Что такое гибкость металла
Обновлено: 02.07.2024
Гибка – одна из распространённых операций деформирования металлов. В зависимости от сложности контуров гиба и толщины заготовки, её производят и в холодном, и в горячем состояниях, с применением ручного и механизированного инструмента.
Листогиб Metal Master LBM Изготавление колпака (дефлюгера)Виды гибки
Гибка определяется как процесс обработки металлов давлением, в результате которого изменяется продольная ось деформируемой заготовки. Различают следующие варианты реализации гибки:
Все эти разновидности могут выполняться следующими способами:
- Свободной гибкой, при которой центр симметрии заготовки не фиксируется, а сама гибка металла происходит путём нажима рабочего инструмента – пуансона на поверхность изгибаемой заготовки. Конфигурация деформированной заготовки зависит от формы пуансона;
- Гибка калибрующим ударом, при которой заготовка укладывается в матрицу. Конфигурация матрицы и определяет конечную форму заготовки;
- В роликовых матрицах, когда поворачивающиеся части рабочего инструмента постепенно формируют ось изогнутой заготовки.
Характерная особенность гибки – резко различное положение сетки макроструктуры в зависимости от направления гибки. Поэтому для мало- и среднепластичных металлов и сплавов направление волокон существенно важно: при совпадении такого направления с направлением перемещения оси деформируемой заготовки разрушение её в ходе штамповки маловероятно. В противном случае происходит расслаивание частиц в некоторых объёмах заготовки; в таких ситуациях гибка металла считается неисправимым браком.
Параметры гибки и их определение
Для выяснения принципиальной возможности гибки заготовки из конкретного металла или сплава требуется знать:
- Величину предельного радиуса гиба, и сравнения его с фактической толщиной деформируемой заготовки.
- Направление волокон прокатки.
- Исходное значение предела текучести металла.
- Допускаемые отклонения формы готового изделия после гибки.
Указанные исходные данные необходимы в случае гибки тонколистовых заготовок. Для гибки труб, а также некоторых видов профильного проката – круга, шестигранника, уголка и пр. – необходимо знать также допустимую относительную деформацию профиля после гибки.
Гибка металлов не относится к числу энергоёмких операций штамповки. Усилие процесса невелико, поэтому основным критерием для выбора деформирующего оборудования являются длина рабочей зоны обработки, и скорость перемещения деформирующего инструмента. Во многих случаях тонколистовая гибка заготовок возможна даже на ручных станках – профилегибах, трубогибах и т.д.
Из-за специфики деформирования металла во время его гибки процесс лучше проходит на оборудовании, которое имеет пониженное число ходов. Поэтому механическим кривошипным прессам часто предпочитают гидравлические. В частности, профилирование – разновидность полностью автоматизированного процесса неглубокой гибки.
Дефекты и трудности при гибке
Гибка малопластичных сталей (в частности, содержащих более 0,5% С) усложняется, главным образом, из-за явления пружинения – несоответствия конфигурации готовой детали требованиям чертежа. Пружинение – основная проблема при разработке технологического процесса гибки.
Суть явления состоит в упругом последействии материала после снятия рабочей нагрузки. В результате форма заготовки искажается (в некоторых случаях фактический угол пружинения может доходить до 12…15 0 , что впоследствии резко сказывается на точности сопряжения гнутой детали со смежной).
Пружинение ликвидируют или уменьшают использованием следующих технологических приёмов:
- Компенсацией угла пружинения соответствующим изменением параметров рабочей части пуансона и матрицы. Метод эффективен, если точно известна марка металла/сплава или его прочностные характеристики, в частности, предел временного сопротивления. В особо ответственных ситуациях потребуется проведение технологических проб на загиб. Если, например, угол пружинения составляет 12 0 , то рабочую кромку пуансона увеличивают на такой же угол.
- Изменением рабочего профиля матрицы, в результате чего гибка металлов по всей длине зоны деформирования должна постоянно происходить при контакте с активным рабочим инструментом. Для этого в матрице выполняют технологические поднутрения или выемки, если это возможно.
- Повышением пластичности металла, для чего его перед штамповкой подвергают отжигу. Для высокоуглеродистых сталей температуру отжига обычно устанавливают в пределах 570…600 0 С, а для низкоуглеродистых 180…200 0 С.
- Проведением гибки в горячем состоянии, когда пластические характеристики металла заведомо лучше. Правда, при этом в технологический процесс вводится дополнительная операция очистки поверхности детали, а рабочую поверхность матрицы после каждого хода пуансона необходимо очищать от частиц окалины.
Оборудование для гибки
В производственных условиях гибку ведут на так называемых листогибочных прессах серии И13. Они могут изготавливаться с механическим или гидравлическим приводом. Механические двухкривошипные прессы состоят из следующих узлов:
- Сварной двухстоечной станины;
- Электродвигателя;
- Клиноременной передачи;
- Пневмофрикционной системы управления прессом, которая включает в себя сблокированные муфту и тормоз (ввиду относительно небольшого крутящего момента муфта и тормоз часто выполняются однодисковыми);
- Промежуточного вала, на котором размещается понижающая зубчатая передача;
- Главного вала, к которому присоединяется основной исполнительный механизм кривошипно-шатунного типа (число шатунов – обычно два);
- Ползуна, к которому в нижней его части крепится активный рабочий инструмент – пуансон (их может быть несколько) и направляющая плита со втулками.
- Стола, к которому крепится неподвижная часть штампового блока с матрицами, направляющими колонками и устройствами фиксации заготовки в штампе.
- Системы смазки и блока управления листогибочным прессом.
Листогибочные прессы с гидроприводом (серия И14__) конструктивно мало отличаются от кривошипных, за исключением того, что привод ползуна осуществляется от гидростанции, а сам ползун имеет плунжерное направление. Гибочные прессы с гидроприводом могут обеспечивать изменение скорости перемещения ползуна – от увеличенной на стадии холостого хода, до сниженной в момент начала операции деформирования. Это способствует снижению брака при гибке малопластичных сталей и сплавов.
Гибка профилей

Станок профилегибочный ручной
Ввиду того, что данные профили имеют повышенное значение момента сопротивления, традиционные способы гибки тут неприемлемы. Поэтому для гибки используют преимущественно машины ротационного действия. По сравнению с листогибочным оборудованием они имеют то преимущество, что приложение усилия происходит не одновременно по всей поверхности заготовки, а последовательно. В результате усилие гибки снижается, а требуемый для выбора электродвигателя крутящий момент снижается.
Для небольших заготовок ротационные машины вообще могут иметь ручной привод. Поскольку гибка выполняется по последовательной схеме, то одновременно с деформацией может производиться и правка изделия, что способствует снятию внутренних напряжений в материале.
Правильно-гибочные машины различают по количеству рабочих валков – их может быть три или четыре. Валки могут устанавливаться по симметричной или асимметричной схеме. Регулировка параметров гибки заготовок производится соответствующим изменением положения оси приводного валка, а также изменением их диаметров и профиля рабочей части.

Валы профилегибочного станка
Несмотря на некоторые сложности автоматизации процесса валковые машины конструктивно очень просты и неэнергоёмки. Для них не требуется также изготовление специализированного инструмента — штампов.
По подобному принципу изготавливаются также и станки для гибки труб. Принципиальным отличием здесь является наличие узла оправки, которая размещается в деформируемой трубе, и препятствует искажению профиля заготовки в процессе её гибки.
Что такое жесткость и гибкость элементов
Разницу в работе гибких и жестких стержней под воздействием нагрузки люди заметили достаточно давно. Так один из мастеров восточных единоборств, гуляя по зимнему саду, сделал примерно следующий вывод: жесткая сухая ветка под тяжестью налипшего снега ломается, а гибкая ветка прогибается и, сбросив налипший снег, возвращается в прежнее положение с минимумом повреждений.
Если перевести это гибкую поэтическую аллегорию, помогавшую мастеру восточных единоборств привлекать новых учеников, на современный жесткий язык теории сопротивления материалов, то звучать это будет примерно так: если напряжения в рассматриваемом поперечном сечении жесткого элемента конструкции превышают значение нормативного сопротивления, то это приведет сначала к значительным пластическим деформациям, а затем, при увеличении напряжений, и к разрушению жесткого элемента (будет это разрушение хрупким или вязким, принципиального значения не имеет). В то же время гибкий элемент конструкции под действием такой же нагрузки, не разрушится, но потеряет устойчивость.
Конечно же мне, как и любому другому обычному человеку, гораздо ближе и понятнее определение жесткости и гибкости, данное средневековым мастером восточных единоборств. Но справедливости ради следует отметить, что этот мастер сильно перегнул палку (точнее ветку или, выражаясь языком строительной механики, стержень). Дело в том, что гибкий стержень потеряет устойчивость задолго до того, как значение нагрузки в переводе на напряжения в рассматриваемом сечении достигнет уровня нормативного сопротивления.
Чтобы было более понятно, о чем идет речь, приведу еще один пример.
Если взять достаточно ровный человеческий волос со среднестатистического человека длиной 10 см и попробовать его разорвать руками, то это будет не так уж и просто, для этого следует приложить достаточно большую физическую силу, или выражаясь по-научному, создать достаточно большие растягивающие напряжения в волосе или растягивающую силу около 5 кг (может больше, может меньше, не в этом суть).
А вот если мы попробуем поставить этот волос в вертикальное положение, например, на стол, то волос стоять не будет, а будет сгибаться под действием своего собственного веса, вряд ли превышающего несколько миллиграмм, даже если мы обеспечим ему такое закрепление на верхней опоре, при котором верх волоса не сможет смещаться в горизонтальном направлении, но сможет смещаться в вертикальном направлении.
Вот такое, условно говоря, сгибание и означает потерю устойчивости. Таким образом использовать очень гибкие стержни в качестве сжатых элементов строительных конструкций не имеет никакого смысла.
Между тем, если мы отрежем от этого же волоса кусок длиной 1 см, то этот кусок уже будет сгибаться не так сильно под действием собственного веса и будет обладать некоторой устойчивостью, а если это будет волос длиной 2-5 мм, то об него уже можно сильно уколоться, а волос при этом даже и не согнется.
Как, надеюсь, понятно из вышеприведенного примера, даже для стержня с постоянными геометрическими характеристиками поперечного сечения (радиусом инерции и моментом инерции) его устойчивость зависит от расчетной длины стержня. Другими словами один и тот же стержень может быть и гибким и жестким в зависимости от его расчетной длины.
Абсолютно жестких и абсолютно гибких стержней, пластин и объемных тел не существует, хотя подобные понятия и могут использоваться для упрощения некоторых расчетов. А для того, чтобы оценить жесткость рассматриваемого элемента используется понятие - гибкость элемента. Как правило гибкость элемента обозначается литерой λ.
Для того, чтобы определить гибкость элемента, достаточно расчетную длину элемента lo разделить на радиус инерции i поперечного сечения (при условии, что параметры поперечных сечений постоянны по всей длине элемента):
Примечание: в различных нормативных документах указанные характеристики могут иметь и другие обозначения, но принципиального значения это не имеет.
Таким образом чем меньше гибкость элемента, тем он более жесткий, соответственно чем больше гибкость элемента, тем более он гибкий. А чтобы определить, не является ли такая гибкость чрезмерной для рассматриваемого элемента конструкции, используются таблицы из соответствующих нормативных документов.
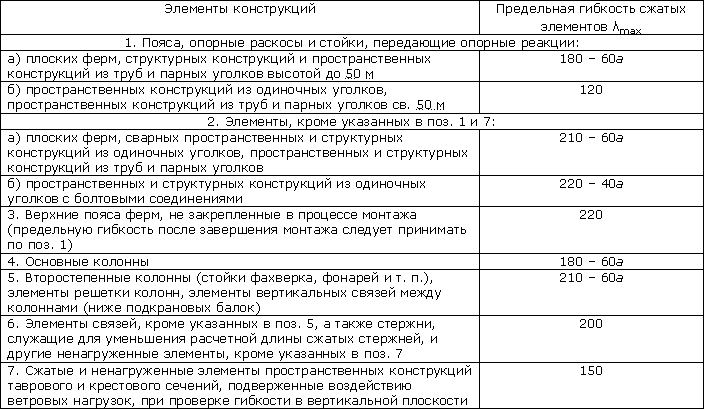
Например, при расчете сжатых элементов стальных конструкций используется такая таблица:
Таблица 19* (согласно СНиП II-23-81 (1990))
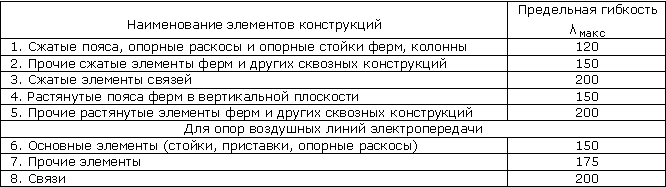
А при расчете деревянных конструкций, такая:
Таблица 251.1. Предельные значения гибкости (согласно СНиП II-25-80 (1988))
На значение гибкости влияет и модуль упругости материала. Чем меньше значение модуля упругости, тем больше может быть гибкость. В связи с этим предельно допустимые значения гибкости могут быть разные для элементов из различных материалов, что и отражено в указанных таблицах.
А еще, если приглядеться к таблице 251.1 повнимательнее, то окажется, что предельные значения гибкости устанавливаются не только для сжатых, но для растянутых элементов, для которых гибкость вроде бе не должна иметь значения как в примере с растягиваемым волосом. Впрочем, расчет растягиваемых элементов конструкций - это отдельная тема.
На этом пока все.
Доступ к полной версии этой статьи и всех остальных статей на данном сайте стоит всего 30 рублей. После успешного завершения перевода откроется страница с благодарностью, адресом электронной почты и продолжением статьи. Если вы хотите задать вопрос по расчету конструкций, пожалуйста, воспользуйтесь этим адресом. Зараннее большое спасибо.)). Если страница не открылась, то скорее всего вы осуществили перевод с другого Яндекс-кошелька, но в любом случае волноваться не надо. Главное, при оформлении перевода точно указать свой e-mail и я обязательно с вами свяжусь. К тому же вы всегда можете добавить свой комментарий. Больше подробностей в статье "Записаться на прием к доктору"
Для терминалов номер Яндекс Кошелька 410012390761783
Номер карты Ymoney 4048 4150 0452 9638 SERGEI GUTOV
Для Украины - номер гривневой карты (Приватбанк) 5168 7422 4128 9630
Примечание: Возможно ваш вопрос, особенно если он касается расчета конструкций, так и не появится в общем списке или останется без ответа, даже если вы задатите его 20 раз подряд. Почему, достаточно подробно объясняется в статье "Записаться на прием к доктору" (ссылка в шапке сайта).
Виды гибки металла
Разнообразные виды гибки металла используются в тех случаях, когда обработать или изготовить изделия при помощи обычных тисков попросту невозможно. К примеру, трубу маленького диаметра можно согнуть, но для больших такой метод не сработает. Гибка металла позволяет сделать это без деформаций и повреждений материала, при этом с сохранением требуемого радиуса кривизны.
Существует ручная и автоматизированная гибка металла . Однако есть и иные виды, выбор которых определяется не только типом металлической заготовки, но и техзаданием. У каждого типа свои нюансы и особенности, которые стоит знать перед выбором и началом работы.
Суть любого вида гибки металла

В процессе гибки на листовой металл воздействуют определенным образом, придавая ему нужную форму в соответствии с чертежами. Эта слесарная операция не требует дополнительной сварки или других способов соединения деталей, изменяющих структуру металла и уменьшающих его прочностные характеристики и срок службы. Во время гибки наружные слои металла растягиваются, а внутренние – сжимаются.
Суть этого способа обработки материала заключается в изгибании листа на заранее определенный угол. Заготовка в процессе деформируется, при этом на степень деформации влияет толщина металла, угол изгиба, хрупкость материала и скорость изгибания.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Для операции гибки используют специальное оборудование, с помощью которого производится необходимая обработка заготовки, при этом готовое изделие не имеет дефектов. Неправильная гибка приводит к образованию множества микротрещин, ослаблению материала в зоне гиба, и, как следствие, к вероятности разлома детали в этом месте.
Рекомендуем статьи по металлообработке
Существуют различные виды гибки металла в зависимости от толщины обрабатываемых металлических листов. Необходимо, чтобы напряжение изгиба было выше предела упругости. Для того, чтобы готовая деталь после снятия нагрузки, испытываемой в процессе гибки, сохраняла заданную форму, деформация должна быть пластической.
К достоинствам разных видов гибки металла в слесарном деле относятся:
- высокая производительность;
- автоматизация слесарной операции;
- бесшовное готовое изделие;
- устойчивость детали к коррозии;
- прочность полученных деталей.
Если в процессе обработки используют сварку, то со временем в свариваемой области возникает коррозия, которую невозможно полностью предотвратить даже при помощи специальных защитных покрытий. При гибке металлическая конструкция остается цельной, что защищает ее от коррозионных проявлений.
Не все заготовки могут обрабатываться посредством использования разных видов гибки металла в тисках и на другом оборудовании. Предварительному выяснению подлежат следующие моменты:
- величина максимального радиуса гиба, его сравнение с фактической толщиной обрабатываемой детали;
- направление волокон прокатки;
- начальное значение предела текучести металла;
- возможные отклонения формы готовой детали после обработки.
Эти данные необходимо учитывать при работе с тонколистовыми заготовками. При обработке труб и отдельных видов профильного металлопроката (круга, шестигранника, уголка и т. п.) учету подлежит также допустимая относительная деформация заготовки после гибки.
Основные способы и виды гибки металлов

Выделяют два вида гибки металлов в зависимости от ориентирования заготовки:
- Продольная, при которой металл только изгибают.
- Поперечная (например, отгибают борта, перегибают, высаживают заготовки и т. д.), при которой металл также осаживают и вытягивают.
Для продольной гибки используются соответствующие станки, на которых работают с холодными металлами. Поперечная гибка возможна:
- в случаях небольшого радиуса искривления, если холодная обработка приведет к возникновению чрезмерных напряжений;
- при работе с толстыми металлическими заготовками.
Нагревание заготовок большой площади повышает вероятность появления кривизны по сферической и винтовой поверхностям. При работе с холодными деталями она не образуется благодаря тому, что металл пружинит, препятствуя появлению кривизны.
Для поперечной гибки металл всегда нагревают. Кромки прямых листов (заготовки судовых корпусов) изгибаются в холодном состоянии без осаживания на специальных станках или прессах.
Если необходима обработка кромок и образование отверстий, заготовка изгибается в горячем виде, т. к. при нагревании меняется расстояние между отверстиями, а кромки в процессе вытягивания или осаживания теряют правильные очертания.
При использовании такого вида гибки металла, как холодная, в первую очередь обрабатывают кромки, далее проделывают отверстия, после этого сгибают.
В зависимости от того, каким будет контур готового изделия, выделяют несколько видов гибки листового металла:
- одноугловую или V -образную;
- дуговую или U-образную;
- многоугловую;
- криволинейную;
- позволяющую получать изделия типа труб.
Перечисленные виды обработки выполняются путем:
- Свободной гибки, которая не требует фиксации центра симметрии детали. В процессе обработки рабочий инструмент – пуансон – воздействует на заготовку, итоговая форма которой зависит от конфигурации пуансона.
- Гибки калибрующим ударом, в процессе которой деталь располагают в матрице, определяющей конечную форму изделия.
В роликовых матрицах ось заготовки формируется в процессе поворота подвижной части рабочего инструмента.
Гибка обладает характерной особенностью – сетка макроструктуры различается и зависит от направления изгиба. При работе с мало- и среднепластичными металлами и сплавами направление волокон имеет существенное значение. При его совпадении с направлением перемещения оси заготовки вероятность разрушения в процессе обработки минимальна. Иначе существует риск расслаивания частиц в определенных объемах детали, что считается неисправимым дефектом.
Виды гибки металлов также выделяют в зависимости от исходной заготовки:

Гибочные операции выполняются не только в отношении листовых металлов. Изготовление различных металлоконструкций может потребовать использования гнутых труб или профиля.
Радиусная обработка листового металла требует выбора правильного линейного размера заготовки. Существенное значение для проектировщика имеют размеры детали, так как длина обрабатываемой заготовки должна несколько превышать длину готового изделия. Такое требование обусловлено спецификой гибочной операции. В процессе изменения положения частей металлического листа относительно друг друга происходит сжимание внутренних слоев металла и вытягивание наружных. Следовательно, перед радиусной гибкой требуется тщательный просчет геометрических параметров обрабатываемой детали.
Чтобы рассчитать радиус изгиба, подойдут данные специальных таблиц, размещаемые в различных инженерных справочниках.

Изгибание труб производится согласно требованиям технической документации. Различают следующие виды гибки металлов:
Гнутые трубы используют при изготовлении ограждений и перил в жилых домах, помещениях производственного или бытового назначения.
В большинстве случаев трубы зашивают по радиусу, формируя частичный или полный изгиб конструкции, не зависящий от формы и размера сечения. В процессе обработки полого профиля заготовка подвергается воздействию нескольких сил, одна из них действует на поверхность внутренней стенки, вторая – на внешнюю сторону детали.
В процессе изгибания труб есть вероятность деформирования заготовки при взаимодействии сил, действующих на внешнюю и внутреннюю поверхности. Это может стать причиной потери соосности. Если пренебречь рядом технологических требований, существует риск разрыва трубы. Неравномерный изгиб может привести к появлению складок в области сгиба. Это обусловлено воздействием тангенциальных сил, появляющихся при деформации трубы.
Чтобы снизить вероятность возникновения подобных дефектов, в определенных случаях используют разные виды гибки металлов: холодную и горячую. К первой технологии прибегают при работе с трубами небольшого диаметра. Однако при этом важно выяснить минимально допустимый радиус гиба, проходящий по осевой линии.
Следует отметить, что локальный нагрев места изгиба способен создать более комфортные условия для обработки заготовки. Нагретый металл обладает большей пластичностью, которой достаточно для того, чтобы выполнить необходимую деформацию. Такой вид обработки, как горячая гибка, используется при работе с трубами большого диаметра.
- Гибка профильного металлопроката.

Из-за более высокого значения момента сопротивления профильный металлопрокат невозможно изгибать при помощи традиционных видов гибки. В связи с этим обработка выполняется при помощи оборудования ротационного действия. Преимущество таких станков по сравнению с теми, что используются для работы с листовыми материалами, заключается в не одновременном, а последовательном приложении усилия к поверхности обрабатываемого профиля. Это приводит к снижению гибочного усилия, а также к сокращению крутящего момента электродвигателя.
Если предполагается работа с заготовками небольшого размера, достаточно использовать оборудование с ручным приводом. Поскольку в процессе обработки используется последовательная схема, то одновременно выполняется не только деформация, но и правка заготовки, благодаря чему в металле снимаются внутренние напряжения.
Существует несколько видов правильно-гибочных станков в зависимости от числа рабочих валков, которых может быть три или четыре. Валки могут располагаться симметрично или асимметрично. Параметры изгиба деталей регулируются путем соответствующего изменения положения оси приводного валка, а также диаметра и профиля рабочей части.
Хотя автоматизация процесса гибки при помощи валковых машин несколько сложна, конструктивно оборудование простое и неэнергоемкое. Кроме того, работа с такими станками не требует использования дополнительных инструментов – штампов.
Подобный принцип применяется также при изготовлении станков для гибки труб. Разница заключается в оправке, размещаемой внутри обрабатываемой трубы и препятствующей дополнительной деформации профиля заготовки при гибке.
Области применения различных видов гибки металлов

Разные виды гибки металла применяют на небольших предприятиях, а также в быту, когда требуется изготовление профилей разных размеров, сборных перегородок, корпусных изделий, уголков, швеллеров, откосов, водосточных желобов, металлических каркасов, подвесных строительных систем и др.
Гибка труб также выполняется как в промышленных масштабах, так и в быту. В ряде случаев конфигурация их соединений бывает сложной. Чтобы уменьшить количество используемых элементов и резьбовых соединений, трубам придается определенная форма, для чего их изгибают под нужным углом. Таким образом получают канализационные, водопроводные и газовые трубы нужной конфигурации с минимальными расходами, при этом внутри сетей обеспечивается минимальное сопротивление.
Станки для разных видов гибки листового металла используются для работы со сталями, медью, алюминием, а также заготовками, имеющими цинковое или лакокрасочное покрытие. Благодаря мобильности оборудования многие виды работ можно выполнять непосредственно на объектах, что позволяет экономить время и средства, необходимые для транспортировки готовых деталей.
С помощью современных видов гибки металлов можно работать с нестандартными по форме заготовками. Наибольшего внимания требуют:
- тонкие листы и ленты (из-за высокой вероятности повреждения заготовки при неправильном расчете нагрузки);
- толстые и прочные заготовки (при неправильном расчете существует вероятность одностороннего разрыва металла);
- детали, имеющие разную толщину или показатели прочности на месте изгиба (гибка при в этом производится в несколько этапов).
Особый подход требуется также при обработке профиля, уголков и других аналогичных заготовок.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Пластичность металлов

Пластичность металлов проявляется под воздействием высокой температуры. При этом материал деформируется или растягивается под воздействием силы, но не разрушается. Это свойство активно применяется при изготовлении разнообразных деталей.
Высокая пластичность металла характеризуется постепенным разрушением с предварительным образованием изгиба, при низкой – материал ломается внезапно. О том, какими показателями пластичности обладают разные металлы и как это свойство используется в промышленности, расскажем далее.
Что такое пластичность металлов
Рассмотрим для начала определение пластичности металлов. Пластичностью называют способность металлов меняться под воздействием внешних факторов с сохранением изменений после окончания этого влияния. Специалисты называют это свойство обратной упругостью металлов. Высокая пластичность позволяет легко обрабатывать материалы (штамповать, ковать и пр.).
Существует прямая зависимость пластичности от температуры, до которой нагревают материал. Пластичность металлов увеличивается при нагревании, а при уменьшении температуры мягкость снижается. Если вы имеете дело с металлами, показывающими высокую пластичность в условиях комнатной температуры, то существует возможность их разрушения в случае охлаждения ниже нуля градусов по Цельсию.
Для большинства металлов характерна пластичность. У одних она высокая – это так называемые пластичные материалы, а у других низкая – это хрупкие. При этом последние не показывают какой-либо деформации при разрушении или перед ним. Хрупким может быть, например, стекло – один из самых часто встречающихся материалов. Или чугун (особенно белый) – это уже металл, причем широкого использования.
При необходимости обработки (изменении формы) пластичность металла будет очень важным свойством. Как на практике можно использовать пластичность металлов? Кузова автомобилей, например, изготавливают из материалов с достаточной пластичностью для того, чтобы была возможность придать им необходимую форму.
Характеристика пластичности металлов прочно связана с соотношением направления, куда была приложена сила, и направления, в котором происходила прокатка материала. Катаные металлы имеют свойство направленности из-за удлинения структурных кристаллов/зерен вдоль прокатки. Соответственно, пластичность будет выше в том же направлении. Это характерно и для листовой стали.

В поперечном же направлении прочность материала снижается, иногда до 30 %. Пластичность в том же направлении может упасть на 50 %. А по толщине материала эти свойства падают еще больше. Некоторые виды стали показывают очень низкую пластичность в поперечном направлении. Итак, мы имеем три направления. Им присваиваются следующие обозначения. Продольное (направление прокатки) обозначается X, поперечное – Y, по толщине – Z.
При проведении аттестации сварщиков, к примеру, при проверке навыка загиба листа стали, частенько можно увидеть излом основного металла. Он возникает из-за того, что ось шва идет параллельно с направлением прокатки металла. Несмотря на хорошие характеристики материала в направлении X, возникновение нагрузки в направлении Y или Z способно разрушить металл.
Проверка пластичности происходит с помощью теста на растяжение. Его производят в тот момент, когда испытывают металл на предел его прочности. Выражается данное свойство, как относительные удлинение и сужение сечения материала.
Существует несколько факторов, влияющих на пластичность металлов. Подробнее остановимся на каждом из них.
Зависимость пластичности металлов от химического состава
Высокую пластичность металлов обеспечивает их чистота. Мягкость чистых металлов выше, чем у сплавов. Примером может служить медь, у которой это свойство выше, чем у бронзы (сплав с оловом). Пластичность больше выражена у сплавов, которые создают твердые растворы, нежели у тех, что образуют смеси (механические) и химические соединения. Чем больше разница в пределах текучести и прочности, тем более прочными являются металлы.

Пластичность металлов обусловлена в том числе компонентами сплавов:
- Высокое содержание углерода приводит к уменьшению пластичности. Если в материале более полутора процентов углерода, то сталь плохо поддается ковке.
- Пластичность стали падает с появлением в ее составе кремния. Именно поэтому холодная штамповка и глубокая вытяжка используются для обработки малоуглеродистой стали с небольшим количеством кремния. Это такие марки, как 08кп или 10кп.
- Благодаря ванадию и никелю пластичность легированной стали повышается, а из-за присутствия вольфрама, хрома падает.
- Хрупкой сталь делает соединение серы и железа, в результате которого появляется сульфид железа в виде эвтектики. Он размещается на границах зерен и плавится в процессе нагрева до +1 000 С, разрушая связи зерен. Данный процесс получил название красноломкости.
- Для нейтрализации негативного воздействия серы используется марганец, который создает тугоплавкое соединение.
- Фосфор двояко воздействует на сталь. С одной стороны в металле возрастают пределы текучести/прочности, с другой – появляется хладноломкость из-за снижения пластичности/вязкости металла при низкой температуре.
Крупнозернистая структура литого металла создает более низкую пластичность, а в деформированном мелкозернистом она выше. Пластичность падает из-за присутствия в материале макро- и микротрещин, пор, пузырьков.
Влияние температуры на пластичность металлов
Пластичность металлов во многом зависит от температуры. Но не все так однозначно. Высокие значения повышают пластичность мало- и среднеуглеродистой стали. А, например, высокоуглеродистые более пластичны при низких значениях. При этом для шарикоподшипниковых температура вообще не влияет на пластичность.

Существуют также сплавы, у которых пластичность повышается в определенных температурных интервалах. От +800–1 000 °С для технического железа – это температура понижения пластичности металла. А при достижении градуса плавления металла происходит увеличение хрупкости, поскольку возрастает вероятность пережога/перегрева.
У углеродистой стали существует зона синеломкости. Это температура от +100 °С до +300 °С, когда прочность материала увеличивается, а пластичность падает. Объясняется это тем, что малые части карбидов выпадают по направлению плоскости скольжения во время деформации металла. Также уменьшение пластичности происходит при фазовых превращениях.
Влияние скорости деформации на пластичность металлов
Скорость деформации представляет собой изменение ее степени за определенный промежуток времени. При возрастании скорости происходит падение пластичности. Это особенно заметно в случае с высоколегированной сталью, сплавами меди и магния.
Объясняется это наличием двух разнонаправленных процессов при работе с нагретым материалом. С одной стороны, при деформации происходит его упрочение. С другой – ослабление прочности из-за рекристаллизации. Если мы имеем высокие скорости деформации, то упрочнение происходит быстрее, чем разупрочнение.
Но при еще большей скорости деформации (например, штамповке взрывом), пластичность снова начинает расти. Происходит это по причине увеличения температуры вследствие выработки теплоты при деформации. Она не может столь быстро рассеяться и приводит к возрастанию пластичности.
Как напряженное состояние влияет на пластичность металлов
Напряженное состояние определяется схемой расположения главных напряжений, которые действуют в малых объемах деформируемого металла.

Главными напряжениями считаются нормальные, которые действуют на трех площадках, перпендикулярных друг другу, где напряжения по касательной взаимно уничтожаются (0). Существует 9 таких схем. Две из них линейные, три – плоские, четыре – объемные. Обработка давлением приводит к появлению двух объемных схем:
- Трехосное сжатие – когда напряжения распространяются по трем осям. Присутствует при таких видах обработки металла, как прокатка, свободная ковка, прессовка, объемное штампование.
- Напряженное состояние – когда две оси имеют напряжение сжатия, а одна – растяжения. Появляется при листовой штамповке (не всегда), а также при волочении.
Пластичность металла хорошо видна на схемах главных напряжений. Повышение роли напряжения сжатия приводит к увеличению пластичности в ходе обработки материала. Следовательно, пластичность при волочении ниже, чем при прессовании. Сжимая инструментом заготовку с боков при обработке давлением, можно увеличить напряжение сжатия металла.
В элементарно малом объеме деформация определяется схемой главных ее частей. Основными считаются те, что происходят по трем перпендикулярным осям, где касательное напряжение равно нулю. В ходе обработки давлением появляются три схемы главных деформаций:
- По двум осям происходят главные деформации сжатия, а по одной идет тот же процесс растяжения. Схема хорошо заметна при волочении, прессовании.
- По одной оси идет главная деформация сжатия, по двум видны процессы растяжения. Так происходит при прокатке (в калибрах, узкой полосы…), объемной штамповке или ковке.
- Первая ось – это главная деформация сжатия, вторая – главная деформация растяжения, на третьей ничего не происходит. Схема работает при штамповке листов, прокатке широких полос.
Информацию о зернах и волокнах металла, а также характере их формирования можно определить из схемы главных деформаций. При обработке давлением свойства материала (физические, механические), а также текстуру определяет максимальная главная деформация.
Примеры металлов, обладающих высокой пластичностью
Пластичность металлов объясняется в том числе чистотой металлов, но не только. Самыми высокими показателями обладают платина (серебряного цвета), золото (желтого) и медь (розово-оранжевого). Чуть более низкую пластичность имеют:
- сталь – зависит от различных добавок и углеродистого состава;
- латунь и прочие сплавы;
- свинец – достаточно высокая пластичность проявляется в диапазонах температуры.

Пластичность металла можно определить, только применяя ранее приобретенные знания или проводя эксперименты. Она зависит от того, каким образом различные добавки работают с металлическим стеклом, а также от степени чистоты металла.
Рекомендуем статьи
Важную роль играют и иные переменные. Например, количество электронов, а также молекулярных орбиталей, которые принимают участие в связях материала. Кроме того, расположение кристалла, размер зерен.
Не существует стандартных правил. Для каждого металла нужно найти связи между различными переменными (электронными, микроскопическими), проанализировать их, используя многомерный анализ. Все это приводит к тому, что даже похожие по свойствам и характеристикам материалы могут не быть одинаково пластичными.
Читайте также: