Что такое фаска на металле
Обновлено: 05.07.2024

Фаска – это полученная специальным образом кромка на торцевой поверхности металлического листа или на стенке трубы, скошенная под определенным углом.

Основное предназначение - подготовка металлопроката к дальнейшим сварочным работам.
Почему необходимо выполнять снятие фаски?
Обработка торцов листа или стенок труб нужна для:
- Хорошего провара и надежного соединения сварочных швов
- Уменьшения времени выполнения сварочных работ
- Предотвращения травматизма сотрудников об острые углы изделия
- Упрощения предстоящего монтажа возводимой металлической конструкции
- Того, чтобы не проводить ручную шлифовку краев кромки листа или трубы
Если не выполнить снятие фаски, то в изделиях, толщина которых превышает 5 мм, со временем может разойтись сварочный шов и конструкция утратит прочность.
Угол снятия фаски
Угол снятия фаски с кромки листа или трубы выбирается исходя из конструктивных особенностей изделия или поставленной задачи по сварке. Как правило, стандартный угол фаски для металлического листового профиля составляет 45°, для труб – 37,5°.
Виды фасок
- Y-образным способом;
- Х-образным;
- J-образным (другое название – «рюмочная» фаска);
- Также, в технической литературе можно встретить другое буквенное обозначение: V, K и U-образная фаска.
Особенности разных видов фасок
- Наиболее распространенным способом снятия кромки на производстве является Y-образный метод и Х-образный.
- Для высокоточного сварочного шва (например, на изделиях сложной конструкции) используют фаску с криволинейной поверхностью.
- J-образная фаска выполняется с помощью специальных автоматических фаскоснимателей. Данный способ создает сварочную ванну большего объема, чем другие способы.
Другие виды разделки кромки (стыковой тип соединения со сломанным краем) на производствах используют не так часто.
Особенности процесса снятия фаски
Для нарезки кромки на металлическом изделии используют специальные агрегаты – фаскосниматели, различающиеся по методу нарезки на три вида (воздушно-пламенное, механическое и газокислородное оборудование).
- При помощи зажимов фаскосниматель крепится к кромке листа или внутренней стороне металлической трубы.
- Далее выставляется необходимый угол заточки.
- При включении машины резцовая головка подводится к изделию и происходит процесс резания фаски.
- После окончания работы резец возвращается в исходное положение.
- После проведения нарезки фаски, рабочая поверхность изделия считается подготовленной к дальнейшим сварочным работам.
При нарезке фаски образуется сварочная емкость (ванна), где собирается горячий сварочный состав. Кромка с фаской имеет определенное притупление около 3-5 мм. Когда емкость заполняется сварочным составом, участок притупления проплавляется сам. Благодаря этому, достигается нужная герметичность шва и создается дополнительная надежность.
Способы нарезки кромки
В настоящее время на производстве используют два метода снятия кромки: термический и механический.
Механическая фаска считается самой качественной, так как данный метод выполняется на специальном оборудовании – фаскоснимательных машинах (кромкорезах), фрезерных станках, кромкоскалывателях и других приспособлениях. Преимущества данного способа состоят в следующем:
- После снятия фаски изделие сохраняет свою структуру и не теряет физико-химических свойств
- Механический способ обеспечивает высокую герметичность и надежность будущих сварочных швов
- Экономия времени.
Термический способ – фаска воздушно-плазменная и фаска газопламенная. Воздушно-плазменная нарезка кромок позволяет получить внешний вид фаски близкий к заводской (или механической фаске). Однако он требует идеально гладкой поверхности листа или труб под определенным углом. На многих производствах этот вид нарезки фаски является основным из-за экономичности и большой скорости обработки изделий. Выполняется на специальном плазморезательном оборудовании.
Газо-плазменная нарезка фаски не требует особых условий выполнения и характеризуется невысокой стоимостью. Но качество среза ниже, чем при механическом способе или воздушно-пламенном. Часто такая нарезка фаски требует дополнительной механической обработки. Такой способ применяют для кустарной обработки труб бывших в употреблении. Применяя термический способ нарезки фаски (газо-плазменную и воздушно-плазменную нарезку фаски), в металлическом изделии из-за перегрева появляется участок с измененными физическими и химическими свойствами (зона термовлияния). Это негативно сказывается на герметичности и надежности будущих сварочных швов и на прочности самой конструкции.
Механическое снятие фаски сохраняет свойства изделия и не влияет на качество будущих сварочных работ. Механический способ снятия фаски является своего рода гарантом качества обработки металлических изделий перед сварочными работами. Единственным «минусом» данного метода является высокая стоимость агрегатов и трудоемкость работ.
Фаска как конструктивный элемент детали
Часто в процессе изготовления деталей возникает необходимость провести дополнительную обработку внутренних и внешних краёв. Она проводится под заданным углом. Поверхность, которая получается в результате такой обработки, называется фаска.

Снятие фаски используется для решения следующих задач:
- технологических (обеспечение наилучшего соединения двух деталей);
- технических (придание изделию требуемой формы);
- эргономических (обеспечение наиболее удобного и безопасного использования изделия);
- улучшение декоративных и эстетических свойств готового изделия.
Такая обработка применяется во многих областях: машиностроении, при подготовке к сварочным работам, при изготовлении мебели и декоративных изделий интерьера. Выбор методов зависит от поставленных задач и всегда соответствует конструкторской документации.
Почему необходимо выполнять снятие фаски
Финишная обработка торцов деталей, края отверстий, внешней стороны втулок, болтов необходимо для решения задач определяемых в отдельных видах обработки индивидуально.
При изготовлении изделий из металла:
- устраняются с помощью фаски сбеги недорезы;
- уменьшение времени на монтаж конструкции;
- увеличение надёжности элементов крепления (объясняется необходимость снятия фаски болтового соединения);
- снижает травмоопасность при проведении сборочных работ;
- повышается скорость и точность сборки отдельных элементов конструкции узлов и механизмов.
Перед проведением сварочных работ:
- получения надёжного сварного соединения (происходит лучший прогрев швов и прилегания припоя);
- соблюдение правил техники безопасности и снижение травматизма;
- снижается время на проведение сварочной операции.

Снятие фаски в мебельном производстве позволяет:
- устранить последствия распила элементов мебельных изделий при проведении деревообработки;
- придать необходимый эстетический внешний вид каждому элементу мебели (изделию из дерева);
- подготовить поверхность и края детали для декоративной обработки;
- создать отверстия для потайного крепления отдельных мебельных элементов с последующим применением декоративных заглушек и вставок.
Для выбора необходимых параметров разработана специальная таблица, которая позволяет производить необходимую обработку.
Этот параметр определяется особенностями конструкции изготавливаемой детали, узла или агрегата в целом. Угол снятия фаски определяется принятыми стандартами и техническими условиями. Значения этого показателя зависит от выбранного материала и назначения конкретного элемента конструкции. Для изделий из металла государственным стандартом установлены следующие значения:
- металлических листов — 45°;
- труб и цилиндрических изделий 37,5°.
В соответствии с требованиями ГОСТ определяется возможное значение размера катета фаски. Величина того параметра изменяется от 0,1 мм до 250 мм в зависимости от формы и размеров детали.

Для конструкций из дерева или синтетических материалов значения угла определяется требованиями, предъявляемыми к конкретному изделию. Они прописаны в конструкторской документации, где устанавливается минимальное и максимальное значение угла и размер катета.
Под видом такой обработки понимают получаемую форму поверхности. Её срезают несколькими способами. Эти способы обозначаются латинскими буквами «Y», « X» и «J». В некоторой литературе и справочниках по металлообработке можно встретить другое обозначение «V», «K», и «U». Эти обозначения указывают на метод получения необходимого среза.
Наиболее распространённым является первые два метода. Такие виды фасок получают с помощью стандартного металлорежущего инструмента на различных обрабатывающих станках: токарных, фрезерных, комбинированных, станках с ЧПУ.
Так же получают фаски под резьбу по ГОСТ. В настоящее время разработанные методы и оборудование позволяют получать стандартные размеры фасок.
В большинстве случаев порядок и правила получения фасок, геометрические размеры, правила нанесения на чертежах определяется установленным ГОСТ 10549-80.
Он устанавливает допустимые значения следующих параметров:
- параметры сбега резьбы;
- допустимые размеры недореза;
- величину разрешённых проточек на выходе применяемого инструмента для нарезания резьбы;
- размеры фасок в зависимости от диаметра и вида наносимой резьбы (метрической или дюймовой, трубной, конической, трапециевидной);
- для наружной резьбы установлены величины размеров сбега и недореза.
Для получения более сложного вида фаски «J» применяются специальные фаскосниматели. Этот вид чаще используется при подготовительных работах перед проведением сварки. Благодаря такой форме получается сварочная ванна большего объёма, что способствует получению более крепкого и качественного шва.


В некоторых случаях применяются другие индивидуальные формы разделки кромок. В этом случае порядок их выполнения приводится в других стандартах или технических условиях. Например, в стандарте №5264 от 1980 года приведены правила для изготовления стыка со сломанным скосом кромки.
Способы изготовления
Методы, применяемые для изготовления кромок, зависят от следующих условий:
- назначения подготавливаемой фаски;
- материала, из которого изготовлен элемент конструкции;
- применяемого оборудования.
По применяемому методу различают следующие виды подготовки кромок:
- механическая нарезка;
- газокислородная;
- воздушно-плазменная.
Для нарезания скоса на металлических изделиях применяют различное металлообрабатывающее оборудование, оснащённое специальным инструментом. С его помощью можно получить требуемый размер фаски под резьбу. Применение специальных резцов, фрезерного инструмента позволяет провести снятие фасок в отверстиях.
Особое внимание уделяется подготовке кромок перехода от одного диаметра вала к другому. Этот переход называется галтелем. Он достаточно распространён в машиностроении. Оформление галтелей валами производится различными способами с соблюдением установленных стандартов.

Как уже отмечалось, для более точного снятия кромки применяются специальные фаскосниматели. Они позволяют получить заданный угол и длину катета.
Обозначение на чертежах
Графическое изображение будущей конструкции, узла или агрегата изображается на чертежах в соответствие с Единой Системой Конструкторской Документации. Она определяет порядок и правила нанесения графических изображений, символов и обозначений для каждого элемента. Именно грамотный чертёж позволяет изготовителю понять, как и каким инструментом должна производиться обработка.
Для фасок на чертеже обозначают:
- ширину скоса;
- значение угла скоса (его величина измеряется относительно главной оси детали или всего агрегата)
Обозначение этих параметров производится в метрической системе измерений. Все линейные размеры обозначаются в миллиметрах, а угловые значения в градусах. В соответствии с требованиями ЕСКД нанесение размеров наносится в определённых местах с указанием, к какому элементу детали или механизма он относится.
Если для указания параметров внутренней фаски не достаточно места внутри детали, значения выносятся вне изделия, с отметкой, к какой поверхности относится размер. Такая отметка выполняется стрелкой, направленной на требуемую сторону детали.
На полке, которая графически соединена со стрелкой обозначается значение угла снимаемой фаски (например, 45°).

При изображении симметричной выборки (под одинаковым углом или одинаковым катетом) допускается указание одного значения. Часто на чертежах указываются два линейных размера, которые характеризуют параметры снимаемой фаски.
Обозначение фаски на чертеже по ЕСКД
Выполнение чертежа является важной организационной частью. От точности обозначений и правильности составления зависит возможность функционирования одной детали или целого механизма. Поэтому для удобства чтения разработаны общие для всех правила, которые помогают правильно понимать проект.

На технических чертежах порой требуется отметить, что деталь имеет скошенный или закругленный край. Это необходимо либо для эстетически приятного вида, либо для более точного соединения и выполнения определенных функций. Подобное техническое решение называется фаской.
Обозначение фаски на чертеже зависит от многих тонкостей — количества скосов и их угла, масштаба изображения, наличия других цифровых значений.
Чтобы точно изготовить элемент, который сможет выполнять необходимые функции, нужно не только точно начертить детали, но и верно отметить их параметры, чтобы мастер смог правильно изготовить элемент.
Основные положения
Имеющиеся в проекте даже небольшие скосы острых граней в обязательном порядке должны быть указаны в технической документации в случае, если подобное сглаживание несет функциональное значение. Однако зачастую в этом нет необходимости, так как по ЕСКД (Единая система конструкторской документации) все острые кромки, образованные в результате изготовления и контактирующие с человеком, должны быть притуплены. В зависимости от масштаба и особенностей узла, возможно показать фаску несколькими способами.


Обычно фаска на чертеже обозначается с помощью размерных линий, использование для этого контурных или осевых запрещается стандартами ГОСТ.
Главным критерием является возможность удобного чтения, чтобы при изготовлении не возникло сомнений, к какому узлу относится параметр. При этом обязательно указывается два числовых значения: первое — ширина скоса в мм, второе — величина угла относительно главной оси всего механизма или отдельного элемента. При изображении симметричных фасок под одинаковым углом на одной детали, возможно отдельно указать первое значение, а второе изобразить величиной тупого угла, который они образуют. Часто используется обозначение фаски на чертеже двумя линейными размерами, каждый из которых указывает величину среза в разных плоскостях.
Изображение скоса, который в данном масштабе меньше 1 мм, возможно выполнять стрелкой с выносной полкой. Чаще всего при этом указывается и угловой, и линейный размер.
Обозначение фаски на чертеже согласно ГОСТ производится стандартным шрифтом и только на одном виде, дублирование на других проекциях не требуется. При этом с главной стороны наносятся размеры внешних фасок, а внутренние указываются только на разрезе.
Нанесение размеров
Стандартными и чаще всего используемыми являются скругления, выполненные под углом 45 градусов. Поэтому если на чертеже отсутствует точное значение, подразумевается именно этот наклон. В противном случае, когда должен быть использован другой угол, например, 30 градусов, необходимо указать подобную особенность. Сделать это можно теми же способами — с помощью выносной линии, а также применив линейные обозначения размеров.
Наличие на чертеже 2 фасок, которые расположены симметрично и на одинаковом диаметре, требует указания их величины без дополнительных пометок. Но если диаметр нанесения различен (например, объект представляет из себя конус или цилиндры разного радиуса), необходимо указать их точное количество. При этом стоит учесть, что скосы на внутренних и внешних поверхностях суммируются отдельно, даже когда их величины одинаковы. В случае, когда деталь имеет закономерно меняющийся диаметр, возможно использовать разрывы, чтобы не усложнять чертеж. Нанесение размеров фаски при этом выполняется в обычном виде, учитывается лишь волнообразная линия, которую нельзя использовать функционально, так как она определяет пропущенное расстояние.
Наиболее сложным представляется процесс расстановки величины фасок на небольшом расстоянии друг от друга, так как в этом случае чертеж может получиться слишком перегруженным.
Возможно следующее решение: одинаковые для всех параметры указываются в описании под цифровым обозначением (1, 2, 3 и т. д.), а непосредственно на чертеж переносится лишь номер ссылки в описании. В результате отпадает необходимость ставить размер в каждом отдельном случае. Однако стоит помнить, что идентичную величину, которая встречается в других местах, нужно обозначать этой же цифрой, даже если она относится к другой странице.

Во многих отраслях промышленности для обработки дерева, стали и других материалов используются машинные комплексы, в которые чертежи закладываются автоматически. В этих случаях для обеспечения безопасности и лучшего контакта с соседними узлами и деталями фаски предусматриваются заранее. В зависимости от вида производства, возможно термическое или механическое воздействие, заменить которое ручным трудом не представляется возможным. Поэтому крайне важно выполнять техническое изображение продумано, не забывая указать точные числовые обозначения фасок, а также их количество.
Снятие фаски, кромки с листа
Обработка кромки (снятие фаски) — технологическая процедура подготовки поверхности материала к сварке. От качества выполнения данной процедуры напрямую зависит долговечность и надежность свариваемой конструкции.
Фаска – это специальным образом полученная кромка на торцевой поверхности металлического листа или на стенке трубы, скошенная под определенным углом.

Фаской называется поверхность изделия, которая образована при обработке проката или трубы скосом торцевой кромки материала. Фаска необходима для подготовки кромки листов, балок и труб под сварку.

Зачем нужно выполнять снятие фаски?
- Хорошего провара и надежного соединения сварочных швов.
- Уменьшения времени выполнения сварочных работ.
- Предотвращения травматизма сотрудников об острые углы изделия.
- Упрощения предстоящего монтажа возводимой металлической конструкции.
- Того, чтобы не проводить ручную шлифовку краев кромки листа или трубы.
Если не выполнить снятие фаски, то в изделиях, толщина которых превышает 5 мм, со временем может разойтись сварочный шов и конструкция утратит прочность.
Угол снятия фаски с кромки листа или трубы выбирается исходя из конструктивных особенностей изделия или поставленной задачи по сварке. Как правило, стандартный угол фаски для металлического листового профиля составляет 45°, для труб – 37,5°.
Основные разновидности фасок
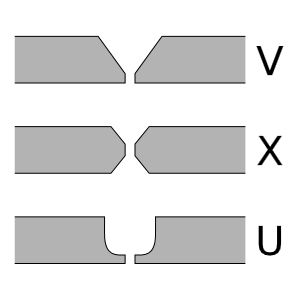
Срезать кромку можно тремя способами:
- V-образная фаска делается с одной стороны и наиболее распространена в производстве.
- X-образная фаска делается с двух сторон, и также популярна для использования в производстве.
- U-образная фаска, еще ее называют рюмочной. Такая фаска делается на специальных агрегатах для снятия фаски. Рюмочный вид помогает сделать более объемную сварочную ванну.
- Также можно встретить и другие буквенные обозначения: Y, K и J-образная фаска.

Наиболее распространенным способом снятия кромки на производстве является V-образный метод и Х-образный.
Для высокоточного сварочного шва (например, на изделиях сложной конструкции) используют фаску с криволинейной поверхностью.
U-образная фаска выполняется с помощью специальных автоматических фаскоснимателей. Данный способ создает сварочную ванну большего объема, чем другие способы.
Какие существуют способы снятия фаски
Снять фаску можно двумя способами: механическим и термическим. Механическое снятие фаски выполняется с помощью фрезерных, кромкоскалывающих и кромкострогальных станков. Для термического снятия фаски применяются газорезательные машины (стационарные или портативные), которые выполняют плазменную или газокислородную резку. Однако более предпочтительным способом является механический, так как он позволяет исключить изменения физических и химических свойств материала в результате перегрева. Как известно, в ходе термической обработки образуется так называемая зона термовлияния.
Зона термовлияния – это науглероживание кромки вследствие перегрева материала, которое ухудшает свариваемость и повышает хрупкость и ломкость кромки. Но, несмотря на эти недостатки, термический способ достаточно распространен из-за своей простоты и скорости применения, и относительно низкой стоимости оборудования.
Преимущества и недостатки термического и механического способов снятия фаски
Термический способ снятия фаски
Есть зона термовлияния, то есть участок с измененными физическими и химическими свойствами металла.
Преимущества:
Механический способ снятия фаски
Высокая трудоемкость и стоимость.
Отсутствует зона термовлияния, то есть не происходят физические и химические изменения свойств материала.

Из описанных выше способов обработки предпочтительнее механический, поскольку он позволяет сохранить металл от перегрева и от последующих за этим изменений физических и химических свойств.
Экспресс расчет
стоимости заказа
Узнайте предварительную стоимость заказа,
отправив нам необходимую информацию:
Фаска
Фа́ска — поверхность, образованная скосом торцевой кромки материала [1] [2] [3] . Используется в технологических, технических, а также в декоративных и эргономических целях.
Применения
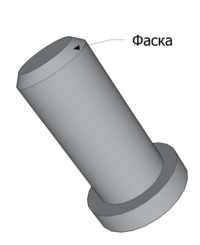
Фаски часто используются в различных конструктивных элементах для упрощения последующего монтажа и уменьшения опасности ранения острыми кромками деталей. Так, например в машиностроении, фаска крепёжного отверстия часто представляет собой коническую поверхность, срезающую кромку, образованную торцевой поверхностью и собственно цилиндрической поверхностью отверстия. Угол скоса фаски выбирается исходя из конструктивных целей, но зачастую устанавливается равным 45°. При посадке с натягом рекомендуемый угол скоса на валу и втулке равен 10°.
Фаска в сварочном деле или разделка кромок служит для создания сварочной ванны между двумя толстыми металлическими листами, таким образом позволяя обойти ограничение максимальной толщины области проварки, и сварить эти листы с образованием качественного соединения. Угол и форма поверхности фаски выбирается из ряда технологических и конструктивных параметров, зачастую применяются фаски с криволинейной поверхностью. Размер катета фаски выбирают согласно ГОСТ 10948—64 из следующего ряда чисел: 0,10; (0,12); 0,16; (0,20); 0,25; (0,30); 0,40; (0,50), 0.60; (0,80); 1,0; (1,2); 1,6; (2,0); 2,5; (3,0); 4,0; (5,0); 6,0; (8,0); 10; (12); 16; (20) и до 250 мм. Размеры без скобок являются предпочтительными.
Примечания
Wikimedia Foundation . 2010 .
Полезное
Смотреть что такое "Фаска" в других словарях:
фаска — и, ж. face f., facette f. Скошенная часть острого ребра или кромки на металлических или деревянных изделиях. БАС 1. Постепенно от только профильного изображения перешли к игрушке с различной плотностью дощечек, с отдельными срезами фасками, что… … Исторический словарь галлицизмов русского языка
фаска — грань, срез; сторона, край Словарь русских синонимов. фаска сущ., кол во синонимов: 2 • край (84) • сторона … Словарь синонимов
ФАСКА — ФАСКА, фаски, жен. (см. фас) (спец.). Отточенная сторона лезвия. Обыкновенный плотничий топор, двухсторонний, имеет две фаски (лезвие его заточено с двух сторон). Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
ФАСКА — ФАСКА, и, жен. (спец.) Отточенная сторона лезвия, скошенный край картона, стекла. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
ФАСКА — ? пск. миска, чашка. Толковый словарь Даля. В.И. Даль. 1863 1866 … Толковый словарь Даля
Фаска — скошенный под углом примерно 45° край картонной сторонки из толстого (толщиной более 2 мм) картона. Спуск Ф. применяется при выпуске изданий большого объема в улучшенном оформлении, т. к. Ф. повышает качество переплета … Издательский словарь-справочник
Фаска — – плоскость, образуемая срезом острого ребра кромки под углом 45°, реже 30° (снять фаску). Предназначается для предохранения ребра от сбивания и придания изделию более красивого вида. [Шепелев А. М. Столярные работы в сельском доме.… … Энциклопедия терминов, определений и пояснений строительных материалов
ФАСКА — скошенная часть поверхности детали у торца или в местах перехода; «снять фаску» означает сострогать угол у бруса, плиты и т. п … Большая политехническая энциклопедия
фаска — (фр. facette) скошенная часть острого ребра или кромки на металлических, деревянных, картонных и т. п. изделиях. Новый словарь иностранных слов. by EdwART, , 2009. фаска [ Словарь иностранных слов русского языка
Читайте также: