Что такое металлизация металлических изделий
Обновлено: 03.05.2024
Электродуговая металлизация как надежный метод создания защитных покрытий. Технология выполнения, виды присадочных проволок. Типы оборудования и нюансы его использования.

Электродуговая металлизация представляет собой процедуру послойного нанесения на нагретые изделия металла малой толщины. Высота электродуги при этом минимальна, а расплавленная проволока рассеивается газовым потоком, направленным вдоль оси присадочного материала. Технология разработана еще в 50-х годах XX века и широко используется для предохранения конструкций различного назначения от коррозии.
Суть и назначение технологии электродуговой металлизации

Для выполнения металлизации применяется косвенная электродуга, горящая между токопроводящими проволочными элементами. Металл электрода, нагретый до капельного состояния, распыляется на обрабатываемое изделие струей защитного газа либо сжатого воздуха. По мере расплавления присадки одновременно поступают в область дуги двумя парами роликов.
Антикоррозионная защита способом металлизации характеризуется:
- малыми энергозатратами;
- высокой производительностью и эффективностью расхода распыляемой присадки;
- возможностью создания покрытия толщиной до 15 мм без ограничения по размерам деталей;
- небольшое температурное воздействие на основной материал обрабатываемых изделий;
- надежность, простота обслуживания оборудования;
- возможность полной или частичной автоматизации процесса, создания поточных линий.
Металлизация при помощи электродуги имеет и недостатки:
- ограниченность ассортимента присадочного материала;
- содержание в покрытии большого количества оксидов, снижающих ударную прочность;
- недостаточно высокую прочность сцепления с основным материалом;
- высокую пористость слоев, препятствующую постоянной эксплуатации изделий в подверженных коррозии средах без дополнительной защиты.
Технология процесса обработки металла
Поступление расплавляемых присадочных проволок сечением 1,5–2 мм производится сквозь отверстия в горелке. Между присадочными стержнями возбуждается электродуга, являющаяся причиной их расплавления.
Из сопла, расположенного посередине прибора для металлизации, выходит сжатый воздух, подхватывающий мелкие расплавленные капли металла и переносящий их на обрабатываемую поверхность.
Для распыления и переноса расплава обычно используется сжатый воздух. Если в качестве присадочного материала для электродугового покрытия используется нержавеющая сталь либо алюминиевые сплавы, то применяется азот.
Интенсивность поступления разжиженной присадки при электродуговой металлизации подбирается в соответствии с требуемым режимом дуги, влияющим на расстояние между проволочными элементами.
Электродуговые металлизаторы имеют следующие стандартные режимы работы:
- напряжение – 24–35 В;
- сила тока – 75–200 А;
- давление подаваемого воздуха – 0,5 МПа;
- выработка аппаратов – 30–300 г/мин.
Процесс электродуговой металлизации стабилен при постоянном токе, позволяет создавать напыления с тонкозернистой структурой.
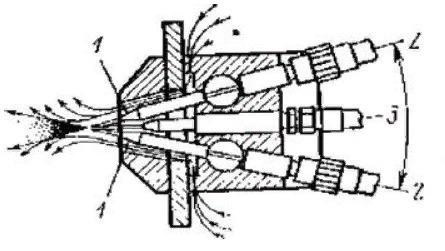
На рисунке указаны основные элементы металлизатора:
- 1 – дюзы;
- 2 – точка проведения присадочного материала;
- 3 – точка выхода сжатого воздуха.
Подлежащая металлизации поверхность предварительно очищается от масел, загрязнений, очагов коррозии. Подготовку крупных изделий выполняют с применением песко- или дробеструйной очистки после предварительного обезжиривания.
Для повышения сцепления временной период между окончанием подготовительных работ и выполнением электродугового покрытия должен составлять не более 120 минут.
Для минимизации температурных напряжений и недопущения перегрева изделий послойная металлизация осуществляется с перерывами для остывания и формирования покрытия.
Металл сначала наносится на участки изделия в местах резких переходов, галтелей, углов, выступов или уступов. Затем выполняется металлизация основных площадей при условии равномерного нанесения присадки за один либо несколько проходов.
Необходимый вид, размеры и формы изделия получают после электродугового распыления при завершающей обработке.
Присадочные материалы
В качестве присадочного материала преимущественно применяется проволочный стержень непрерывной длины. Присадки поставляются двух видов:
Интенсивность поступления назначается 220–850 м/ч.
Для создания защитного слоя металлических элементов с последующей их посадкой либо при неподвижном соединении применяется сплошная проволочная нить. Для создания поверхностей повышенной твердости при электродуговой металлизации должны использоваться стержни порошковые.
Для формирования антикоррозийных слоев используются высоколегированные присадочные материалы на основе железа, проволоки из цветных металлов.
Для нанесения методом электродуговой металлизации чаще всего используются алюминий, цинк и соединения на их основе.
Покрытия цинковые обладают высокой стойкостью к воздействию соленой воды и морской атмосферы. Но такая защита корродирует в условиях объектов промышленности, где содержатся окислы серы и хлора, пары соляной кислотой. Эти вещества при контакте с цинком образуют гигроскопичные соединения, разрушающие покрытие.
Алюминий относится к активным веществам, но под воздействием окислителей на его поверхности образуется защитная пленка, сводящая к минимуму способность к химическим взаимодействиям. Устойчивость алюминия к коррозии изменяется в зависимости от условий эксплуатации. В загрязненной среде коррозия развивается более интенсивно.
Область применения
Электродуговой метод металлизации в сочетании с последующей покраской металлических конструкций относится к гибридным покрытиям, срок работы которых значительно превышает сумму сроков эксплуатации каждого из слоев отдельно благодаря эффекту синергии. Такие покрытия применяются для долговременной антикоррозионной защиты изделий, эксплуатируемых в условиях воздействия агрессивных факторов внутри и снаружи сооружений, в жидкостях.
Покрытия, сформированные в результате электродуговой металлизации, применяются для предохранения:
- металлических конструкций;
- железобетонных опор путепроводов, мостов;
- хранилищ топлива и нефти;
- трубопроводных магистралей;
- оборудования предприятий нефтехимической промышленности, теплосетей.
Оборудование для электродуговой металлизации
Для выполнения электродуговой металлизации разработано и выпускается серийно сертифицированное оборудование. Рассмотрим принцип его действия на основе двух наиболее распространенных моделей.
Электродуговой металлизатор типа ЭДМ-3 выпускается в ручном и в станочном исполнении. Основу его конструкции составляют:
- металлизатор (5);
- пульт управления (1);
- проволочные кассеты (2).
От электрического привода крутящий момент в управляющем блоке создается при помощи гибкого вала (6), подающего проволоку на роликовый механизм.

Присадка от катушек поступает через два гибких шланга к металлизатору. Кассеты и пульт располагаются на тумбе 3 и могут разворачиваться по вертикальной оси.
Электродуговой аппарат для металлизации ЭДМ-3 обладает малой массой (1,8 кг), а возможность разворота кассеты и управляющего блока по горизонтали делают его удобным для применения.
Электродуговой аппарат иной конструкции ЭМ-6 подлежит установке на суппорт токарного станка, на вал которого устанавливается напыляемая деталь. Между металлизатором и изделием крепится стальная воронка. На ее поверхность наносится порошкообразный графит, жидкое калиевое либо натриевое стекло. Благодаря такому решению эффективность применения присадочного материала повышается на 10–15%.
Распыляющая система электродугового аппарата модернизирована благодаря установке конусовидной воздушной дюзы. Это позволяет сократить угол раскрывания конуса, увеличить энергию распылительного потока и наносить слои под давлением 0,45–0,5 МПа.
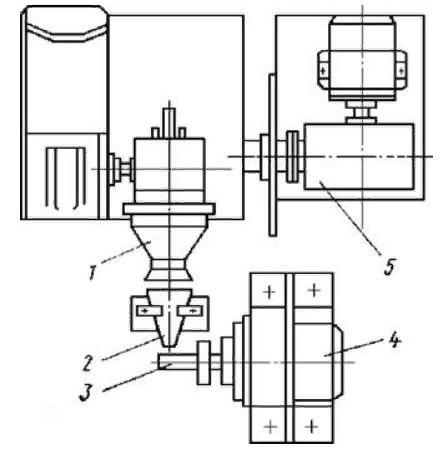
Конструктивные элементы электродугового прибора для металлизации ЭМ-6:
- Металлизатор.
- Конусообразная дюза.
- Подлежащее обработке изделие.
- Патрон.
- Устройство, используемое для перемещения суппорта станка вместе с электродуговым металлизатором в продольном направлении.
Что такое металлизация
Металлизация - что это? Особенности металлизации, описание процесса и его видов, проведение процедуры в домашних условиях, техника безопасности. Видео процесса своими руками.

Очень часто хотят понять: металлизация – что это за процедура и как она производится. В соответствии с названием это нанесение слоя определенного металла на выбранную поверхность. Такому процессу подвергаются не только металлические изделия. Это могут быть деревянные, пластиковые, стеклянные и другие поверхности.
Описание и назначение металлизации
Любой процесс металлизации позволяет решать несколько технологических задач. К ним относятся:
- антикоррозийная защита;
- устранение мелких дефектов, возникших в процессе обработки;
- восстановление первоначальных размеров;
- изменение физических и механических свойств поверхностного слоя для улучшения потребительских характеристик;
- декоративное покрытие.
Способ нанесения покрытия выбирается исходя из поставленных задач. Благодаря выбранному способу удается получить различные характеристики поверхности детали. Толщина слоя наносимого металла определяет область будущего применения.

Металлизация может проводиться несколькими способами:
- физическим воздействием на поверхность (например, механическим или термическим);
- химическим;
- электростатическим.
Для реализации каждого способа разработаны специальные устройства. Они применяются в зависимости от решаемых задач, марки наносимого металла и степени оснащенности предприятия.
Особенности металлизации металлов и сплавов
Металлизация поверхности деталей, изготовленных из металлов или их сплавов, определяется их физическими свойствами. Большое количество качеств, различных для каждого соединения, требует индивидуального подхода. Для некоторых групп металлов и сплавов нанесение тонкого слоя чужеродного металла не представляется возможным. Это зависит от совместимости их физических и химических свойств. В этом случае применяются другие методы обработки.
Для других металлов и сплавов, наоборот, нанесение металлической пленки не вызывает трудностей, и металлизация является оптимальным способом обработки поверхности. Учитывая все свойства, выбирают наиболее приемлемые методы.
Виды металлизации
Современные технологии позволяют проводить процедуру с применением различных физических, механических и химических методов. Основные виды металлизации:
- термическая обработка;
- гальваническая;
- электродуговая;
- газоплазменное напыление;
- плазменная металлизация;
- с использованием эффекта диффузии;
- химическая металлизация;
- плакирование;
- вакуумная обработка.
Под термической обработкой понимают нанесение на поверхность металлизирующего слоя при погружении в ванну с расплавленным металлом. Такая обработка допустима только в том случае, если температура плавления детали значительно выше температуры плавления наносимого металла.
Гальванический способ предполагает использование специального электролита. Обработка происходит под воздействием протекающего тока. Этот способ позволяет проводить покрытие металлом любой поверхности, так как не требует дополнительного нагрева. Нанесенная пленка получается одинаковой толщины на всей поверхности.
Диффузионное напыление – это насыщение поверхностного слоя одним из цветных металлов (цинком, алюминием, хромом или бором). Это приводит к улучшению прочностных показателей. С его помощью восстанавливают изношенные детали.
При химической металлизации применяются различного рода реагенты. Они изготавливаются в жидком виде или в форме порошков. Для проведения операции подготавливают ванну с раствором и затем в нее опускают деталь. Для каждого состава существует свое эффективное время воздействия на поверхность.

Под плакированием понимают металлизацию с дальнейшей горячей прокаткой.
Вакуумная
Данная металлизация основана на последовательном испарении (адсорбции) и последующем выпадении частиц металла на поверхность обрабатываемой детали. Технологический процесс ее реализации довольно сложный и затратный. Потому его применяют на предприятиях и в условиях мастерских. Этот метод обладает рядом преимуществ, что позволяет использовать его для деталей из различных материалов (дерева, пластика, керамики, стекла и других полимерных соединений). Особое распространение он получил для металлизации пластмассы на автомобильных заводах. Вакуумная металлизация позволяет получить изделие с эффектным внешним видом, но не улучшает прочностных характеристик.
Газовая
Эта методика носит название газопламенной металлизации. Сущность процесса заключается в применении газовой струи для нагрева подаваемой проволоки, которая является источником напыляемого металла. Благодаря высокой температуре проволока расплавляется, и капли, ударяясь о поверхность, образуют на ней довольно ровный слой. Толщина этого слоя зависит от объема используемой проволоки. После нанесения покрытия его обрабатывают с помощью шлифовального оборудования. С помощью газовой металлизации восстанавливают коленчатые и распределительные валы автотракторной техники. Для реализации этого метода применяют оборудование и газы, используемые при проведении сварочных работ.
Вместо газовых горелок применяют специальные пистолеты-металлизаторы инжекторного типа. В некоторых случаях метод применяют для формирования не металлических покрытий. В газовую струю подают порошок из стекла, эмали, специальных пластмасс.
Цинкование
Широко распространенным способом защиты черных металлов от коррозии является цинкование. В качестве материала используется цинк, который наносится на поверхность различными методами (горячим, холодным, гальваническим, термодиффузионным).
Технологии реализации этих методов отличаются только используемым материалом. Процесс нанесения цинка, или оцинковка, применяется для обработки листового проката, труб, изделий произвольной геометрической формы.
Оборудование и материалы
Оборудование зависит от выбранного метода обработки. При термической металлизации необходимы приспособления, позволяющие создавать растворы с высокой температурой. В качестве источников подогрева используют электрические тэны.
При газовом методе используют технологию, применяемую в газосварочных работах: емкости с газами, редукторы и подводящие шланги, вместо газовых горелок – специальные распылители.
Для химической металлизации необходимо иметь набор реактивов и емкости, стойкие к вредному воздействию реактивных жидкостей.
Химическая металлизация в домашних условиях
Металлизация различных деталей – это интересный и довольно творческий процесс. Он позволяет реализовать самые интересные дизайнерские решения. Используя различные химические соединения, можно создать такую лабораторию в домашних условиях.
Последовательность действий выглядит следующим образом:
- Предварительная подготовка поверхности (очистка, шлифовка, обезжиривание).
- Промывка подготовленного изделия.
- Если не вся поверхность будет подвержена металлизации, необходимо тщательно укрыть оставшуюся часть детали.
- Разработать систему надежного крепления заготовки к каркасу, который будет опускаться в раствор.
- Приготовить раствор в ванной требуемых размеров.
- После металлизации заготовку просушивают и при необходимости полируют.
Обработка в домашних условиях не всегда дает сразу ожидаемый эффект. Поэтому после просушки следует аккуратно обработать полученный слой. Для автоматизации процесса можно изготовить простую установку.

Особое внимание следует уделить вопросам безопасности при работе с ядовитыми жидкостями и высоким напряжением.
Техника безопасности
Любой метод металлизации относится к категории вредных и небезопасных технологических процессов. Основными источниками повышенной опасности при работе являются:
- наличие высоких температур, являющихся катализаторами процесса;
- необходимость применения источников повышенного напряжения;
- использование открытого пламени при газовом методе;
- применение различных химических соединений, пары которых оказывают негативное воздействие на органы дыхания.
При проведении работ необходимо строго соблюдать все пункты техники безопасности, которые приведены в инструкции к конкретной установке или аппарату. Если работы проводятся самостоятельно в домашней мастерской, необходимо позаботиться о наличии средств защиты органов дыхания, зрения, открытых частей тела. Исключить возможность поражения электрическим током.
Технология диффузионной металлизации и ее виды
При помощи диффузионной металлизации можно насытить поверхностный слой стали или другого металла практически любым из диффундирующих элементов, получая при этом более крепкий, износоустойчивый, жаропрочный и химически устойчивый слой.

Диффузионной металлизацией принято называть метод обработки сталей либо других металлов и сплавов, при которой поверхностный слой изменяется внедрением молекул других элементов. Все это происходит при очень высоких температурах в специальной среде. Результатом такой обработки является физическое укрепление слоя, а также повышение его жаростойкости, увеличение сопротивляемости процессу коррозии – поверхность менее изнашивается во время эксплуатации.
В отличие от нитроцементации и цианирования, где атомы углерода с азотом непосредственно внедряются в кристаллическую решетку стали, диффузионная металлизация предполагает более сложный процесс, когда атомы других элементов образуют со сталью так называемые растворы замещения, поэтому такой процесс длительный и требует применение более высоких температур, превышающих 1000 градусов по Цельсию.

Описание технологии и ее назначение
Метод диффузионной металлизации позволяет получить обработанную толщину слоя стали от 10 микрон до 3 миллиметров. Вне зависимости от того, каким металлом насыщают поверхностный слой носителя, технология получения имеет несколько сходных этапов:
- Физическая очистка детали, которая будет подвержена диффузионной металлизации. На этом этапе с поверхности удаляются любая грязь, пыль, жировые образования и слой окисла.
- Помещение изделия в рабочую среду. Это может быть окунание в жидкий расплав, засыпка металлсодержащими порошками, распыление металла на поверхность детали.
- В некоторых случаях, как при диффузии алюминия, присутствует этап нанесения жаропрочного покрытия поверх распыленного на заготовку расплава.
- Помещение внутрь специальной печи, где создается высокая температура, иногда превышающая 1000 градусов по Цельсию. На этом этапе под термическим воздействием печи атомы проникают в поверхностный слой изделия, что может длиться очень долго.
- После обработки деталь достают из бокса, промывают, проводят удаление остатков порошка.
Чтобы заготовка имела хороший вид (особенно это касается металлизации декоративных элементов), ее следует подвергнуть дополнительной обработке методом механической полировки.
Виды диффузионной металлизации
Классификацию видов диффузионной металлизации можно провести по нескольким признакам. В первую очередь по типу металла, который будет посредством диффузии проникать внутрь поверхностного слоя. Здесь выделяют:
- Алитирование, когда термохимическим способом деталь насыщают атомами алюминия.
- Хромирование – диффузионное насыщение стали атомами хрома.
- Титанирование – внедрение атомов титана в поверхностный слой стали.
- Цинкование, когда термохимическим способом металлическую деталь насыщают элементарными частицами цинка.
- Силицирование – диффузионное насыщение стали кремнием.
- Борирование – получение высокопрочного поверхностного слоя металла путем внедрения туда атомов бора диффузионным способом.
По состоянию среды, где протекает обработка металла диффузионным способом, металлизация проводится:
- в твердой среде;
- в жидкой среде;
- в газообразной среде.
Твердая металлизация
Этот тип металлизации проводят посредством использования активной твердой среды на основе ферросплавов. Под эту категорию подпадают ферросилиций, ферроалюминий, феррохром (перечисленные компоненты вводят в рабочую область как порошки), плюс к ним еще добавляют аммоний хлористый (NH4Cl), не превышающий 5% от общей массы твердого компонента. Засыпанные порошком детали помещают внутрь специальной печи. Насыщение в твердой среде проводят для стали, кобальта, никеля, титана и других металлов при температуре от 1000 до 1500 градусов по Цельсию.
При повышении температуры до рабочего уровня аммоний хлористый начинает вступать в реакцию с ферросплавом, результатом чего является выделение нестойких термических хлоридов металла CrCI2, AlCI3, SiCI4 и других. Эти хлориды, соприкасаясь со стальной поверхностью, начинают диссоциировать. Выделяется химически активный элемент, который проникает в поверхностный слой изделия, насыщая его.
Жидкая металлизация
Диффузионное насыщение в жидкой среде применяют, когда необходимо провести цинкование, хромирование, меднение, алитирование. Для этого используют так называемые ванны-печи, куда помещен расплав, который будет диффундировать, либо соль этого металла. Необходимые для обработки детали помещают в эту жидкую среду при температуре от 800 до 1300 градусов по Цельсию.

Жидким методом можно осуществить диффузионную металлизацию одновременно несколькими элементами. При комплексной металлизации получают такие типы покрытия, как хромоникелирование, хромоалитирование, хромотитанирование.
Газовая металлизация
Диффузию газовой средой проводят для стали и других металлов такими элементами, как молибден, хром, алюминий, титан, ниобий, вольфрам. Химические газообразные соединения этих элементов при соприкосновении с основным металлом вступают с ним в реакцию, и результатом этого является диффузия. Газовой средой обычно выступают галогениды металлов, атомы которых должны проникнуть внутрь поверхностного слоя металлического изделия.
Металлизацию газовую проводят в печах муфельного типа или в специализированной конструкции, где поддерживается температура порядка 700–1000 градусов по Цельсию.
Процесс диффузионной металлизации сопряжен с опасными для здоровья факторами, поэтому следует придерживаться правил техники безопасности и применять средства индивидуальной защиты.
Плюсы и минусы диффузионного насыщения металлов
Применяя диффузионную металлизацию, в поверхностный слой металлического изделия можно внедрить практически любой диффундирующий элемент – это следует отнести к положительным аспектам метода.

Отрицательные же аспекты, которые не позволяют широко использовать такую обработку на предприятиях, следующие:
- скорость диффузии очень мала и требует многих часов обработки;
- поддержание высоких температур ведет к серьезным затратам энергии;
- из-за повышенного нагрева деталь подвергается деформации;
- полученный слой уступает по показаниям защиты слоям, получаемым менее затратными методами, например нитроцементацией.
Металлизация
Процесс металлизации поверхностей – это метод нанесения на наружную поверхность детали металлического слоя, который придает обработанной поверхности иные физические, химические, механические свойства. Они могут значительно отличаться от свойств основного материала. Нанесенное покрытие используется для повышения коррозионной, эрозионной, механической стойкости, декоративной отделки и прочего.

Нанесение металлического слоя на металлизируемую поверхность различается методом сцепления и делится на две группы (классификация металлизации):
- механическое сцепление (за счет адгезии);
- связи между металлами:
- диффузия на границе двух поверхностей;
- диффузия всего покрывающего слоя.
Технологические особенности металлизации
Технология металлизации производится в следующих состояниях:
- в холодном состоянии;
- в нагретом состоянии;
- диффузией.
Такому способу обработки как металлизация могут подвергаться изделия, изготовленные из металла, любого вида пластика, древесины, стекла, гипса, бетона и прочих материалов. Самый распространенный способ нанесения покрытия в домашних условиях — это напыление. Материалы, предназначенные для проведения процесса, можно найти в магазинах. Обычно они продаются в баллонах под давлением с распылителем.
Диффузионный способ покрытия – это процесс, во время которого происходит насыщение поверхности детали легирующими элементами. В качестве легирующих элементов широко используются хром (Cr), алюминий (Al), цинк (Zn), кремний (Si), медь (Cu) и множество других.
Защитный слой на металлизированных деталях можно получить:
- в жидкой среде;
- в газовой среде;
- с использованием твердых компонентов.
Нанесение покрытия металлизацией в холодном состоянии или в нагретом до незначительной температуры, характерно для первой группы и подгруппы 2а. Во время протекания цикла происходит изменение размеров детали на толщину нанесенного слоя металлов или их сплавов.
Для подгруппы 2б характерно насыщение поверхностного слоя методом диффузии при высоких температурах. Во время обработки происходит образование сплава, а размеры практически не отличаются от заданных.
Применение
Металлизация используется для изменения характеристик обрабатываемого изделия. После того, как нанесли слой металла или сплава, деталь получает дополнительную стойкость к высоким температурам, коррозии, износу, эрозии. Кроме этого нанесенный слой может служить для защиты и декоративного оформления готового изделия. С помощью металлизации производится восстановление изношенных деталей.

Поверхность детали после металлизации
- Электромашиностроение. Электротехнические компоненты необходимы в любой из отраслей промышленности. Их необходимо защитить от изнашивания, обеспечить точный уровень электрической проводимости. Покрытие металлизация используется при изготовлении:
- микроволновых схем;
- электродов конденсаторов;
- микроволновых отражателей;
- катушек индукции;
- керамических резисторов;
- валов двигателей.
- Транспортная промышленность. Нанесенный слой обеспечивает эксплуатирующимся деталям защиту от коррозии, механического воздействия, повышенной температуры. Методом покрытия пользуются при изготовлении:
- поршней
- компрессионных колец;
- распредвалов;
- стопорных колец;
- полуосей;
- тормозных дисков;
- вытяжных вентиляторов;
- гидроцилиндров;
- теплоотводов;
- шасси;
- глушителей;
- деталей двигателей;
- деталей коробок скоростей.
- Авиационная и космическая промышленность. Термическое напыление обеспечивает термостойкость, коррозионостойкость, сопротивляемость трению. Напыляют на:
- детали двигателя:
- роторы;
- лопатки турбин;
- лопатки компрессоров;
- камеры сгорания;
- сопла;
- детали механизмов руля и управления крыльями;
- стойки шасси;
- топливные оправки.
- Текстильная промышленность. Элементы ткацких станков подвержены абразивному изнашиванию из-за высоких скоростей и трения. Обрабатываются:
- ролики;
- оси.
- Бумажная промышленность и полиграфия. Твердые металлы обеспечивают защиту от волокон целлюлозы и химических чернил. Обработке подлежат:
- цилиндры на печатных машинах;
- анилоксовые валы;
- цилиндры бумагоделательных машин;
- подшипники скольжения.
- Энергетика. Газовые турбины работают при высоких температурах, поэтому их детали подлежат обработке металлизацией.
- Детали газовых агрегатов: турбин и компрессоров
- детали паровых агрегатов;
- детали гидравлических агрегатов;
- запорная арматура.
- Защита поверхностей:
- стальных несущих конструкций, работающих в водной (пресной) среде;
- стальных несущих конструкций, работающих с морской водой;
- морского транспорта;
- металлических конструкций от воздействия высоких температур:
- дымоходы;
- вытяжки на газовых турбинах;
- выпускные коллекторы автомобилей;
- сопла ракет;
- металлоконструкций от коррозии на промышленных площадках:
- железнодорожные мосты;
- конструкции бассейнов;
- контейнеры;
- резервуары, хранящие нефтепродукты;
- металлоконструкций от химических реакций:
- трюмы танкеров;
- установки очистки сточных вод.
- Химическая, нефтеперерабатывающая промышленность, например:
- запорная арматура;
- уплотнители;
- посадочные места машин и агрегатов;
- теплообменники;
- резервуары.
- Металлургическая промышленность:
- прокатные станы;
- кристаллизаторы;
- оборудование для прокатки проволоки, в том числе из цветных сплавов.
- Инструменты:
- прессовые штампы;
- несущие поверхности;
- вторичный двигатель.
- Тяжелое машиностроение:
- платформы;
- буры;
- краны;
- экскаваторы.
- Пищевая промышленность.
- Декоративные изделия:
- посуда;
- бумага;
- ткань.
Металлизация поверхностей производится различными методами. Выбор метода зависит от технологии нанесения и используемого при этом оборудования.
В таблице приводятся способы нанесения металлического слоя и наносимые металлы, и их сплавы.
| МЕТАЛЛИЗАЦИЯ | ||
| Группа 1 | Группа 2 | |
| Подгруппа 2а | Подгруппа 2б | |
| Электротехнические покрытия Хром, цинк. Медь сплавы никель-кобальт хром-никель бронза и прочие | Плакирование, в том числе нанесение покрытия взрывом Медь, алюминий, серебро, вольфрам, латунь, бронза, нержавеющая сталь | Диффузионное нанесение элементов Алюминий, цинк, молибден и прочие |
| Плазменное напыление Вольфрам, никель, хром, Al2O3, ZrO2, MoSi2, WC, NbC, ZrB2 | ||
| Распыление (пульверизация) электродуговым, газопламенным методом Алюминий, серебро, медь, золото, бронза, латунь, сталь | Окунание в расплавленный металл Цинк, свинец и прочие | |
| Электрофлрез Вольфрам, молибден, кобальт и прочие | Диффузионное нанесение сплавов Хром-алюминий Алюминий-хром-кремний Тантал-алюминий и прочие | |
| Вакуумное нанесение на нагретую поверхность Хром, титан, оксиды алюминия, циркония и прочие | ||
| Химическое нанесение Медь, ртуть, платина и прочие | Электротехнические покрытия с отжигом Хром, никель, кадмий | |
| Вакуумное нанесение на холодную поверхность Zn, Cd, Al, Ti, Cr, Au, Ag, Pt, Cu, Sn, W, Mo, Ta Zn-Al, Pb-Zn Pb-Cd и прочие | Осаждение чистых металлов из соединений карбонатов в газовой среде Cr, Co, W, Ni, Mo, Ta и прочие | |
| Катодное распыление Золото, серебро, платина, тантал | Осаждение карбидов, нитридов, силицидов, боридов из газообразного состояния TiC, NbC, W2C, HfC, ZrN, TaN, MoSi2, CrSi2, TaB2, NiB2 и прочие | |
Из широкого спектра методов следует рассмотреть несколько, которые часто используются на производствах.
Вакуумная металлизация
Формирование наносимого слоя металла в вакууме отличается эффективностью и универсальностью. С его помощью металл можно наносить на любой материал. Во время вакуумной металлизации с металлом, предназначенным для нанесения, происходит ряд превращений, связанных с переходом из одной фазы в другую. Так можно выделить:
- испарение;
- конденсирование;
- адсорбция;
- кристаллизирование.
Во время процедуры протекает множество физических и химических процессов. Производительность вакуумного метода зависит от типа поверхности, наносимого материала, потока распыленных атомом и прочих.

Оборудование, применяемое при вакуумной технологии, делится на три типа:
- непрерывного действия;
- полу непрерывного действия;
- периодического действия.
Различные типы оборудования позволяют его применять как при массовом производстве, так и при единичном изготовлении деталей.
В основе метода газовой металлизации лежит распыление расплавленного металла. С помощью кислородно-ацетиленового пламени начинает плавиться проволока, подаваемая в зону нагрева. Расплав сжатым воздухом удаляется из зоны нагрева и переносится на поверхность. Мелкие капли расплава, соударяясь с поверхностью, становятся плоскими, что обеспечивает лучшую сцепляемость.

Газовая металлизация — схема
На рисунке показана схема головки распылителя. Где по каналу 1 подается кислородно-ацетиленовая смесь, через сопло 2 выходит расплавленный металл, а через камеру 3 выталкивается наружу расплав.
Цинкованием обеспечивается надежная защита от коррозии. Наносимый на поверхность слой содержит не менее 95% цинка. Цинкование проводится несколькими методами, среди которых можно выделить следующие:
- горячее;
- холодное;
- гальваническое;
- газотермическое;
- термодиффузионное.
Какой метод использовать для нанесения цинка во многом зависит от того где и при кахих характеристиках будет эксплуатироваться деталь. Цинковое покрытие мягкое, поэтому во время эксплуатации на него не должны оказываться значительные механические нагрузки.
Химическая металлизация
Для защиты неустойчивых материалов и их декорирования могут применяться различные технологии обработки. Химическая металлизация – процесс, заключающийся в образовании тонкого защитного слоя на поверхности самой различной формы. У данной технологии есть большое количество особенностей, о которых далее поговорим подробнее.

Суть технологии
Технология химической металлизации может применяться для достижения самых различных целей, большая часть из них связана с изменением декоративных качеств поверхности. Кроме этого данный метод обработки позволяет скрыть основные дефекты металла или другого материала: микроскопические трещины и поры, другие нарушения структуры. В некоторых случаях технология применяется для восстановления покрытия.
Суть технологии заключается в нанесении металла тонким слоем. Особенности процесса нанесения вещества зависит от конкретной технологии, которых достаточно много.
Металлизация позволяет предать детали определенные эксплуатационные качества. Среди достигаемых характеристик обрабатываемого изделия отметим следующее:
- Повышается твердость. Металл обладает большей прочностью, нежели пластик. Покрывая им поверхность пластиковых или деревянных изделий можно защитить основу от механического воздействия.
- Увеличиваются декоративные свойства. Металлическое глянцевое покрытие выглядит весьма привлекательно.
- Улучшаются износостойкие качества поверхности. Металлизация проводится зачастую для того, чтобы снизить трение между соприкасающимися деталями.

Детали после выполненной химической металлизации
Детали, которые обладают высокой твердостью и износостойкостью применяются в самых различных сферах. Однако обеспечить высокие эксплуатационные качества можно только при условии соблюдения всех рекомендаций.
Классическая технология металлизации имеет следующие особенности:
- Проводится нанесение нескольких реагентов, которые вступают в реакцию для образования поверхностного слоя с определенными эксплуатационными свойствами. Существует много различных методов переноса реагентов на обрабатываемые детали, каждый обладает своими особенностями, достоинствами и недостатками.
- В результате проведения металлизации на подложке формируется защитный слой. При этом между покрытием и подложкой образуется надежная связь, которая сохраняется на протяжении длительного периода.
- Получаемое покрытие может быть самых различных оттенков. При необходимости можно создать переход от одного цвета к другому без четкой границы. В некоторых случаях, когда нужно получить поверхность с особыми декоративными качествами, при металлизации добавляется краситель.

Химическая металлизация разных цветов
Провести рассматриваемую химическую обработку можно в домашней мастерской, несмотря на то, что металлизация считается сложным технологическим процессом. Как правило, дома обрабатываемую деталь подвергают каталитическому хромированию. За счет этого покрытие становится привлекательным и обретает защиту от воздействия влаги.
Востребована химическая металлизация металла также по причине того, что может применяться в домашних условиях. Работа проводится по следующему алгоритму действий:
- Выполняется очищение детали от загрязняющих веществ. Между поверхностным слоем и основанием не должно быть никакой прослойки, так как это существенно снизит эксплуатационные характеристики.
- Проводится обезжиривание. Оно проводится при использовании специального щелочного раствора или специального моющего средства, которые могут удалить с поверхности загрязнения органического происхождения.
- Обезжиренную поверхность дополнительно промывают чистой водой. Подобным образом можно удалить с поверхности ранее используемые составы при обезжиривании.
- Участки поверхности, которые не должны быть подвержены воздействию химического вещества, обрабатываются свинцом. Проведенные тесты указывают на то, что свинец не реагирует на воздействие электролитического раствора.
- К ванной с раствором подводится проводка для подачи электричества, после чего деталь опускается в подготовленные реагенты.
- После прохождения требуемого срока изделие извлекается из раствора, и оно просушивается, а после этого охлаждается. Если покрытие качественное, то оно полируется.
Для проведения рассматриваемого процесса в домашних условиях можно приобрести специальную мини-установку, предназначенную для проведения химической металлизации, которая работает от небольшого компрессора.
Рассматриваемый процесс должен проводится исключительно при соблюдении нижеприведенных рекомендаций:
- Перед погружением детали в ванную и подачей электричества нужно проверить, чтобы все контакты были подведены надежно и смогли выдержать нагрузку.
- Помещение, в котором будет проводиться рассматриваемая работа, должно проветриваться. Для этого проводится установка вентиляционной системы. Данная рекомендация связана с тем, что при процессе металлизации металла выделяются газы, которые могут негативно отражаться на зрении и дыхании.

Детали, подвергнутые химической металлизации
Для соблюдения технологии металлизации следует обладать достаточным количеством опыта. Не стоит ожидать, что впервые проводя сложную операцию переноса одного материала на другой получиться результат, который можно достигнуть при использовании специального промышленного оборудования.
Методы химической металлизации
Тип используемого оборудования определяет особенности технологии. Химическая металлизация может поводится следующим образом:
- Гальванический метод характеризуется применением ванной со специальным электролитам. Среди особенностей этой технологии отметим то, что ее применение позволяет покрывать даже сложные поверхности, имеющие большое количество переходов и граней.
- Электродуговая технология предусматривает использование специальных электродов, которые расплавляются при подаче электричества. Расплавленное вещество подается при помощи сжатого воздуха. Подобная металлизация в домашних условиях проводится крайне редко.
- Газоплазменное напыление – технология, которая заключается в расплавлении реагентов до мелкодисперсного состояния и его нанесения при непосредственном контакте полученного вещества с поверхностью детали. Эта технология достаточно сложна в исполнении, может проводиться только при установке специального оборудования.
- Горячий метод формирования покрытия заключается в полном погружении изделия в ванную со смешенными реагентами.
- Диффузный метод предусматривает проведение процесса при воздействии повышенной температуры. За счет неполного перестроения атомной решетки частицы переносимого сплава проникают в структуру подложки.
- Плакирование – технология, которая заключается в нанесении химических веществ, после чего проводится горячий прокат.
Кроме этого классификация методов обработки проводится по виду наносимого вещества. Наиболее распространенными можно назвать:
Приведенные выше сплавы не реагируют на воздействие влаги и некоторых химических веществ, а также обладают привлекательными декоративными качествами.

Химическая металлизация хромом
Металлизация в домашних условиях зачастую проводится путем нанесения химического вещества, которое вступает в реакцию. Химическая металлизация активатор можно приобрести в специализированном магазине.
Используемые химические реактивы
Химическая металлизация технология предусматривает применение различных веществ, которые в связке образуют защитное покрытие после прохождения химической реакции. Применяя активатор и реактивы при химической металлизации можно обойтись без специального оборудования, однако метод не подходит для больших деталей.
Для проведения рассматриваемой обработки понадобятся:
- Восстановитель является основным компонентом. Химическая металлизация реагенты должны хранится согласно рекомендациям, которые размещают производители.
- Активатор также является важным реагентом, который определяет эксплуатационные качества поверхности. Реактивы химической металлизации имеют этикетки, на которых указывается название металла. Примером назовем золото, мель и хром.
- Грунтовка накладывается на поверхность для обеспечения наиболее благоприятных условий обработки. Она существенно повышает адгезию наносимого металла.
- Лак защищает наносимое покрытие от химического и механического воздействия.
- Для того чтобы придать поверхности определенный цвет используются специальные тонеры. На упаковке тонеров указывается конкретный оттенок.

Реактивы для химической металлизации
Стоит учитывать, что при самостоятельном выполнении работ обеспечить высокое качество поверхности достаточно сложно. В некоторых случаях приходится пользоваться помощью специальных очистительных составов.
Рассматривая минусы химической металлизации отметим, что при проведении данной процедуры используются вредные химические реактивы, работа с которыми должна проходить при строгом соблюдении техники безопасности. Данная технология довольно проста в исполнении, напоминает метод покрытия поверхности лакокрасочным веществом.
Читайте также: