного типа: от 0,5 до 10 мм. В данном нормативном документе также выделены 4 основных типа центровочных сверл:
- A – для формирования центровочных отверстий, конусность сторон которых составляет 60 градусов (на таких сверлах нет режущей поверхности, которая формирует так называемый предохранительный конус);
- B – для выполнения центровочных отверстий с предохранительным конусом на рабочей части (угол разворота его сторон составляет 120 градусов);
- C – для создания центровочных отверстий без предохранительного конуса с углом разворота сторон, который равен 75 градусам;
- R – для формирования центровочных отверстий, образующие поверхности которых имеют дугообразную конфигурацию.
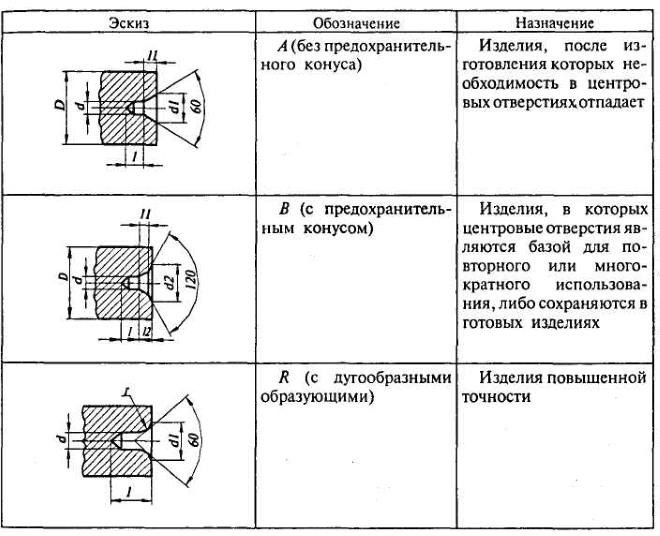
Размеры и формы центровых отверстий
Сверла каждой из представленных выше категорий выпускаются в двух вариантах: с диаметром основного режущего наконечника до восьми десятых миллиметра (первый тип) и больше восьми десятых миллиметра (второй тип). При использовании центровочного инструмента первого типа шероховатость стенок формируемого центрового отверстия меньше, чем при применении инструмента с диаметром наконечника больше восьми десятых миллиметра. Таким образом, на выбор сверла того или иного типа основное влияние оказывают требования к степени шероховатости стенок формируемого отверстия.
Определить, какого типа инструмент вы держите в руках, можно по его маркировке, правила которой также устанавливает ГОСТ 14952-75. Так, маркировка центровочных сверл с одинаковыми геометрическими параметрами, но различных типов выглядит следующим образом:
- сверла категории «А», диаметр которых составляет 1 мм: первого типа исполнения – 2317-0101, второго типа – 2317-0001.
- сверла категории «В», диаметр которых также составляет 1 мм: первого типа – 2317-0113, второго – 2317-0012.
- инструмент категории «С» диаметром 1 мм: первого типа – 2317-0124, второго – 2317-0022.
- сверла категории «R» аналогичного диаметра: первого типа – 2317-0129, второго – 2317-0027.

Центровочное сверло из быстрорежущей стали
Все геометрические параметры центровочных сверл разных типов определяет ГОСТ 14952-75, в котором они представлены в соответствующих таблицах.
Основные требования
Сверла, которые предназначены для получения центрирующих отверстий, изготавливаются из быстрорежущей стали. Согласно требованиям нормативного документа, данный материал должен обеспечить следующие параметры твердости рабочей части инструмента с диаметром:
- менее 3,15 мм – 63–65 HRC;
- больше 3,15 мм – 63–66 HRC.
Отдельная категория центровочных сверл, материал изготовления которых содержит кобальт (5%) и ванадий (3%), должны иметь твердость, минимум на одну единицу превышающую вышеприведенные параметры.
Диаметр сверл центровочного типа может иметь отклонения, предельные величины которых также оговорены в нормативном документе:
- для инструмента диаметром свыше 5 мм – +0,15 мм;
- 2,5–5 мм – +0,12 мм;
- 0,8–2,5 мм – +0,1 мм;
- до 0,8 мм – +0,05 мм.
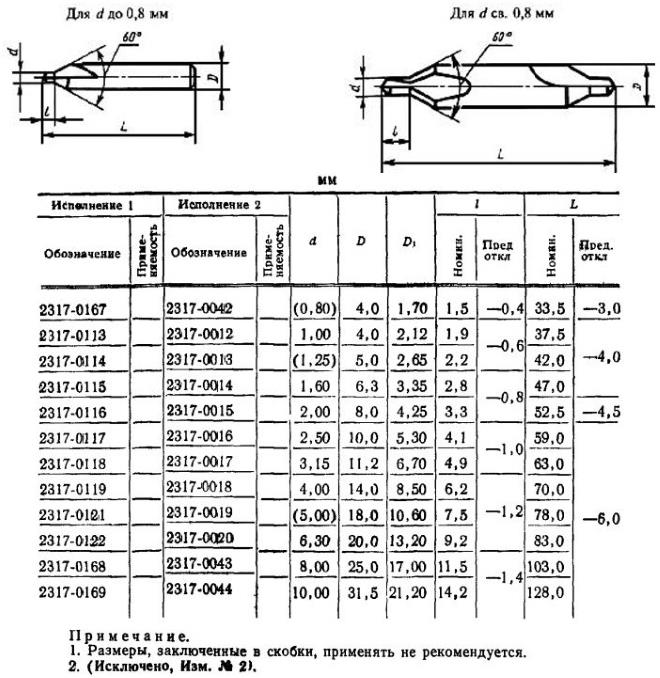
Геометрические размеры центровочноых свёрл
В нормативном документе также перечислены требования к состоянию поверхности сверл, относящихся к центровочному типу: на ней не должно быть трещин, забоин, цветов побежалости и черновин. Допускается, что цвета побежалости могут присутствовать в области канавок – в местах выхода точильного круга.
Указаны в стандарте и критерии отказа центровочного инструмента, который для сверл диаметром до 3,15 мм наступает в случае их поломки, а для инструмента диаметром свыше 4 мм – в случае износа его задней поверхности на величину, оговоренную в соответствующих таблицах.
Разность ширины перьев должна находиться в следующих пределах для сверл диаметром:
- до 3,15 мм – не более семи сотых миллиметра;
- больше 3,15 мм – не более одной десятой мм.
Контроль качества
Сверла, при помощи которых получают центрирующие отверстия, как и центровочные фрезы, относятся к инструментам профессионального назначения, поэтому к контролю их технических характеристик подходят очень ответственно.
Одним из важнейших этапов контроля качества центровочных инструментов является их проверка на работоспособность, которая выполняется на специальных образцах, изготовленных из стали 45, имеющей твердость от 187 до 207 единиц по шкале HB. При проведении испытаний работоспособность проверяемого центровочного сверла сравнивают с тем, как в аналогичных условиях ведет себя другой инструмент, параметры жесткости и точности у которого точно определены.
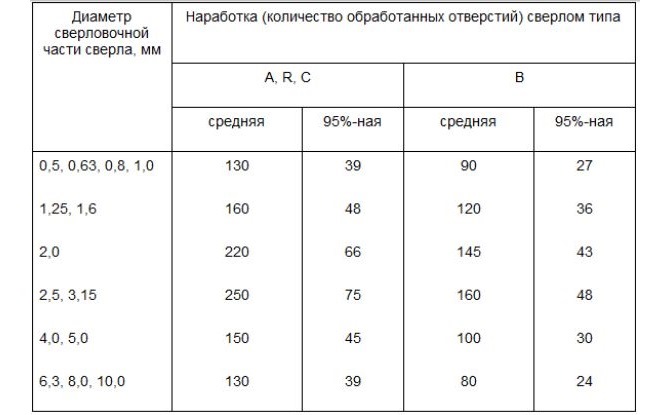
Значения средней наработки центровочных сверл, изготовленных из стали Р6М5
Центровочное сверло после его проверки в обработке металла не должно иметь на своей режущей части участков выкрашивания. Специалисты, проводящие испытания, оценивают, можно ли его применять для выполнения дальнейшей обработки. Средствами, используемыми для такого контроля, являются увеличительная лупа и измерительный инструмент, который необходим для того, чтобы сравнить геометрические параметры проверяемого сверла с их величиной, указанной в чертеже. При проверке геометрических параметров центровочного инструмента стандарт (ГОСТ 8.051-81) допускает наличие следующих погрешностей.
- На взаимное расположение поверхностей инструмента и линейные геометрические параметры разрешается отклонение в 25% от величины допуска, оговоренного в чертеже.
- На угловые параметры сверл допускается отклонение в 35% от величины указанного допуска.
Схема выполнения проверки геометрических параметров инструмента также представлена в названном ГОСТе. Правила проведения испытаний центровочного сверла на твердость, а также рекомендации по использованию измерительных инструментов оговорены в ГОСТе 9013-59.
Как и в процессе выполнения обработки, при испытаниях центровочного инструмента должна использоваться смазывающе-охлаждающая жидкость, которая представляет собой 5-процентный водный раствор эмульсола.
Плановые испытания, выполняемые на пяти и более инструментах, осуществляются со следующей периодичностью:
- проверка на безотказную наработку – два раза в год;
- проверка на среднюю наработку до отказа – один раз в три года.
Использование в домашних условиях
Несмотря на то, что сверла центровочного типа являются профессиональными, многие домашние умельцы нашли им успешное применение. Большой популярностью такие сверла пользуются у радиолюбителей, которым часто приходиться сверлить отверстия небольшого диаметра в печатных платах. Обладая за счет особенностей своей конструкции высокой жесткостью, сверла центровочного типа в таких ситуациях более предпочтительны, чем стандартный сверлильный инструмент небольшого диаметра.

Сверление отверстий в печатной плате
В домашних условиях используются преимущественно сверла центровочного типа, диаметр которых составляет от пяти до восьми десятых миллиметра. Объясняется это тем, что именно инструмент с режущей частью небольшого диаметра наиболее эффективно решает многие бытовые задачи.
Одной из операций, которую успешно выполняют при помощи центровочного инструмента, является высверливание шурупов или винтов, которые невозможно выкрутить обычной отверткой. При помощи центровочного инструмента головки таких неподдающихся крепежных элементов просто высверливаются, после чего их можно легко выкрутить. Проще всего такая задача решается, если необходимо высверлить головку винта или шурупа, на которой выполнены прорези для отверток крестового типа. Если же речь идет о головке с прорезями под прямую отвертку, то ее необходимо предварительно накернить, чтобы обозначить точное место захода сверла.

Центровочное сверло с винтовой заточкой и хвостовиком под конус Морзе
Любому домашнему умельцу не составит труда приобрести центровочный инструмент любого диаметра. В свободной продаже сегодня находится большой ассортимент сверл, включающий как отечественные, так и зарубежные торговые марки.
Если говорить о предпочтениях домашних мастеров, то в их среде, судя по отзывам и рекомендациям, большой популярностью пользуются сверла центровочного типа, выпускаемые под известной торговой маркой Dormer. Этот инструмент отличается высоким качеством исполнения, о чем можно судить даже по его фото, он надежен и долговечен в эксплуатации.

Центровочные сверла Dormer изготавливаются из быстрорежущей инструментальной стали HSS
Центровочный инструмент ТМ Дормер изготавливается из быстрорежущей стали и для обеспечения высокой твердости готового изделия подвергается специальной термической обработке. В результате таких технологических манипуляций получается инструмент, которым можно без труда сверлить очень твердые металлы, в том числе и нержавеющую сталь.
В металл, из которого изготавливаются центровочные сверла Дормер, производитель добавляет кобальт, что позволяет режущему инструменту сохранять свою первоначальную твердость даже при повышенных температурах обработки. Износостойкость продукции данной торговой марки также заслуживает похвалы.
Важной характеристикой сверл Дормер является их способность к самоцентрированию, что позволяет получать с их помощью отверстия с высокой точностью расположения. Как и остальные производители, компания Dormer выпускает сверла центровочного типа в большом диапазоне рабочих диаметров.
Спиральные сверла с цилиндрическими и коническими хвостовиками: ГОСТ 10902-77 и 10903-77
К самым универсальным и, соответственно, популярным инструментам, используемым для выполнения отверстий в различных материалах, относятся сверла спирального типа. Регламентируют спиральные сверла ГОСТ 10902-77 и ГОСТ 10903-77. Руководствуясь положениями данных нормативных документов, а также параметрами отверстия, которое требуется создать, выбрать подходящий инструмент довольно легко.

Сверла спиральные по металлу
Особенности конструкции и основные характеристики
Конструкция спиральных сверл, которые часто называют винтовыми, состоит из следующих элементов.
На рабочей части есть две канавки, расположенные по винтовой линии. Они выполняют одновременно несколько функций: формируют режущую часть, отводят создаваемую в зоне обработки стружку, обеспечивают подачу СОЖ в область сверления.
При помощи этого конструктивного элемента инструмент фиксируется в патроне используемого оборудования. Хвостовик может изготавливаться со специальной лапкой, облегчающей извлечение инструмента из гнезда конусной формы, или поводком, который участвует в передаче крутящего момента от патрона.
Этот технологический элемент отвечает за выход абразивного круга при его использовании для шлифовки инструмента.
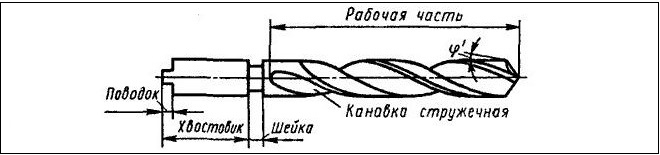
Основные части сверла
Рабочую часть сверла спирального с цилиндрическим или коническим хвостовиком составляют несколько конструктивных элементов.
Данный элемент выглядит как узкая полоска, продолжающая канавку на рабочей части. Эта направляющая часть имеет другое распространенное название – «ленточка».
Эту часть составляют пять режущих кромок: 2 главных, 2 вспомогательных, которые располагаются по спирали вдоль оси сверла, и 1 поперечная, находящаяся на конце инструмента и имеющая форму конуса. Все они формируются благодаря пересечениям поверхностей канавок. Так, главные режущие кромки – это пересечение передней поверхности канавки инструмента с задней, вспомогательные – передней поверхности канавки с поверхностью калибровочной части, поперечные – пересечение задних поверхностей ленточек.
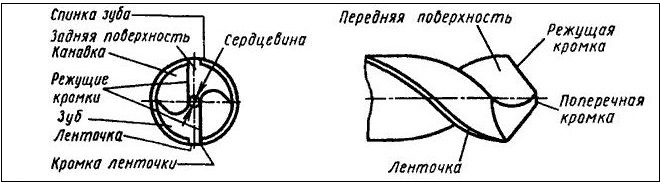
Элементы рабочей части сверла
Высокая популярность спиральных сверл связана со следующими их достоинствами.
- Инструменты данного типа отличаются большим запасом под переточку режущей части.
- Сверла спиральные с цилиндрическим или коническим хвостовиком отличаются лучшей стабильностью своего положения в процессе сверления.
- За счет особенностей своей конструкции такие инструменты обеспечивают своевременный отвод стружки из зоны обработки.
Основные параметры сверл спиральных с цилиндрическим и коническим хвостовиками, требования к которым оговаривают ГОСТ 10902 и ГОСТ 10903-77, перечислены в таблице.
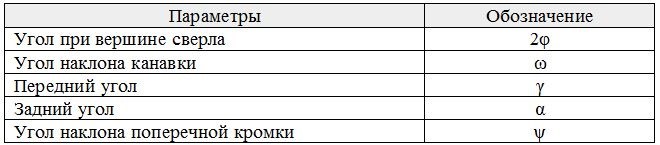
Таблица 1. Обозначение основных параметров сверл
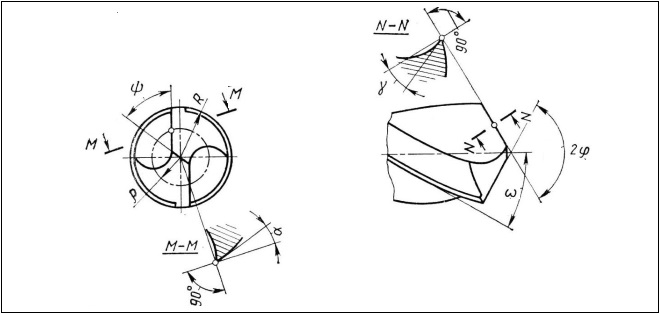
Геометрические параметры режущей части сверла
Значения всех вышеуказанных параметров определяются задачами, для решения которых планируется использовать инструмент.
Спиральные сверла применяются не только для обработки металла, но и для выполнения отверстий в других материалах, таких как бетон и древесина. Существуют также инструменты универсального назначения. Сверла, используемые для обработки различных материалов, отличаются друг от друга как формой и конструкцией, так и своими геометрическими параметрами, приведенными в соответствующих ГОСТах.
В зависимости от конфигурации зажимаемой в патроне части выделяют сверла:
- с цилиндрическим хвостовиком;
- с коническим хвостовиком.
Для фиксации на оборудовании спиральных сверл с коническими хвостовиками, как указывает ГОСТ 10903-77, используются универсальные переходные втулки, посадочные отверстия в которых выполнены по типу «конус Морзе». Соответствующие ГОСТу инструменты данного типа можно применять для оснащения любого оборудования.
Сверла с хвостовиками цилиндрической формы
Сверла спиральные с цилиндрическим хвостовиком в соответствии с требованиями нормативного документа могут выпускаться в нескольких сериях: короткой, средней и длинной. Пользуясь соответствующим ГОСТом на сверла, можно оптимально подбирать инструмент для решения определенных технологических задач.
Цилиндрические спиральные сверла, согласно ГОСТу, изготавливают с центровочным отверстием или без него. Инструменты средней и длинной серий, в соответствии с ГОСТом, могут иметь в своей конструкции шейку, облегчающую их шлифовку. Специальных требований к размерам такого элемента нет.
Ознакомиться с требованиями ГОСТ к спиральным сверлам с цилиндрическим хвостовиком можно, скачав документ в формате pdf по ссылке ниже.

Сверла по металлу с цилиндрическим хвостовиком
Левые и правые спиральные инструменты, относящиеся к короткой серии и имеющие диаметр от 0,5 до 40 мм, изготавливаются по ГОСТу 4010-77. Производство правых и левых цилиндрических сверл средней серии, диаметр которых находится в интервале 0,25–20 мм, регламентирует ГОСТ 10902-77. Спиральные сверла длинной серии выпускаются в диапазоне диаметров 1–31,5 мм. Нормативным документом, в котором оговариваются требования к изделиям данной серии, является ГОСТ 886-77.
Сверла с цилиндрическим хвостовиком длинной серии производят преимущественно с правым направлением спирали. ГОСТ допускает изготовление изделий данной серии и в другом конструктивном исполнении по договоренности с заказчиком. Длина спиральных инструментов с цилиндрическим хвостовиком всех серий указана в приведенной ниже таблице.

Таблица 2. Длина спиральных сверл с цилиндрическим хвостовиком
Технические требования к производству спиральных сверл всех вышеперечисленных серий оговариваются ГОСТом 2034-80. Согласно положениям этого нормативного документа, изделия данной серии, которые используются для сверления заготовок из ковкого и серого чугуна, углеродистых (конструкционных и инструментальных) и легированных сталей, а также конструкционных сталей обычной обрабатываемости и автоматных, изготавливаются из быстрорежущих стальных сплавов. Инструменты данной серии могут относиться к одному из трех классов точности:
Цилиндрические хвостовики могут иметь разные исполнения
ГОСТ допускает, что сверла данной серии могут быть произведены не из быстрорежущей стали, а из легированного стального сплава марки 9ХС, при этом их хвостовики могут быть сделаны из стали марки 45 или 40Х. По своей конструкции такие сверла могут быть как цельными, так и сварными. При использовании сварки в местах соединений исключается наличие непроваренных участков, пустот и кольцевых трещин.
Сверла с коническими хвостовиками
Современная промышленность выпускает различные типы сверл, хвостовик которых имеет коническую форму. Соответственно, требования, предъявляемые к таким инструментам, регламентируются разными ГОСТами. Унификация различных типов сверл позволяет оптимально подбирать их для решения определенных технологических задач. Нормативными документами, в соответствии с требованиями которых производятся спиральные инструменты с коническими хвостовиками, являются:
- ГОСТ 10903-77 (для изделий нормальной длины);
- ГОСТ 12121-77 (для длинной серии);
- ГОСТ 2092-77 (для удлиненной серии);
- ГОСТ 22736-77 (для изделий с твердосплавными пластинами).

Сверла по металлу с конусным хвостовиком для глубокого сверления
Ознакомиться с требованиями ГОСТ к спиральным сверлам с коническим хвостовиком можно, скачав документ в формате pdf по ссылке ниже.
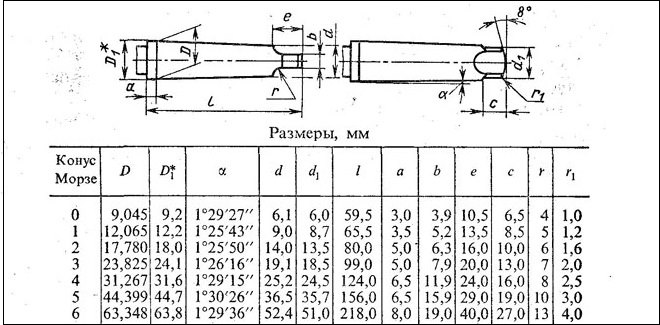
Спиральные сверла нормальной длины, на которые распространяет требования ГОСТ 10903-77, могут выпускаться в диапазоне диаметров 5–80 мм. Хвостовики таких сверл в зависимости от диаметра последних имеют нормальную или усиленную конструкцию. С усиленным хвостовиком изготавливают спиральные сверла диаметром от 12 до 76 мм. Их посадочная конусная часть соответствует стандарту Морзе – от 1 до 6.
Диаметр длинных сверл, согласно ГОСТу, может находиться в интервале 5–20 мм, при этом обработка, выполняемая с их помощью, осуществляется через кондукторные втулки. Хвостовик таких сверл выполняется по стандарту Морзе от 1 до 4. Спиральная часть длинных сверл и инструментов нормальной длины имеет правое направление, но по договоренности с производителем может выпускаться и с левым направлением.
Конусы Морзе с лапкой
Удлиненные сверла с коническим хвостовиком производятся с диаметрами 6–30 мм. Конусный хвостовик таких сверл должен соответствовать стандарту Морзе от 1 до 3.
Сверла с коническим хвостовиком, на металлический стержень которых напаяны твердосплавные пластины типа ВК, могут выпускаться с диаметром от 10 до 30 мм, в укороченном и нормальном вариантах.
Длина спиральных инструментов с коническим хвостовиком всех серий представлена в приведенной ниже таблице.
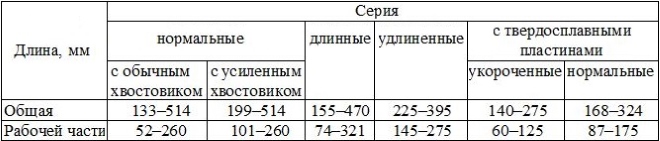
Таблица 3. Длина спиральных сверл с коническим хвостовиком
Материалы изготовления основной части таких сверл – быстрорежущая сталь, стальной сплав марки 9ХС либо стали других марок, в составе которых не должно быть кобальта, а количество вольфрама не должно превышать 6%.
И в заключение небольшой видео-обзор сверл по металлу от различных производителей с испытанием данной продукции на практике.
ИНСТРУМЕНТАЛЬНО - ПОДШИПНИКОВЫЙ ЦЕНТР
Читайте также: