Чертежи гильотины по металлу
Обновлено: 17.05.2024
Представленная гильотина, сделанная своими руками, работает по принципу рычажных ножниц, рассчитана для резки листового металла с толщиной не более 3 мм.
Она изготовлена из подручных средств, в частности из старого напильника и обрезков металлоконструкций.
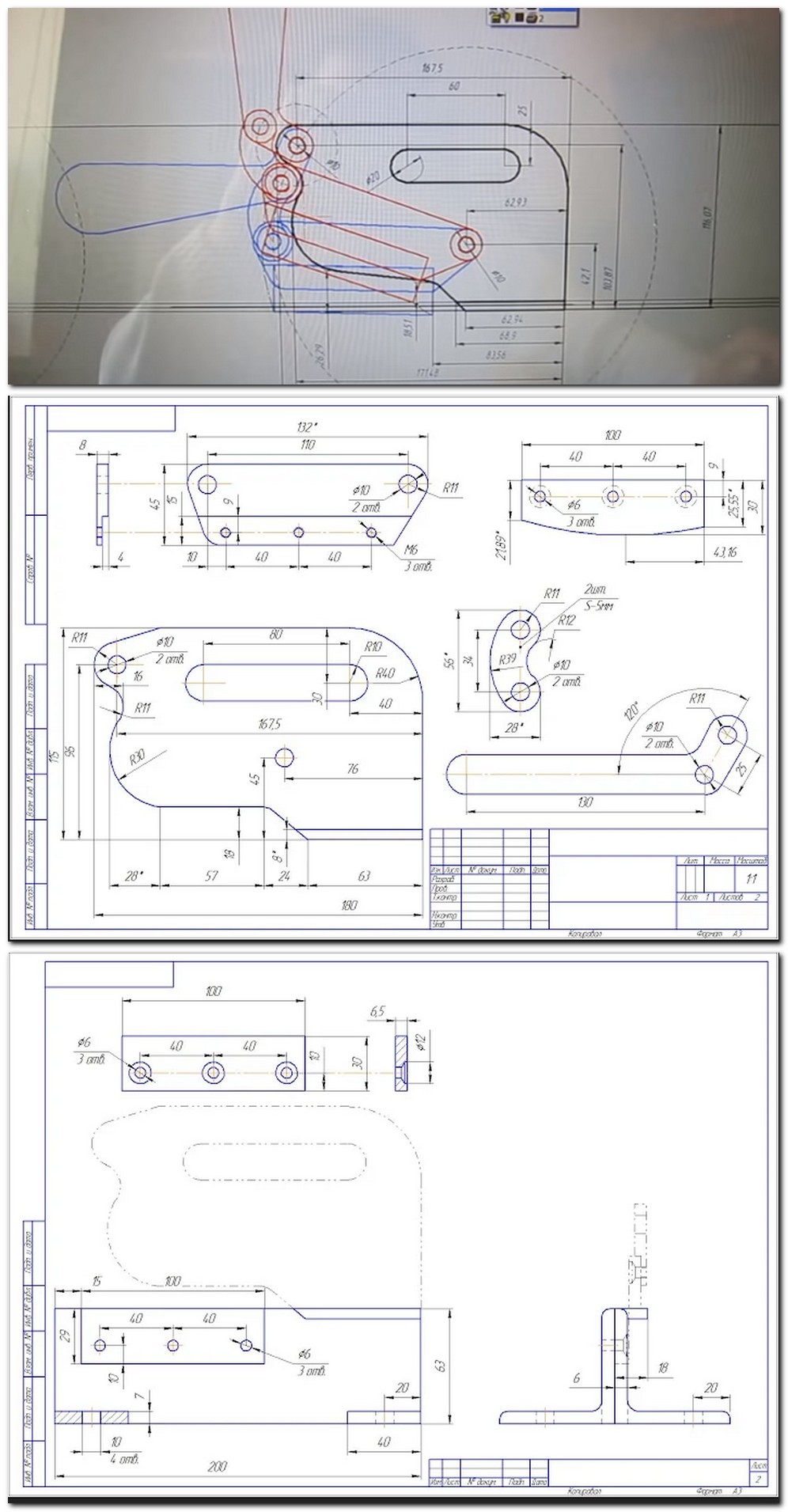
Изготовление гильотины состоит из нескольких этапов. Сначала обязательно необходимо провести чертежные работы с целью точного определения габаритов изделия. Применяемый масштаб 1:1.
Также рекомендуется начертить кинематическую схему, с помощью которой можно будет определить динамические параметры подвижных деталей без учета действующих сил.
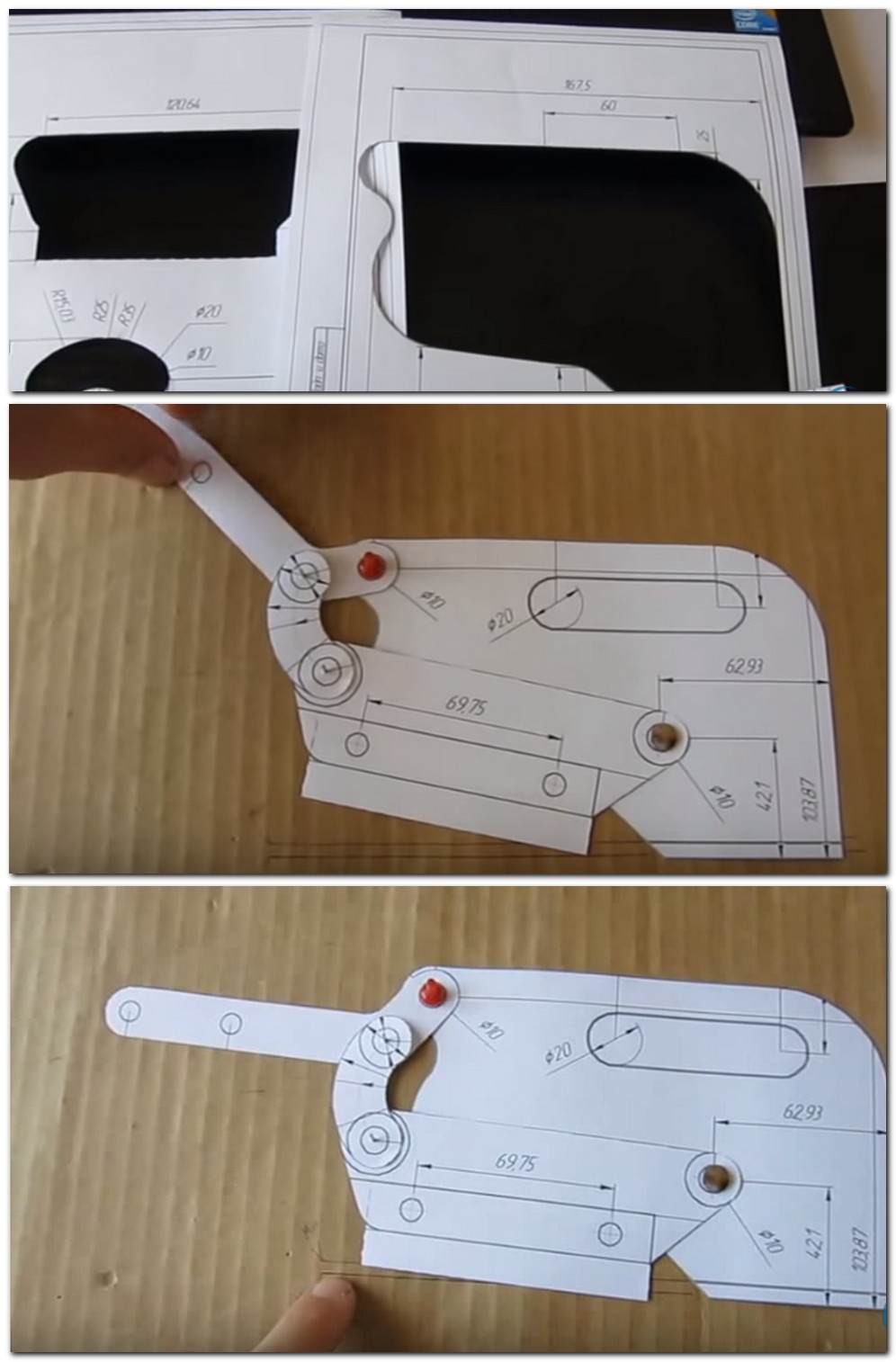
Нанесенные на бумагу чертежи деталей распечатываются на принтере, а затем вырезаются. Из вырезанных деталей собирается макет станка. Делается это для того, чтобы убедиться в правильности произведенных расчетов и точном соответствии габаритов, каждой отдельно взятой составляющей в контексте функционирования всего механизма в целом.
Очень важно определить показатель уровня реза. Он будет находится, на пересечении подвижного лезвия с основанием, которое условно обозначено проведенной карандашом линией.
Следующим этапом является подбор подходящих по размерам кусков металлолома с последующим шаблонным нанесением на них контуров будущих составляющих. Именно в этот момент бумажные обрезки из под мультипликации превращаются в важны трафарет.
В данном случае в роли заготовки выступили обрезки уголка и завалявшийся листовой кусок железа. И в результате интенсивных работ болгаркой либо газовым резаком были получены основные детали металлических ножниц. Это два уха, рукоятка, держатель тела и непосредственно само тело.
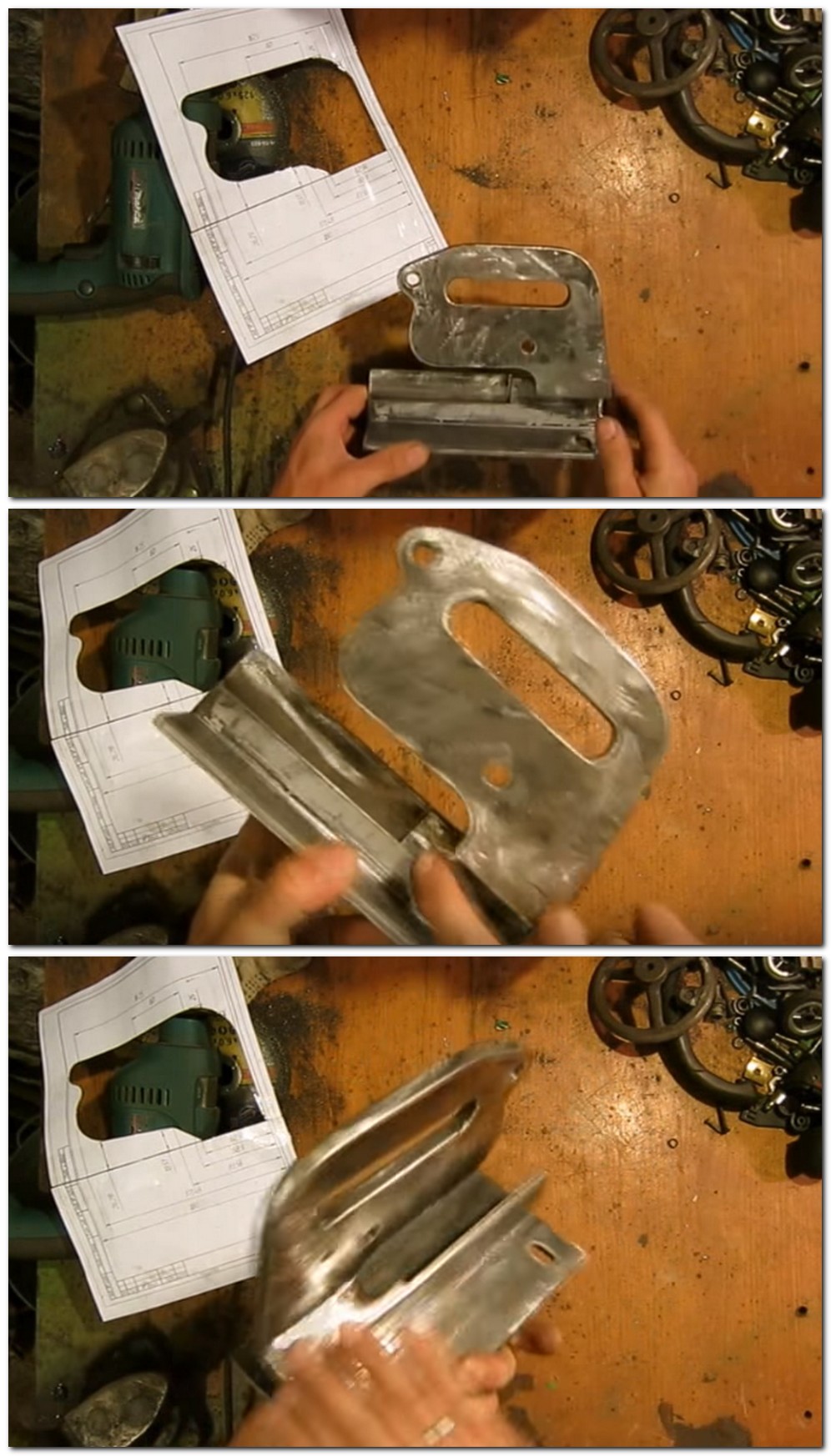
К телу гильотины крепится основание из двух обваренных уголков. Их толщина – 50 мм. Обратите внимание на учтенное пространство для заходов в режиме: «лист наверх», «лист вниз». Также предусмотрено свободное место для напильника. При этом исходить надо из параметров его толщины плюс необходимый зазор.
Затем при помощи крепежных болтов происходит процесс последовательной сборки. Рукоятка посредством двух ушей крепится к основной конструкции ножниц. После чего к ней же прикручивается один конец держателя тела. Второй стыкуется с рукояткой.
В итоге должен получиться, вот такой экземпляр. При условии недопущения ошибок на предыдущих этапах, момент полного прорезания должен происходить при достижении ручкой горизонтального положения. Также должно быть достигнуто минимальное перемещение рукояти на фоне максимального хода по радиусу.
Заготовкой для двух лезвий послужил обыкновенный старый, а потому сточенный, напильник. Для начала его следует разрезать на две части. В каждой из них сверлится по три отверстия для крепления. После этого происходит формирование профиля лезвия и непосредственная заточка кромок.
На изображениях показаны места крепления двух режущих ножей. Движению верхнего ножа не должны препятствовать остальные детали станка. Важно подвести профиль таким образом, чтобы по всей ширине реза, взаимодействие ножей происходило под углом в 6-8 градусов.
Готовые к работе самодельные рычажные ножницы при помощи зажимов или специально для этого просверленных отверстий надежно фиксируются на рабочей поверхности верстака.
При условии соблюдения основных технологических правил во время изготовления станка, он обязательно покажет очень высокую эффективность. И с легкостью будет резать как бумажные листики, так и 3-миллимитровое железо.
Как сделать гильотину для резки металла своими руками?
В домашней мастерской или небольшом бизнесе по изготовлению изделий из тонколистового металла листовые ножницы по металлу, проще – гильотина – никогда не будут лишними. Приводной вариант можно установить, например, в гараже, а ручная гильотина вообще не займёт много места. При наличии довольно большого количества вариантов изготовления (в чертежах, видео или описаниях), а также некоторых приспособленных узлов от какого-нибудь списанного оборудования сделать самодельные ножницы по металлу – это доступная реальность.

Самодельная ручная гильотина
Работа наиболее простых ножниц по металлу
Принцип резки гильотинными (листовыми) ножницами заключается в том, что ножевая балка устройства, к которой прикреплена подвижная часть инструмента, по рабочему торцу должна иметь угол в 1,5…3°, вследствие чего резка металла происходит неодновременно по всей ширине. Это снижает усилие резки, но требует приёма, который бы компенсировал сдвиг листового металла (жести, плотного картона и пр.) при резке. Таким образом, потребуется надёжный прижим.

Основные узлы сабельной гильотины
Для привода самодельной гильотины можно применить электродвигатель небольшой мощности, поскольку энергоёмкость процесса невелика. Но по результатам расчёта максимального усилия резки часто достаточно и ручного привода, например, рычажного типа (в самодельных устройствах часто предлагается именно он). Потребуется также надёжное направление подвижных деталей в процессе резки, а также жёсткая опорная поверхность станины. В таком случае детали самодельной гильотины и само изделие не будут упруго деформироваться.

В чертежах обычно указываются пределы толщины и ширины листового металла, либо жести, на которые рассчитано устройство. Если же весь процесс получения листовых ножниц своими руками проводится самостоятельно, то проектирование начинают с уточнения силовых характеристик резки и выбора схемы механизма.
Исходными данными для выбора конструкции являются:
- вид материала, с которым будут производиться операции;
- предельные габариты листа по толщине, длине и ширине;
- точность разделения;
- предельные габаритные размеры ножниц;
- тип привода.
Механические гильотинные ножницы
Ручное устройство — наиболее простое по конструкции. Оно включает в себя:
- опорный стол, на котором будет располагаться исходная заготовка;
- две или четыре стойки, которые будут обеспечивать ножницам прочность и устойчивость;
- поворотную ось с подшипниками скольжения (подшипники качения непригодны, поскольку зазоры при работе такой гильотины будут существенно изменяться, что быстро приведёт к заклиниванию);
- ножевую балку, в которой предусматриваются посадочные места под крепление сменных ножей;
- неподвижные ножи, которые монтируются на передней торцевой поверхности рабочего стола;
- рычаг поворотного типа, который будет производить силовое перемещение балки при резке;
- струбцины для фиксации металла.
Изготовление своими руками начинают со стола. Его размеры должны быть достаточными для удобного размещения заготовки, с учётом мест под фиксирующие струбцины: их должно быть как минимум две, по каждой из сторон листа. Толщина должна исключать прогиб под усилием деформирования. Проще всего приспособить стальную плиту, которую устанавливают своими руками на швеллеры. Места соединения можно скрепить болтами заподлицо с верхней поверхностью, а можно использовать и сварку. Передний торец обязательно шлифуется, чтобы обеспечить ровность последующего прилегания к нему неподвижного ножа.
Следующий этап – получение своими руками опорных стоек. Их обязательно следует сделать из цельного профиля. Подойдут квадратные трубы из качественной среднеуглеродистой стали, либо швеллер. Размер сечения можно легко вычислить по предельной нагрузке на стойки, которая складывается из собственного веса составляющих ручных гильотинных ножниц по металлу, и усилия резки Р, кН.
Последнее рассчитывается по зависимости:
P = B∙s∙σср∙k,
где:
k – коэффициент, учитывающий возможную неравномерность рабочего зазора, затупление режущих кромок, качество разрезаемого материала и т.д. Обычно k = 1,05…1.3;
В – наибольшая ширина листа металла, мм;
s – максимальная толщина металла, мм;
σср – предел прочности материала на срез, МПа.
Для наиболее употребительных в быту материалов данный параметр составляет, МПа:
- для малоуглеродистой стали – 280…290;
- для среднеуглеродистой стали – 300…400;
- для высокоуглеродистой и нержавеющей стали – 400…500;
- для жести, алюминия – 65…80;
- для меди, латуни – 180…200.
При сборке стоек своими руками обязательно необходимо выдержать параллельность опорных поверхностей и их перпендикулярность оси поворота ножевой балки. Для этих целей лучше пользоваться лазерным уровнем. Пол в месте установки ножниц необходимо сделать ровным и прочным. Не допускается установка своими руками оборудования на уплотнённый грунт, ламинат и прочие варианты покрытия бетона полимерами.
Особо ответственный момент – изготовление своими руками ножевой балки: её профиль необходимо сделать таким, чтобы в процессе поворота подвижные ножи постепенно входили в контакт с разрезаемым металлом. Для этого можно предусмотреть два варианта:
- профилирование по контуру сабли, с постепенным увеличением радиуса кривизны по мере приближения к ручке рычага;
- пирамидальный профиль с углом скоса не более 5…60 (при большем угле металл начнёт деформироваться и изгибаться в направлении оси поворота).
Саблевидный профиль сделать сложнее, зато он обеспечивает более плавное внедрение в разрезаемый металл.
Для лучшего направления корпуса его размещают либо в специальном пазе на столе, либо – при повышенных усилиях деформирования – проектируют специальные направляющие, которые своими руками крепятся к стойкам.

Ручная самодельная гильотина
Ось поворота лучше сделать из качественной углеродистой стали, после чего закалить на твёрдость не ниже 42…45 HRC. Подшипниковые втулки изготавливают из бронзы ОФ10-1, имеющей хорошую износостойкость.
Для изготовления инструмента используют инструментальные стали У10 или У12, закаливаемые до твёрдости 48…54 HRC. Закалённые ножи тщательно шлифуют своими руками, после чего затачивают их под углом 85…90°. Значения зазора между ножами принимают в пределах 3…6% от толщины.
Гильотины для резки и рубки металла
Гильотины (которые правильнее именовать листовыми ножницами с наклонным ножом) представляют собой обширный класс техники для обработки листового материала давлением. Гильотина для рубки металла используется для прямолинейного разделения листов, а также широких полос на мерные заготовки, и считается одним из наиболее распространённых видов заготовительных металлообрабатывающих агрегатов. Гильотинные ножницы применяются также и в полиграфии – для резки бумаги на различные форматы.

Гильотинные ножницы НА3222
Принципы классификации
Гильотинные ножницы различают по следующим признакам:
- По виду привода. В промышленном производстве, а также при резке толстолистового проката более распространены приводные гильотины для металла. При этом управление может быть механическим и гидравлическим. В индивидуальной хозяйственной практике, а также в частных мастерских встречаются станки с ручным приводом.
- По исполнению основного исполнительного механизма. Электромеханическая гильотина чаще всего оснащается кривошипно-шатунным механизмом, в то время, как ручные станки часто имеют рычажный механизм.
- По способу прижима заготовки к опорной поверхности стола. Гильотинные ножницы могут иметь механический (пружинный), либо гидравлический прижим.
- По способу управления выделяют ножницы для резки с неавтоматизированной подачей и удалением нарезанных полос, и автоматизированные комплексы на базе листовых ножниц, где все технологические операции производятся без участия человека.
Несмотря на все конструктивные и технологические различия, общим у данных станков остаётся одно: угол наклона ножей, под которым они производят резку. Дело в том, что при нулевом угле наклона внедрение выполняется одновременно по всей ширине листа, что обуславливает повышенные энергетические затраты, и становится основной причиной увеличенной мощности привода. Поскольку сам график технологической операции разделения листового проката имеет пик усилия только в начале внедрения ножей, а потом стремительно снижается, гораздо выгоднее обеспечить постепенное внедрение инструмента в заготовку. Усилие значительно уменьшается, а рабочий перемещение, хотя и увеличивается, но ненамного (из-за малых толщин обрабатываемых профилей проката). Поэтому ножи оборудования для резки листового профиля всегда выполняют наклонными. Угол наклона колеблется в пределах 1,5…3,5°; он больше для более мощного оборудования. При резке более твёрдого изделия, например, нержавейки, зазоры, наоборот, уменьшают. Увеличение зазоров для пластичной низкоуглеродистой стали или меди ухудшают качество и точность разделения, поскольку разрезаемый материал втягивается в зазор между ножами, и образует заусенцы. Заусенцы являются также признаком затупления инструмента.
Согласно принятой в нашей стране классификации, гильотинные ножницы с механическим приводом имеют условное обозначение Н31__, Н32__, Н34__ или Н33__ (две последние цифры обозначения указывают на предельную толщину разрезаемого листового металла). Гидравлические ножницы имеют обозначение Н37__. В практике встречается также маркировка приводных агрегатов для резки листового материала по его толщине и ширине. Типичным примером могут служить станки немецкого производства, обозначаемые, например, так: ScTR16×3150 (первая цифра – максимальная толщина, вторая – наибольшая ширина).
Конструкция и принцип действия
Электромеханическая гильотина – чаще встречающаяся конструкция – состоит из следующих узлов:
- электродвигателя;
- клиноременной передачи;
- маховика;
- приемного вала;
- электропневматической системы включения: муфты и тормоза;
- главного вала двухколенчатого типа;
- двух шатунов тянущего или толкающего типа;
- ножевой балки. заднего упора;
- переднего упора (для агрегатов, работающих с тонколистовым металлом, этот узел может отсутствовать);
- рабочего стола;
- прижима;
- станины сварного типа (в старых моделях станков встречаются литые станины);
- рабочей рельсовой тележки для сбора нарезанных полос;
- систем смазки и управления.
Промышленные исполнения станков для резки листового проката с механическим приводом работают в следующей последовательности. Подлежащий разрезке листовой металл устанавливается по заднему упору на определённую ширину реза. Ножевая балка при этом находится в крайнем верхнем положении, электродвигатель и маховик с приёмным валом вращаются, но балка неподвижна, поскольку включён тормоз. После позиционирования заготовки по заднему упору оператор включает передний упор, которым устанавливается необходимая точность резки. Далее включается прижим. Он представляет собой совокупность пневматических или гидравлических цилиндров небольших рабочих диаметров, которые своими штоками прижимают подлежащий отрезке листовой прокат к опорной поверхности стола. При включении ножниц происходит разблокировка тормоза с одновременным включением муфты, которая соединяет главный вал с приёмным валом. Главный исполнительный механизм выполняет прямой ход, в конце которого выполняется полное разделение. При возвращении балки в исходное положение задний упор поворачивается, и освобождает отрезанную полосу. В результате та падает по склизу в тележку за станком, которая затем вручную, либо автоматически отводится из-под оборудования. Из тележки стопа нарезанных полос с помощью крана или транспортёра перемещается на склад или к месту дальнейшей переработки. Последняя некратная полоса удаляется вручную, при этом цилиндры узла прижима оборудуются защитными кожухами, которые исключают попадание пальцев оператора в рабочую зону (управление всеми ножницами – педальное).
Гильотина для металла механического типа иногда имеет и иное конструктивное оформление. Различие заключается в том, что шатуны у таких станков – не тянущего, а толкающего типов. Они располагаются в нижней части ножевой балки, и при рабочем ходе толкают её вверх. Считается, что подобная схема станка отличается меньшими значениями рабочих нагрузок на шатуны, а гильотинные ножницы с толкающими шатунами имеют меньшую высоту. Такая схема, однако, более сложна в регламентном обслуживании и настройке, а потому более характерна для станков, работающих с заготовками небольшой – до 1,5…2 мм – толщины.
Типы листовых ножниц
Конструктивные отличия рассматриваемой техники определяются требуемой точностью резки и качеством зоны разделения. Главное влияние на точность оказывает величина зазора между подвижным и неподвижным ножами. В практике применения величину зазора устанавливают в пределах 3…6% от толщины материала изделия. Точность разделения обеспечивается лишь в том случае, когда для изготовления ножей применяют качественные инструментальные стали марок У10А или 6ХС, с закалкой до твёрдости 56…60 HRC. Изнашиваются различные части инструмента неравномерно, поэтому его выполняют преимущественно составным, из отдельных секций. Особенно это важно при резке нержавейки и иных сталей повышенной твёрдости.
Ручная гильотина сабельного типа Гильотинные ножницы с ручным приводом Гильотинные ножницы с ножным приводом
Гильотинные ножницы с механическим приводом требуют хорошего состояния направляющих. Поэтому для резки толстолистовых профилей часто используют гидравлические ножницы. Здесь направление и перемещение подвижных узлов выполняют два гидроцилиндра, плунжерные пары которых изготавливаются с весьма высокой точностью. Гидравлические ножницы отличаются плавностью хода и возможностью его регулировки. Отдельный механизм прижима здесь отсутствует, поскольку его функции принимают на себя плунжеры. Гидравлические ножницы, вследствие плавности хода ножевой балки, способствуют и снижению ударных нагрузок , поэтому стойкость инструмента увеличивается. Недостаток данного вида оборудования – его пониженная производительность (меньшее допустимое число ходов в минуту).
Гильотинные ножницы с электромеханическим приводом Гильотинные ножницы механические НГ-16 (16х2000) Электромеханическая гильотина MSJ 2532 Metalmaster
Гидравлическая схема удобна при изготовлении настольной компоновки агрегатов. Например, ножницы гидравлические ручные используются в быту для резки тонкой нержавейки, картона, фибры. Настольная конструкция может иметь ручной привод исполнительных элементов станка.
Гильотина для рубки металла, исходным состоянием которого является лист или широкая полоса – оборудование, отличающееся высокой степенью универсальности. Техника проста по конструкции и положительно отличается своим высоким эксплуатационным ресурсом.
Чертежи и 3D-модели гильотин и механических ножниц для резки листа
Листовые ножницы по металлу, то есть гильотина, могут сослужить хорошую службу в домашней мастерской или на небольшом производстве. Ручная модификация занимает минимальное количество места, а если оборудовать приводом, то вполне можно разместить в гараже. При наличии должного мастерства, чертежей сделать гильотину своими руками не составит труда.

Что можно резать самодельной гильотиной?
Самодельные гильотинные ножницы способны функционировать как полноценное заводское оборудование. Это убеждение доказали многие домашние мастера, создавшие подобный станок в домашних условиях.
Наиболее распространенными модификациями являются устройства, имеющие прямое движение ножа и с изменением угла. В первом случае нож двигается в вертикальном положении и обеспечивает точную резку металлических изделий. Вторая модификация способна разрезать не только листовой металл, но и пруты арматуры и большие металлические уголки.
Самодельная гильотина имеет некоторые ограничения по габаритам. Это объясняется просто. Промышленное оборудование обладает различными типами привода (гидравлическим, пневматическим, электрическим). В самодельном устройстве привод выглядит как механический рычаг или педальный механизм. Приложенное же мастером усилие напрямую влияет на толщину разрезаемого материала.
Гильотина для резки металла, собранная собственными силами, может быть оборудована электромеханическим приводом. Гидравлику или пневматику на привод установить достаточно сложно.

Самодельная гильотина способна разрезать:
- Сталь листовая – черная и оцинкованная толщиной до 1,5 миллиметров;
- Сталь нержавеющая до 0,6 миллиметров;
- Алюминий;
- Пластмассу;
- Картон.
При конструировании оборудовании желательно учитывать планируемый к резке материал.










Принцип действия
Устройство способно раскраивать металл в продольном и поперечном направлении. Все будет зависеть от типа установленных ножей и их расположения. Совершая поперечный рез, нож совершает 1 движение. При продольном – несколько, которые будут повторяться совместно с поступательными движениями детали. Второй способ раскроя применяется при рулонном резании и при необходимости раскраивания листов с длиной более двух метров.
Острый нож под собственным весом с высокой скоростью опускается на рабочую поверхность. Скорость действительно высока, однако в некоторых случаях ее недостаточно, чтобы разрезать некоторый металл. В подобных ситуациях веса ножа бывает недостаточно, так как высота, с которой он опускается в современных устройствах меньше, чем раньше. Поэтому конструкция станка дополнительно снабжается нижним неподвижным ножом. Благодаря этому установка начинает функционировать как обычная гильотина и ножницы. Бесспорно, подобная схема приводит к усложнению конструкции и увеличению стоимости, однако одновременно увеличивается качество обработки деталей.

Сабельные ножницы
Разновидностью ножниц для металла, работающими по принципу гильотины, является станок, в котором верхний нож движется не по направляющим, а по дуге, вокруг поворотной оси, на которой закреплен один из концов ножа. По своей конструкции он напоминает фоторезак, который когда-то использовался для обрезки фотографий.
Второй конец ножа соединен непосредственно с рукояткой рычага. Нож действует на лист металла не одновременно по всему резу, а постепенно, что позволяет раскраивать металл значительной толщины при не слишком большом усилии. Регулируя зазор между ножами можно добиться довольно приличных результатов по точности реза и отсутствию боковых деформаций в рабочей зоне.
Как правило, верхний нож ставиться на подшипник и силы трения не увеличивают усилия оператора, необходимого для резки.
Разновидности станков
В зависимости от планируемого к обработке металла, его толщины, частоты применения станка могут использоваться разные типы устройств. В одном случае подойдет ручная установка, а в другом же способен помочь лишь электромеханический или даже гидравлический станок. На современном рынке можно найти огромное количество различных моделей с дополнительными функциями. Цена также многообразна. Однако существуют основные типы гильотин, которые получили основное распространение.
Ручная модель является наиболее простым устройством. Подобное оборудование без труда справится с тонким листовым металлом, пластиком, оргстеклом, плотным картоном и резиной. Функционирует она не питаясь от электрической сети, а с помощью рычажно-пружинного механизма. Большим плюсом является отсутствие необходимости подведения дополнительных коммуникаций.
Гидравлический станок применяется в основном на крупном и среднем производстве. Отличительной особенностью является высокая точность раскроя и резка металлических заготовок различной толщины. Точность резки гильотинный станок обеспечивает за счет массы конструктивных элементов.

Пневматическое оборудование также обеспечивает отличную точность реза. По принципу действия схож с предыдущим вариантом с той лишь разницей, что используется система со сжатым воздухом.
Механические ножницы доказали свою надежность и точность ни на одном предприятии. Потребляет минимальное количество электроэнергии. Движение создается электрическим двигателем и передается через вал непосредственно рабочим органам.
Электромеханическое устройство отличается наибольшей продуктивностью, так как высок КПД, высокая точность реза и невысокое энергопотребление.




Конструктивные элементы
Ручная гильотина для резки металла имеет следующие составные элементы:
- Станина;
- Рабочий стол;
- Нож;
- Вертикальные направляющие;
- Зубчатые рейки (привод);
- Редуктор;
- Рычаг;
- Линейка.

Особенности рабочего стола
В качестве рабочей поверхности выступает металлическая плита толщиной не меньше 1 см. Использовать для этого древесину, пусть и очень толстую панель, не рекомендуется, так как она станет пружинить, деформироваться. Оборудованию же важно оставаться в одном неизменном положении.
На плиту устанавливаются 2 направляющие (труба круглая или профильная). По ним станет двигаться верхняя балка с ножом. Желательно выбрать толстостенный материал. При этом направляющие необходимо разместить таким образом, чтобы они были точно параллельны друг другу и в перпендикулярной плоскости к столу.
К горизонтальной балке впоследствии будет закреплен нож. Балке необходимо обеспечить свободное перемещение по направляющим. При этом не должно быть лишнего сопротивления, но и люфта допускать тоже не нужно. Добиться этого возможно путем наваривания по краям балки втулок, которые будут вставляться в направляющие с небольшим зазором. Внутренние поверхности втулок следует смазать.
Приводной механизм
Обеспечить вертикальное движение балки можно с помощью зубчатых реек, приварив их на ее торцах. Разместив рейки по обеим сторонам, можно добиться равномерного движения. Усилия на рейку будет передаваться с шестеренки, соединяемых с рычажным механизмом. Учитывая различные соотношения рычага и диаметр шестерни, возможно достичь необходимых усилий, прикладываемых ножом. При этом влияние на привод будет минимальным.
Для того чтобы обеспечить равномерное вращение шестерен, их необходимо соединить общим валом, который можно разместить под рабочей плоскостью. Аналогом конструкции может стать педальный привод. Чтобы исключить самопроизвольное опускание балки рекомендуется установить фиксатор верхнего положения или возвратную пружину.

Последнее рассчитывается по зависимости:
k – коэффициент, учитывающий возможную неравномерность рабочего зазора, затупление режущих кромок, качество разрезаемого материала и т.д. Обычно k = 1,05…1.3;
В – наибольшая ширина листа металла, мм;
s – максимальная толщина металла, мм;
σср – предел прочности материала на срез, МПа.

Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
НГ-13 Ножницы гильотинные кривошипные с наклонным ножом для листового металла
Схемы, описание, характеристики

Изготовителем и разработчиком ножниц НГ-13 является Армавирский механический завод АрМеЗ, основанный в 1928 году.
Основной вид деятельности завода - производство гильотинных ножниц, в 1983 году завод выпустил первую модель ножниц, которые применяются для резки листового проката, а так же рубки прутка и уголка.
На сегодняшний день выпускается восемь модификаций гильотинных ножниц: НГ16; НГ16-01; НГ13; НГ13-01; НГ6,3; НГ6,3-01; НГ6,3/2,5; НГ6,3/3; НГ4/2,5, а так же сопутствующее оборудование: рольганги и тележка накопительная.
Станки, выпускаемые Армавирским механическим заводом АрМеЗ
НГ-13 Ножницы кривошипные листовые гильотинные с наклонным ножом. Назначение и область применения
Ножницы гильотинные НГ13 механические с наклонным ножом для листового металла предназначены для продольной и поперечной резки листового материала.
Гильотинные ножницы НГ13 применяются в заготовительных цехах машиностроительных предприятий.
Ножницы НГ13 выполнены с верхним приводом и с прямым ходом верхнего ножа.
Машина для резки листового и профильного материала НГ13 и НГ13-01 предназначена для резки листовой и профильной стали обыкновенного качества и углеродистой качественной конструкционной с временным сопротивлением σв ≤ 500 МПа (50 кгс/мм²).
Ножницы могут применяться в заготовительных и ремонтных цехах предприятий различных отраслей промышленности. Ножницы имеют климатическое исполнение УХЛ4 по ГОСТ 15150-69 и предназначена для эксплуатации в помещениях с температурой воздуха от плюс 5° С до плюс 35° С, относительной влажности не более 80% при температуре плюс 25° С.
Ножницы оснащены лазерным индикатором линии реза, интегрированным пультом управления.
Ножницы НГ-13-01 дополнительно оснащены централизованной смазочной системой.
Привод ножниц. Вращение от электродвигателя через клиноременную передачу, муфту-тормоз, цилиндрический редуктор передается на эксцентриковый вал и далее через кривошипно-шатунный механизм — ножевой балке.
Станина ножниц представляет собой сварную конструкцию, состоящую из двух стоек, связанных между собой швеллерами.
На стойки опирается стол, к которому винтами крепятся нижние ножи. Горизонтальным перемещением стола регулируется зазор между верхними и нижними ножами. К столу крепятся передний и боковой упоры.
Ножевая балка — сварной конструкции Г-образной формы, усиленная ребрами. На ножевой балке крепятся верхние ножи.
Уравновешиватели служат для компенсации массы ножевой балки, а также для снижения динамических нагрузок при работе ножниц.
Для мерной резки полос ножницы снабжены задним упором, который установлен с тыльной стороны ножевой балки. Установка заднего упора производится с помощью винтового механизма, приводимого от маховичка вручную.
Лист при резке прижимается прижимной балкой, работающей согласованно с ножевой балкой. Необходимые усилия прижима обеспечивают пружины, которые размещаются в стаканах прижимной балки.
Электросхема обеспечивает работу ножниц на одиночных и автоматических ходах.
Управление ножниц кнопочное и от педали.
Разработчик — Армавирский механический завод.
Гильотинные ножницы. Общие сведения
Синонимы: ножницы гильотинные, ножницы листовые, ножницы механические, ножницы кривошипные, ножницы гидравлические, shears for sheet metal working, guillotine shears, crank shears.
Гильотинные ножницы - ножницы с наклонным ножом предназначены для прямолинейной продольной и поперечной резки листового металла. На гильотинных ножницах может производиться резка листов, как по разметке, так и без нее - по заднему или боковому упорам.
В зависимости от типа привода верхнего ножа гильотинные ножницы бывают:
- механическими (кривошипными)
- гидравлическими
Гидравлические гильотинные ножницы являются наиболее мощными, длина реза у них достигает 8 и более метров, толщина разрезаемого материала - до 60 миллиметров.
Гильотинные ножницы с механическим приводом во многом схожи с гидравлическими ножницами, основным отличием является система привода: оба движения лезвия (и вверх и вниз) обеспечиваются кривошипным механизмом.
Ножницы с механическим приводом не обладают высокой мощностью и применяются для резки материалов максимальной толщиной 3 - 8мм. Однако скорость реза у этого класса гильотин достаточно высока – до 56 резов в минуту (для сравнения, у гидравлических ножниц количество резов варьируется от 3 до 18 в минуту).
Гильотинные ножницы различают, также, по конструкции привода верхнего ножа:
- ножницы с прямым ходом верхнего ножа
- ножницы с поворотной (качающейся) балкой - консольные
У гильотинных ножниц с прямым ходом верхнее лезвие закреплено на раме, которая за счет кривошипа или 2-х гидроцилиндров перемещается вниз по прямым направляющим, расположенным на внутренней поверхности боковых стенок машины.
У гильотинных ножниц с поворотной балкой перемещение верхнего ножа происходит за счет вращения балки вокруг центров, находящихся на боковых стенках в задней части станка. Поскольку система привода поворотной балки находится внутри корпуса машины - ножницы с поворотной балкой более компактные.
При относительно низкой стоимости ножниц с поворотной балкой, компактности и простоте их исполнения, у них все же имеется определенный недостаток: угол резки не изменяется, оставаясь равным установленному производителем, вне зависимости, режутся ли толстые или тонкие листы.
Общий вид гильотинных ножниц НГ-13

Фото гильотинных ножниц НГ-13
Расположение составных частей гильотинных ножниц НГ13
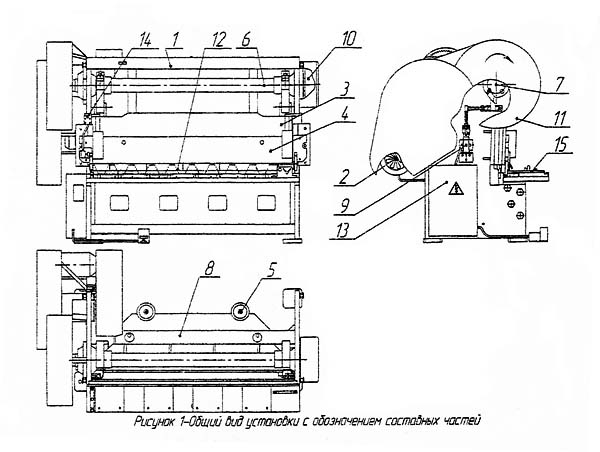
Расположение составных частей гильотинных ножниц НГ-13
Спецификация составных частей гильотинных ножниц НГ13
- Станина НГ13-01.00.000
- Привод НГ13-02.00.000
- Балка ножевая НГ13-03.00.000
- Прижим НГ13-04.00.000
- Упор задний НГ13-05.00.000
- Валы приводные НГ13-08.00.000
- Муфта включения НГ13-09.00.000
- Уравновешиватель НГ13-10.00.000
- Электромагнитное управление НГ13-12.00.000
- Тормоз НГ6,3-09.00.000-03
- Ограждение НГ13-13.00.000
- Решетка защитная НГ13-20.00.000
- Электрооборудование НГ13-50.00.000
- Пульт управления НГ13-50.01.000
Кинематическая схема ножниц НГ-13
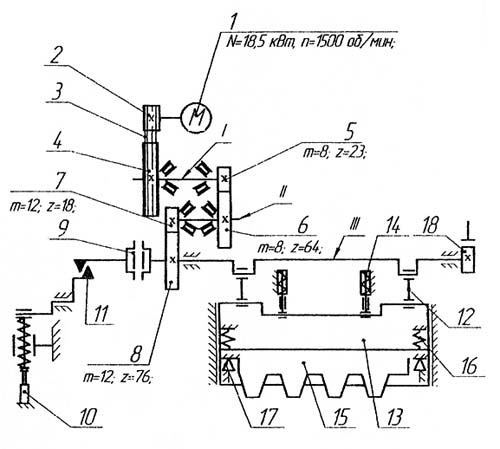
Кинематическая схема гильотинных ножниц НГ-13
Электромагнитное управление муфтой включения ножниц НГ-13
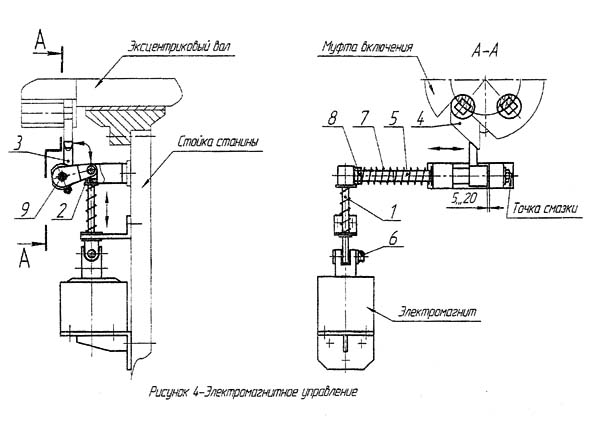
Электромагнитное управление муфтой включения ножниц НГ-13
Конструкция гильотинных ножниц НГ-13
Ножницы состоят из станины, ножевой и прижимной балок, привода, валов приводных, муфты включения, заднего упора, уравновешивателя, тормозов, ограждения, системы электрооборудования и смазки, решетки защитной.
Неправильная эксплуатация гильотинных ножниц НГ-13
Наиболее часто втречающиеся причины выхода из строя гильотинных ножниц вследствие несоблюдения требований к их эксплуатации:
Читайте также: