Что такое плоскостность металла
Обновлено: 16.05.2024
Образец закрепляют (стационарно или на узле подачи) на специальном стенде или на станке. На том же стенде (станке) закрепляют (соответственно на узле подачи или стационарно) бабку и после предварительного фрезерования проводят чистовую обработку.
Обработку проводят с перекрытием.
Проверку обработанной поверхности закрепленного образца проводят при помощи поверочной линейки и плоскопараллельных концевых мер длины.
Отклонение от плоскостности равно разности наибольшего и наименьшего просветов между линейкой и обработанной поверхностью.
Полезное
Смотреть что такое "Плоскостность обработанной поверхности образца" в других словарях:
плоскостность — 3.6 плоскостность: Отклонение от плоскостности, при которой поверхность металлопродукции или ее отдельные части имеют вид чередующихся выпуклостей или вогнутостей, образующих не менее двух вершин отдельных волн, не предусмотренных формой проката… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 22410-91: Бабки фрезерные агрегатных станков. Основные размеры. Нормы точности и жесткости — Терминология ГОСТ 22410 91: Бабки фрезерные агрегатных станков. Основные размеры. Нормы точности и жесткости оригинал документа: 2.3.2. На расстоянии L. Черт. 2 Таблица 2 Ширина В бабок, мм Номер проверки L, мм Допуск, мкм, для бабок класса… … Словарь-справочник терминов нормативно-технической документации
точность — 3.1.1 точность (accuracy): Степень близости результата измерений к принятому опорному значению. Примечание Термин «точность», когда он относится к серии результатов измерений, включает сочетание случайных составляющих и общей систематической… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 9735-87: Станки профильно-шлифовальные. Нормы точности — Терминология ГОСТ 9735 87: Станки профильно шлифовальные. Нормы точности оригинал документа: 1.19.5. Наибольшая зона нечувствительности при реверсирова нии Uymax. Черт. 22 Таблица 14 Номер пункта проверки Допуск для станков класса точности П В… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 9335-89: Деревообрабатывающее оборудование. Станки круглопильные для поперечной распиловки пиломатериалов. Основные параметры. Нормы точности — Терминология ГОСТ 9335 89: Деревообрабатывающее оборудование. Станки круглопильные для поперечной распиловки пиломатериалов. Основные параметры. Нормы точности оригинал документа: 2.6. Параллельность плоскости вращения пильного диска направлению… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 27-88: Станки плоскошлифовальные с круглым выдвижным столом и вертикальным шпинделем. Основные размеры. Нормы точности и жесткости — Терминология ГОСТ 27 88: Станки плоскошлифовальные с круглым выдвижным столом и вертикальным шпинделем. Основные размеры. Нормы точности и жесткости оригинал документа: 2.4. Плоскостность рабочей поверхности стола Черт. 2 Таблица 2 Диаметр… … Словарь-справочник терминов нормативно-технической документации
Точность образцов-изделий — 3.5. Точность образцов изделий: а) плоскостность обработанных поверхностей (выпуклость не допускается); б) параллельность верхней обработанной поверхности его основанию (черт. 9) Таблица 6 Диаметр стола, мм Допуск, мкм, для станков классов… … Словарь-справочник терминов нормативно-технической документации
прямолинейность — 3.3 прямолинейность: Отсутствие отклонения продольной кромки полотна материала от прямой линии. Источник … Словарь-справочник терминов нормативно-технической документации
ГОСТ 13135-90: Станки плоскошлифовальные с прямоугольным столом. Основные размеры. Нормы точности — Терминология ГОСТ 13135 90: Станки плоскошлифовальные с прямоугольным столом. Основные размеры. Нормы точности оригинал документа: 3.3. Материал образцов изделий 3.3.1. Образцы изделия по черт. 43, 44, 45 должны изготовляться из стального литья… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р 53636-2009: Целлюлоза, бумага, картон. Термины и определения — Терминология ГОСТ Р 53636 2009: Целлюлоза, бумага, картон. Термины и определения оригинал документа: 3.4.49 абсолютно сухая масса: Масса бумаги, картона или целлюлозы после высушивания при температуре (105 ± 2) °С до постоянной массы в условиях,… … Словарь-справочник терминов нормативно-технической документации
Поговорим о плоскостности листа
Что значит это слово — плоскостность? Как ее измерить? На что влияет? В день знаний 1-го сентября мы решили ответить на все эти вопросы и освежить в памяти понятие «плоскостность».
Что такое плоскостность?
Основные характеристики, которые определяют какой прокат подойдет именно под ваш производственный процесс, это его механические свойства, геометрия и форма, а так же качество поверхности.
Мы бы хотели чуть более подробно остановиться на форме. Один из важнейших параметров формы прокатного листа, это его плоскостность, а проще говоря, ровность. В реальной жизни мы редко сталкиваемся с идеально ровными поверхностями, но если представить себе, что такая поверхность есть, то идеально ровный лист будет соприкасаться с ней каждой точкой.
В ГОСТ 19904 закреплены 4 типа плоскостности: особо высокая, высокая, улучшенная, нормальная. А ГОСТ 26877 устанавливает нормы «волнистости» на 1 м листового проката.
На практике же требований ГОСТ уже становится недостаточно. Современное оборудование, в частности, лазерные и координатно-пробивные станки, очень чувствительны к любым неровностям материала, поэтому при производстве на них используются только прокатные листы повышенной плоскостности.
Из-за чего появляются неровности?
Причины, по которым прокатный лист приобретает на своей поверхности волны и складки, могут возникнуть на любом этапе производства. Чаще всего дефекты появляются из-за действия термических напряжений при нагреве/остывании листов и из-за неравномерного распределения вытяжек по ширине очага деформации во время прокатки. Но так же травмировать лист может внешнее воздействие при резке или неправильная транспортировка. И если вторую группу причин можно, условно, отнести к человеческому фактору и на нее довольно легко повлиять, то основные причины нарушения плоскостности относятся непосредственно к производственному процессу.
Корень причин, из-за которых возникает деформация, лежит в самом процессе изготовления прокатного листа. После отливки метал, застывает неравномерно, что приводит к появлению внутреннего напряжения в заготовке. Поэтому, во время раскатки, какие то части листа проще поддаются воздействию, а какие то тяжелее. Чтобы это явление было проще понять, вспомните, как ведет себя тесто при раскатывании или даже можете провести небольшой эксперимент. Если взять прямоугольный кусочек теста и попробовать его сделать тоньше, не потеряв при этом форму, то даже если вы обеспечите максимально равномерное давление при раскатывании, то тесто будет распределяться неравномерно. Конечно, сталь это далеко не тесто и технологии обработки совершенно другие, но принципы того, как ведет себя материал, примерно такой же.
Как измерить плоскостность?
Для контроля плоскостности листа во время производства можно использовать контактные и бесконтактные методы. Контактные методы подходят только для холодной прокатки и могут травмировать поверхность листа в процессе замера, но дают более точный результат. Бесконтактный способ измерения менее точен, но может быть применен как для холодного, так и для горячего проката.
Принцип контактного измерения предельно прост: нужно сравнить поверхность листа с идеально ровной поверхностью. Такой поверхностью может быть уровень жидкости, луч света, поверочные плиты и линейки и т.д.
Самый простой и распространенный способ это измерение при помощи лекальной линейки и светового луча. Источник света нужно расположить перпендикулярно листу, затем поставить на лист лекальную линейку и оценить наличие просветов по линии соприкосновения листа с линейкой. Чем их меньше, тем более ровный перед вами лист.
Бесконтактное измерение же чаще всего заключается в обнаружении механического напряжения, о котором мы уже упоминали, при помощи магнитов, индукционных катушек или радиолокационных датчиков.
Если дефект плоскостности обнаруживается в процессе проката, то необходимо принять меры по стабилизации процесса прокатки. Говоря проще, где то чуть сильнее надавить, а где то наоборот.
Равнение на Промстройметалл
В нашей компании очень строго следят за качеством продукции на протяжении всего производственного процесса. Ключевой этап контроля качества происходит перед рубкой. Каждый рулон прокатывается через гидравлическую листоправильную машину. Если на листе остается дефект, то такой лист отбраковывается и не попадает в рубку.
И, напоследок, мы пользуемся защитной пластиковой упаковкой, чтобы избежать травмирования листа при транспортировке.
Помимо эстетической составляющей, качественный ровный лист позволит вам увеличить производительность на станке, избежать поломки узлов оборудования, брака при изготовлении деталей, а значит, сэкономит время и деньги.
Плоскостность
Плоскостность листового проката считается одним из главных свойств продукции. Эта характеристика является основным показателем ровности поверхности изделия. Для определения плоскостности металлического листа определяют путем расчет максимального расстояния от любой точки поверхности изделия до контрольной прилегающей линейки в пределах определенного участка.
Согласно существующему ГОСТу, абсолютно ровной считается поверхность, в которой все контрольные измерительные точки, расположены в одной плоскости. Даже при возможностях современной металлургии, добиться этого показателя крайне сложно. По этой причине, используются определенные условные обозначения показателя ровности изделия исходя из значений, в пределах которых находятся измерительные точки.
Соизмеряя величину допусков, определяется определенный класс плоскости листового проката:
- Особо высокая плоскостность стали обозначается маркировкой «ПО»;
- Маркировка «ПВ» указывает на то, что сталь обладает высокой плоскостностью;
- «ПУ» - маркировка, указывающая на улучшенную плоскостность листа;
- Нормальная плоскостность определяется маркировкой «ПН».
Выпуклости, вогнутости, волнистости, прогибы и прочие дефекты листового проката являются отклонениями от плоскостности изделия.
На нашем мы решили разместить словарь металлургических терминов с описанием основных понятий и определений. В словаре мы собрали самые разные термины с определениями и разместили их в алфавитном порядке. Найти в словаре нужный термин или определение, можно по первой букве из алфавитного указателя или с помощью Поиска по словарю.
Задачи словаря терминов и определений
Основной задачей подробного словаря металлургических терминов является знакомство наших клиентов и потенциальных заказчиков с понятиями и стандартизированными терминами, принятыми в таких областях, как:
- определение понятий ГОСТ, ОСТ, ТУ;
- технологии производства металлопродукции;
- способы термической, химической и механической обработки металлов;
- классификация, типы, форма и размеры металлоизделий;
- маркировка металлоизделий и металлоконструкций;
- марки металлов, химический состав металлов и сплавов;
- максимально допустимые отклонения от стандартных размеров;
- эксплуатационные характеристики продукции;
- виды, классы и плотность антикоррозионных покрытий;
- типы изоляционных и защитных покрытий;
- наименования и методы оценки качества изделий;
- виды дефектов и брака;
- условия хранения и транспортировки металлопродукции.
Большое разнообразие терминов, которые используются для обозначения металлоизделий, их характеристик и свойств, может вызывать определенные затруднения у тех, кто не знаком со спецификой металлопроката.
Подробное и простое описание позволит нашим клиентам легко ориентироваться в названиях и определениях, сделает понятным любой технический документ.
Очень важным является правильная терминология и ее единообразие в тесте заявки на металлопрокат, в спецификации, маркировке, сертификатах, технической, конструкторской и сопроводительной документации. Это дает возможность заказчику и менеджеру, принимающему заявку, правильно понять друг друга, предметно обсудить вопросы, связанные с габаритными размерами металлопроката, механическими свойствами и другими техническими характеристиками изделий или металлоконструкций. Такой подход позволяет свести к минимуму возможные неувязки и претензии, сэкономить время при заказе металлопроката.
Мы планируем регулярно дополнять словарь терминов и определений:
- Узкоспециализированными терминами, правильное значение которых нужно искать в отраслевых документах.
- Общими терминами, которые могут иметь несколько значений.
- Номенклатурными наименованиями с графическими изображениями и подробными описаниями.
В нашем словаре вы найдете емкие определения и описания таких понятий, как вид и класс покрытия, тип термообработки, состояние металла, группа твердости и качества поверхности, стандарты на допуски, точность прокатки по длине, толщине и ширине, плоскостность и кривизна, испытания на ударный изгиб и на раздачу. Вы познакомитесь с методами входного, текущего и приемочного контроля, методами разрушающего и неразрушающего контроля качества металлоизделий и сварных соединительных швов.
Если вы не нашли в словаре нужного вам термина и его описания, или у вас остались вопросы — обратитесь в службу сервисной поддержки клиентов (CCПK). Наш специалист подробно расскажет о назначении и параметрах проката из черных или цветных металлов, технологиях его обработки, химическом составе материала, форме поставки и других важных характеристиках.
Плоскостность поверхности
Измерения - по ГОСТ 22267, разд. 4, методы 2 и 3 (черт. 34, 35) не менее чем в двух продольных, трех поперечных и двух диагональных сечениях.
Смотри также родственные термины:
2.7. Плоскостность поверхности основания бабки
Ширина В бабок, мм
Допуск, мкм, для класса точности
Выпуклость не допускается.
Измерения - по ГОСТ 22267, разд. 4, метод 2 или 3.
2.5. Плоскостность поверхности основания бабки

Ширина Вбабок, мм
Выпуклость не допускается
Допуск, мкм, для бабок класса точности

Смотреть что такое "Плоскостность поверхности" в других словарях:
Плоскостность поверхности основания бабки — 2.7. Плоскостность поверхности основания бабки Черт. 6 Таблица 6 Ширина В бабок, мм Допуск, мкм, для класса точности Н п в 125, 160 16 10 6 200, 250 20 12 8 320, 400 25 … Словарь-справочник терминов нормативно-технической документации
Плоскостность рабочей поверхности стола — 2.4. Плоскостность рабочей поверхности стола Черт. 2 Таблица 2 Диаметр рабочей поверхности стола, мм Допуск, мкм, для станков классов точности П В До 500 8 5 Св. 500 » 1000 10 6 » 1000 » 1600 14 8 … Словарь-справочник терминов нормативно-технической документации
Плоскостность торцовой поверхности — 3.5. Плоскостность торцовой поверхности Таблица 9 D, мм Допуск, мкм, для станков классов точности Н П До 1600 30 20 Св. 1600 » 2500 40 25 » 2500 » 4000 50 30 » 4000 » 6300 60 40 » 6300 Измерения см. п. 2.4. Проверка боковым супп … Словарь-справочник терминов нормативно-технической документации
Плоскостность рабочей поверхности планшайбы — 2.4. Плоскостность рабочей поверхности планшайбы Черт. 2 Черт. 3 Таблица 2 D, мм Допуск, мкм, для станков классов точности Н П До 1000 30 20 Св. 1000 » 1600 40 25 … Словарь-справочник терминов нормативно-технической документации
Плоскостность торцовой поверхности шлифованного образца-изделия (для станков со специальным устройством для торцового шлифования) — 3.7. Плоскостность торцовой поверхности шлифованного образца изделия (для станков со специальным устройством для торцового шлифования) Таблица 11 Наибольший диаметр D устанавливаемой заготовки, мм Допуск, мкм, для станков классов точности П В А… … Словарь-справочник терминов нормативно-технической документации
Плоскостность рабочей поверхности стола. — 1.4. Плоскостность рабочей поверхности стола. Черт. 1 Черт. 2 … Словарь-справочник терминов нормативно-технической документации
Плоскостность и шероховатость обработанной поверхности заготовки — 3.2. Плоскостность и шероховатость обработанной поверхности заготовки (черт. 10). Черт. 10 Допуск 0,40 мм на длине 400 мм Шероховатость обработанной поверхности заготовки должна быть Rzmaх200 мкм по ГОСТ 7016. На обработанную поверхность 1… … Словарь-справочник терминов нормативно-технической документации
Плоскостность торцовой поверхности образца — 3.5.3. Плоскостность торцовой поверхности образца (выпуклость не допускается) Таблица 23 Наибольший диаметр устанавливаемой заготовки, мм Допуск, мкм, для станков классов точности П В А С До 200 6 5 4 3 Св. 200 » 400 8 6 5 4 » 400 10 8 … Словарь-справочник терминов нормативно-технической документации
Плоскостность обработанной поверхности Б — 2.5. Плоскостность обработанной поверхности Б (черт. 26 и 27). Черт. 27 Таблица 17 Наибольшая длина обрабатываемой поверхности, мм Допуск, мкм, для станков класса точности П В А До 160 6 4 2,5 Св. 160 до 250 8 5 » 250 » 400 … Словарь-справочник терминов нормативно-технической документации
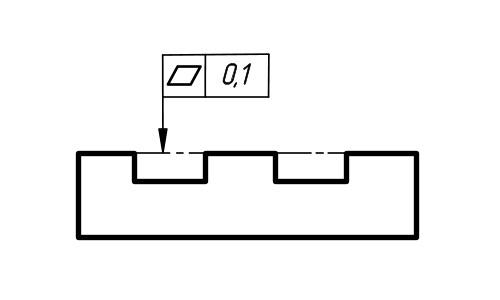
Допуск плоскостности
На плоскостях деталей в ходе обработки образуются поверхности с характерными отклонениями. Чтобы указать допустимые погрешности плоскостности, не снижающие качество последующего использования этой детали, на чертеже наносится знак в виде ромба и цифровое значение.

Допуск плоскостности поверхности 0.1 мм .

Допуск плоскостности поверхности 0.1 мм на площади 100 × 100 мм .
Допуск плоскостности поверхностей относительно общей прилегающей 0.1 мм .
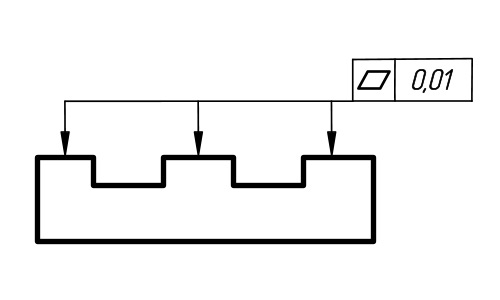
Допуск плоскостности
каждой поверхности 0.01 мм .
Способов контроля величины отклонения плоскостности описываемых в научно-технической литературе существует достаточно много, но направление методов измерения можно разделить на два вида, это оптическое и не оптическое измерение.
Оптические способы измерения основаны на сравнении реального состояния профиля с визирной осью светового луча. Не оптические средства контроля, производят анализ поверхности элементами конструкции измерительного прибора.
Для установления величины плоскостности чаще всего задействуются приборы с механическим оптическим и гидростатическим методом преобразования снимаемых данных.
В механических приборах измерительный механизм построен на кинематическом принципе действия, преобразующем небольшие перемещения измеряемых значений, в увеличенные передвижения которые принимаются регистрирующими устройствами.
Гидростатические приборы используют методы измерения с использованием жидкости. Принцип измерения основан на сравнении плоскости, которая образовывается поверхностью жидкости, всегда располагающейся горизонтально, с проверяемой поверхностью.
Измерительные оптические приборы являются средствами измерения, в которых при выполнении измерений задействован ряд оптических элементов таких как: объективы, зеркала, призмы, окуляры и передвигающие их рычаги, кронштейны, направляющие и т.д.
Анализ поверхности, производимый оптическими средствами измерения, осуществляется за счёт потока лучей, несущих информацию об измеряемой детали, проходящих через ряд элементов оптико-механической или оптико-электронной конструкции.
Поверочные плиты
Измерение отклонений от плоскостности производят с помощью специальных поверочных плит, принцип определения которыми заключается в том, что рабочую поверхность плиты принимают за исходную плоскость, по которой определяют отклонения реальной плоскости изделия.
Процесс измерения плитами в большинстве случаев связано с нанесением специальной краски, по которой выявляют неровности. На плиту наносят тонкий слой краски, после чего кладут на плоскость проверяемой детали. В результате перемещения плиты по поверхности детали определяют количество пятен, оставляемых после выдавливания краски во впадинах неоднородной поверхности.
Поверочные плиты, как правило, изготавливаются из серого чугуна, которые имеют свои достоинства и недостатки.
Помимо чугуна для изготовления поверочных плит используется ряд твердых каменных пород. Основным из преимуществ, каменных поверочных плит является износостойкость, и долгий срок службы по сравнению с чугунными плитами. В каменных плитах отсутствует внутреннее напряжение. Поверочные плиты из гранита меньше подвержены деформации из-за изменения температуры внешней среды, так как коэффициент теплового расширения у них меньше, чем у чугуна. Каменные поверочные плиты менее чувствительны к вибрациям.
Стандартные плиты выпускаются с размерами от 250 × 250 до 4000 × 1600 мм и используются как для измерения плоскости, так и для контрольно измерительных работ.
Читайте также: