Что произойдет с металлом если его нагревать
Обновлено: 17.05.2024
Известно, что все металлы
при нагревании
расширяются,
а при охлаждении
сжимаются.
Степень увеличения или уменьшения первоначального размера металла при изменении температуры на один градус характеризуется
коэффициентом линейного расширения.
Таким образом, длина l какой-то детали после нагрева на температуруt°
— коэффициент линейного расширения.
При наблюдении за изменением объема детали используют коэффициент объемного расширения,
который определяется как утроенный коэффициент линейного расширения.
Материалы, имеющие большой коэффициент расширения, применяются в приборостроении для деталей автоматически действующих механизмов. При определенной температуре такие детали, удлиняясь, могут включать либо размыкать электрическую цепь.
Минимальный коэффициент линейного расширения имеет сплав Fe — Ni, называемый инваром.
Его коэффициент расширения в 8 раз меньше железа.
Теплопроводность металлов
Различные детали теплотехнической аппаратуры — радиаторы автомобилей и самолетов, внутренние стенки рабочих камер холодильных установок, стенки котлов и т.д. — должны обладать способностью хорошо проводить тепло.
Детали и инструменты, подвергающиеся в процессе работы местным разогревай, также должны быстро отдавать это тепло, чтобы не (наступало оплавление.
Способность проводить тепло называется теплопроводностью.
Лучшей теплопроводностью обладают чистые металлы, такие, как:
При какой температуре сужается металл
При охлаждении металл сжимается, его объем уменьшается, но удерживается расположенным вокруг металлом, длина и ширина которого не изменялась. Необходимо, чтобы дополнительное утолщение, полученное при растяжении металла, было восстановлено после охлаждения. Но так как металл имеет температуру, не соответствующую максимальной пластичности, то, сжимаясь, он поглощает небольшую часть удлинения окружающего металла.
Усиление осаживания металла осуществляется различными способами:
уменьшением скорости распространения теплоты путем создания кольца вокруг нагретой части металла из мокрой ветоши;
противодействием деформации путем нажатия на металл ручкой молотка или другим предметом около нагретой точки;
выстукиванием границ точки металла, нагретого докрасна, а затем и самой нагретой точки киянкой или рихтовочным молотком.
Наибольшее применение имеет последний способ.
Рассмотрим порядок выполнения технологических операций рихтовки различными способами.
При рихтовке нагреванием и выстукиванием горелку быстро подводят к центру пузыря, прогревают его и горелку отводят, когда разогретое докрасна пятно достигнет диаметра, равного максимум 12 мм.
При нагреве необходимо следить, чтобы металл не начал плавиться. Если нагретое пятно будет большего диаметра, это вызовет гораздо большую усадку, чем надо. Если работа выполняется в одиночку, то горелку откладывают, под лист (почти под дефект) помещают наковаленку. Быстро выстукивают не покрасневший металл вокруг нагретой точки, а затем и нагретую точку, пока металл еще остается темно-красным.
Обработку предпочтительнее вести деревянной киянкой. При рихтовке молотком-гладилкой сила удара должна быть небольшой, чтобы не создать растяжения металла вместо усаживания.
Если пузырь небольшой, то достаточно провести обработку одной точки.
Работу можно считать завершенной только тогда, когда металл остынет до температуры окружающей среды. Для ускорения охлаждения применяют мокрую ветошь или пропитанную водой губку. Если необходимы дополнительные точечные нагревы, то их делают не более двух-трех между каждым охлаждением. Их располагают вокруг центральной точки.
После охлаждения нагретого листа проводят легкую рихтовку прогретого сектора, чтобы выровнять поверхность металла, которая имела до этого деформацию.
Расположение точек усадки зависит от формы пузыря. Если пузырь круглый, то точки располагаются по радиусу. Если пузырь длинный и узкий, то точки нагрева располагают узкими рядами.
Коэффициенты температурного расширения металлов
В таблице представлены значения коэффициента температурного расширения металлов (коэффициент линейного расширения металлов) в зависимости от температуры.
Значения коэффициента температурного расширения металлов даны для следующих металлов: алюминий Al, бериллий Be, висмут Bi, вольфрам W, галлий Ga, железо Fe, золото Au, иридий Ir, кадмий Cd, кобальт Co, магний Mg, марганец Mn, медь Cu, молибден Mo, никель Ni, олово Sn, платина Pt, родий Rh, свинец Pb, серебро Ag, сурьма Sb, титан Ti, хром Cr, цинк Zn.
Коэффициент линейного теплового расширения металлов в таблице приведен со множителем 10 6 . Например, значение коэффициента температурного расширения металлов в таблице для алюминия при 0°С указано 22,8, а с учетом множителя 10 6 , это значение составляет 22,8·10 -6 1/град.
Следует отметить, что к металлам с низким коэффициентом расширения относятся такие металлы, как вольфрам, молибден, сурьма, титан и хром. Наименьшее линейное удлинение при нагревании испытывает вольфрам — коэффициент линейного расширения этого металла составляет величину от 4,3·10 -6 при 0°С до 5,8·10 -6 1/град при температуре 2100°С.
Металлом, который максимально хорошо расширяется при нагреве, является цинк — его коэффициент температурного расширения имеет значение от 22·10 -6 до 34·10 -6 1/град. Также хорошо расширяются при нагревании такие металлы, как алюминий, кадмий и магний.

Примечание: температурные коэффициенты линейного расширения сталей (более 300 марок) представлены в этой статье.
Учебные материалы
Около 10…15 % всей энергии, затраченной на пластическую деформацию, поглощается металлом и накапливается в нем. Остальная часть энергии идет на нагрев металла.
Деформированный металл находится в неравновесном, неустойчивом состоянии, и в нем могут протекать процессы, направленные на достижение устойчивого состояния. Этот переход связан с уменьшением искажений в кристаллической решетке и снятием напряжений, что в свою очередь определяется возможностью перемещения атомов.
С повышением температуры подвижность атомов увеличивается и начинают развиваться процессы, приводящие металл к равновесному состоянию. По мере нагрева деформированный металл проходит стадии возврата и рекристаллизации, в результате чего изменяются его структура и свойства (рисунок 20).
В области возврата (при нагреве до 0,3 Тпл) происходит повышение структурного совершенства металла в результате уменьшения плотности дефектов строения. При этом не наблюдается заметных изменений структуры, видимой в оптический микроскоп. Механические свойства металла изменяются незначительно, порядка на 5…7 %.
При низких температурах (ниже 0,2 Тпл) протекает первая стадия возврата — отдых, когда происходит уменьшение точечных дефектов (вакансий) и перераспределение дислокаций без образования субграниц. При нагреве вакансии поглощаются дислокациями, которые двигаются к границам зерен. Часть дислокаций противоположного знака уничтожается.
Рисунок 20 — Изменение структуры и свойств деформированного металла при нагреве
Вторая стадия возврата — полигонизация, под которой понимают дробление (фрагментацию) кристаллов на субзерна (полигоны). При нагреве беспорядочно распределенные дислокации одного знака выстраиваются в дислокационные стенки, что приводит к образованию в монокристалле или в зерне поликристалла субзерен (полигонов), свободных от дислокаций и отделенных дислокационными границами (рисунок 21).
Этот процесс протекает обычно при небольших деформациях при температуре (0,25…0.3)Тпл, и им создаются условия для образования в структуре металла зародышей новых зерен.
Рисунок 21 — Схема процесса полигонизации
Стадия первичной рекристаллизации в деформированном металле происходит при его нагреве выше 0,3Тпл. При высоких температурах подвижность атомов возрастает и образуются новые равноосные зерна.
Образование новых, равноосных зерен вместо ориентированной волокнистой структуры деформированного металла называется первичной рекристаллизацией.
В деформированном металле на участках с повышенной плотностью дислокаций образуются и растут зародыши. Образуется совершенно новое зерно, по размерам отличающееся от исходного до деформации. Наклеп практически полностью снимается, и свойства приближаются к их исходным значениям.
Температура, при которой начинается процесс рекристаллизации называется температурным порогом рекристаллизации.
Температурный порог рекристаллизации (Тр) связан с температурой плавления металла зависимостью А.А.Бочвара:
где Тпл — абсолютная температура плавления, К;
а — коэффициент, зависящий от чистоты металла.
Для металлов высокой чистоты а = 0,1…0,2; для технически чистых металлов а=0,4; для сплавов твердых растворов а = 0,5…0,6.
Для некоторых металлов значение температурного порога рекристаллизации приведено в таблице 2.
Рекристаллизационный отжиг малоуглеродистых сталей проводят при 600…700 0С, латуней и бронз при 560…700 0С, алюминиевых сплавов при 350…450 0С, титановых сплавов при 550…750 0С.
Собирательная рекристаллизация проходит после завершения первичной рекристаллизации в процессе дальнейшего нагрева. Она заключается в росте образовавшихся новых зерен. Движущей силой собирательной рекристаллизации является поверхностная энергия зерен. При укрупнении зерен общая протяженность их границ становится меньше, что соответствует переходу металла в более равновесное состояние.
Таблица 2 — Температура начала рекристаллизации технически чистых металлов
| Металл | Температура плавления, 0С | Температура рекристаллизации, 0С |
| Вольфрам | 3400 | 1200 |
| Молибден | 2625 | 900 |
| Железо | 1539 | 450 |
| Медь | 1083 | 200 |
| Алюминий | 660 | 100 |
Особенность собирательной рекристаллизации состоит в том, что рост происходит не в результате слияния нескольких мелких зерен в одно более крупное зерно, а одни зерна растут за счет других зерен, ”поедая” их вследствие перехода атомов через границы раздела. Зерна с вогнутыми границами растут за счет зерен с выпуклыми границами (рисунок 22). Атом на вогнутой поверхности имеет большее число соседей и, следовательно, меньшую энергию, по сравнению с атомами на выпуклой поверхности. Малые зерна постепенно исчезают. Собирательная рекристаллизация, вызывающая образование крупного зерна и разнозернистости, способствует снижению механических свойств металлов и поэтому чаще всего недопустима для наклепанного металла.
Рисунок 22 — Схема роста зерен при собирательной рекристаллизации
На свойства металла большое влияние оказывает размер зерен, получившихся при рекристаллизации. Основными факторами, определяющими величину зерен металла при рекристаллизации, являются температура, продолжительность выдержки при нагреве и степень производительной пластической деформации (рисунок 23).
Величина зерна возрастает с повышением температуры нагрева и времени выдержки. При температурах Т1 и Т2 (выше Тр) образование рекристаллизованного зерна происходит не сразу, а через некоторый отрезок времени t1 и t2, который называется инкубационным.
Рисунок 23 — Влияние температуры (а), продолжительности нагрева (б) и степени деформации (в) на величину рекристаллизованного зерна
Наиболее крупные зерна образуются после незначительной предварительной деформации, обычно порядка 3…15 %, такую степень деформации называют критической.
Критической называют такую минимальную степень деформации, выше которой при нагреве становится возможной первичная рекристаллизации.
Окисление металла при нагреве
Железо более, чем многие другие металлы, обладает способностью соединяться с кислородом, который в большом количестве содержится в воздухе. Поэтому на поверхности железных изделий появляется всем известная ржавчина, которая представляет из себя уже не железо, а совсем другое вещество, так называемый гидрат окиси железа, представляющий собой смесь железа с кислородом и водородом.
Особенно интенсивно железо соединяется с кислородом при высокой температуре, т. е. в процессе нагрева заготовок в печи. При этом образуется окалина, и слой ее тем толще, чем выше температура. Так, если мы примем толщину слоя окалины при температуре 900° за единицу, например 0,5 мм, то при 1000° слой окалины будет 1,0 мм — в два раза больше, при 1100° — 1,75 мм, т. е. в три с половиной, а при 1300° — 3,5 мм, т. е. в семь раз больше. Здесь, конечно, имеется в виду нормальная продолжительность нагрева.
Образование окалины обычно называют угаром металла — от слова гореть, сгорать, так как соединение любого вещества с кислородом есть горение. Металл, превращаясь в окалину, фактически сгорает, так как железа в ней содержится не больше 30% (остальное—кислород). Поэтому необходимо вести борьбу с образованием окалины — горением металла, уничтожающим ценный материал — железо.
Угар металла зависит от вида сжигаемого топлива, от способа нагрева и от конструкции печи. Для печей, работающих на мазуте, угар составляет от 2,5 до 4% от веса нагреваемого металла, т. е. на каждую тонну заготовок превращается в окалину от 25 до 40 кг. Окалина, вдавливаясь в тело поковки при ковке и штамповке, оставляет там вмятины. Учитывая это, приходится назначать на размеры поковки увеличенный припуск и превращать часть здорового металла в стружку. Потери металла на увеличенных припусках составляют примерно еще столько же. В масштабе нашей страны все эти потери в сумме выражаются в сотнях тысяч тонн. Вот почему кузнец и нагревальщик должны стремиться так нагревать заготовки, чтобы свести до минимума угар металла.
Для этого существует несколько способов. Одни из них направлены на предотвращение и уменьшение появления окалины, другие на удаление окалины с заготовки и готовой поковки. Чтобы уменьшить угар металла, нужно нагревать его так, чтобы горение топлива в печи происходило без избытка воздуха. Этого добиваются, во-первых, соответствующей регулировкой форсунок или горелок. При регулировке наблюдают за пламенем печи. Если пламя светлое, прозрачное, а при работе на газе — желтоватое, то горение топлива идет с избытком кислорода воздуха, если пламя коптящее, а в газовых печах — голубое, то воздуха недостаточно. Нужно выбрать какое-то среднее положение, так как, например, если работать с недостатком воздуха, то хотя окалины будет меньше, зато температура печи будет невысокая, что скажется на производительности труда. Во-вторых, нужно следить, чтобы в печь попадало поменьше воздуха через окна, щели и другие неплотности в печи. Особенно вреден воздух, подсасывающийся через рабочее окно печи. Он почти не смешивается с печными газами, стелется по поду печи, омывая и окисляя находящийся там металл (фиг. 28). Подсос воздуха, охлаждая металл и подину печи, вызывает, кроме того, неравномерный нагрев заготовок, излишний расход топлива и наросты на подине (окалина, соединившаяся с материалом кирпича).

Кузнецы и нагревальщики не должны допускать неисправностей в дверцах и окнах печи, открывать их при выдаче металла на меньшую высоту. Уменьшить угар металла можно также и путем строгого соблюдения режима нагрева, не допуская чрезмерной и ненужной выдержки заготовок в печи при высоких температурах — выше 900° Если при работе печей на мазуте возможно применить мазут хорошего качества, мало содержащий серы, то это будет способствовать уменьшению акалины, так как присутствие в мазуте серы увеличивает угар.
В настоящее время в технике еще не найдены способы для полного устранения угара металла при нагреве, но известны и широко применяются способы значительного его снижения. Например, при электронагреве угар металла составляет от 0,5 до 1%, т. е. в 5—10 раз меньше. Даже угар металла при газовом нагреве составляет 2—2,5%, т. е. на 25—50% меньше, чем при мазутном. Применение скоростных методов нагрева также способствует уменьшению угара. Все более начинает применяться безокислительный нагрев в печах, наполненных газом, не содержащим кислорода. Применение рекуператоров для подогрева воздуха, идущего к форсункам и к газовым горелкам, также способствует значительному снижению угара, так как повышается температура рабочего пространства печи и ускоряется нагрев заготовок.
Если в цеховых условиях нельзя предотвратить появление окалины, тогда необходимо принять меры к тому, чтобы она не снижала качества готовой поковки образованием вмятин и раковин. Легче всего бороться с окалиной при ковке и штамповке на молотах, ударное действие которых способствует сбиванию окалины. Ее остается только своевременно сдувать сжатым воздухом или паром. При ковке и штамповке на прессах, при штамповке на горизонтально-ковочных и других машинах для удаления окалины с нагретых заготовок приходится применять такие простые средства, как обивку, соскребывание, а также более сложные — гидравлическую очистку в специальных аппаратах водой высокого давления, вибрационную очистку и т. д.
Следует помнить, что окалина всегда быстрее образуется при подогреве заготовок, так как холодный металл имеет окисленную поверхность, предохраняющую его от дальнейшего окисления. По этой же причине при выдаче заготовок из печи не следует торопиться сбивать окалину, так как во время переноса их к молоту или прессу быстро образуется новая пленка окислов. Окалину нужно сбивать непосредственно перед ковкой и штамповкой. До ковки окалину сбивать не следует еще и потому, что она сохраняет тепло и является своего рода «шубой».
Для того чтобы окалина не оставалась на готовой поковке и не изнашивала режущий инструмент при механической обработке, применяют очистку поковок в барабанах, в дробеструйных и дробеметных аппаратах, а также путем травления в кислотах.
ВЛИЯНИЕ НА МЕТАЛЛ ЧРЕЗМЕРНОГО НАГРЕВА
Разрушение чрезмерно нагретой стали часто называют «пережогом». По отношению к поверхностям нагрева парового котла такой термин неточен. При высокой температуре происходит не «пережог», т. е. соединение стали с кислородом, а соответствующее изменение ее строения и свойств. Термин «пережог» продолжает употребляться потому, что он весьма наглядно характеризует значительное уменьшение прочносоти металла при высокой температуре.

Рис. 18. Схема постепенного превращения пластинчатого перлита в зернистый при нагреве стали до высокой температуры.
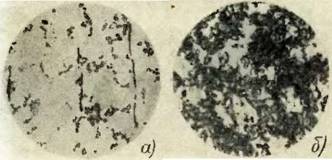
Рис. 19. Структура стали в месте разрыва змеевиков пароперегревателей, поврежденииых вследствие чрезмерного нагрева (увеличено в 475 раз). а—сталь марки 20; б—сталь марки I5XMA.
Лее крупные. Этот процесс называется сфероид и з а - ц и е й цементита: Он происходит тем быстрее, чем выше температура стали.
Под микроскопом сферические зерна цементита имеют вид кружков не вполне правильной формы (рис. 19). Их наличие недопустимо, так как при сфероидизации уменьшается прочность и ускоряется процесс разрушения стали.
Сфероидизация цементита в стали может быть устранена посредством термической обработки, состоящей в нагреве до температуры, при которой произойдет переход всего металла в гамма-структуру, и медленном охлаждении.
Чтобы избежать сфероидизации цементита при нагреве до высокой температуры, в сталь нужно вводить легирующие металлы, которые тормозят этот процесс, и не допускать наличия в стали добавок, ускоряющих распад перлита. В частности, жестко ограничивается содержание в стали алюминия.
На первых электростанциях высокого давлення паропроводы изготовляли из стали, содержащей 0,5% молибдена. Лабораторная проверка свойств этой стали показала, что при нагреве примерно до 500° С она имеет высокую прочность. Однако прм длительном нагреве до температуры 490 — 5403С в молибденовой стали возникало постепенное изменение структуры перлита. В настоящее время для длительной работы при высокой температуре применяют хромомолибденовые и хромомолибденованадиевые стали. Применение же молебденовых сталей типа 16.М ограничено областью более низких температур.
Чрезмерный нагрев может вызвать не только сфе- роидизацию цементита в стали, но и другие изменения ее строения. Иногда наблюдается действительный «пережог» стальных деталей парового котла, т. е. соединение железа с кислородом. Окисление металла происходит медленно, если чрезмерно нагретая сталь омывается дымовыми газами, в которых содержание кислорода невелико. В таких случаях разрушение металла возникает обычно не из-за его окисления, а вследствие потери механической прочности при высокой температуре. Если же чрезмерно нагретая сталь омывается воздухом, то разрушение 'Может произойти по причине превращения металла в окалину (рыхлые окислы железа).
Котел паропроизводителыюстью 20 т/ч работал при давлении 9 ат на промышленном предприятии. Уголь сжигался на механической цепной колосниковой решетке, по бокам которой были установлены прямоугольные горизонтальные короба (панели), предохранявшие от прогорания кирпичную обмуровку в местах, где слой горящего топлива соприкасался с боковыми стенами топки. Панели охлаждались водой, которая поступала в них самотеком из барабана котла, частично испарялась и выходила по отводящим трубам в другой барабан. Обращенная в топку сторона панелей непрерывно омывалась воздухом, подававшимся под слой горящего угля.
Однажды водоподводящая труба панели была полностью забита шламом, вследствие чего поступление в панель воды прекратилось. Отводящая труба панели нагрелась до высокой температуры и разорвалась. Котел вышел из строя.
При осмотре оказалось, что обращенная в топку стенка панели немного выпучилась. На ее .поверхности оказался слой рыхлой чешуйчатой окалины толщиной более 5 мм. Но под окалиной металл не был поврежден и замены панели не потребовалось.
Превращения, происходящие в железе и стали при нагреве и охлаждении
Внимательно всмотревшись в излом металла, ясно можно увидеть, что он представляет собой нагромождение (совокупность) отдельных кристаллов (зерен), крепко сцепленных между собой. Мельчайшей частицей металла, как и всякого другого вещества, является атом. В элементарных ячейках, из которых состоят кристаллы железа, атомы расположены в определенном порядке. Это расположение изменяется в зависимости от температуры нагрева. При любой температуре ниже 910° атомы в ячейках кристаллов располагаются в виде куба, образуя так называемую кристаллическую решетку альфа-железа. В этом кубе восемь атомов расположены в углах решетки и один в центре.
При нагреве свыше 910° происходит перегруппировка атомов и кристаллическая решетка представляет собою форму куба с четырнадцатью атомами; условно ее называют решеткой гамма-железа. При температуре 1390° решетка гамма-железа перестраивается в решетку с девятью атомами, носящую название дельта-железо. Эта решетка отличается от решетки альфа-железа несколько большим расстоянием между центрами атомов и сохраняется до момента расплавления железа, т. е. до 1535° (Рис. 1).
Перестройка кристаллической решетки при медленном охлаждении происходит в обратном порядке: дельта-железо при 1390° превращается в гамма-железо, а гамма-железо при 898° превращается в альфа-железо.
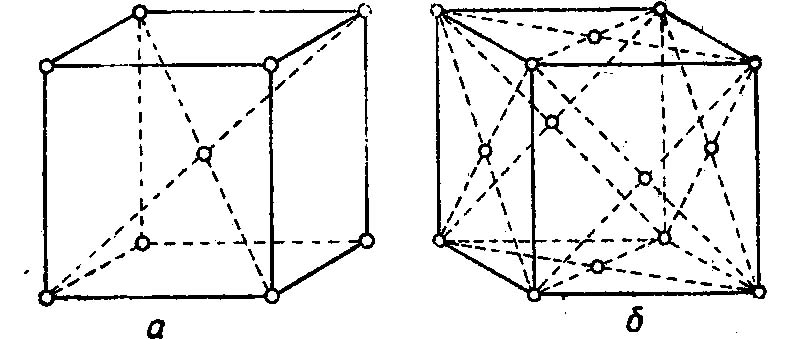
Рис. 1. Строение кристаллической решетки: а — альфа и дельта железа; б — гамма железа.
Критические точки превращения
На рис.2 показаны кривые охлаждения и нагревания чистого железа. Как видно из этих кривых, в процессе перестройки одной решетки в другую, а также при расплавлении и затвердевании железа происходят температурные остановки, являющиеся результатом выделения дополнительного количества тепла при охлаждении и поглощении дополнительного количества тепла при нагревании.
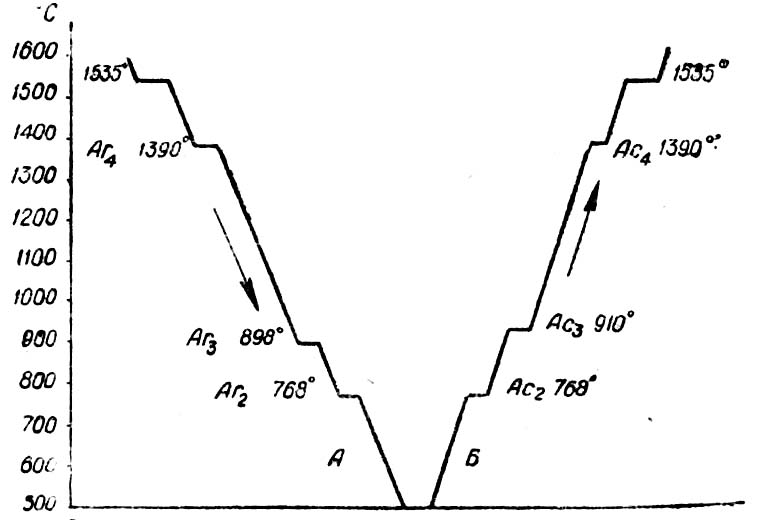
Рис. 2. Кривые охлаждения и нагрева чистого железа.
Температурные остановки, при которых происходят перестройки решеток, называются критическими температурами или критическими точками и обозначаются Аrпри охлаждении и Ас при нагревании. В точках Аr2и Ас2,не происходит перестройка атомной решетки, а изменяются магнитные свойства железа. При температуре выше 768° железо теряет способность притягиваться магнитом. При очень малой скорости нагревания и охлаждения критические точки А с3и Аr3не совпадают друг с другом на 12°. При увеличении скорости охлаждения несовпадение критических точек увеличивается, так как температура значительно снижается и железо переохлаждается. Это явление, носит название гистерезис.
При нагревании и охлаждении стали происходит также перестройка атомной решетки, но температуры критических точек не постоянны. Они зависят от содержания углерода и легирующих примесей в стали, а также от скорости нагревания и охлаждения.
На рис. 3 представлена диаграмма состояния углеродистой стали при медленном охлаждении и нагревании.
Рис.3. Диаграмма состояния углеродистых сталей.
Структура стали
Структурой стали называется внутреннее ее строение. Углерод в стали находится в виде химического соединения с железом, и это соединение называется — цементит. Кроме цементита, в стали имеется феррит, представляющий собой почти чистое железо. В зависимости от содержания углерода большая или меньшая часть феррита находится в механической смеси с цементитом, образуя новую структуру — перлит. Если небольшой кусок металла прошлифовать, отполировать и протравить в специальном реактиве, то под микроскопом можно различить структуры. Ниже приводится описание структур железоуглеродистых сплавов.
Аустенит представляет собою твердый раствор углерода и других элементов в гамма-железе. Наибольшее содержание углерода, которое может раствориться в ау-стените — это 2%. Аустенит образуется при затвердевании жидкой стали и при нагреве твердой стали выше критических температур.
В обычных сталях аустенит устойчив только лишь при температуре выше критических точек. При охлаждении, даже самом быстром, с этих температур аустенит превращается в другие структуры. При комнатной температуре аустенит полностью сохраняется в ряде марок нержавеющих сталей, в высокомарганцовистой стали и в незначительном количестве остается при закалке некоторых марок инструментальной и конструкционной сталей.
Аустенит мягок, пластичен, тягуч, мало упруг. Твердость его по Бринелю находится в пределах 170—220.
Аустенит немагнитен, обладает невысокой электропроводностью.
Феррит представляет собой твердый раствор углерода и других элементов в альфа-железе. Наибольшее содержание углерода, которое может раствориться в феррите, это 0,04%. Феррит устойчив при температурах ниже критической точки AC1. Он выделяется из аустенита при медленном охлаждении последнего ниже A6i. Феррит мягок, сильно тягуч. Твердость HB= 60—100. Феррит магнитен до 768°. Свыше этой температуры он теряет магнитные свойства.
Цементит представляет собой химическое соединение железа с углеродом Fe3C—карбид железа. Цементит содержит углерода 6,67%. Выделяется из жидкого и твердого раствора при медленном охлаждении. Цементит весьма тверд и хрупок. Твердость его НB= 800—820. Он магнитен до 210°. Выше этой температуры цементит теряет магнитные свойства.
Перлит представляет собой механическую смесь феррита и цементита. Он образуется из аустенита при медленном его охлаждении. Температура превращения аустенита в перлит 723°С. При весьма медленном переходе через эту температуру цементит образуется в виде зерен (глобулей), и тогда перлит называется зернистым. При более быстром охлаждении цементит приобретает форму пластинок, и такой перлит называется пластинчатым. При весьма быстром охлаждении в результате значительного переохлаждения аустенита вместо перлита получаются другие структуры, о которых речь будет ниже.
Перлит магнитен, прочен и пластичен. Твердость его находится в пределах от 160 до 230 кг/мм 2 по Бринелю. При обработке резанием наиболее чистую поверхность дает структура зернистого перлита.
Мартенсит образуется в результате весьма быстрого охлаждения (закалки) аустенита. При быстром охлаждении успевает произойти перестройка кристаллической решетки гамма-железа в решетку альфа-железа, выделение же углерода в карбид железа не успевает произойти, и он весь остается растворенным в решетке альфа-железа. Так как нормально альфа-железо может растворить в себе не более 0,04% углерода, то такой раствор называют пересыщенным. Он отличается весьма большой твердостью (свыше Rc= 60) и хрупкостью. Следует указать, что решетка альфа-железа, получающаяся в результате закалки, имеет искаженную форму. Так, размеры ее граней не одинаковы — в одном направлении они удлинены за счет других (см. рис. 4). Такая решетка называется тетрагональной. Чем больше в стали углерода, тем больше тетрагональность решетки и тем более велики внутренние напряжения. При нагревании до температур 100—200° тетрагональность мартенсита уменьшается, форма кристаллической его решетки приближается к форме правильного куба, и вместе с этим уменьшаются внутренние напряжения. Мартенсит магнитен.
Рис. 4. Строение кристаллической решетки стали, закаленной на мартенсит.
Троостит представляет собой высокодисперсную (мелкораздробленную) смесь феррита и карбидов. Он образуется при охлаждении аустенита с замедленной против закалки скоростью или в результате нагрева (отпуска) мартенсита в пределах 250—400°.
При нагреве закаленной стали происходит постепенное выделение углерода из кристаллической решетки с образованием карбидов. Троостит менее прочен, более пластичен, чем мартенсит. Твердость его НB330—400. При охлаждении аустенита в горячих средах в интервале 250—400° (изотермическое превращение аустенита) происходит образование игольчатого троостита, несколько более прочного, чем обычный троостит.
Сорбит представляет собой дисперсную смесь феррита и карбидов. Он образуется при охлаждении аустенита с небольшой скоростью или при нагреве (отпуске) мартенсита до 400—650°. Карбиды сорбита более крупные, чем троостита. Сорбит пластичен, вязок и магнитен. Твердость НВ 270—320.
Ледебурит представляет собой эвтектическую смесь аустенита и цементита. Он содержит углерода 4 3% Образуется ледебурит при затвердевании жидкого сплава с содержанием углерода свыше 2%. Ледебурит хрупок.
На рис. 5. представлены фотоснимки структур стали с различным содержанием углерода.
Структура стали с содержанием углерода 0,83% состоит из сплошного перлита и называется эвтектоидной; при меньшем содержании углерода структура стали состоит из перлита и феррита и носит название доэвтектоидной, а при большем содержании углерода — из перлита и цементита и называется заэвтектоидной. Температура 723°, при которой перлит переходит в аустенит, также называется критической и обозначается Ас.
Для того чтобы доэвтектоидную и эвтектоидную сталь полностью отжечь, нормализовать или закалить, их нужно нагреть до такой температуры, при которой они перешли бы в аустенитное состояние.
Рис. 5. Микроструктура отожженной углеродистой стали:
а - с содержанием углерода -0,1%
б - с содержанием углерода -0,85%
в - с содержанием углерода -1,1%
Превращения, происходящие в стали при нагревании
По диаграмме на рис. 3 можно проследить за изменениями структуры трех разных марок стали при нагревании:
- Сталь с содержанием углерода 0,83%. Структура стали представляет собой перлит. При температуре 723° в точке Aс1 перлит переходит в аустенит.
- Сталь с содержанием углерода 0,4%. Структура стали представляет собой перлит и феррит. При температуре 723° в точке К1 перлит переходит в аустенит, и по мере повышения температуры происходит растворение свободного феррита в аустените. При пересечении линии GS в точке К2 закончится растворение феррита и структура будет полностью состоять из аустенита. Для этой стали точка К1на диаграмме будет нижней критической точкой Ас1,а К2— верхней критической точкой Ас1,.
- Сталь с содержанием углерода 1,2%. Структура стали представляет собой перлит и цементит. При температуре 723° в точке Pi перлит переходит в аустенит, и при дальнейшем повышении температуры происходит постепенное растворение цементита в аустените. При пересечении линии SEв точке Р2 это растворение закончится. Для этой стали точка Р1 явится нижней критической точкой Ас1, а точка Ρ2 — верхней критической точкой, которая для заэвтектоидных сталей обозначается Асm.
Линия на диаграмме, обозначенная буквами GS, соответствует окончанию растворения феррита в аустените в доэвтектоидных сталях, а линия SE соответствует окончанию растворения цементита в аустените в заэвтектоидных сталях.
Следует указать, что заэвтектоидные стали при операциях термической обработки не нагревают выше линии Аcт(такая высокая температура нагрева приведет к перегреву и ухудшению свойств стали), а ограничиваются нагревом выше первой критической точки ACl, что полностью обеспечивает получение необходимых свойств.
Превращения, происходящие в стали при медленном охлаждении
В сталях, нагретых до аустенитного состояния, при весьма медленном охлаждении произойдут обратные превращения, а именно:
а) в стали с содержанием углерода 0,83% аустенит превратится в перлит;
б) в стали с содержанием углерода 0,4% сначала из аустенита начнет выделяться феррит, а затем в районе температуры 700° оставшийся аустенит превратится в перлит и
в) в стали с содержанием углерода 1,2% сначала из аустенита выделится цементит, а затем в районе температуры 700° оставшийся аустенит превратится в перлит.
Даже при весьма медленном охлаждении температура распада аустенита не совпадает с теми температурами, при которых аустенит образовался при нагревании. Чем скорость охлаждения больше, тем больше становится гистерезис, т. е. разница между критическими температурами (точками) при нагревании и охлаждении.
Превращения, происходящие в стали при быстром охлаждении
Как указывалось выше, при быстром охлаждении не успевает произойти превращение аустенита в перлит с выделением избыточного феррита или цементита, а в зависимости от скорости охлаждения аустенит превращается в новые структуры - мартенсит, троостит или сорбит. Сталь с этими структурами отличается от сталей со структурами перлита и феррита повышенной твердостью, прочностью и уменьшенной пластичностью. Если углеродистую сталь, нагретую выше критических температур, охладить очень быстро, то аустенит превратится в мартенсит и это превращение начнется лишь при температуре около 200°. При несколько меньшей скорости охлаждения образуется структура троостит, а при еще меньшей — сорбит.
В производственных условиях при охлаждении углеродистой инструментальной стали в воде образуется мартенсит, при охлаждении в масле — троостит и при охлаждении в струе воздуха -сорбит. На рис. 6 показаны микроструктуры закаленной стали.
Рис. 6. Микроструктура закаленной стали:
а — игольчатый мартенсит;
В легированных сталях, благодаря присутствию специальных элементов, для образования мартенсита не требуется столь большой скорости охлаждения, как для углеродистых сталей, и мартенсит образуется при охлаждении в масле, а для быстрорежущих сталей — и при охлаждении на воздухе.
Троостит и сорбит можно получить не только в результате ускоренного охлаждения, нои путем нагрева закаленной стали, имеющей структуру мартенсита, до температуры ниже Aс1, т. е. путем отпуска стали. В этом случае троостит получается при нагреве стали до 400°, а сорбит—при нагреве до 650°. При нагреве до промежуточных температур получаются смешанные структуры: при нагреве от 250—400° — мартенсит и троостит и при нагреве от 400—650° — троостит и сорбит. В производственных условиях троостит и сорбит получают путем отпуска закаленной стали.
Превращения, происходящие в стали при охлаждении в среде, имеющей температуру выше 200° (изотермическое превращение)
Если деталь, нагретую выше критической точки, поместить в среду, имеющую температуру от 700 до примерно 200°, и выдержать в ней до выравнивания температуры по всему сечению, то аустенит превратится в ту структуру, которая соответствует превращению при данной температуре.
О поведении стали при изотермической обработке, выборе температуры и времени выдержки судят по кривым изотермического превращения, построенным для разных марок стали.
Рис. 7. Диаграмма изотермического превращения аустенита углеродистой стали.
На рис. 7 дан вид диаграммы изотермического превращения в стали. На горизонтальной оси отложено время начала и конца превращения, а на вертикальной— температура, при которой оно происходит. Линия А с соответствует переходу аустенита в перлит, а линия Мн — образованию мартенсита из аустенита. На кривой I начинаются, а на кривой II заканчиваются структурные превращения.
Если углеродистую инструментальную сталь, нагретую до 800°, поместить в масло, расплавленную соль или щелочь при температуре 250°, в ней образуется игольчатый троостит с высокой твердостью Rc=45—55. Если эту же сталь охладить в среде, имеющей температуру свыше 600°, в ней образуется перлит и такая сталь легко обрабатывается на станках. При охлаждении стали в среде с промежуточными температурами образуются структуры троостита и сорбита с соответствующей твердостью.
Изотермический отжиг нашел большое применение при термической обработке инструментальных сталей как процесс, резко уменьшающий время по сравнению с другими видами отжига.
Изотермическая закалка в инструментальном деле применяется редко из-за недостаточной для инструмента твердости, достигаемой при этом процессе.
Источник:
Остапенко Н.Н.,Крапивницкий Н.Н. Технология металлов. М. Высшая школа,1970г.
Каменичный И.С. Практика термической обработки инструмента. Киев, 1959 г.
Читайте также: