Что такое короткая дуга в сварке металла
Обновлено: 18.04.2024
Рассказываю, что такое длина сварочной дуги и самые главные проблемы «новичков»: понятие длины сварочной дуги, ее возникновения, температуры и воздействия на шовную поверхность + рекомендации по решению самых главных проблем «новичков» в отношении сварки плавящимся электродом + 5 советов в отношении контроля электрической дуги.

С первого взгляда сварочный процесс кажется занятием простым, но, если человек хочет освоить по-настоящему качественную сварку, нужно куда глубже изучить вопрос.
В сегодняшней статье я расскажу, что такое длина сварочной дуги и освещу самые главные проблемы «новичков», занимающихся различными технологиями ручной сварки на дому и производстве.
Общая информация по сварочной дуге
С научной точки зрения, сварочная дуга характеризуется 2 свойствами – выделение огромного количества теплоты и мощное лучеиспускание. Первое я отношу к положительной стороне, а второе, — к отрицательной.
В качестве проводников электрического разряда обычно используются материалы с электромагнитными свойствами. На собственном опыте убедился, что лучше всего себя проявляют графитные стрежни круглого сечения, которые в научной литературе иногда именуют дуговыми фонарями.
1) Возникновение, температура и воздействие
Дабы понимать, как осуществляется процесс сварки, всегда советую изучать теоретическую базу физических явлений. При образовании вольтовой дуги во всей красе проявляет себя закон Джоуля.
Алгоритм возникновения электрической дуги:
- .
- Выделение громадного количеств тепла в месте стыка.
- Концы проводников раскаляются.
- Разъединение электродов.
- Выделение катодом электронов.
- Электроны пронизывают поток воздуха между электродами, производя расщепление молекул на «+» и «-».
- Возникновение электрической дуги.
- Стабилизационный процесс за счет роста числа заряженных частиц.
- Образование с варочной ванны.
Как показывает практика, наибольшее распространение для возникновения разрядов приобрели металлические стержни с покрытием и непосредственно деталь , которую сварщик планирует обрабатывать.
Важно: напряжение дуги между металлическими электродами от 17 до 23 В, а если речь об угольных, среднее значение напряжения варьируется уже с 40 до 60 В.
Тестируя профитность угольных и металлических электродов, легко заметить, что электрическое сопротивление во втором случае значительно ниже, нежели при использовании угольных материалов. Данное явление обуславливается наличием металлических паров.

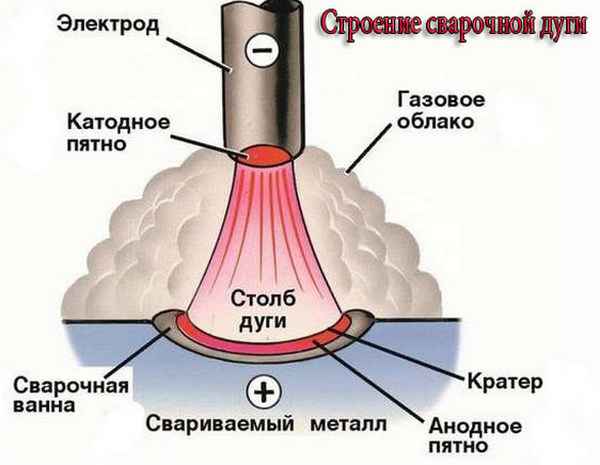
Для лучшего понимания принципов выделения теплоты, я решил добавить небольшую схему из справочной литературы выше. По рисунку заметно, что температурный режим на различных областях электродов отличается друг от друга. Здесь прослеживается зависимость между количеством выделяемого тепла и уровня нагрева. Так на «+» выдается 40%, на «-» 35%, а остальные 25% тепла приходится на непосредственно саму дугу. Чтобы компенсировать температурную разницу, приходится брать угольные проводники разной толщины. На положительной стороне – больше диаметр, а на отрицательной – меньше.
2) Рассказываю, что такое длина сварочной дуги
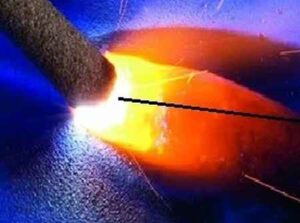
После касания электродом изделия и возникновения электрической дуги, она тотчас отводится на определенное расстояние от детали, тем самым образуя параметр длины. Конец прутка начинает плавиться, передавая капли жидкого металла на свариваемый шов. Среднее число капель за секунду времени колеблется от 15 до 35 штук, что для глаза данный процесс делает похожим на лазерное излучение.

Длиной дуги называется фактическое расстояния от торцовой части электрода до основы кратера сварного шва. Между диаметром прутка и длиной электрической дуги имеется прямая зависимость.
Выразить ее можно через формулу:
L (дуги) = 1/2*d — 1.2*d, где
d – значение диаметра электродного прутка.
Чтобы легче было освоить просчет потенциальной дуги на различных электродах, я приведу небольшой пример.
Пример подсчёта: пусть у нас имеется на руках пруток с диаметром в 5 мм. Для расчета минимума и максимума электрической дуги значение подставим в формулу выше – 0.5*5=2.5 мм и 1.2*0.5=6 мм. Таким образом получим значения от 2.5 мм до 6 мм по возможной длине сварочной дуги.
Выделяют 3 типа сварочной дуги по толщине, но скажу честно, что в 95% случаев сварщики пользуются исключительно короткой. Средняя и длинная применяется в исключительных ситуациях. Детальнее о каждом типе я рассказал в таблице ниже.
| Тип | Вид | Описание |
|---|---|---|
| Короткая |  | Оптимальный вариант, за счет которого сварщик может достигнуть эталонного по качеству сварного шва. Короткую дугу отличают не только по виду, но и на слух – будет слышно сухое потрескивание, схожее с разогревом масла на сковороде. |
| Средняя |  | Усреднённое значение проще всего поддерживать новичкам сварки. Результатом станет шов среднего качества. Если человек только начал пользоваться сварочным аппаратом, начинать практику стоит именно со средней длины электрической дуги. |
| Длинная |  | В результате работы на большом расстоянии от поверхности шва, его качество будет ниже среднего. Негативные проявления – окисление металла и формирование неровной поверхности накапливаемого металла с электрода. Горит неустойчиво с характерным шипением. |
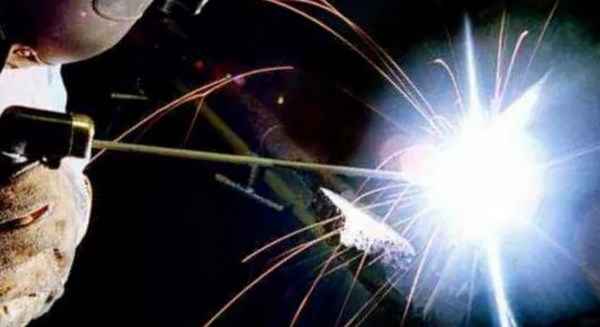
Ключевой недостаток длинной дуги – разбрызгивание капель электрода по области шва из-за недостаточного прогрева области. По внешним проявлениям даже малоопытный сварщик сможет сказать, где использовалась короткая, а где длинная электрическая дуга.

Сделанная мной фотография выше четко дает понять, где какой тип дуги применялся. Как говориться, качество на лицо. Даже при хорошем умении наложения, разница между верхними и нижними швами кардинальная, и заметна даже невооруженным глазом.
Самые главные проблемы новичков в сварочных процессах
Моментов, которые могут вызвать у новичка ступор, очень много, но я не буду сильно распыляться и остановлюсь только на базовых – наклон электрода, зажигание дуги, окончание шва, длина дуги и движение электрода при сварке.
1) Как правильно разжигать дугу?

Сварочные работы начинаются с розжига электрической дуги. Сделать это сможет каждый за пару попыток, потому много трепаться по данному вопросу незачем. Действие производится в 2 этапа – замыкание конца электрода на детали и отрыв прутка на расстояние в его диаметр. Первая часть нужна для набора нужной температуры на катодном пятне, а вторая обеспечивает выход первичных электронов.
Есть два способа зажигания:
- скольжение. Нагрев происходит в точке замыкания;
- чирканье. Нагрев в нескольких точка.
Какой лучше? Тут дело ситуации. К примеру, в узких местах мне легче разжигать дугу скольжением, а при свободном пространстве заходит и чирканье. Тут уж выбирайте на собственное усмотрение.
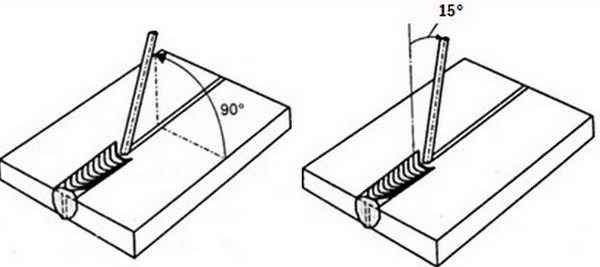
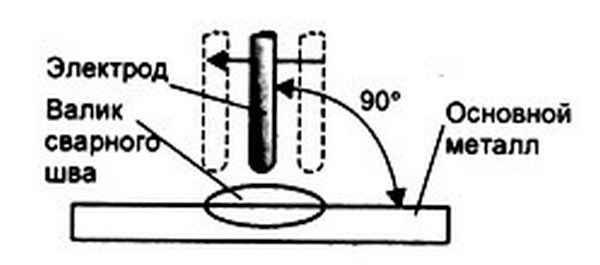
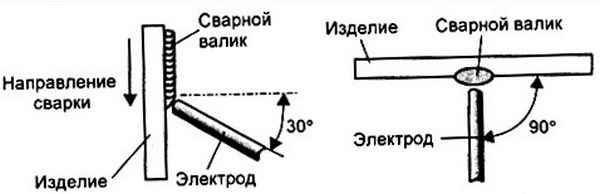
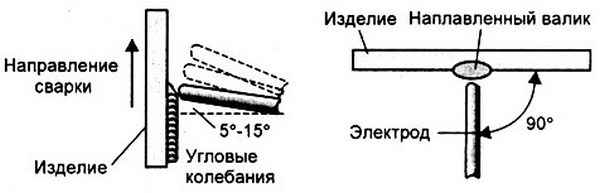
2) Какой нужен наклон электрода?

Данный вопрос решается через комбинирование 2 процессов – изучение технической литературы и практическая наработка. Опытный сварщик обычно в режиме реального времени варьирует угол наклона и направление движения электрода.
Что влияет на положение электрода по отношению ко шву:
- пространственное положение;
- толщина металла;
- диаметр прутка;
- вид покрытия;
- толщина покрытия электрода.
На рисунке выше можно отметить для себя возможные комбинации направления и угла наклона. В практическом аспекте, электрод обычно клонят к оси шва таким образом, чтобы металлическая поверхность изделия могла проплавиться на максимальную глубину. Благодаря сохранению оси дуги электрода, сварщик может добиться максимальной проплавки + снизить скорость остывания металла в сварочной ванне. Подобный ход снизит на 70%-90% риск возникновения в шве горячих трещин.
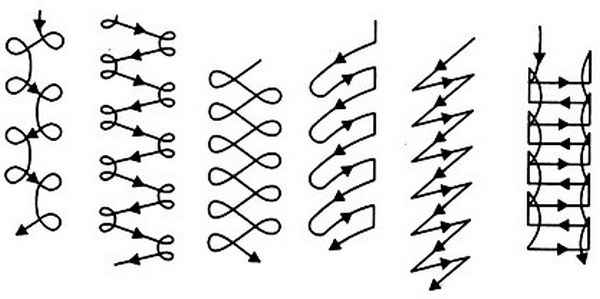
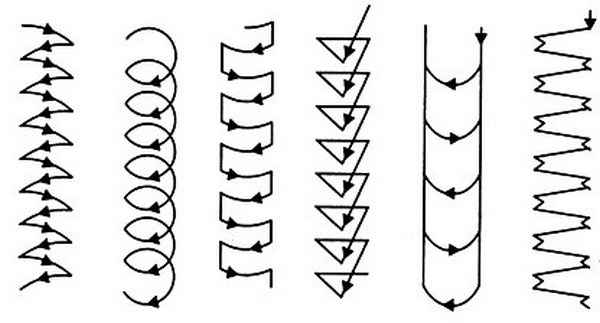
3) Как двигать электрод при сварке?

Помимо правильного положения самого электрода, сварщик также обязан следить и за его поступательным движением, точнее за его геометрией. Скачу честно, что в данном плане я особо не запариваюсь, и работаю по 1-2 схемам, которым меня обучили аксакалы сварки, но если придираться к технологии, то здесь вариативность по выбору куда выше.
| Тип поперечного движения | Применение |
|---|---|
| Ломаная | Используется для получения наплавных валиков, а также в процессе сваривания металлических листов стык в стык без использования скоса кромки. |
| Полумесяц | Используется при работе со стыковыми швами, имеющими скос по кромке, а также для швов углового типа с катетом не более 0.5 см. Положение электрода разницы не имеет, а допустимый диаметр до 0.4 см. |
| Треугольник | Применяется на угловых швах с катетом от 0.6 см + на стыковых со скосами кромки. Пространственное положение не имеет значения. |
| Петля | Методика используется в случаях, когда вдоль кромки нужен значительный прогрев шва. Чаще всего используется на легированных типах стали. |
Если обобщить все возможные движения, то можно выделить 2 категории – швы, требующие прогрева кромки и классические без предварительного нагрева. Если хотите быть специалистом в сварке, рекомендую изучить хотя бы 6 базовых типов движений. Профи с 20+ годами стажа могут похвастаться даже собственными методиками нанесения шва, а потому, вам есть куда стремиться.
4) Как правильно заканчивать шов?

Кратер при обрыве дуги – типичная ошибка новичка. Из-за фосфора и серы кратер может дать ход трещинам, что сильно скажется на итоговом результате проделанной работы. Сваривая металлы с низким содержанием углерода, я обычно кратер заполняю электродом или вывожу в сторону.
Важно: при работе со сталью, которая имеет склонность к образованию микроструктур, метод вывода кратера за шов не подойдёт, ибо есть шанс вызвать трещины вдоль цельного листа материала.
Заваривать кратер в несколько присестов с поджогом дуги также не рекомендую – оксидные загрязнения испортят вид шва. Оптимальный вариант – заполнение кратера и медленное удлинение дуги до ее обрыва.
Зависимость между длиной дуги и формированием сварочного шва:
5) Как контролировать длину дуги?

Я уже оговаривал выше момент, что лучше всего придерживаться короткой длины дуги, но сделать этого без наработки опыта практически нереально. Из-за постоянного сокращения длины электрода в процессе плавки (если речь о плавящихся прутках), человеку приходится постоянно корректировать расстояние между крайними точками сварки, а это на глаз сделать крайне сложно.
Советы по работе со сварочной дугой:
- опирайтесь не только на зрение, но и слух. Короткая дуга выдает характерное потрескивание;
- при использовании электродов с тонким покрытием, можно наткнутся на прилипание прутка ко шву из-за несоблюдения дистанции. Советую новичкам работать с такими прутками на средней дистанции;
- длинная дуга при вертикальной сварке может быть не опасна для здоровья сварщика, из-за сильного разбрызгивания металла. Не забывайте о спецодежде;
- важно прослеживать ширину валика, ибо данное значение напрямую зависит от длины электрической дуги;
- в горизонтальных положениях приемлемо использовать дугу средней длины.
Первый полгода у меня с трудом получалось поддерживать дугу одной длины, из-за чего швы получались весьма посредственные. Стабильные результаты начали проявляться только спустя 8 месяцев практики, потому если у вас с первой попытки что-то не получится – не переживайте.
Ну что же. Думаю, представленной выше информации на сегодня достаточно. Сегодня вы узнали не только что такое длина сварочной дуги, но и получили ответы на самые главные проблемы «новичков». При наличии вопросов, задавайте их в комментариях. Буду рад помочь. Удачи и не болеть!
Длина сварочной дуги – какой она должна быть?

Длина сварочной дуги – какой она должна быть?
Длина сварочной дуги при осуществлении ручной дуговой сварки играет ключевую роль в формировании сварочного шва. Меняя длину дуги можно изменять ширину и форму сварного шва, менять его «чешуйчатость». Кроме всего этого, от длины сварочной дуги зависит и глубина проплавления металла.
Если сварщик умеет «играть» дугой, то это говорит, в первую очередь о его высоком профессионализме. Сварочная дуга — это расстояние от конца электрода до поверхности металла. Дуга может быть короткой, средней, длинной, а также очень длинной.
Всем кто учится варить, важно знать, какую сварочную дугу выдерживать в тех или иных случаях, чтобы добиться красивого и прочного соединения.
Длина сварочной дуги — что нужно знать?
Самое простое, на что нужно обратить внимание начинающим сварщикам, так это на длину сварочной дуги. При умении вовремя менять длину дуги, получится хорошо проваривать металл или наоборот, не прожигать его. Используя короткую дугу и не поднимая слишком высоко электрод, тонкий металл не будет прожигаться.

Короткая сварочная дуга — это расстояние от кончика электрода до поверхности металла, равное примерному значению в 50% от диаметра используемого электрода. Короткой дугой считается расстояние от электрода до металла, которое не превышает 3 мм. Использовать короткую дугу рекомендуется при сварке тонких металлов, чтобы не прожигать в них дыры.
При этом нужно умело использовать сварочную дугу, ведь при небольшой длине дуги возрастает глубина проплавления металла и увеличивается сварочный ток. Однако прожога при этом тонкого металла удаётся избежать путем того, что существенно сокращается ширина сварного соединения.

Чаще всего короткую дугу выдерживают, когда нужно варить потолочные и вертикальные швы. Также короткая дуга применяется при сваривании корневых швов в нижнем положении, при сварке стыковых и угловых соединений.
Почему длинная сварочная дуга — это плохо?
Применение длинной сварочной дуги при сварке электродами крайне нежелательно. Поэтому длинная дуга практически не применяется сварщиками, а её появление может говорить о неумелом обращении со сваркой. При появлении длинной сварочной дуги происходит расширение сварочного шва и уменьшение глубины проплавления металла.

При чрезмерной длине дуги, когда расстояние между электродом и металлом превышает 4 мм, никогда не удастся добиться красивого и прочного сварочного шва. При слишком длинной дуге, шов будет иметь множество неровностей, вследствие сильного окисления металла и из-за нестабильности самой дуги. Провар получается плохим, а расплавленный металл все время разбрызгивается в стороны.

Поэтому начинающим сварщикам рекомендуется придерживаться только короткой сварочной дуги, длина которой составляет не более 3 мм. Только в таком случае получится добиться стабильного сгорания электрода, хорошего провара металла, а также, красивого сварного соединения.
Техника выполнения сварных швов

Техника выполнения сварных швов для начинающих
Под техникой выполнения сварных швов подразумевается ряд важных процессов, начиная с инициализации сварочной дуги и заканчивая её разрывом. Зажигание и удержание дуги — это один самых сложных моментов для начинающих сварщиков.
Зажигание и повторное возбуждение сварочной дуги осуществляется каждый раз при обрыве. Порой новичку сложно удержать правильную длину дуги и повторно поджечь электрод из-за того, что он так и норовит прилипнуть к металлу.
Возбуждение сварочной дуги может происходить двумя способами: чирканьем и постукиванием конца электрода о металл. При этом движения электродом должны быть легкими с его моментальным отводом вверх на расстояние в 2-4 мм.
Какую длину сварочной дуги удерживать
Особое внимание при сварке необходимо уделять правильной длине дуги. Именно длина дуги формирует характеристики будущего шва, влияет на его свойства и внешний вид. Можно смело сказать о том, что именно от длины сварочной дуги во многом и зависит качество сварки.
Короткая дуга позволяет получить высококачественное сварное соединение. Достигается это благодаря тому, что при короткой дуге металл проходит минимально возможный отрезок времени, попадая максимально быстро в сварочную ванну.
Таким образом, при короткой дуге наплавленный металл не успевает окисляться и азотироваться. Однако чрезмерно короткая дуга может стать причиной прилипания электрода к металлу, и это требуется учитывать при возникновении данного рода проблемы.
Чем плоха длинная сварочная дуга
На длинной дуге электрод горит с характерным треском. Горение дуги нестабильное, дуга грозит оборваться в любой момент. Тут же возникает риск возникновения прожогов, а также заметно портится качество сварного соединения, шов получается бесформенным и некрасивы.
Поэтому варить лучше всего на короткой дуге, длина которой не более 4 мм.
Повторное возбуждение сварочной дуги
Как видно, длина сварочной дуги сильно влияет на качество сварки и сам процесс. Если в момент сварки дуга погасла, то её нужно тут же повторно инициализировать. При этом чтобы не испортить внешний вид сварного соединения и не навредить его характеристикам, следует использовать специальную технику повторного возбуждения сварочной дуги.
Для этих целей достаточно поджигать сварочную дугу начиная с передней кромки кратера. Как только сварочная дуга инициализирована, она тут же переносится на противоположную кромку, где был недавно наплавлен металл, а затем опять возвращается вперед, по направлению в сторону сварки.
Такой подход к повторному розжигу сварочной дуги позволяет сохранить прочность и надежность соединения, а также не навредить внешним характеристикам шва. В противном случае, на соединении появятся высокие наплывы или наоборот, останутся углубления, которые испортят весь внешний вид сварного соединения.
Положение и перемещение электрода при сварке
В процессе сварки электродом осуществляются поступательно-колебательные движения в сторону сварочной ванны. При этом важно сохранить одинаковой скорость перемещения электрода и длину сварочной дуги. Скорость движения электрода должна быть такой же самой, как и скорость его плавления.
Скорость плавления электрода зависит от таких параметров, как диаметр электродного стержня, величина сварочного тока и вид соединения. Чем быстрей скорость плавления электрода, тем меньше выпуклость сварного шва.
И наоборот, неровный сварной шов с большой выпуклостью говорит о чрезмерно низкой скорости перемещения электрода при сварке.
Зажигание и удержание сварочной дуги

Зажигание и удержание сварочной дуги
В процессе обучения сварочному делу, сварщику приходится изучать различные процессы, в том числе и зажигание дуги с последующим её удержанием в стабильном состоянии. На всю кажущуюся простоту, поджечь электрод, а затем удержать сварочную дугу — не так то и просто, как может показаться на первый взгляд. Тому есть несколько причин.
Начнём, пожалуй, с поджигания электрода, поскольку сделать это можно разными способами. Сварочная дуга возникает в тот момент, когда электрод прикасается к металлу. Возникает короткое замыкание, но если электрод вовремя не убрать от поверхности металла, то он прилипнет и его придётся отдирать.
Если расстояние от электрода до металла было выбрано правильное, то возникнет сварочная дуга, которая начнёт плавить металлы, в результате чего они начнут сплавляться.
Как правильно зажигать электрод
Поджечь электрод можно несколькими способами — легким постукиванием о металл или же чирканьем. Второй способ поджигания электрода для получения сварочной дуги более предпочтителен начинающим сварщикам, а также, в тех случаях, когда необходимо прогреть электрод, если тот сильно отсырел.

Поджигание электрода тычком, способ более сложный, поскольку нужно приноровиться к тому, чтобы конец электрода не прилип к поверхности металла. В момент, когда конец электрода прикасается к металлу, и он начинает гореть, электрод быстро убирается от поверхности металла, но только на небольшое расстояние, поскольку сварочная дуга тут же погаснет.
Какое выдерживать расстояние между электродом и металлом
Расстояние между концом электрода и свариваемым металлом называется сварочной дугой. От длины дуги зависит многое. В первую очередь это ширина сварного шва, проплавление металлов, их разбрызгивание и т. д.

Во время сварки нужно всегда выдерживать короткую дугу, которая должна быть от 0,5-1,5 диаметра покрытого электрода. При сварке на длинной дуге возникают различного рода дефекты, которые потом устранить очень сложно.

Кроме того, длинная дуга становится нестабильной, электрод гаснет, также увеличивается разбрызгивание металла и на нем появляются прожоги. В целом ухудшается защита сварочной ванны, что приводит к интенсивному окислению и образованию крупных пор в сварочном соединении.
Как удерживать сварочную дугу
Какой бы способ поджога электрода выбран не был, важно в момент отрыва электрода от металла выдерживать небольшое расстояние. Только в таком случае сварочная дуга не погаснет, она будет гореть стабильно, хорошо проплавляя основной металл.
Каждый начинающий сварщик должен в первую очередь, как следует потренироваться поджигать электрод и удерживать короткую дугу. Чем короче будет сварочная дуга — тем лучше для сварки. В идеале длина дуги при сварке покрытым электродом должна составлять 2-3 мм, и не более того.
Чтобы разорвать сварочную дугу, достаточно быстро отвести электрод вверх, не задерживая подолгу его конец над поверхностью металла. Если пренебречь данным советом, то, как раз и возникнет длинная дуга, которая принесёт за собой ряд дефектов при сваривании металлов.
Что такое сварочная дуга
Сварочная дуга: длина, строение, температура, что нужно знать
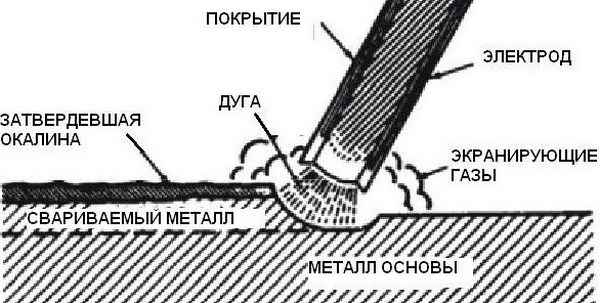
Сварочная дуга — это мощный электрический разряд между электродом и металлом. Вокруг сварочной дуги образуется плотное облако, состоящее из паров и газов, которое призвано защищать сварочную ванну от кислорода.
Характеризуется сварочная дуга большой плотностью тока и высокой температурой. Вместе с электродом, сварочная дуга образует единую энергетическую систему. Температура сварочной дуги более 3000 градусов, а её основная задача преобразовывать энергию электричества в тепло.
Происхождение и строение сварочной дуги
Природа происхождения сварочной дуги такая: ток, пройдя через катод, попадает в ионизированный газ, где и происходит мощный разряд с обильным выделением тепловой энергии. Температура сварочной дуги может достигать 10 тысяч градусов, что способствует плавлению даже самых тугоплавких металлов.
Как бы там ни было, но столь высокая температура сварочной дуги оказывает вредное воздействие на человеческий организм. Её горение сопровождается мощным инфракрасным и ультрафиолетовым излучением, которое очень вредное для глаз и кожи. Вот почему во время осуществления сварочного процесса следует беспрекословно соблюдать технику безопасности.
Строение сварочной дуги выглядит в виде трех областей — анодной, катодной и столба. Данные области и составляют одну из самых важных характеристик, а именно, длину сварочной дуги. Наиболее благоприятной длиной дуги, является длина от 4 до 6 мм. Именно данное расстояние от электрода к металлу способствует выделению стабильного и постоянного тепла.
Сварочная дуга — что нужно знать начинающему сварщику
На стабильное и устойчивое горение сварочной дуги влияют многие моменты.

В первую очередь, это:
- Величина и вид тока сварки (постоянный или переменный);
- Полярность и частота тока;
- Электрод и обмазка;
- Защитная среда сварки.
Все вышеперечисленные факторы, так или иначе, влияют на сварочную дугу. Однако наибольшее значение в процессе сварки оказывает расстояние между электродом и свариваемой заготовкой. Именно данное расстояние и определяет так называемую длину сварочной дуги.
Существует короткая, средняя и длинная дуга. Короткая дуга, это такая дуга, при которой расстояние от электрода до поверхности металла не более 3 мм. Начинающим электросварщикам очень трудно определиться с правильной длиной дуги, поэтому для них существует одно важное правило.

Расстояние между электродом и поверхностью металла в момент сварки должно быть равным от 0,5 до 1,1 диаметра электрода, который используется. Такая дуга считается нормальной и подходит для большинства случаев сварки.
Увеличение сварочной дуги способствует снижению её устойчивого горения, уменьшает проплав металла и увеличивает разбрызгивание металла. Способность удерживать стабильную и постоянную длину дуги говорит о высокой квалификации и большом опыте сварщика.
Читайте также: