Чем паять металл в домашних условиях
Обновлено: 21.09.2024

Приветствую! В этом материале я расскажу про отличия пайки и сварки, как паять цветные и черные металлы, а также дам несколько советов по прочной пайке и технике безопасности. Поехали.
Отличия пайки металла от сварки
Существует два основных метода скрепления двух металлов: cварка и пайка. В первом случае элементы скрепляются за счет расплавления кромки металла. Это может быть как нагрев, так и скрепление при помощи нагнетания давления. В случае пайки заготовки скрепляют между собой при помощи присадочного материала – припоя.

В некоторых случаях пайка является более щадящим и экономичным способом скрепления заготовок. Также пайка обладает рядом преимуществ:
- Обе детали не нагреваются да температуры плавления. Таким образом получается сохранить их физические и химические свойства.
- Заготовки не требуют тщательной очистки и обработки, как это требуется при сварке.
- Оборудование для пайки стоит намного меньше, чем сварочные аппараты.
- Возможность изготовления сложных узлов и конструкций.
- Прочность полученного стыка. Детали не гнуться и не деформируются после спаивания.
Рассмотрим подробнее методы пайки разных металлов.
Пайка цветных металлов
Изделия из цветных металлов требуют точной подгонки. Именно поэтому их чаще паяют, а не варят. Изучим отдельные виды цветных металлов и их скрепление при помощи пайки.
Всегда фиксируйте обе заготовки при помощи тисков, струбцин либо других крепежных элементов. Особенно, если вы работаете с габаритными деталями. Колебания или сдвиги во время пайки могут перекосить шов, припой может стечь. Это повлечет за собой хрупкость стыка и со временем на нем могут образоваться трещины или свищи.
Пайка меди
Медь – это довольно часто встречающийся металл в повседневной жизни. Водопроводные трубы, электрические кабели, электронные компоненты – все они частично или полностью состоят из меди.

В основном существует два метода пайки меди:
- Высокотемпературная (рабочая температура порядка 600 ˚С);
- Низкотемпературная (рабочая температура до 450 ˚С).
В рамках данной статьи мы рассматриваем пайку в домашних условиях, поэтому возьмем низкотемпературную технологию.
Для пайки меди вам потребуется:
- Припой. В основном его изготавливают из сплавов олова (95—97 %) с медью, сурьмой, висмутом, серебром, селеном. Лучшими свойствами обладают серебросодержащие припои. Широкое применение получили и трёхкомпонентные виды, в состав которых входит олово, медь и серебро. Использование оловянно-свинцовых припоев на производстве ограничено из-за вредности свинца. В домашних условиях также стоит поберечь свои легкие от паров свинца. Используйте активную вытяжку.
- Флюс для пайки меди (активированный, кислотный, некислотный, антикоррозийный).
- Газовая горелка.
На крупных производствах и заводах часто используют паяльную пасту. Чаще всего в ее состав входят: флюс, маленькие частицы припоя и специальные добавки.

Рассмотрим пошаговую технологию пайки двух медных элементов:
- На обе детали наносят флюс. Им покрывают место стыка и область, на которую будут наносить припой.
- В место стыка закладывают припой. Это может быть оловянная проволока или специальная паста.
- Полученное соединение нагревают при помощи газовой горелки. Припой распределяется по месту стыка, а также частично на область около пайки.
- Полученную заготовку оставляют остывать. В этот момент нельзя крутить или гнуть полученную деталь. Место стыка должно полностью остыть, чтобы припой смог полностью затвердеть.
- Остатки флюса удаляют при помощи абразивной щетки.
Не направляйте открытый огонь прямо на припой. Он должен расплавиться и заполнить собой шов вследствие нагрева кромок деталей.
Пайка алюминия
Алюминий достаточно капризный материал. Многие эксперты считают, что в домашних условиях скрепить две алюминиевые заготовки просто невозможно, так как место скрепления необходимо прогревать до температуры порядка 600 ˚С, а это чревато прогоранием самого листа алюминия.
Но это утверждение не совсем верно. Спаять два элемента из алюминия можно, если использовать особый флюс и припой. Рассмотрим подробнее все компоненты, которые понадобятся для работы с алюминием:
- Припой. Лучше всего для работы с алюминием подходят припои в составе которых есть: кремний, алюминий, медь, серебро и цинк. К таким можно отнести отечественный припой «34А» или его зарубежный аналог « Aluminium -13».
- Флюс. Лучше, если в его составе будет фторборат аммония с добавлением триэтоналомина. Некоторые используют обычную буру.
- Паяльник, мощностью не менее 100 Вт.
Припои с высоким содержанием цинка обладают лучшими антикоррозийными свойствами.

Пошаговое руководство по пайке алюминиевых заготовок:
- Зачистить обе заготовки от грязи и пыли.
- Удалить при помощи наждачной бумаги оксидную пленку. Эту операцию проделывают с целью уменьшения оксидного слоя, который моментально образовывается на поверхности алюминия.
- На место соединения наносят флюс.
- Припой закладывают равномерно и постепенно, не подвергая постоянному нагреву поверхности алюминиевых заготовок.
- Полученный стык зачищают при помощи металлической щетки или мелкой наждачной бумаги.
Пайка листов жести
Обычная жесть скрепляется довольно просто. Металл без примесей или нанесения чаще всего дает ровный шов и не меняется под воздействием высоких температур. Для пайки жести потребуется:
- Припой. В основном используют припои на основе олова и сурьмы. К ним относят ПОС-40 или ПОС-30. В некоторых случаях используют ПОС-90, в состав которого входит свинец.
- Флюс. Подойдет как соляная кислота, так и обычная канифоль. Свежая оксидная пленка на жести удаляется очень легко.
- Паяльник мощностью не менее 40 Вт.

Технология пайки:
- Зачистить жестяные элементы от грязи и пыли.
- Нанести канифоль на место стыка.
- Положить припой на стык и при помощи паяльника расплавить его.
- Зачистить полученное место при помощи мелкой наждачной бумаги или металлической щетки для ровного шва.
Пайка оцинкованного железа
В отличие от обычной жести, оцинкованное железо имеет ряд специфических характеристик. Во-первых, цинк на поверхности листа испаряется при температуре 960 ˚С. Поэтому не рекомендуется использовать мощные горелки в работе с оцинкованным листом.

Во-вторых, не все припои подходят для работы с оцинкованным железом. Например, крайне не рекомендуется использовать припой ПОС-90, так как он разрушает структуру листа.
Компоненты для пайки:
- Припой. Лучше всего выбрать ПОС-30.
- Флюс — борная кислота или хлористый цинк.
- Паяльник мощностью не менее 40 Вт.
Технология спайки двух элементов из оцинковки аналогична работе с обычной жестью. Главное — греть место спайки равномерно, не допуская перегрева отдельных областей.
Пайка нержавеющей стали
Нержавеющая сталь — это сплав, в котором присутствует никель и хром, а также титан. Пайка нержавейки немного отличается от аналогичной работы с обычным или оцинкованным железом. В зависимости от количественного содержания того или иного металла в составе нержавейки, она будет иметь разные физические характеристики.

Так, лист с большим содержанием никеля при температуре 500 — 700 ˚С может выделять карбидные соединения. Подобные листы подвергают равномерному и быстрому нагреву, чтобы избежать разрушения структуры материала.
Рассмотрим необходимые компоненты:
- Припой. Его выбирают в зависимости от условий пайки. В условиях открытой местности или повышенной влажности отдают предпочтение припоям на основе серебряных сплавов с незначительным содержанием никеля. В сухих помещениях или доменных печах используют хромникелевые или серебряно-марганцевые припои. Для первичного лужения двух деталей используют обычный припой на основе олова и свинца.
- Флюс — бура в виде порошка или пасты.
- Мощная газовая горелка выдающая температуру свыше 800 ˚С. Пригодится паяльник с мощностью выше 100 Вт для первичного лужения.
Пошаговая технология пайки:
- Тщательно зачистить места соединения двух элементов из нержавейки.
- Закрепить оба листа и на место стыка нанести флюс из паяльной кислоты.
- Место стыка залудить тонким слоем припоя на основе олова. На этом этапе используют обычный паяльник. Следите за тем, чтобы припой не скатывался с листа. Если этого избежать не удалось, предварительно прогрейте листы и повторите лужение.
- Повторить лужение флюсом.
- Спаять оба листа, используя припой в зависимости от условий пайки. На этом шаге используйте газовую горелку.
Если припой скатывается с листа даже после предварительного прогревания, используйте металлическую щетку. Она помогает удалить оксидную пленку, которая может оставаться на залуженной поверхности после нанесения флюса.
Пайка черных металлов
Качество скрепления стальных изделий зависит от нескольких факторов:
- марки стали;
- пористости заготовок;
- уровня очищенности стыковочного шва.
В качестве припоя выбирают оловянные или латунные сплавы. Их используют в зависимости от поставленной задачи. Более простой способ — использование олова. С ним проще работать, однако, конечный шов не будет обладать высоким уровнем прочности.
Припои на основе латуни намного прочнее, но для работы с ними потребуется особое оборудование.
Рабочий процесс на подготовительном этапе практически не различается. В обоих случаях детали зачищают от грязи и ржавчины. Фиксируют при помощи струбцин или тисков. В качестве флюса используют обычную ортофосфорную кислоту. После этого наступает этап самой пайки.
Пайка стали оловом
При пайке оловом подбирают паяльник мощностью от 100 Вт. Для получения качественного шва обе детали предварительно залуживают, после чего в готовый шов подают оловянный припой и завершают пайку.
Пайка стали латунью
Латунь плавится при температуре свыше 900 ˚С, поэтому для работы с таким припоем потребуется газовая горелка. Важно нагревать оба элемента равномерно. В противном случае латунь быстро расплавится. Она будет хорошо прилипать только на краях стальных заготовок (что может вызвать хрупкость и разрушение под напряжением), что поспособствует образованию трещин в конечном изделии.
Советы по правильной и прочной пайке металлов
Работая со сталью или другими металлами необходимо придерживаться базовых правил безопасности, а также знать некоторых нюансов пайки.
Как нагревать и охлаждать металл
Важный шаг перед началом работы — подготовка заготовок. И здесь необходимо знать наверняка, какой сплав вы будете спаивать или проверить его самостоятельно:
- Посмотрите, как реагирует металлическая заготовка на нагрев паяльником или горелкой. Как быстро образуется оксидная пленка на поверхности. Об этом лучше знать заранее и наверняка, иначе последующая работа будет проходить в спешке.
- Подготовленные и закрепленные детали лучше всего прогревать постепенно. Следите, чтобы на металле не появлялось перегретых очагов. Область пайки должна быть прогрета равномерно по всей площади.
- Не прогревайте только стыковочный шов, работайте также по площади возле стыка. Чаще всего нужно прогреть 0,5 — 2 см в зависимости от целей пайки и габаритов соединяемых элементов.
- Используйте только те паяльники или горелки, которые выдают рабочую температуру плавления припоя.
- Не охлаждайте готовый шов при помощи холодной воды или других жидкостей. Дайте металлу «отдохнуть» и равномерно остыть несколько минут на открытом воздухе.
- Спаянные заготовки снимайте из тисков или струбцин только после полного остывания припоя.
Какие металлы прочнее всего между собой паяются
В отличие от сварки, в пайке основным показателем качества готового изделия является не марка стали или металла, а выбор припоя, а также технологии формирования самого шва пайки. Так что тут вопрос скорее про то, на какой металл какой припой липнет лучше всего. Конечно, чем ближе по составу и плотности припой и металл, тем лучше будет адгезия. В итоге все сводится к выбору правильного припоя для каждого случая в отдельности.
А еще нужно следить, чтобы при соединении двух металлов не образовывалось электропары. Иначе соединение будет ржаветь и разрушаться от малейшей влаги. Так что тут будет уместна таблица совместимости при соединении цветных металлов между собой.

Буква «А» в таблице совместимости означает «ограниченно допустимый в атмосферных условиях».
Приведу еще несколько простых советов:
- Выбирайте более тугоплавкие припои.
- Тщательно зачищайте стыки скрепляемых деталей. Обрабатывайте наждачной бумагой не только сам шов, но и 0,5 — 2 см около стыка по поверхности металла.
- Залуживайте и запаивайте внахлест. Таким образом, вы увеличиваете общую площадь скрепления двух или нескольких деталей.
Техника безопасности при пайке стали в домашних условиях
Часто пренебрежение элементарными правилами работы с электрическими или горючими приборами приводит к потере здоровья или порче имущества.

Настоятельно рекомендую соблюдать технику безопасности при пайке:
- Держите паяльник на металлической площадке или специальном держаке, который отводит нагретое жало инструмента от плоскости стола.
- Выключайте паяльник от сети сразу после окончания работ.
- Проверяйте качество подключения газового баллона к самой горелке. Не допускайте утечек газа.
- Работайте в хорошо проветриваемом помещении.
- Не оставляйте горелку во включенном состоянии, если вы уже закончили работу.
- Уберите любые легковоспламеняющиеся вещества из рабочей зоны.
- Не хватайтесь голыми руками около нагретого шва. Вы можете получить ожог.
- Не трогайте пальцами припой, чтобы проверить прочность шва.
Соблюдая данные меры можно избежать травм, а также сохранить имущество в целостности. Паяйте с удовольствием и знанием дела!
Пайка металлов в домашних условиях. Пособие для начинающих.

2. В публикациях используйте четкие и красивые фотографии.
3. Автор поста с тегом [моё] может оставить ссылку на свой профиль, группу или канал на других источниках, при условии, что ссылки (активные и не активные) не ведут на прямые продажи. Допускается не больше четырёх ссылок и только в конце поста (п. 8.5 основных правил).
-ссылки рекламного характера/спам;
-ссылки, ведущие на магазины с указанием стоимости товара/услуги;
-ссылки, ведущие на призывы, покупки, продажи, подписки, репосты, голосование и тому подобное.
(нарушение основных правил сайта, п.8.1 и п. 8.2).
При переходе по ссылке запрещено наличие активных (кликабельных) ссылок, ведущих на вышеперечисленное в п.3, содержание таких ключевых слов как «товар», «услуга», «купить», «продам», «в наличии», «под заказ» и т.п.
3.1 Размещение контактов автора (самим автором или другими пользователями) в комментариях запрещено и подлежит удалению (п. 9.1 и 9.3 основных правил).
4. Обязательным для авторов является наличие технических характеристик изделия в публикациях (материалы, техники, авторские приемы, размеры, времязатраты и прочее) в текстовом виде.
Также помечайте свою работу тегом «Рукоделие с процессом» или «Рукоделие без процесса».
5. Пост-видео, пост-фото без текстового описания переносится в общую ленту. Даже если в видео показан подробный процесс изготовления, делайте краткое описание для тех, у кого нет возможности/желания смотреть видео.
Администрация оставляет за собой право решать, насколько описание соответствует п. 5.
6. Посты с нарушениями без предупреждения переносятся в общую ленту.
За неоднократные нарушения автор получает бан.
Автор может размещать новую публикацию в сообществе, не допуская полученных ранее замечаний.
Супер класс. Побольше б таких видео.
Припои для люминтия, как правило, на основе кадмия. Так что выписывайте молоко за вредность.
шо, весь таки "полный туториал" вместился в 21 минуту? А в технарях и институтах вона целый месяц, и больше, конспекты пишут, прежде чем приступить к практике.
дядя, ты дурак? площадь сечения на порядок больше.
Экономим 50$. Чехол MAPP своими руками
Решил поделиться опытом. Всем привет.
Купил горелку холодильщиков кондицонерщиков для дома по совету мастера из дискорда, штука оказалась полезной. Починил тиски, спаял корзинку велосипеда а также наплавил на крышу фольгоизол (рубероид с алюм.фольгой) также греть прикипевшие болты итп.
В ходе работы на крыше газбаллон часто мешался т.к. горелка со шлангом и приходилось его контроллировать. Сделал держатель из нерж вешалки как на фото, но он неудобный когда садишься то баллон ударялся об крышу.

Решил делать тканевый чехол на липучке, такой от bernzomatic стоил на ebay 50$ (без доставки) а г.нукус логистика стоила бы 100$ до узб. Был вариант с китая как на фотке, но образец 20$ + 20$ доставка, но опт прайс 1.6$

заказал держатель молотка с chipdip (300р+-) купил нитки, ткань, липучку и сшил.


итог на фото, мне нравится результат. Первый пост.

Как спаять трубы из пропилена не перекрывая воду.
Бывают разные случаи когда приходится паять трубы, а в них вода. Бывает кран просто до конца не перекрывает воду, бывает что крана вообще нет. Или кран перекрыт, но оставшаяся вода в трубах постепенно вытекает из них и ждать приходится очень долго.
В интернете есть несколько способов пайки с помощью хлебного мякиша и обычной туалетной бумаги, но статья не про эти методы. Обычно берут мякиш или туалетную бумагу, скручивают шарик и заталкивают в трубу, на некоторое время это помогает, как раз хватает на пайку. После подачи давления хлеб или бумага размокают в воде и растворяются, благодаря этому засоры не образуются. Но что делать если из трубы не капает, а бежит под напором? Хочу поделиться следующим методом. На стояке в квартире не проверял, но давление от "малыша" из колодца держит.

Для изготовления нам понадобиться автомобильный ниппель, немного проволоки, кусок эластичного шланга и насос. Отрезаем кусок трубки сантиметров 15 и с помощью проволоки глушим один конец, второй натягиваем на ниппель и фиксируем на нем. Кусок шланга нашел в гараже, от чего она не знаю, просто валялась в инструменте. Далее вставляем все это дело в трубу и надуваем в ней, тем самым перекрывая поток воды.
Пайка стали латунью
Привет. Пост для рукодельников рукоблудящих дома, ну или балконе/дворе.
Ниже также есть видео с субтитрами о том же самом.
Иногда нужно прочно или герметично соединить стальные детали, а сварка дома это так себе развлекуха. Клей- конечно выход, но есть способ соединять и покрепче, к сожалению и процесс погрязней. Выбирать вам, я лишь добавлю вариант.
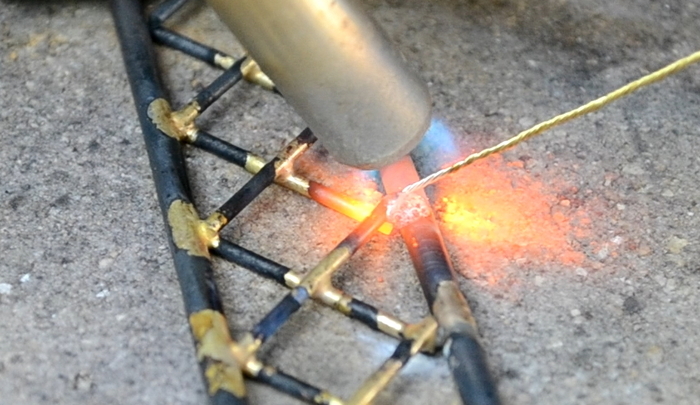
Высокотемпературная пайка стали латунью, это как пайка оловом или склеивание термоклеем, где в качестве клея расплавленная латунь. Вот только температура плавления у латуни гораздо выше: 880-950°C. То есть стальные детальки надо разогревать докрасна. Выглядит опасненько.
Дальше читайте только если не испугались.
Чтоб разогреть детальки до такой температуры придётся купить баллон МАПП газа и горелку к нему.

Так будет удобней чем на костре возле дома, а газовая плита с таким не справится. Хотя конечно если у вас дома случайно завалялись 50-ти литровые баллончики с кислородом и ацетиленом то это прекрасно. Такой аццкой смесью как раз паяют железо на заводах. У меня к сожалению таких баллонов не завалялось, поэтому опишу пайку именно с помощью МАПП газа. Раз температура высокая, то нужен и столик который эту температуру выдержит и изолирует от неё. Таким столиком может быть шамотный кирпич, любой плотности.

Чуть хуже просто кирпич, он может постреливать от перегрева. Хотя если положить на него толстенькую железяку и греть на ней, тоже может получится неплохо.
Кроме горелки и кирпича нужен и наш клей — латунь, в виде проволоки. Удобен диаметр 1-2 мм. Я вот купил на свалке диаметром 0,4мм, пришлось скручивать несколько кусков вместе.
В инет магазинах с размерами проще, но с ценой посложней.
Латунь это сплав меди с цинком, с незначительной примесью других элементов. Сплав меди где кроме цинка или вместо цинка другие металлы, это уже бронзы, нейзильберы, мельхиоры, куниали и прочая тряхомудия.
Нам же нужна латунь Л63,(63% меди, 37% цинка) это самая распространённая марка латуни.
Многие другие марки тоже подойдут.
Чтоб расплавить латунь и залить ей стык, детальки нужно нагреть до температуры 1050°C. Чем такую температуру измерить?
У многих есть отличный встроенный прибор для этого - человеческий глаз. Его только надо откалибровать. Сталь при нагреве начинает светится разными цветами, поэтому нужно просто знать какой цвет и сила свечения соответствует какой либо температуре. Чтоб проапгрейдить наш глазик до глаза, например кузнеца, пригодится такая табличка, с цветами каления.

Табличка на мониторе конечно не передаст свечение стали очень точно, но и этой точности нам вполне достаточно.
Такая высокая температура конечно не пройдёт бесследно для стали, и латуни(температура увеличивает химическую активность). Металлы начнут вступать в хим-реакции с атмосферой. Нужна защита. Этой защитой служит флюс. Он расплавившись покрывает место пайки и не даёт воздуху испортить процесс пайки. Флюс это вещество активное при определённом диапазоне температур. Разные флюсы имеют разные диапазоны активности. Для пайки низкоуглеродистой стали отлично подойдёт борная кислота(порошок). Можно купить в аптеке мало за дорого, или в ювелирном инет магазине много за дёшево(относительно). Можно как флюс использовать и буру, но по мне она менее удобна, делает пламя ярче и её сильно сдувает с припоя пламенем. Да и на заводе где я паял 5 лет, использовали борную кислоту.( для пайки других сталей скорей всего понадобятся другие флюсы)
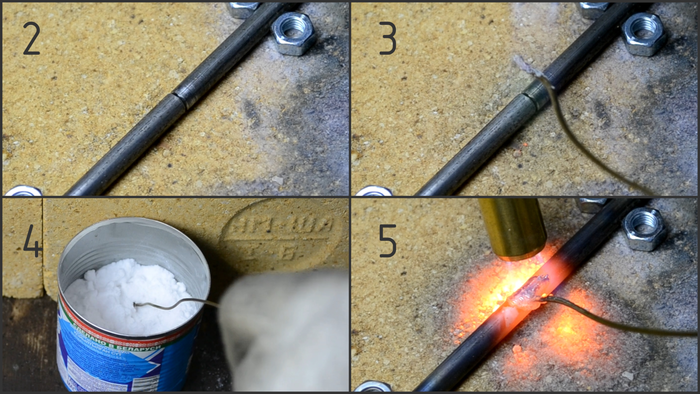
как проходит пайка:
1 детальки зачищаем и обезжириваем(очень желательно)
2 складываем их вместе на кирпиче.
3 нагреваем горелкой место пайки, а заодно и припой.
4 припой окунаем в баночку с борной кислотой и немного ждём, чтоб она налипла.
5 подносим припой к разогретому до 1050°C стыку и касаемся им деталей, ждём пока жиденькая латунька всё зальёт.
В этом месте возможно возмутились ювелиры, типа:
-лошара, флюс надо в воде растворить, а потом намочить в этом растворе детальку и проволоку припоя.
И они будут полностью правы, но только для самых маленьких деталей.
для крупных деталей такого количества налипшего флюса будет маловато, может ещё и рукой посыпать сверху место пайки придётся.
Есть и другие способы пайки:
Лудим детали(покрываем латунью) а дальше составляем вместе и нагреваем.
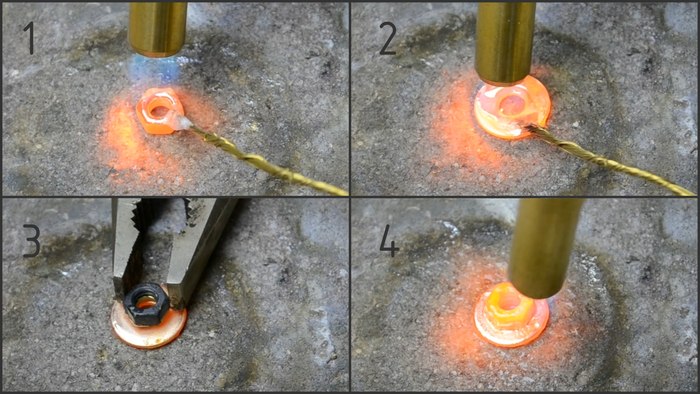
А ещё, если паять трубы, то можно внутрь соединения поместить кусочек припоя с флюсом, и прогрев всё это дело, получить соединение с паяным швом изнутри.
Нагревать кстати можно и не одной горелкой и не только горелкой, а например в печи .
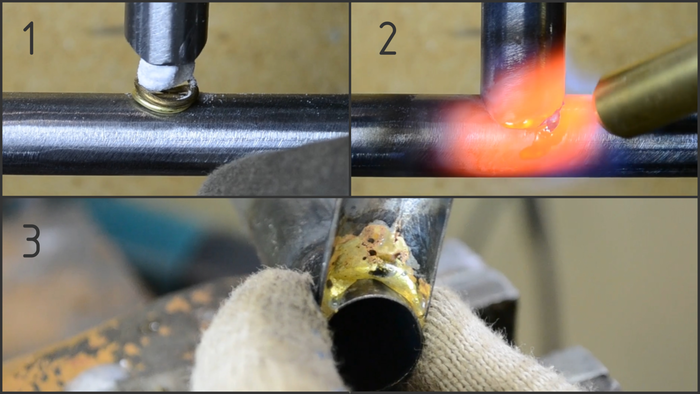
Латунью можно паять и медь, но лучше подойдёт специально сделанный для этого припой из сплава меди с серебром, также и железо можно спаять медным припоем, но латунь тут отработает лучше.
После пайки на шве останется и засохший флюс, его нужно отмывать.
делать это лучше в горячей воде с моющим средством, да и замочить на некоторое время не лишним будет.
Хоть я и пишу типа паяйте дома, но лучше всё же на открытом воздухе или хотя бы под вытяжкой, да и респиратор не помешает.
Теперь об особенностях пайки латунью
Пайка не разрушает детали в отличие от сварки, то есть мелкие и тонкие детали можно прожечь, только если ну прям ооочень постараться.
Для пайки мелочи не нужно много оборудования.
Для пайки крупных деталей оборудование нужно уже посерьёзней.
Не нужно долго учиться.
Неудачное соединение легко переделать, так же как и починить сломавшееся.
Латунь и сталь имеют разные цвета, то есть изделие для красоты обычно нужно покрывать либо краской, либо гальваническими покрытиями.
О прочности слышал мнение, что любая пайка фуфло, по сравнению с прочностью сварки.
Просто приведу примеры где используется пайка латунью.
Резцы из твёрдой стали на круглой пиле которой пилят дерево, обычно напаяны латунью.
Также как и токарные резцы по металлу.
А ещё на пайке иногда собирают рамы велосипедов.
Ну в общем это просто тип соединения деталей, который не очень известен. Можно дырку на глушаке запаять, или станок из гвоздей собрать. Тут уже от фантазии применяющего зависит.
Пайка для "чайников". Выбор инструмента и советы
Пишу пост прежде всего для новичков - тех, кто только собирается научиться паять, либо попробовал, и получилось "не очень". В том числе для рукодельниц и рукодельников, которые (пока что) не замахиваются на ремонт и разработку электроники. Как следствие - здесь не будет страшного текста про заземление, фен, паяльную пасту и реболлинг. Не будет про высокотемпературные припои. И только самый минимум информации про электричество. Зато хочу рассказать про выбор инструмента, типичные проблемы начинающих и маленькие хитрости. Всё пишу из личного опыта.
Набор из инструментов и материалов для более-менее комфортной пайки включает в себя:

Паяльник, конечно же. В паяльнике важны две составляющие: регулировка температуры и удобное жало. Едва ли не все начинающие берут себе дешман-паяльник без регулировок и с единственным жалом-конусом, а затем мучаются, прилепляя к проводам "сопли" из припоя. Паяльник перегревается, жало не хочет держать припой, припой мгновенно окисляется. Если и вы пошли этим путём, у меня есть хорошая новость: дешёвый паяльник можно доработать до приличного состояния. Но об этом ниже.
Припой. Самый распространённый имеет марку ПОС-61, что означает: припой оловянно-свинцовый с содержанием олова 61%. Свинец — металл токсичный, поэтому стоит принимать разумные меры предосторожности: не есть во время пайки, а после работы мыть руки. И вряд ли стоит паять таким припоем украшения, которые будут носиться на теле. Есть бессвинцовые припои, у них более высокая температура плавления и паять ими немного труднее. Кстати, практически вся электронная промышленность перешла на бессвинцовку из-за требований по экологии.
Ещё припой бывает как с добавлением канифоли, так и без неё, и разной толщины. Самый ходовой — тонкий, с канифолью внутри.
Заказывать припой у китайцев не советую, это лотерея. Хитрые производители научились делать начало и конец катушки из сплава разного качества, и внутренние витки могут состоять едва ли не из чистого свинца. Начинаешь паять — всё хорошо, 5 звёзд продавцу. Но счастье в этом случае длится недолго.
Канифоль. Классика жанра, поэтому пусть будет. Но я ею практически не пользуюсь.
Флюс ЛТИ-120, либо жидкий спиртоканифольный флюс. Флакон лучше с кисточкой. Это вещь! Заменяет твёрдую канифоль, сделан на её основе, однако гораздо удобнее в применении. Основное достоинство: намазывается непосредственно на место пайки и поэтому не выгорает, пока вы несёте паяльник. ЛТИ-120 является более активным флюсом, чем (спирто-)канифоль. Это значит, что с ним паять легче. Но из-за этого ЛТИ очень желательно смывать спиртом после пайки, а канифоль и спиртоканифоль — нет. При пайке точной электроники смывать ЛТИ строго обязательно. И вообще, промывать место пайки — хорошая привычка.
Изопропиловый спирт во флаконе с капельницей/дозатором и ватные палочки. Можно использовать медицинский (этиловый) спирт, если он для вас более доступен. Спирт - очень полезная вещь в хозяйстве. Им можно обезжиривать поверхности, отмывать капли не застывшей эпоксидной смолы или масляной краски, смывать перманентный маркер, отмывать собачьи лапы от еловой смолы, готовить дезинфицирующий раствор против "короны". В общем, универсальная штука. Флакон на фото я не раз уже заправлял из большой банки. В контексте пайки спирт используется и для первичной очистки, и для отмывки места уже сделанной пайки от нагара и остатков флюса.
Зажим «третья рука». Паять без «третьей руки» можно, но очень неудобно. Дешёвую «третью руку» (как на фото) рекомендую сразу доработать. Во-первых, проклеиваем основания «крокодилов», чтобы они не разболтались и не слетели. Я использовал эпоксидный клей. Во-вторых, на губки надеваем кусочки термоусадки и термоусаживаем горелкой/зажигалкой.
Хирургический зажим (карцанг). Желательно — с самыми тонкими губками. На фото толстоват, хотя, смотря что паять. Прямые или изогнутые губки — на ваш выбор. В большинстве случаев заменяет пинцет, плюс его можно зафиксировать в зажатом состоянии. Очень удобная вещь! Вместо или в дополнение к зажиму рекомендую хороший пинцет с тонкими кончиками, которые хорошо смыкаются, не вихляют и имеют плоскую внутреннюю поверхность. Но очень не советую брать дешманские пинцеты из серии «5 штук за 100 рублей». Сделаны из сплава фольги с картоном, не держат ни-че-го! Маникюрные пинцеты тоже плохо подходят: губки не очень ровные и часто "гуляют" друг относительно друга.

1. Пинцет из сплава фольги с картоном.
2. Маникюрный пинцет.
3. Зажим (карцанг).
4. Нормальный пинцет для тонких работ.
Губка для чистки паяльника. Специальная! Губка для посуды не подойдёт! Перед работой её нужно намочить и отжать. Об неё в процессе работы можно вытирать нагар, и держать жало паяльника в чистоте.
Маленькие бокорезы (кусачки). Мне больше нравятся именно такой конструкции, с тонкими острыми губками.
Дополнительно полезно иметь:

Оплётку для выпаивания. Это плетёнка из тонкой меди, пропитанная канифолью. Набирает на себя припой (лудится). Тем самым, упрощает демонтаж (выпаивание). Использованная, т.е. пропитанная припоем оплётка может помочь залудить какую-нибудь поверхность.
Инструмент для зачистки проводов. Китайский с фото вполне работает. Можно выбрать что-нибудь подороже, но инструмент должен соответствовать толщине зачищаемого провода. Иначе либо не зачистит, либо перекусит.
Макетный нож. Кстати, лезвия для макетников не все одинаково хороши. Большинство - тупые изначально, и предназначены только для офисной бумаги. А какие-то выполнены из калёной стали и легко режут даже плотный ковролин.
Подробнее про паяльник.
Паять, конечно, можно и гвоздём на газовой зажигалке. Но удовольствие это сомнительное. Рассмотрим главные, на мой взгляд, признаки хорошего паяльника.
Контроль температуры. Паяльники без регулировок склонны перегреваться. В этом случае припой на жале моментально покрывается плёнкой окислов, плохо липнет в месту пайки и превращается в "сопли". Поэтому все более-менее хорошие паяльники имеют регулировку, датчик температуры в жале, и умеют поддерживать более-менее постоянную температуру. Есть паяльники с простой "крутилкой" без градуировки, а есть - с цифровым управлением, умеющие отображать текущую температуру в градусах.
Даже если у вас паяльник примитивный и без регулировок, ещё не всё потеряно. Идём в электротовары и покупаем диммер (регулятор яркости) для обычных ламп накаливания, подключаем паяльник через него. Регулируя мощность нагревателя, можно подобрать комфортную температуру жала. Внимание: мощность диммера должна соответствовать мощность паяльника. Паяльник мощностью 20Вт может не запуститься с диммером, требующим мощность нагрузки от 40Вт. А может запуститься, если вывести регулировку сначала на максимум, и затем на нужный уровень.
Если диммера тоже нет, а паять надо, можно на время остужать жало, макнув в твёрдую канифоль. Если жало делает "ПШ-Ш-Ш" и выпускает клубы дыма, а канифоль в месте контакта вскипает - значит, оно было перегрето. Если дым от канифоли идёт струйкой, значит с температурой всё более-менее в порядке.
Жало. Ищите паяльник, к которому продаются запасные жала различной формы. Сейчас почему-то все паяльники продаются с жалом-конусом (иголкой). Почему - я так и не понял, ибо паять конусом мне некомфортно: припой набирается на боковую поверхность, контроль за каплей припоя слабый, при этом тонкий "носик" конуса практически не смачивается припоем и мешается, упираясь в окружающие элементы. На мой взгляд, самой удобной и универсальной является форма "скошенный конус" и "скошенный цилиндр", т.е. жало, имеющее на конце овальную плоскую площадку.

На фото, сверху вниз:
1. Удобное для меня жало формы "Скошенный конус".
2. Жало "Скошенный цилиндр" со слегка скруглённым концом. Не впечатлило.
3. Комплектное жало-иголка. Попытался было переточить, не получилось.
4. Жало-конус от самого дешманского паяла.

Хозяйке на заметку: в медном жале в процессе его эксплуатации образуется ямка. Если при правке жала на напильнике её не заравнивать до ровной плоскости, и оставить небольшое углубление, то может получиться даже удобнее, чем ровная плоскость. Углубление хорошо держит каплю припоя и по-умному называется "микроволна".
Итак. Дешёвый паяльник можно сделать весьма комфортным в работе, если докупить к нему диммер, выкинуть "не обгорающее" родное жало-конус и наделать из толстого медного провода жал удобной вам формы.
Теперь о процессе.
Минутка химии и физики. Как известно, большинство металлов на воздухе окисляются. То есть металл соединяется с кислородом воздуха и образуется оксид. Оксиды имеют более высокую температуру плавления, чем не окисленный металл, и гораздо хуже переносят тепло. Причём, чем выше температура, процесс окисления идёт быстрее. В частности, расплавленный припой, оставленный на паяльнике, довольно быстро покрывается плёнкой окислов. Плёнка эта находится в твёрдом (не расплавленном) состоянии, и сильно препятствует нормальной пайке. Если каплю припоя пошевелить или потыкать, то видно, что она оказывается как бы в мешочке. Одна из основных функций флюсов (той же канифоли) - это препятствовать образованию окислов. Канифоль окисляется активнее, чем металл, и в разогретом виде может отбирать кислород у оксидов. Оксид вновь превращается в жидкий металл, а канифоль - в пахучий дым и в чёрный нагар на жале. Когда канифоль с жала вся израсходуется, плёнка оксидов возникает вновь. На перегретом паяльнике канифоль расходуется практически моментально, а "мешочек" образуется буквально за секунду, из-за этого паять таким паяльником сложно. Получается даже парадокс: перегретый паяльник хуже прогревает объект пайки из-за плёнки окислов. Плёнку окислов можно снимать не только флюсом, но и механически, вытирая разогретое жало об губку или другой подходящий материал.
Флюсы. Это вещества или составы, облегчающие пайку или плавку металла. Паяльные флюсы бывают различными по консистенции: твёрдыми (например, канифоль), жидкими (примеры: спиртоканифоль, ЛТИ-120) или гелеобразными. Жидкий или гелеобразный флюс наносится непосредственно на место пайки, а значит, он не обгорит, пока вы несёте паяльник от баночки с флюсом к месту пайки. Твёрдый флюс в баночке (ту же канифоль) можно использовать для лужения (покрытия слоем припоя) проводов и самого жала паяльника.
Кроме того, флюсы отличаются по химической активности, электропроводности и, как следствие, необходимости отмывки после работы. И я встречал случаи неправильной маркировки производителем: флюс, который заявляется, как безотмывочный, на самом деле весьма неплохо проводит электричество.
Функции флюса при пайке:
1. Смазка. Помогает формироваться аккуратным шарикам припоя и не "прикипать" к поверхностям, которые не паяются.
2. Очистка паяемой поверхности от окислов и грязи, защита от окисления в процессе.
3. Защита припоя от окисления, убирание плёнки окислов с припоя.
Профессионалы советуют не набирать припой на жало, а прикасаться проволочкой припоя к месту пайки одновременно с паяльником. Плюс такого метода: и быстрее, если паять нужно много всего сразу, и канифоль в проволочке припоя попадёт на место пайки в свежем виде. Можно даже не пользоваться дополнительными флюсами. Но. Этот приём требует свободных обеих рук, однако часто одной рукой держим, второй паяем.
Передача тепла - это то, что нужно и понимать, и прочувствовать на своём опыте. Чтобы припой стал жидким, его нужно разогреть. Чтобы припой был жидким в месте пайки, нужно разогреть место пайки до температуры плавления припоя. Это очевидно. Но если мы паяем массивный, по сравнению с жалом, объект, то разогреть его может быть непросто. Во-первых, металлы очень хорошо передают тепло. Во-вторых, тепло накапливают (имеют теплоёмкость). И, наконец, отдают тепло вовне. В итоге, даже используя мощный паяльник, можно столкнуться с непрогревом места пайки. Например, печатные платы мощной электроники проектируются так, чтобы хорошо отводить и рассеивать тепло. Как можно победить непрогрев:
1. Набрать на жало капельку припоя и нанести флюс на место пайки. "Сухое" жало передаёт тепло плохо.
2. Греть дольше; ждать, пока прогреется. Но рядом с местом пайки могут располагаться детали, которые нельзя перегревать.
3. Банально - увеличить температуру паяльника. В некоторых случаях помогает, но риск перегрева и повреждений окружающих элементов выше, и, кроме того, окислы на паяльнике могут мешать передаче тепла.
4. Поставить жало потолще и покороче, подходящее по размеру. Способность проводить тепло - одна из важнейших характеристик жала.
5. Подогреть объект пайки дополнительно. В бытовых условиях, в частности, можно прогреть градусов до 100 на перевёрнутом утюге, и на нём же выполнять пайку.
6. Пойти на хитрость: использовать легкоплавкий припой. И об этом поподробнее.
Содержащий свинец припой плавится легче бессвинцового. Промышленная пайка по экологическим причинам практически вся сейчас выполняется бессвинцовым припоем, разогреть который паяльником бывает сложновато. Но можно набрать на паяльник каплю обычного ПОС-61 и "поелозить" им в точке пайки, после чего уже весь припой становится жидким, поскольку разбавляется легкоплавким. Можно пойти дальше и использовать ещё более легкоплавкий состав. В частности, сплав Розе плавится при менее, чем 100 градусах Цельсия. Удобно! Но за удобство приходится платить легкоплавкостью результатов труда. Если изделие в процессе использования будет нагреваться, то такая пайка может развалиться сама по себе. Внимание: оставшийся на жале паяльника или в местах пайки сплав может привести к сюрпризам в будущем, сделав последующие пайки также легкоплавкими. Крайне нежелательно его использовать для ремонта заметно греющейся электроники: видеокарт, смартфонов, светодиодного освещения и т.д. И за злоупотребление розе можно огрести "пару ласковых" от профессионалов.
Кроме того, важна передача тепла от нагревателя к жалу. У меня был опыт, когда керамический нагреватель слегка болтался внутри жала. Паять было сложновато. Несколько слоёв медной фольги решили проблему.
Бывает, что припой после застывания оказывается матовым, а не красивым-блестящим. Почему так происходит? Во-первых, неправильный температурный режим и плёнка окислов. Во-вторых, состав самого припоя. Сюрприз, но это может зависеть от состава припоя, не все припои застывают в красивые глянцевые капли.
FAQ по основным явно заметным проблемам пайки (пайка не получается)
1. Жало не держит припой. При попытке набрать припой на жало, он скатывается каплями на стол. Прогреть место пайки почти не получается. Причина: жало не залужено. Нужно очистить жало, с помощью припоя и канифоли заново залудить. Если проблема часто повторяется, значит, жало перегрето.
2. Припой не держится на объекте пайки. Причина: плёнка окислов (либо лак) на объекте пайки. Да, встречается медь, покрытая бесцветным лаком. Например, провод наушников. Нужна либо механическая очистка, либо использование активного флюса.
3. Припой в месте пайки моментально застывает неаккуратными "соплями", плавится медленно и с явным трудом, паяльник слегка липнет. Причина: теплопередача от паяльника недостаточна.
4. При пайки образуются "сопли", шипы из припоя. Место пайки выглядит неаккуратно. Причина: нехватка флюса, плёнка окислов на припое.
Не очевидные "косяки" новичков (пайка получается некачественная или портится со временем):
1. Непропай. Паяное соединение держится на флюсе в роли клея. С электрическим контактом и надёжностью беда.
2. Злоупотребление активным флюсом. Он может разъедать пайку со временем, при работе разъедает "вечные" жала.
3. Неотмытый флюс. Если это канифоль - ничего страшного, кроме внешнего вида. Иные флюсы люто проводят электричество или разъедают (см. выше) пайку.
4. Сплав Розе. Да, с ним удобно, но пайка становится легкоплавкой.
5. Перегрев чувствительных к нагреву элементов. Печатная плата может расслоиться, пластиковый разъём может деформироваться, а электроника - выйти из строя.
6. Избыток припоя, который куда-то бодро уходит в процессе пайки. Может привести к сюрпризам в собираемой электрической схеме.
Правила пайки стали

Правила пайки стали
Если кто не знает, то изделия из стали можно не только сваривать, но и паять. Однако в отличие от пайки меди и алюминия, пайка стали имеет свои особенности.
Наиболее просто пайке подвергается низколегированная сталь, что во многом обусловлено её характеристиками и составом. На поверхности изделий из низколегированной стали не такая прочная плёнка окислов, которая может быть устранена при помощи использования обычного флюса.
А вот паять конструктивную сталь, уже более сложно, за счет того, что в её составе содержится хром, в качестве легирующей добавки. Наличие хрома в стали значительно усложняет пайку деталей из неё, и требует использования особых припоев.
Чем лучше всего паять изделия из стали
Сразу нужно оговориться и сказать о том, что паять сталь можно и оловом. Однако если мы хотим получить достаточно прочное и надежное соединения, то предпочтительно использовать тугоплавкие припои с содержанием серебра и меди.

При использовании таких припоев сталь спаивается довольно при высокой температуре, начиная от 450 градусов. Поэтому использование обычного 100 ватного паяльника для этих целей здесь не совсем целесообразно. В основном применяются газовые горелки.

Также, следует знать, что флюсы для пайки бывают разные. Одни из них требуют смывания водой с мылом, другие нет. Смывать надо обязательно флюсы на основе соляной и ортофосфорной кислоты.
Как паять сталь обычным оловом
Пайка стали обычным оловом возможна с использованием ортофосфорной кислоты в качестве флюса. Обязательно после пайки следует смыть флюс водой. Это главное условие при использовании кислот в качестве активных флюсов при пайке металлов.
Перед тем как подвергать металл лужению, с его поверхности нужно полностью снять все загрязнения, в том числе ржавчину и следы масел. Для выполнения данной работы можно воспользоваться шлифовальной шкуркой, стальной щёткой или же напильником.

Для эффективности можно обработать места с ржавчиной, перед пайкой, специальным раствором-преобразователем ржавчины. Кстати такие растворы также есть и на основе ортофосфорной кислоты. Жирные пятна с заготовок лучше всего смываются посредством щелочного раствора или растворителя.
Только после тщательной подготовки стальных изделий на них можно наносить тонкий слой флюса. Перед соединением деталей из стали, если для пайки используется олово, то предварительно осуществляют лужение заготовок.
Лужением называется равномерное смачивание поверхности спаиваемых деталей с помощью расплавленного олова.
После выполнения лужения детали соединяются и надежно фиксируются в выбранном положении. Затем они тщательно прогреваются газовой горелкой до температуры, которая будет превышать температуру плавления припоя. Таким образом, происходит пайка стали.

При этом расплавленный припой сам затекает в зазор между заготовками и заполняет собой всё имеющееся пространство. При остывании он образует надежное и прочное соединение. Расплавление основного металла при этом не происходит.
Обязательно, как и было сказано выше, после пайки стали с оловом и ортофосфорной кислотой, нужно смыть все следы флюса в конце.
Читайте также: