Что такое трещина в металле
Обновлено: 18.05.2024
Трещины при сварке – это один из видов дефектов, приводящий к разрушению сварного соединения. Возникают такие элементы сразу после окончания накладки шва или впоследствии, по мере остывания металла. Каждый сварщик должен знать виды сварных трещин, причины их появления и методы устранения, а также предупреждения, чтобы создавать надежные соединения.
Виды трещин по форме и локации
Трещины при сварке могут иметь различную форму, ориентацию в материале и локацию. Различают следующие виды трещин:
продольные в шве (обычно длинные, иногда через весь стык);
поперечные в шве (зачастую короткие и зигзагообразные);
продольные в околошовной зоне (длинные и тонкие, как нитка, едва заметные);
поперечные в околошовной зоне (расходятся от краев шва по материалу заготовки);
поперечные внутри основного материала под швом (короткие);
продольные внутри толщи присадочного металла.
Порой наружные трещины могут образовываться в кратере, при завершении шва, если резко разорвать электрическую дугу. Тогда они расходятся «паутинкой» от центра и ослабляют «замок» сварного соединения. Если стык выполнялся «под воду», высокая вероятность протекания в этом месте. В конструкциях, где герметичность не важна, трещины ослабляют надежность соединения, влекут разрушение стыка, ускоряют разрыв шва.
Виды трещин по времени появления

Трещины в сварочном шве и околошовной зоне условно делятся по времени появления на горячие и холодные. Горячие возникают при температуре металла около 1000-1300 С, когда одни части начинают застывать, а другие еще остаются жидкими. Визуально их можно увидеть на красном металле шва и в темной околошовной зоне.
Холодные трещины образуются позже. Сразу после отрыва электрода, дуга гаснет и соединение выглядит целостным. Но потом слышится треск и появляются дефекты. Обычно это происходит при температуре детали 200-300 С.
Причины появления горячих трещин
Различают несколько причин возникновения горячих трещин при сварке:
Жесткая фиксация заготовок. Если детали плотно зафиксированы, то при нагреве от сварки и последующем остывании возникает напряжение, влекущее разрыв материала. Поскольку участки, где велась сварка, наиболее разогреты и мягче других, трещины возникают именно в них.
Включения посторонних веществ. В сварочную ванну попадают окислы (пленка с поверхности заготовки), краска, шлак, сера, фосфор, что делает сплав неоднородным. При кристаллизации вещества застывают с разной скоростью. В результате одни элементы уже твердые, а другие – жидкие. Последние рвутся от стягивания и усадки металла, приводя к трещинам. Особенно дефекты возникают из-за наличие кислорода и водорода.
Неправильные пропорции дополнительных легирующих элементов. Когда в присадочный металл добавляют хром, молибден, ниобий, бор и другие элементы для компенсации выгоревших, завышенные пропорции делают кристаллическую решетку отличной от основного материала, что вызывает разницу по твердости и температуре остывания, приводя к трещинам.
Разная температура плавления соединяемых деталей. При соединении углеродистой и малоуглеродистой стали, у которых температура плавления 1535 и 1300 С, один металл уже твердый, а второй – еще жидкий, поэтому появляются горячие трещины. Еще больше дефект проявляются при соединении чугуна со сталью (температура плавления чугуна 1147-1200 С). Этот же эффект будет, если сваривать две половинки чугуна обычными электродами для углеродистой стали.
Причины появления холодных трещин
Холодные трещины менее заметны, поскольку раскрываются не так сильно, как горячие. У них не широкая «паутина», а тонкие «ниточки». Зачастую образуется дефект из-за включения водорода, накапливающегося в определенных зонах. Он делает металл более хрупким, вызывая разрывы при остывании, когда заготовка достигает температуры 200 С. Среди других причин образования холодных трещин:
Малый диаметр электрода. Приводит к недостаточному количеству наплавленного металла. В результате шов получается тонкий и легко рвется от внутренних термических деформаций.
Низкая сила тока. Не позволяет достаточно глубоко проплавить место соединения. Шов получается поверхностным и трескается от напряжения.
Слишком узкий сварочный шов. Слабо захватывает стороны заготовки, поэтому когда они расходятся при остывании, нередко возникает трещина рядом со швом.
Быстрое охлаждение детали после сварки. Если после отрыва дуги сразу полить деталь водой, кристаллическая решетка не успевает полноценно сформироваться и возникает разрушение связей в структуре металла.
Внутренние напряжения. Когда деталь многократно нагревалась в одном и том же месте, внутри возникает напряжение. Оно возрастает, если остальные части конструкции были соединены перед сваркой с применением силы, а не сведены без усилий. Тогда, по мере остывания, возможны трещины как самого шва, так и прилегающей зоны.
Методы контроля сварного шва
После окончания сварки и остывания металла сварщик самостоятельно осматривает швы на наличие трещин. Для этого необходимо очистить соединение от шлака и пыли щеткой. Порой применяется обдув сжатым воздухом. Чтобы отличить риску наплыва металла от трещины, используют увеличительное стекло.
Остальные методы проверки применяются по необходимости, если того требуют условия выпуска продукции. Это может быть просвечивание швов рентгеновским излучением, которое покажет внутренние трещины, а не только наружные. Для трубопроводов, сосудов и других конструкций, по которым будет протекать жидкость или газ, применяется опрессовывание сжатым воздухом, проверка керосином или аммиаком. Все это помогает выявить скрытые трещины, поры и свищи.

Как устранить трещины
Если после сварки выявлена трещина в шве или околошовной зоне, необходимо выполнить подготовительные действия для ее устранения. Распространенная ошибка – просто наложить шов сверху. Это устраняет дефект лишь поверхностно и косметически. Внутри разрыв материала остается. В таком случае высокая вероятность, что соединение снова треснет при остывании или под нагрузкой.
Для начала нужно понять, что привело к дефекту. Если это разная температура плавления металлов, то используют другие электроды, обеспечивающие лучшую свариваемость и кристаллизацию веществ в месте стыковки. Когда причина в напряжениях, изделие предварительно прогревают при помощи резака, газовой горелки или паяльной лампы.
Стоит уделить внимание и самой трещине. Если дефект 10 см и более в длину, то, чтобы он не разошелся дальше, пока будет накладываться новый шов, необходимо зафиксировать края трещины. Для этого их засверливают на всю глубину стыка сверлом по металлу и дрелью. Далее нужна разделка трещины, выполняемая болгаркой и отрезным диском. Углубитесь кругом на 5 мм. Это создаст достаточно места для проплавления и заполнения новым присадочным металлом.
Концу шва уделяют дополнительное внимание. Важно настроить спад силы тока, чтобы сварочная ванна постепенно застыла, а кристаллическая решетка правильно сформировалась. Если возможности сварочного аппарата не поддерживают такие настройки, просто постепенно увеличивайте воздушный зазор. Электрическая дуга станет выше, а температура воздействия ниже.
Заканчивайте шов всегда на другом шве, создавая своего рода «замок». Здесь меньше вероятности образоваться кратерным трещинам. Некоторые опытные сварщики выводят конец шва на цельный металл (в бок, где не велась сварка), поскольку там сплошное сечение стали и гарантированно не появится сквозная трещина или свищ.
Как не допустить появления трещин
Важно изначально соблюдать режимы сварки и правильно готовить детали. Ведь устранение трещин ведет к потере времени, перерасходу материалов, удорожанию конечного изделия или снижению получаемой за его изготовление прибыли. Для предупреждения проблемы соблюдайте следующие рекомендации:
Подбирайте правильно сварочный ток и диаметр электрода. Сила тока и диаметр проволоки или электрода должны соответствовать сечению металла. Ориентировочная таблица по настройке аппарата в зависимости от пространственного положения шва и диаметра электрода присутствует на каждой упаковке расходных материалов.
Используйте присадочные материалы, соответствующие основному металлу заготовки. Для этого вникайте в состав проволоки и стержня электрода, обмазки. Для сварки нержавейки выбирайте электроды и проволоку для легированной стали. Чугун варится отдельными электродами со специальным покрытием. Для медных сплавов выпускают проволоку и прутки из меди. Если хотите сваривать алюминий, задействуйте электроды и проволоку для полуавтомата, рассчитанные для такого применения.
Подавайте в зону сварки флюсы с минимальным количеством серы и фосфора. Лучше использовать флюсы на кремниевой основе.
Выполняйте предварительный прогрев заготовок. Это уменьшит перепад температур между зонами, где будет вестись сварка и другими участками, предупредит деформацию и напряжение металла.
Разделывайте кромки толстых деталей. При сечении от 5 мм и выше снимайте фаску под 45⁰, чтобы стороны имели V или Y-образное соединение. Это увеличит глубину шва и площадь соприкосновения наплавленного и основного металла, повысив прочность стыка.
Варите многопроходными швами. Выполните несколько проходов на средней скорости. Это лучше, чем один высокий шов на медленной скорости. Допускается чередование ведения горелки или электрода в разные стороны при многопроходных швах, что только усиливает структуру наплавленного металла.
Не охлаждайте детали сразу после сварки водой, не бросайте их в снег или на лед.

К охлаждению водой прибегают, когда нет времени дожидаться естественного остывания и нужна дальнейшая сборка конструкции. Используйте для удержания горячих деталей сварочные рукавицы повышенной толщины или специальные приспособления для сварки. Есть много зажимов, позволяющих захватить круглую или профильную заготовку разных диаметров и присоединить ее к другой конструкции для сборки и прихватки. Магнитные фиксаторы помогут обойтись без посторонней помощи, ведь некоторые модели выдерживают до 34 кг.
Как сварить ГБЦ или блок ДВС без трещин
Трещины в головке блока цилиндров возникают, как правило, между седлами клапанов, и приводят к перепусканию картерных газов. Герметичность нарушается при резком перегреве и охлаждении ГБЦ, например в момент долива антифриза в работающий мотор. Блок двигателя может лопнуть в любом месте, если использовалась охлаждающая жидкость с небольшой температурой замерзания. Встречаются характерные повреждения при ДТП.
Чтобы заварить трещины ГБЦ или блока ДВС, необходим инвертор TIG, способный переключаться с постоянного тока на переменный. Обозначаются такие аргонодуговые аппараты как AC/DC и могут быть на 220 и 380 В. Именно переменное напряжение в аргоновой сварке вольфрамовым электродом обеспечивает разрушение высокотемпературной оксидной пленки снаружи алюминия и аккуратную сварку основного металла. При работе постоянным током качественно выполнить стык не получится.

Используйте присадочную проволоку для алюминия. Необходима разделка трещины отрезным кругом болгарки, чтобы увеличить глубину проплавления. Если повреждение имеет длину 1-2 см, можно сразу вести сварку после расшивки и обезжиривания. При более крупных трещинах ГБЦ необходим предварительный подогрев металла, чтобы снизить напряжение и температурные деформации. Тогда шов не лопнет по мере остывания.
Дождитесь охлаждения металла до 50-60 ⁰С, после чего приступайте к шлифовке, удаляя лишний металл. Обязательно опрессуйте блок, чтобы убедиться в герметичности. В случае ГБЦ некоторые перестраховываются и выполняют гильзовку каналов.
Правильно подготавливая металл под сварку и выбирая соответствующий режим, получится избежать трещин в шве. Используйте присадочные расходные материалы близкие по составу к основному металлу. Если трещина все же возникла, воспользуйтесь советами из этой статьи по ее удалению, а главное проанализируйте, почему образовался дефект, чтобы предупредить его появление в будущем.
Ответы на вопросы: борьба с трещинами в сварочном шве
Когда нет электроинструмента, трещину можно расшить при помощи зубила и молотка. Устанавливайте зубило не строго вертикально, а под наклоном 60-70⁰. Меняйте сторону наклона. Так получится вырубить канавку, куда будет затекать присадочный металл.
Трещина может появиться как при сварке покрытым электродом, горелкой полуавтомата, так и вольфрамовым электродом. Здесь больше сказывается состав основного и присадочного металлов, режим сварки, наличие внутренних напряжений, включения посторонних веществ с поверхности заготовки и пр.
Такое нередко бывает при сварке чугуна или нержавейки с неправильно подобранными электродами/проволокой. Замените расходные элементы, счистите болгаркой предыдущий наплавленный металл до основного. В случае чугуна прогрейте деталь паяльной лампой или газовой горелкой.
Металл шва более прочный и быстрее застывает, чем основной материал. Выберите менее тугоплавкий электрод или проволоку, хорошо очистите поверхность от краски, масла, ослабьте фиксацию детали.
Если при опрессовке через шов с трещиной не проходит жидкость, значит дефект не глубокий, а поверхностный. Но от вибрации, ударов, перепадов температур трещина может расти как в длину, так и в глубину, поэтому соединение лучше переделать.
Трещины
Описание. Линейные нарушения сплошности на поверхности горячекатаных прутков и профилей, а также катаной проволоки, расположенные чаще всего в продольном направлении и проходящие перпендикулярно или наклонно в глубь материала. Их возникновение и распределение обусловлены самыми различными причинами.
1. Трещины, образовавшиеся вследствие неправильной калибровки при горячей прокатке, ориентированные в продольном направлении. Обычно тонкие, короткие, встречаются в большом количестве.
2. Тонкие трещины, расположенные на равном расстоянии друг от друга, возникающие вследствие изменения (чаще посадки) калибра при горячей прокатке. Могут быть распределены по всему объему.
3. Тонкие трещины от проскальзывания в калибре; могут быть короткими или длинными; распределены беспорядочно по объему.
4. Краевые (идущие от ребер) трещины на профилях или на прутках, имеющих сечение, отличающееся от круглого; они проходят перпендикулярно или под углом к направлению прокатки и имеют преимущественно извилистую форму.
5. Трещины обусловленные сотовыми (подкорковыми) пузырями; неравномерно распределены по поверхности в продольном направлении.
6. Трещины, возникшие от остаточных напряжений. Лишь в редких случаях они прямолинейны и расположены параллельно продольной оси. Чаще всего сильно искривлены, частично доходят до сердцевины.
7. Трещины, обусловленные подкорковыми порами; распределены по поверхности неравномерно и вытянуты в продольном направлении; имеют малую протяженность и чаще всего очень тонкие.
1. Одновременная осадка и уширение (сжимающие и растягивающие напряжения) при прокатке (неблагоприятная калибровка).
2. Углубления, возникающие при прокатке из-за дефектной поверхности прокатных валков. Слишком большое различие в диаметрах одновременно работающих (сопряженных) валков.
6. Остаточные (внутренние) напряжения, возникающие в материале из-за слишком быстрого нагрева или охлаждения, а также в процессе деформации (например, от скручивания) или при травлении (водород).
7. Изложницы с горячими трещинами; газовыделение из-за поглощения влаги или водорода; слишком быстрая разливка.
1. Создание правильной калибровки и соблюдение технологии горячей прокатки стем, чтобы исключить возможность одновременной сильной осадки и уширения; особое внимание следует обращать на это в последних проходах.
Не создавать углублений на поверхности прутка при прокатке, не использовать прокатные валки со слишком глубокими насечками.
4. Оптимальные температуры нагрева и прокатки, nbsp;соответствующие данной марке стали и поперечному сечению заготовки.
Правильная калибровка для предупреждения слишком большого уширения с учетом данной марки и поперечного сечения изделия.
6. Предотвращение при термической обработке и горячей прокатке резких нагревов и охлаждении. Стали, склонные к образованию трещин от остаточных (внутренних) напряжений (легированные стали и стали с повышенным содержанием углерода), следует охлаждать в нагревательных колодцах.
Устранение. Возможно с учетом глубины и количества дефектов, размеров полуфабриката, состава стали, а также формы поперечного сечения и назначения проката. Для горячекатаной прутковой стали возможные методы устранения дефектов — зачистка (шлифовка и строжка), а также обточка. Катаная проволока большого диаметра (свыше 10 мм) может быть обточена. Дефекты в профилях могут быть удалены зачисткой (шлифовкой или строжкой).
Примечание. Необходимо совершенствовать соответствующие технологические процессы, с тем чтобы избежать появления поверхностных продольных трещин. Однако так как причины появления этих трещин могут быть самыми разнообразными (см. выше) и в текущем производстве в настоящее время еще нет сквозного контроля всей прокатываемой продукции на поверхностные дефекты, только с большим трудом можно получить абсолютно свободный от трещин материал. Это означает, что поверхностные трещины в реальном производстве встречаются, к сожалению, часто.
Обусловленное продольными трещинами снижение качества продукции зависит от вида, глубины и количества (частоты расположения) трещин, а также от целей применения продукции. При обработке поверхности резанием (при изготовлении деталей) наличие поверхностных трещин не имеет значения в том случае, если глубина их меньше удаляемого при механической обработке слоя. Для заготовок, предназначенных для последующего волочения или деформации другого вида без удаления поверхностного слоя, поверхностные трещины, напротив, весьма нежелательны; к качеству поверхности таких заготовок предъявляются особенно высокие требования.
Источник: Атлас дефектов стали. Пер. с нем. М. "Металлургия", 1979.
Сайт содержит техническую и нормативную информацию по металлургии.
Все материалы размещенные на сайте предоставляются бесплатно.
Образование трещин при термической обработке стальных изделий
Поскольку макротрещины являются результатом воздействия напряжений первого рода, то очевидно, что их расположение и глубина распространения должны определяться распределением напряжений в объеме изделия.
Хрупкое разрушение чистых металлов и многих пластичных сплавов при комнатной температуре можно вызвать двухосным или трехосным приложением растягивающих внешних усилий; в случае сжимающих усилий металлы разрушаются от касательных напряжений сдвигом, т. е. разрушаются вязко. Это справедливо для материалов и напряженного состояния, при котором проявляются пластические свойства материала. Хрупкие материалы, к которым относится и закаленная сталь, могут разрушаться не только от растягивающих, но и сжимающих напряжений, что хорошо выявляется при одноосном сжатии [50], при котором разрушение происходит по направлению действующего усилия. В данном случае излом проходит перпендикулярно поперечным растягивающим деформациям, т. е. в направлении, в котором согласно понятиям теории упругости растягивающие напряжения отсутствуют. Поэтому целесообразно разрушение хрупких материалов рассматривать по отношению к деформациям растяжения.
В процессе механических испытаний при любом способе приложения внешних усилий, даже одноосном, образец деформируется в трех направлениях и, по существу, в нем всегда возникает объемное деформированное состояние. При одноосном растяжении в направлении действующего усилия появляются деформации растяжения, а в двух других направлениях — сжатия (фиг. 4, а). Хрупкие материалы при растяжении разрушаются перпендикулярно направлению усилия, т. е. перпендикулярно максимальной деформации растяжения.
Одноосное сжатие в направлении действующего усилия вызывает деформацию сжатия, но в двух остальных направлениях— деформации растяжения и перпендикулярно деформациям растяжения наступает разрушение (фиг. 4, б).
При двухосном и трехосном приложении сил растяжения или сжатия хрупкое разрушение также будет направлено перпендикулярно наибольшей деформации растяжения. Двухосное равномерное растяжение изотропных материалов может привести к одновременному разрушению образца в четырех направлениях Двухосное равномерное сжатие (фиг. 4, г) вызывает растягивание в одном направлении и разрушение возможно также в одном направлении, нормальном к деформации.
Закалочные трещины могут образоваться в зоне, подвергнутой не только растягивающим, но и сжимающим напряжениям, при этом они направляются перпендикулярно максимальной деформации растяжения.
При трехосном приложении усилий, когда в двух направлениях действуют растягивающие, а в одном — сжимающие напряжения, последние должны способствовать хрупкому разрушению, поскольку они увеличивают деформацию растяжения (фиг. 4, д), вызываемую растягивающими усилиями.
Термическая обработка создает в изделиях объемно-напряженное состояние. В элементарном объеме очень часто возникает напряженное состояние, аналогичное описанному выше, когда в двух направлениях действуют растягивающие напряжения и в одном — сжимающие. Такое напряженное состояние должно быть опасным для образования трещин.
Объемное напряженное состояние изделий характеризуется различным распределением напряжений по сечению. В одних случаях напряжения меняются по величине постепенно, в других случаях напряжения по величине и знаку изменяются резко (в пределах сотых долей миллиметра). Последнее часто наблюдается в тонких поверхностных слоях изделия, в которых напряжения сжатия или растяжения значительно превышают (до нескольких раз) максимальные напряжения в сердцевине. В этом случае поверхностный тонкий слой можно рассматривать как самостоятельную зону, находящуюся в плосконапряженном состоянии
Макротрещины, возникающие в изделиях, должны располагаться в соответствии с напряженным состоянием: при напряженном состоянии во всем объеме изделия следует ожидать образования глубоких трещин, а при двухосном напряженном состоянии в поверхностном слое — образования поверхностных трещин. Многолетние наблюдения над образованием макротрещин в изделиях, изготовляемых из высоко- и среднеуглеродистой легированной и нелегированной стали, а также низкоуглеродистой цементуемой стали, привели к выводу, что трещины, возникающие в изделиях при термической обработке, также можно подразделить на две группы: глубокие и поверхностные. Каждая
группа трещин подразделяется на две разновидности: выходящих на поверхность изделия и внутренних. Классификация трещин приводится на фиг. 5, согласно которой макротрещийы, возникающие при термической обработке изделия, подразделяются на четыре типа. Пятым типом трещин являются микротрещины, позникающие от напряжений второго рода.
Первый тип трещин — трещины глубокие, раскрывающиеся от поверхности изделия (фиг. 6). Они могут быть продольными или изменять направление в зависимости от конфигурации изделия (концентраторов напряжений). Продольное направление трещин чаще наблюдается в тех изделиях, длина которых превышает их диаметр или толщину, и даже в изделиях сложной формы. Например, на поверхности фрезы, изготовленной из быстрорежущей стали (фиг. 6, а), трещины имеют различные направления, но если эту фрезу сломать по трещинам, то обнаружится их преимущественное направление вдоль оси (фиг. 6,6).
Как показали наблюдения, трещины первого типа возникают в полностью прокаливающихся изделиях. В данном случае под прокаливаемостью понимается слой с мартёнситной структурой, когда твердость сердцевины изделия равна или ниже (не более чем на HRC 1—3) твердости поверхности. В этом случае в поверхностном слое изделия возникают, как правило, растягивающие напряжения, а распределение их по сечению соответствует схеме, приведенной на фиг. 5 для данного типа трещин.
Если исходить из общих представлений об образовании трещин, то следует предположить, что трещины первого типа могут появиться в любом слое стали, где деформация растяжения (в тангенциальном 'направлении) превосходит способность стали к удлинению при данном напряженном состоянии. Вместе с тем практически наблюдается, что наибольшая склонность к трещинам первого типа проявляется в образцах со сквозной прокаливаемостью, когда на поверхности обнаруживаются преимущественно напряжения растяжения (фиг. 5, а). Такое напряженное состояние характерно для прокаливающихся образцов после охлаждения в воде. Очевидно, неодновременность структурных превращений, возникающая при резком охлаждении, вызывает напряжения растяжения в поверхностном слое. Логично предположить, что если под действием растягивающих напряжений в сердцевине возникают трещины, то должны встречаться хотя бы отдельные случаи, когда в изделиях обнаруживаются внутренние продольные трещины. Однако таких трещин пока не отмечалось. По-видимому, практически внутренние напряжения в сердцевине изделий, могущие вызвать деформацию растяжения в тангенциальном направлении, достаточную для разрушения, образуются редко.
Известно, что в цилиндрических образцах после термической обработки осевые напряжения имеют, как правило, большую, а радиальные напряжения — меньшую величину. Казалось бы, и трещины должны возникать от наибольших осевых напряжений. Но в этом случае они располагались бы перпендикулярно оси, а в действительности трещины бывают направлены вдоль оси. Продольное расположение их вызывается тангенциальными напряжениями, хотя величина этих напряжений, как правило, несколько меньше осевых. Продольное расположение трещин в некоторой степени, очевидно, объясняется анизотропией свойств стали. Многие детали, а также и инструмент изготовляются из проката. Прокат, как известно, в продольном и поперечном направлениях имеет различные свойства. При испытании поперечных образцов по сравнению с продольными образцами ([50] обнаруживается понижение следующих механических свойств: пластичности, сопротивления отрыву, истинного сопротивления разрушению. В закаленной на мартенсит инструментальной стали сопротивление отрыву при разрушении поперечных образцов на 30—50% меньше, чем при разрушении продольных образцов.
Второй тип трещин — внутренние дугообразные, отличающиеся от трещин первого типа не только глубиной залегания, но и расположением (фиг. 5, б). Они располагаются главным образом внутри углов изделий. Если изделие имеет небольшую толщину, то трещины, располагаясь в углах, сливаются и принимают дугообразную форму (фиг. 7). Не исключена возможность выхода внутренних трещин на поверхность изделий. Они называются внутренними потому, что берут начало из сердцевинных слоев и только вследствие перераспределения напряжений и повышенной хрупкости стали часто распространяются до поверхности. Внутренние трещины, не выходящие на поверхность после закалки, выявляются после сколов углов изделий или вершин зубьев (фиг. 7, г).
Трещины второго типа возникают в непрокаливающихся или цементованных изделиях. В таких изделиях поверхностный закаленный слой имеет большой удельный объем по сравнению с сердцевиной. Вследствие этого поверхностный слой стремится расшириться и подвергает сердцевину растяжению. Сам поверхностный слой в этом случае будет находиться под воздействием сжимающих напряжений. Распределение напряжений в цементованных или непрокаливающихся образцах неоднократно исслеловалось различными авторами; оно соответствует напряженно му состоянию, схематически представленному на фиг. 5, б. Трещины возникают в зоне, подвергнутой растягивающим напряжениям. Преимущественное образование внутренних трещин в
углах следует объяснить наличием в них объемных растягивающих напряжений. Закаленный или цементованный слой в углах воздействует на сердцевину с трех сторон, создавая напряженное состояние, затрудняющее пластическую деформацию стали и облегчающее образование трещин.
Третий тип трещин — поверхностные, проникающие ιι;ι глубину от 0,01 до 1,5—2 мм. На поверхности эти трещины имеют произвольное направление, не связанное с конфигурацией .изделия. В зависимости от глубины они по-разному выявляются на поверхности изделия.
Трещины, проникающие в глубину до нескольких сотых миллиметра, образуют на поверхности изделия мелкую сетку (фиг. 8, а) . При увеличении глубины трещин ячейки сетки укрупняются, затем сетка становится слабо замкнутой (фиг. 8, б), и, наконец, при глубине около 1,0 мм на поверхности появляется несколько трещин произвольного (фиг. 8,- в) или продольного (фиг. 8, г) направления.
Трещины третьего типа образуются в том случае, когда по каким-либо причинам в поверхностных слоях возникают растягивающие напряжения, а способность металла этих слоев к деформации оказывается недостаточной (см. фиг. 5, в).
Четвертый тип трещин — трещины отслаивания и сколов (см. фиг. 5, г). Для примера приведем многочисленные случаи отслаивания поверхностной корки после шлифования, а также отслаивания диффузионных слоев, полученных химико-термической обработкой. Но к трещинам отслаивания относится значительно более широкий круг встречающихся трещин, и расположение их вблизи поверхности изделия является частным случаем. Анализ многих изделий с трещинами отслаивания приводит к выводу, что трещины появляются вследствие действия сжимающих напряжений и возникают от растягивающих поперечных деформаций.
Трещины отслаивания располагаются вдоль структурных зон, подвергнутых сжатию и отличающихся повышенной хрупкостью. Известна возможность такого разрушения в хрупких материалах при одноосном сжатии [50]. Однако трещины отслаивания возни кают только в том случае, когда напряжения от растягивающих к сжимающим переходят в очень узкой зоне, равной тысячным или сотым миллиметра, т. е. когда знак напряжений меняется в микрослоях (см. фиг. 5, г).
Обычно трещины отслаивания располагаются в структурной зоне малой толщины, напряженное состояние которой можно рассматривать как двухосное равномерное сжатие. Наглядно это можно показать следующим.
Если в зоне образования трещин четвертого типа возникает объемное напряженное состояние и, помимо напряжений двухосного сжатия, появляются и растягивающие напряжения в третьем направлении (радиальном), то они будут способствовать образованию этих трещин.
В изделии одновременно могут присутствовать глубокие и поверхностные трещины. Пример наличия в изделии трещин первого и третьего типов приведен на фиг. 12, где глубокие и большие трещины появились от объемного напряженного состояния, а поверхностные и мелкие вызваны наличием дополнительного напряжения в поверхностном слое изделия. Поскольку глубокие трещины вызываются напряжениями, действующими во всем объеме изделия, то, очевидно, причину их образования следует искать в технологических условиях, влияющих на напряженное состояние объема (например, перепад температур по сечению изделий при сквозном нагреве и охлаждении). Появление поверхностных трещин связано с явлениями, происходящими в поверхностных слоях (изменение состава стали вследствие химико-термических процессов, протекающих в поверхностных слоях, резкий разогрев поверхности и др.).
На основании изучения причин, приводящих к образованию трещин при обработке конкретных изделий, по виду трещин можно определить технологические факторы, вызывающие трещины, и указать мероприятия по их устранению. Например, установлено, что в инструменте из быстрорежущей стали, нагреваемом для закалки в соляных ваннах, поверхностные трещины вызываются наличием обезуглероженного слоя. Если трещины имеют вид мелкой сетки (а следовательно, малую глубину) и расположены по всей поверхности изделия, то обезуглероживание произошло при нагреве в соляной ванне, а если поверхностные трещины располагаются с одной стороны (обычно на плоском инструменте), не образуют сетки, но расположены произвольно, то это указывает на неравномерное снятие припуска при механической обработке. Конкретные причины образования трещин и технологические мероприятия по их предупреждению будут рассмотрены ниже.
Применяемые марки стали и условия обработки настолько разнообразны, что еще встречаются трещины, причины и технологические условия образования которых еще не изучены и они «не классифицируются». Например, еще не совсем ясно, к какому типу можно отнести трещины, возникающие возле кромки изделия и направленные параллельно ей. Известны случаи образования подобных трещин в связи с обезуглероживанием и троститным превращением на .поверхности, и, очевидно, их следует отнести к третьему типу, но для окончательной классификации требуется накопление дополнительных данных.
В классификацию не включены трещины, возникающие при очень сильном перегреве стали (например, нагрев стали У12 до температуры 1200°С), когда трещины уже не имеют определенной ориентировки и иногда образуют сетку, видимую на поверхности. Образование таких трещин связано с понижением прочности границ зерен, и они сравнительно редко встречаются в практике. При классификации следует иметь в виду возможность появления сетки трещин вследствие сильного перегрева, в этом необходимо убедиться по структурному анализу или излому стали.
По мере изменения технологии термической обработки будут включаться новые технологические факторы и виды трещин, требующие специального изучения.
Подрезы (переходы сечений) увеличивают склонность изделий к образованию трещин, изменяют их направление (фиг. 13) „ но влияние технологических и металлургических факторов сохраняется для всех четырех типов трещин. Поэтому все общие закономерности, относящиеся к образцам или изделиям простой формы без резких переходов в сечении или подрезов, в равной степени относятся к изделиям сложной формы.
Пятый тип трещин — микротрещины, в отличие от перечисленных выше трещин, возникающих от напряжений первого рода, образуются под действием микронапряжений или напряжений второго рода (см. фиг. 5, д).
Поскольку напряжения второго рода действуют в пределах микрообъемов и дезориентированы, они должны вызвать трещины, также распространяющиеся на микрообъемы и тоже дезориентированные.
На возможность образования . микротрещин в стали указывается многими авторами. К этому типу относятся трещины, которые различимы под микроскопом и располагаются в пределах игл мартенсита или одного и нескольких зерен. В быстрорежущей стали, согласно данным.
Горячие и холодные трещины при сварке
Согласно ГОСТу 30242 все дефекты разделяют на шесть групп. Первая из них целиком принадлежит трещинам. Дефект шва, называемый трещиной, - это несплошность в виде разрыва металла. В месте образования появляется очаг напряжения, который при эксплуатации изделия приведет к дальнейшему разрушению.
Поэтому трещина считается недопустимым дефектом и подлежит устранению. Место образования трещин бывает, как в самом шве, так и в околошовной зоне, где сохраняется термическое влияние. Увидеть этот дефект нетрудно при визуальном осмотре. Для уточнения вида и ее размеров можно использовать лупу с большим увеличением. Ее приходится применять обязательно для обнаружения микротрещин.

Виды трещин
Существуют две разновидности трещин: первая их них называется горячей или высокотемпературной, а вторая - холодной или низкотемпературной. Каждая из них имеет градацию по другим признакам. Горячие и холодные трещины при сварке делятся по направлению - продольные, поперечные, могут быть радиальными или находиться в кратере валика. Горячие трещины образуются в металле при очень высокой температуре - более 1000°С, а для холодных достаточно более низкого значения в 200-300°С.
Горячие
Горячие трещины - это, по определению, разрушения межкристаллического характера. Цвет излома имеют темный, а форму - извилистую. Окисление является сильным.

Причины образования горячих трещин при сварке:
- Деформации, вызванные укорочением.
- Жидкие прослойки между зернами.
- Невозможность перемещения деталей для правильного остывания, что происходит при их слишком сильной фиксации.
- Нарушение связей между зернами из-за наличия элементов с низкой температурой затвердевания.
- Присутствие примесей и включений. Особенно влияют сера и фосфор.
Горячие трещины при сварке имеют следующую последовательность образования:
- после прекращения нагрева горячий металл начинает понемногу охлаждаться;
- при определенной температуре в сварном шве начинают образовываться кристаллы, между которыми имеются прослойки в жидком виде;
- происходит возрастание напряжений, приводящих к понижению деформационной способности шва и зоны вокруг него.
В результате неодинаковой усадки шва и свариваемого материала после охлаждения возникают внутренние напряжения, вызывающие появление трещин в разных направлениях.
Холодные
Холодные трещины при сварке образуются в теле самого шва и рядом. Они располагаются в продольном и поперечном направлениях под любым углом ко шву. Излом имеет светлый оттенок. Время появления - период остывания деталей. Трещины могут появляться, начиная с температуры 300 °С, поэтому их называют холодными в отличие от горячих.

Наиболее распространенные места появления холодных трещин - корень шва и место, где стыкуются валик и свариваемый металл. Такой вид трещин может появляться не только на поверхности, но и внутри металла. Их протяженность может быть небольшой. Обнаружить внутренние трещины более сложно.
Холодные трещины не имеют такого сильного разветвления, как у горячих. Меньшим является и их раскрытие. При реакции с кислородом воздуха их цвет становится коричневым или голубоватым. Высокопрочные и низколегированные стали являются наиболее уязвимыми.
Холодные трещины при сварке - причины возникновения:
- Слишком сильное соединение свариваемых деталей.
- Маленький диаметр электрода, не соответствующий толщине свариваемых деталей.
- Несоблюдение технологии сварки.
- Повышенное содержание углерода.
- Слишком быстрое охлаждение.
- Наличие внутренних напряжений.
- Неправильный выбор электрода.
При возможности следует избегать ситуаций, когда образуются холодные трещины при сварке.
Кристаллизация
Кристаллизацией называется процесс, состоящий в образовании кристаллов. Это происходит при переходе металла из состояния жидкого в твердое. Именно это и происходит при сварке металлических изделий.
Этот процесс в сварном шве приводит к деформированию металлов и образованию трещин. Какие виды трещин образуются при кристаллизации сварного шва? Горячие, которые имеют второе название кристаллизационные, могут появиться в металлическом шве на последней стадии кристаллизации. При этом температура близка к солидусу, когда происходит исчезновение последних капель жидкого металла.
Предупреждение появления трещин
Существуют определенные меры, уменьшающие вероятность возникновения различных видов трещин:
- Уменьшение жесткости соединения свариваемых деталей.
- Подбирать ширину сварного шва, соизмеримую с толщиной деталей.
- Значение сварного тока должно соответствовать рекомендуемому данному виду соединения. Превышение приведет к перегреву.
- Сварочную проволоку выбирать с небольшим содержанием серы и углерода.
- Соблюдать угол наклона электрода.
- Шов не должен быть слишком узким.
- Применение многопроходного способа сваривания. Однопроходные швы являются менее прочными.
Не лишним будет предварительный нагрев свариваемых деталей.
Ликвидация трещин
В нормативных материалах указаны меры борьбы с дефектами, в том числе трещинами. Основной метод - сварка трещин. Перед заваркой необходимо произвести подготовку. Она состоит в осмотре повреждения и определении его длины. Окончания трещины высверливают, а при невозможности выполнить эту операцию прижигают концы. Перед началом операции исправляемую область можно слегка подогреть. Если длина трещины составляет более 300 мм, то имеет смысл применить обратноступенчатый метод.
Сварка при ремонте автомобиля
Одной из главных частей автомобиля является головка блока цилиндров. От ее исправности зависит работа двигателя. При образовании в этой детали трещины для ремонта применяется ее заварка. Сварка трещин ГБЦ производится электросваркой. Возможно также применение газовой сварки. После окончания сварки шов покрывают эпоксидной пастой.
Интересное видео
Причины образования горячих трещин при сварке
Трещины – виды брака сварки, нарушение целостности металла. Разрывы шва или в околошовной области (зона термовлияния – ЗТВ) образуются из-за одновременного снижения пластичности, связанного с кристаллизацией, и внутренних напряжений.
Трещины, разрывы условно делят на две группы. Холодные возникают после остывания. Горячий дефект сварного шва или в ЗТВ формируется:
- в процессе кристаллизации;
- твердожидкой структуре;
- твердом металле, нагретом до высокой температуры.
Горячие трещины при сварке узнаваемы по сильному окислению, они темного цвета. Разрушения чаще выявляют по границам структурных зерен. Несплошности формируются под действием нескольких факторов:
- из-за неравномерности линейной и объемной усадок;
- образования неорганических пленок;
- формирования жидких прослоек при кристаллизации.
Способность к горячему растрескиванию зависит от величины и скорости нарастания кристаллитов, формирующих растягивающие напряжения, длительности процесса сварки.
Виды горячих трещин при сварке
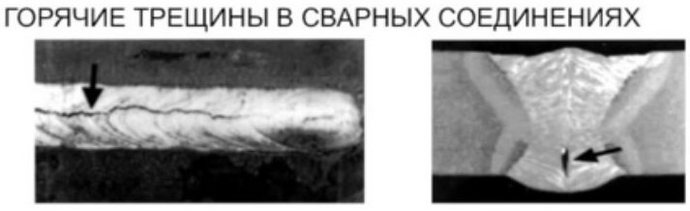
Все виды несплошностей относятся к дефектам, отрицательно отражающихся на прочности соединений. Природа холодных и горячих трещин при сварке различная. Холодные появляются при остывании в результате возникающих внутренних напряжений. Горячие – следствие межкристаллических разрушений. Обычно имеют вид надрезов или несплошностей, различают макро- и микродефекты. Горячие трещины темного цвета (за счет окислов), извилистой формы. По локализации разделяются на две группы:
- растрескивания в зоне термического влияния;
- дефекты в металле сварного шва.

Околошовные бывают нескольких видов:
- Кристаллизационные длинные, обычно раскрытые, не имеют заметных ответвлений. Зависят от двух параметров, влияющих на структуру стали:
формы затвердевания ванны расплава, с краев обычно образуются мелкие зерна, затем крупные столбчатые растут перпендикулярно оси;
размера угла между кристаллитами в поликристаллической структуре, они постепенно смыкаются.
Кристаллизационные горячие ратсрескивания бывают внутренними (выявляются методами неразрушающего контроля) и выходящими на поверхность, определяемыми визуально.
- Ликвиационные горячие трещины связаны с неоднородностью химического состава. По виду мелкие, образуются в местах, где близко расположены столбчатые кристаллы. Зависят от химического состава, наличия тугоплавких легирующих элементов. Деформационная способность структуры также снижается за счет миграции примесей и загрязнений в пространство между зернами, формируются неметаллические включения. При кристаллизации легированных сталей тугоплавкие частицы становятся центром образования кристаллов.
- Деформацонные, связанные с неравномерностью усадки.
Причины образования
Определить природу образования любых горячих трещин при сварке можно, зная механизм затвердевания металлов, способы формирования металлической структуры. Рассмотрим от чего появляются разрывы и несплошности.
Ликвиационные часто появляются при сварке:
- Конструкционных сплавов, содержащих сульфиты. Растворяясь, неорганические соли формируют пленки в зоне термического влияния в районе границы зерен. Особенно склонны к формированию горячих трещин марки стали, содержащие S (серу), P (фосфор). Эти вредные примеси при сварке ухудшают качество швов.
- Сплавы, в состав которых входит Ti (титан), Nb (ниобий), V (ванадий), W (вольфрам), Cr (хром), Mo (молибден) и другие легирующие металлы с низкой температурой отвердевания, при кристаллизации образуют дендриты разной формы. Легкоплавкие элементы кристаллизуются на стыке границ дендритов в последнюю очередь. Нарушаются межкристаллические связи, возникают структурные напряжения.
От величины первичных кристаллитов металлов зависит способность к образованию горячих трещин в процессе сварки. Скорость растягивающих напряжений зависит от температуры.
Из-за низкого относительного удлинения горячие трещины формируются при сварке аустенитных легированных сталей. При жесткой фиксации заготовок для сварки затрудняется структурная деформация.
Кристаллизационные формируются при неправильном выборе технологии, если не учитывается высокое содержание неметаллов и легирующих элементов. Когда превышены значения сварочного тока, возникают крупнозернистые области, приводящие к формированию внутренних напряжений между растущими кристаллитами.
К внешним причинам горячих растрескиваний относятся примеси, появляющиеся в структуре металла в процессе сваривания. Внутренние связаны с сегрегацией – неравномерным распределением микрофаз, легирующих присадок, примесей.
Методы предотвращения появления горячих трещин
Предупреждая образование горячих трещин, при разработке технологии учитывают особенности кристаллизации металлов. Основные способы снижения риска дефектов:
- исключить жесткие соединения;
- увеличить размер шовного валика при соединении толстостенных заготовок;
- варить металл короткими участками, делая широкий шов;
- при круговой сварке, соединении длинных заготовок оставлять детали подвижными максимальное время, заделывать концевые стыки в последнюю очередь;
- не завышать ампераж;
- делать много проходов с промежуточным отжигом;
- внимательно проваривать корневую область, дефекты формируются именно там.
Важно фиксировать заготовки минимально, без зажима, следить за положением электрода. Детали должны быть хорошо подготовлены, чтобы исключить окалину, ржавчину, неметаллические включения. Электроды выбирают по типу металла, режиму сварки.

Как снизить вероятность возникновения
Чтобы снизить риск горячего растрескивания, важно проверять качество сварных заготовок. Некоторые внутренние дефекты формируются при кристаллизации расплава, нарушении технологии раскисления. Избежать горячих трещин при сварке можно, соблюдая температурный режим, следить за кристаллизацией шовного валика. Большое значение имеет соотношение концентрации серы и кислорода. Чем оно выше, тем лучше качество соединений. При снижении соотношения S/О на границе формирующихся зерен образуются пленки, которые, проникая в жидкую фазу, приводят к внутренним дефектам.
К способам устранения вредных факторов относятся:
- Отжиг готовых соединений, изменяется структура зерен в шве, зоне термического влияния, становится однородной, устраняются внутренние напряжения;
- некоторые металлы в процессе кристаллизации прогревают, чтобы снизить скорость охлаждения, минимизируется риск образования областей жидкой фазы внутри шва;
- электроды предварительно прокаливают, детали предварительно нагревают (температура зависит от вида металла).
Требуется соблюдать требования, правила и нормативы, токовые режимы, скорость формирования шовного валика. При выборе оптимальной температуры нагрева технологи учитывают особенности химического состава сталей, алюминиевых и цветных сплавов.
Устранение трещины
Единственно возможный метод борьбы с горячими трещинами – снова проварить металл. До этого дефект вырезается. Технология регламентируется ГОСТ 5264-80 (ММА, MIG/MAG, TIG сварка), ГОСТ 1153-75 (сварка полуавтоматами и автоматами).
Реставрации подлежат участки, где обнаружены внутренние или внешние дефекты. Некоторые структурные нарушения в области термического влияния и сварного соединения устранить невозможно. Явный брак приходится вырезать участками полностью.
Зная причины образования горячих растрескиваний, специалисты тщательно подбирают электроды или присадочную проволоку, следят за технологией. Гораздо проще избежать дефектов, чем устранять их.
Читайте также: