Что такое упрочнение металла
Обновлено: 30.06.2024
Большинство деталей машин работают в условиях изнашивания, кавитации, циклических нагрузок, коррозии при криогенных или высоких температурах, при которых максимальные напряжения возникают в поверхностных слоях металла, где сосредоточены основные концентраторы напряжения. Газотермическое напыление, наплавка, химико-термическая обработка повышают твёрдость, кавитационную и коррозионную стойкость и, создавая на поверхности благоприятные остаточные напряжения сжатия, увеличивают надёжность и долговечность деталей машин. Кроме того увеличить прочность и сопротивление усталости можно созданием соответствующих композиций сплавов и технологии обработки. При сохранении достаточно высокой пластичности, вязкости и трещиностойкости данные методы повышают надёжность и долговечность машин и понижает расход металла на их изготовление вследствие уменьшения сечения деталей.
Газотермическое напыление
Основная статья: Газотермическое напыление
С помощью нагрева исходного материала, его диспергирования и переноса газовой струей на поверхность изделия наносится слой металла или сплава, металлокерамики, керамики с необходимыми свойствами. При этом изделие не нагревается более 100 градусов Цельсия.
- Высокоскоростное газопламенное напыление
- Плазменное напыление
- Электродуговая Металлизация
- Детонационное напыление
- Газопламенное напыление
- Напыление с оплавлением
Механические методы упрочнения деталей.
Упрочнение — это преднамеренное искажение кристаллической решетки металла в результате механического воздействия, термической и термомеханической обработки. Сущность такой обработки состоит в том, что под давлением твердого металлического инструмента (ролика, шарика, выглаживающей протяжки или nрошивки) выступающие микронеровности обрабатываемой поверхности пластически деформируются, при этом шероховатость поверхности уменьшается, поверхностный слой металла упрочняется, на поверхности детали создаются остаточные деформации сжатия — получается наклеп. Пластическим деформированием обрабатывают углеродистые, некоторые специальные стали, чугуны, медные и алюминиевые сплавы. Обкатку осуществляют специальными накатками с шариками и роликами из закаленной углеродистой или легированной стали под давлением. Накатки, вращаясь, захватывают масло и смазывают внутреннюю поверхность обоймы и места контакта с поверхностью накатываемой детали. Внутри корпуса накатки масло интенсивно циркулирует, что обеспечивает непрерывное обильное
смачивание поверхности (шарика, ролика) маслом и его охлаждение. Шарик или ролик, передавая давление в точки контакта с деталью, повышает износостойкость стальных деталей на 25-80%, предел коррозионной выносливости от 2 до 2,5 раза при работе деталей в химически активных средах. Применение одновременно двух или большего числа шариков или роликов предотвращает деформацию тонких обрабатываемых деталей. Предельные скорости обкатывания до 80-100 об/мин, подача для обеспечения ВЫСОКОй шероховатости до 0,5 мм/об, давление, необходимое для улучшения шероховатости поверхности стальных деталей, например для сталей 45-50Г — 4-8 МПа. Наклеп — это метод упрочнения, основанный на принципе динамического удара шариков (роликов) на обрабатываемую поверхность. При этом используется центробежная сила шариков (роликов), свободно сидящих на радиальных отверстиях быстро вращающегося диска, закрепляемого в шпинделе шлифовального или специального приспособленного токарного станка. Нужные поверхности судовых деталей можно упрочнять с помощью шариковых упрочнителей на токарных, круглошлифовальных и других металлорежущих станках, предварительно обработав поверхности тонким точением или шлифованием. Наклеп повышает усталостную прочность деталей в 2-4 раза. Твердость наклепанного поверхностного слоя повышается в среднем при обоработке стали 25 на 45%, чугуна на 30-60%, латуни на 60%, силумина на 60%. Глубина наклепа достигает 0,6-0,8 мм и более.
В процессе наклепа необходимый натяг обеспечивается путем установки упрочнителя на определенном расстоянии от детали при помощи поперечного винта суппорта или стола станка. При упрочнении наружных поверхностей деталей используют различные конструкции шариковых упрочнителеЙ. Корпус упрочнителя изготовляют из стали 45 (твер~остью 30-35 HRC). Шарики для упрочнителей применяют диаметром от 15 до 16 мм. Алмазное выглаживание поверхностей валов осуществляют на токарных станках специальным инструментом — алмазным выглаживателем. Инструмент закрепляют или жестко, или упруго. При жестком закреплении алмазный выглаживатель устанавливают в
резцедержатель подобно резцу, и положение его относительно обрабатываемой детали определяется только кинематикой станка. Перемещением суппорта инструмент подводят до касания с вращающимся валом, подают его на требуемую глубину и включают продольную подачу. Этот способ имеет возможность повышения точности размеров и формы выглаживаемой поверхности, но при условии выполнения повышенных требований к жесткости и к точности установки вала и инструмента. Выглаживание с упругим закреплением инструмента осуществляют с помощью пружинной оправки, которую закрепляют в резцедержатель суппорта токарного станка. С помощью поперечного суппорта пружинную оправку подводят к вращающемуся валу Д0 касания выглаживателя обрабатываемой поверхности и по графику устанавливают необходимый
натяг на индикаторе, соответствующий данному усилию. Одновременно выключают его продольную подачу. При данном способе погрешности формы, полученные на предварительной обработке, не исправляются. Рабочая часть алмазных выглаживателей состоит из синтетических или природных алмазных кристаллов, заточенных по сферической поверхности. Сила выглаживания находится в пределах 50-250 Н и зависит от твердости обрабатываемого материала, шероховатости поверхности, ра,диуса выглаживания. Алмазное выглаживание повышает, усталостную прочность, износостойкость, контактную выносливость и коррозийную стойкость обрабатываемых поверхностей.
Лазерное поверхностное упрочнение
В настоящее время невозможно представить изготовление деталей без финишной упрочняющей обработки. С её помощью можно повысить прочностные характеристики любого металла. В зависимости от состава и назначения заготовки, её можно подвергать разным видам упрочняющей обработки таким, как: отжиг, закалка, старение и химико-термическая обработка, а также поверхностное упрочнение лазером. В нашей статье речь пойдет о лазерном наклёпе поверхности титановых сплавов.
Изделия из титана чаще всего применяются в авиа и ракетостроении. Например, наиболее трудоемким является производство моноколес, представляющих собой диск с лопастями для забора воздуха, а так же изготовления отдельных лопаток. Всем известно, что остаточные напряжения после проточки лопастей, могут согнуть лопатки, приведя изделие в негодность. А так как титан металл не из дешевых, то такой брак, нанесет серьёзный ущерб предприятию. Для снятия остаточных напряжений применяется термическая обработка готовых изделий и лазерный наклёп для увеличения прочности поверхности.
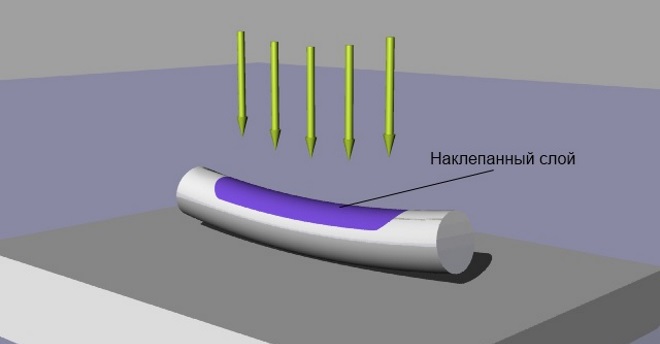
Для снятия напряжений чаще всего изделия из титана подвергают отжигу. Широко применяется вакуумный отжиг, который позволяет уменьшить содержание водорода в титановых сплавах, что приводит к уменьшению склонности к замедленному разрушению и коррозийному растрескиванию. Для снятия небольших внутренних напряжений применяют неполный отжиг при 550–650 град. Титановые сплавы имеют низкое сопротивление износу и при использовании в узлах трения обязательно подвергаются либо химико-термической обработке, либо лазерному наклёпу (Рис. 1).
Рис. 1. Лазерный наклёп
В самом традиционном случае наклёп получается в процессе холодной ковки, когда массивным бойком методично наносят удары по упрочняемой поверхности металла, местами деформируя её. Этот способ упрочнения металла известен несколько сот лет. Продолжением этой технологии, когда обрабатывать стало возможно детали сложной формы, является «бомбардировка» металлической поверхности металлическими шариками. При такой обработке специальной дробью, с высокой интенсивностью подачи, поверхность приобретает необходимые механические характеристики и даже становится значительно меньше восприимчивой к коррозии. Это надёжные установки, которые применяются уже не одно десятилетие, производительности их достаточно для осуществления упрочнения в промышленных масштабах.
Однако существует и более прогрессивная технология упрочнения поверхности по схожему методу — использование в качестве источника бомбардирования мощный твердотельный лазер. Эта технология отчасти похожа на плазменное напыление, но только отчасти.
Излучение от такого лазера обладает выдающимися показателями по энергии импульса и частоты «бомбардировки». Самые первые эксперименты по упрочению металлической поверхности лазером были проведены около 30 лет назад. Но с методом упрочнения при помощи стальных шариков, лазеры смогли конкурировать недавно, когда стали доступны действительно мощные лазерные источники энергии.
В промышленности лазер для упрочнения поверхности впервые стали использовать при изготовлении турбинных лопаток для авиационной техники. Это тонкостенные детали сложной формы, поэтому более «деликатное» лазерное упрочнение для них стало предпочтительнее, чем стандартное упрочнение шариками. В настоящее время лазерное упрочнение уже используется не только в авиационной, но и передовой автомобильной (для обработки деталей шасси, коробки передач) и медицинской отраслях (упрочнение коленных и бедренных имплантатов).
При лазерном упрочнении используются импульсы с высокой интенсивностью — до 10*10 Вт/см², это позволяет создать мощную ударную волну, направленную на упрочняемый материал. В деталях этот процесс выглядит следующим образом: на упрочняемую поверхность перед обработкой наносят два слоя, один из которых поглощает лазерное излучение — это нижний слой прилегающий к металлу, а второй слой прозрачный, он находится на поверхности. В качестве поглощающего слоя используют специальную краску, а качестве прозрачно слоя сверху, обычно используют воду. Направленный на эти слои луч лазера беспрепятственно проходит через воду и начинает интенсивно испарять второй, нижний слой краски. Однако в это время слой воды начинает препятствовать резкому образования газа от испаряющегося нижнего слоя. Соответственно, энергия от образующегося газа взаимодействует в сторону, обратную от слоя воды, т. е. в сторону металла, упрочняя его таким образом. Т. к. весь вышеописанный процесс проходит крайне быстро, то упрочняющий эффект весьма ощутим, а глубина упрочнения, может достигать 1 мм (при упрочнении металлическими шариками предельной считалась глубина в 0,4 мм) (Рис. 2).

Рис. 2. Шероховатость поверхности после обработки
В результате многих опытов и изысканий по данной теме, наметилась тенденция, что один «суперпучок» с энергией в 50 Дж и более, который обработает за один раз 0,5 см², целесообразнее заменить несколькими пучками, покрывающими всего 1,5мм², но работающими намного интенсивнее. Такой путь позволяет многократно удешевить конструкцию, сделать её более производительной в условиях действующих производства. Если выйдет из строя один большой лазер, установка станет неработоспособной, а поломка маленького лазера в системе из десятков таких же, не особо отразится на работоспособности системы (Рис. 3).

Рис. 3. Обработка 4-мя пучками лазера
Преимущества лазерного упрочнения заключаются в уменьшении объема дополнительной обработки и возможность обработки неоднородных трехмерных заготовок. Благодаря незначительному тепловому воздействию деформация остается на ограниченном уровне, издержки на дополнительную обработку уменьшаются или не возникают вовсе [2].
Выводы.
Очевидно, что лазерное упрочнение поверхности заметно улучшает прочностные характеристики титановых сплавов. В данной статье проведен обзор метода. В следующих статьях планируется провести ряд исследований поверхностного слоя различных марок титана, а так же при различных параметрах. Исследование прочностных характеристик для каждого из режимов, подобранных экспериментальным путем. Планируется провести исследования методами проффилометрии, РФА исследования, а так же исследования методами растровой электронной микроскопии.
Формула изобретения
1. Способ упрочнения инструмента, включающий нанесение износостойкого покрытия и высокоэнергетическое воздействие на поверхность инструмента, отличающийся тем, что высокоэнергетическое воздействие на поверхность инструмента осуществляют импульсно, до и после нанесения покрытия, совмещая при этом газодинамическую обработку поверхности инструмента струей плазмы, содержащей легирующие элементы, и пропускание через поверхностный слой инструмента и слой покрытия электрического тока, с последующим периодическим отводом тепла от поверхности инструмента.
2. Способ по п.1, отличающийся тем, что высокоэнергетическое воздействие на поверхность инструмента производят 5-ю — 10-ю импульсами.
3. Способ по п.1, отличающийся тем, что газодинамическую обработку поверхности инструмента струей плазмы до нанесения покрытия совмещают с воздействием ионов азота и ионов тяжелых металлов.
4. Способ по п.1, отличающийся тем, что газодинамическую обработку поверхности инструмента струей плазмы после нанесения покрытия совмещают с воздействием ионов преимущественно углерода и ионов тяжелых металлов.
5. Способ по п.1, отличающийся тем, что плотность электрического тока снижается от 3…4 кА/см2 на вершинах профиля накатного инструмента до нуля во впадинах профиля.
6. Способ по п.1, отличающийся тем, что после каждого импульса высокоэнергетической обработки поверхность инструмента обдувается охлаждающим газом, преимущественно, воздухом.
Свойства пластически деформированных металлов.
В результате холодного пластического деформирования металл упрочняется и изменяются его физические свойства — электросопротивление, магнитные свойства, плотность. Наклепанный металл запасает 5-10% энергии, затраченной на деформирование. Запасенная энергия тратится на образование дефектов решетки (например, плотность дислокаций возрастает до 109-1012 см-2) и на упругие искажения решетки. Свойства наклепанного металла меняются тем сильнее, чем больше степень деформации (рис. 20).
При деформировании увеличиваются прочностные характеристики (твердость;σв; σ0,2; σупр) и понижаются пластичность и вязкость (δ; φ; ан). Металлы интенсивно наклепываются в начальной стадии деформирования, после 40%-ной деформации механические свойства меняются незначительно. С увеличением степени деформации предел текучести растет быстрее предела прочности (временного сопротивления).
Обе характеристики у сильно наклепанных металлов сравниваются, а удлинение становится равным нулю. Такое состояние наклепанного металла является предельным, при попытке продолжить деформирование металл разрушается.
Путем наклепа твердость и временное сопротивление (предел прочности) удается повысить в 1,5-3 раза, а предел текучести — в 3-7 раз при максимально возможных деформациях. Металлы с ГЦК-решеткой упрочняются сильнее металлов с ОЦК-решеткой. Среди сплавов с ГЦК-решеткой сильнее упрочняются те, у которых энергия дефектов упаковки минимальна (например, интенсивно наклепываются аустенитная сталь; алюминиевая бронза с 7% А1; никель; а алюминий упрочняется незначительно).
Упрочнение при наклепе широко используют для повышения механических свойств деталей, изготовленных методами холодной обработки давлением. В частности, наклеп поверхностного слоя деталей повышает сопротивление усталости. Понижение пластичности при наклепе используют для улучшения обрабатываемости резанием вязких и пластичных материалов (сплавов алюминия, латуней и др.).
Технологии упрочнения металлов
Большинство деталей машин работают в условиях изнашивания, кавитации, циклических нагрузок, коррозии при криогенных или высоких температурах, при которых максимальные напряжения возникают в поверхностных слоях металла, где сосредоточены основные концентраторы напряжения. Газотермическое напыление, наплавка, химико-термическая обработка повышают твёрдость, кавитационную и коррозионную стойкость и, создавая на поверхности благоприятные остаточные напряжения сжатия, увеличивают надёжность и долговечность деталей машин. Кроме того увеличить прочность и сопротивление усталости можно созданием соответствующих композиций сплавов и технологии обработки. При сохранении достаточно высокой пластичности, вязкости и трещиностойкости данные методы повышает надёжность и долговечность машин и понижает расход металла на их изготовление вследствие уменьшения сечения деталей.
Содержание
Термические
Механические
Механические свойства деталей улучшаются пластической деформацией или поверхностным наклёпом. Эти методы широко используются в промышленности для повышения сопротивляемости малоцикловой и многоцикловой усталости деталей машин.
Химико-термические
Деталь помещают в среду, богатую элементом, который диффундирует в металл.
Наплавка
Наплавка — это нанесение слоя металла на поверхность изделия посредством сварки плавлением. Различают методы:
- Газопорошковая наплавка
- Наплавка под флюсом
- Наплавка самозащитными проволоками
- Вибродуговая наплавка
PVD-процесс
Hапылениe покрытий (тонких плёнок) в вакууме
Ревитализация (техника)
Упрочнение поверхностей смазываемых деталей механизмов в процессе их работы при помощи ревитализанта.
Комбинированные
Совместное применение химико-термических и механических методов или термических и механических.
Литература
- А.П. Гуляев Металловедение. — М .: Металлургия, 1977.
- Ю.М. Лахтин, В.П. Леонтьева Материаловедение. — М .: Машиностроение, 1990. — 528 с.
- Л.Х. Балдаев Реновация и упрочнение деталей машин методами газотермического напыления. — М .: КХТ, 2004.
- Металлургия
- Материаловедение
- Металловедение
- Технологии машиностроения
- Упрочнение поверхностей
Wikimedia Foundation . 2010 .
Полезное
Смотреть что такое "Технологии упрочнения металлов" в других словарях:
МЕТАЛЛОВ МЕХАНИЧЕСКИЕ СВОЙСТВА — Когда на металлический образец действует сила или система сил, он реагирует на это, изменяя свою форму (деформируется). Различные характеристики, которыми определяются поведение и конечное состояние металлического образца в зависимости от вида и… … Энциклопедия Кольера
Химико-термическая обработка металлов — Химико термическая обработка (ХТО) нагрев и выдержка металлических (а в ряде случаев и неметаллических) материалов при высоких температурах в химически активных средах (твердых, жидких, газообразных). В подавляющем большинстве случаев химико… … Википедия
Факультет технологии и исследования материалов СПбГПУ — Эта статья предлагается к удалению. Пояснение причин и соответствующее обсуждение вы можете найти на странице Википедия:К удалению/8 октября 2012. Пока процесс обсуждени … Википедия
Факультет технологии и исследования материалов (СПбГПУ) — Факультет технологии и исследования материалов (ФТИМ) факультет СПбГПУ. Образован в 1902 году, одновременно с основанием Санкт Петербургского Политехнического института. Одним из основателей факультета был выдающийся русский ученый Д. И.… … Википедия
Факультет технологии и исследования материалов — (ФТИМ) факультет СПбГПУ. Образован в 1902 году, одновременно с основанием Санкт Петербургского Политехнического института. Одним из основателей факультета был выдающийся русский ученый Д. И. Менделеев. Факультет ведет подготовку специалистов в… … Википедия
Анодный электролитный нагрев — стального прутка в водном растворе хлорида аммония (деталь анод, стальное кольцо по окружности ванны катод) Анодный электролитный нагрев совокупность теплофизических и электрохи … Википедия
Металлизация — … Википедия
Хромирование — Декоративное хромирование мотоцикла. Хромирование диффузионное насыщение поверхности стальных изделий хромом, либо процес … Википедия
Прочность — … Википедия
Союз Советских Социалистических Республик — Cоветский Cоюз занимает почти 1/6 часть обитаемой суши 22 403,2 тыс. км2. Pасположен в Eвропе (ок. 1/4 терр. страны Eвропейская часть CCCP) и Aзии (св. 3/4 Aзиатская часть CCCP). Hac. 281,7 млн. чел. (на 1 янв. 1987). Cтолица Mосква. CCCP … Геологическая энциклопедия
Упрочнение
Упрочнение [hardening] — повышение сопротивления металлов и сплавов разрушению или развитию пластической деформ. Упрочнение характеризуется степенью упрочнения — показателем относительного повышения значения заданного показателя сопротивления металла разрушению или остаточным деформациям по сравнению с ее исходным значением в результате упрочняющей обработки, а также в ряде случаев, глубиной упрочнения (толщина упрочняющего слоя). Упрочнение обычно сопровождается снижением пластичности. Упрочнение металла в процессе его получения может быть обеспечено легированием, пластической деформацией, термической обработкой и другими, а также комбинированными способами (химико-термическими, термомеханическими и др.). Наиболее распространенный вид упрочняющей обработки металлических изделий — поверхностное пластическое деформирование, обеспечивающее повышение несущей способности и долговечности деталей машин и частей сооружений, в особенности работающих в условиях знакопеременных нагрузок (оси, валы, зубчатые колеса, подшипники, сварные конструкции и т. п.). Используются разные способы такой обработки: накатка и наклеп), объемной (например, закалка), и комбинированной (например, термическая обработка с последующим поверхностным наклепом). Объемная и поверхностная упрочняющая обработка могут вестись последовательно несколькими методами.
Энциклопедический словарь по металлургии. — М.: Интермет Инжиниринг . Главный редактор Н.П. Лякишев . 2000 .
Смотреть что такое "Упрочнение" в других словарях:
УПРОЧНЕНИЕ — металлов, повышение сопротивляемости металлов и сплавов пластич. деформации или разрушению в результате затруднения движения дислокаций и их размножения. У. явл. процессом повышения предела текучести при пластич. деформации. Физический… … Физическая энциклопедия
упрочнение — Повышение сопротивляемости материала или заготовки разрушению или остаточной деформации [ГОСТ 18295 72] упрочнение Повышение прочности изделий или материалов химическими, механическими и другими способами [Терминологический словарь по… … Справочник технического переводчика
Упрочнение — – повышение прочности изделий. Для упрочнения металлических изделий применяют термические, химико термические, термомеханические и механические методы (закалка, наклеп, наплавка и другие). Разовые литейные формы упрочняют нанесением на… … Энциклопедия терминов, определений и пояснений строительных материалов
упрочнение — УПРОЧНИТЬ, ню, нишь; нённый ( ён, ена); сов., что (спец.). Сделать прочным (в 1 знач.), прочнее. У. конструкцию. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
упрочнение — сущ., кол во синонимов: 8 • армирование (2) • консолидация (7) • консолидирование … Словарь синонимов
упрочнение — 6.15 упрочнение : Повышение механической прочности документа Источник: ГОСТ 7.48 2002: Система стандартов … Словарь-справочник терминов нормативно-технической документации
Упрочнение — в технологии металлов, повышение сопротивляемости материала заготовки или изделия разрушению или остаточной деформации. У. характеризуется степенью У. – показателем относительного повышения значения заданного параметра… … Большая советская энциклопедия
упрочнение — sutvirtinimas statusas T sritis fizika atitikmenys: angl. strengthening vok. Verfestigung, f; Verhärtung, f rus. скрепление, n; упрочнение, n pranc. consolidation, f; fixation, f … Fizikos terminų žodynas
Упрочнение горных пород — (a. rock consolidation; н. Gesteinsverfestigung; ф. consolidation de terrains; и. fortalecimiento de rocas) направленное воздействие на горн. массив, в результате к рого улучшаются его прочностные и др. характеристики. Oсуществляется… … Геологическая энциклопедия
Упрочнение сплавов — Упрочнение сплавов технологический процесс обработки сплавов химических элементов с целью повышения их прочности. Разделяют следующие способы упрочнения сплавов: Наклёп Перекристаллизация; Дисперсионное твердение; Мартенситное превращение.… … Википедия
в технологии металлов, повышение сопротивляемости материала заготовки или изделия разрушению или остаточной деформации.
У. характеризуется степенью У. – показателем относительного повышения значения заданного параметра сопротивляемости материала разрушению или остаточной деформации по сравнению с его исходным значением в результате упрочняющей обработки, а также (в ряде случаев) глубиной У. (толщиной упрочнённого слоя). У. обычно сопровождается снижением пластичности (См. Пластичность). Поэтому практически выбор способа и оптимального режима упрочняющей обработки определяется максимальным повышением прочности материала при допустимом снижении пластичности, что обеспечивает наибольшую конструкционную прочность.
У. материала в процессе его получения может быть вызвано термическими, радиационными воздействиями, Легированием и введением в металлическую или неметаллическую матрицу (основу) упрочнителей – волокон, дисперсных частиц и др. (см. Композиционные материалы).
У. материала заготовок и изделий достигается механическими, термическими, химическими и др. воздействиями, а также комбинированными способами (химико-термическими, термомеханическими и др.). Наиболее распространённый вид упрочняющей обработки – поверхностное пластическое деформирование (ППД) – простой и эффективный способ повышения несущей способности и долговечности деталей машин и частей сооружений, в особенности работающих в условиях знакопеременных нагрузок (оси, валы, зубчатые колёса, подшипники, поршни, цилиндры, сварные конструкции, инструменты и т.п.). В зависимости от конструкции, свойств материала, размеров и характера эксплуатационных нагрузок деталей применяются различные виды ППД: Накатка и Раскатка роликами и шариками, Обкатка зубчатыми валками, алмазное выглаживание, дорнование, гидроабразивная, вибрационная, дробеструйная и др. способы обработки. Часто ППД, кроме У., значительно уменьшает шероховатость поверхности, повышает износостойкость деталей, улучшает их внешний вид (упрочняюще-отделочная обработка). У. при термической обработке (См. Термическая обработка) металлов обеспечивается, в частности, при закалке (См. Закалка) с последующим Отпуском. Улучшению прочностных свойств значительно способствуют и определённые виды термо-механической обработки (в т. ч. горячий и холодный наклёп). У. химико-термическим воздействием может осуществляться путём азотирования (См. Азотирование), цианирования (См. Цианирование), цементации (См. Цементация), диффузионной металлизации (См. Диффузионная металлизация) (насыщением поверхности детали алюминием, хромом и др. металлами).
У. обеспечивается также применением электрофизических и электрохимических методов обработки (См. Электрофизические и электрохимические методы обработки), ультразвуковой, электроэрозионной, магнитоимпульсной, электрогидравлической, электроннолучевой, фотоннолучевой, анодно-химической, электроискровой, а также воздействием взрывной волны, лазера и др. Упрочняющая обработка может быть поверхностной (например, пластическое деформирование с возникновением поверхностного Наклёпа), объёмной (например, изотермическая закалка) и комбинированной (например, термическая обработка с последующим ППД). Объёмная и поверхностная упрочняющая обработки могут вестись последовательно несколькими методами.
Лит.: Гуляев А. П., Металловедение, 4 изд., М., 1966; Прочность металлов при циклических нагрузках, М., 1967; Папшев Д. Д., Упрочнение деталей обкаткой шариками, М., 1968; Елизаветин М. А., Сатель Э. А., Технологические способы повышения долговечности машин, 2 изд., М., 1969; Кудрявцев И. В., Поверхностный наклеп для повышения прочности и долговечности деталей машин, 2 изд., М., 1969; Данилевский В. В., Технология машиностроения, 3 изд., М., 1972; Картавов С. А., Технология машиностроения, К., 1974.
Большая советская энциклопедия. — М.: Советская энциклопедия . 1969—1978 .
Наклеп и нагартовка: особенности и отличия видов упрочнения металла
Задача упрочнения поверхностного слоя металлического изделия является достаточно актуальной во многих случаях, ведь большая часть деталей машин и различных механизмов работает под воздействием значительных механических нагрузок. Решить такую задачу позволяет как наклеп, так и нагартовка, которые, несмотря на свою схожесть, все же имеют определенные различия.

На производстве проблема упрочнения металлических поверхностей решается с помощью специального оборудования
Сущность наклепа и нагартовки
Наклеп металла является одним из способов упрочнения металлического изделия. Происходит это благодаря пластической деформации, которой такое изделие подвергают при температуре, находящейся ниже температуры рекристаллизации. Деформирование в процессе наклепа приводит к изменению как внутренней структуры, так и фазового состава металла. В результате таких изменений в кристаллической решетке возникают дефекты, которые выходят на поверхность деформируемого изделия. Естественно, эти процессы приводят и к изменениям механических характеристик металла. В частности, с ним происходит следующее:
- повышается твердость и прочность;
- снижаются пластичность и ударная вязкость, а также сопротивляемость к деформациям, имеющим противоположный знак;
- ухудшается устойчивость к коррозии.
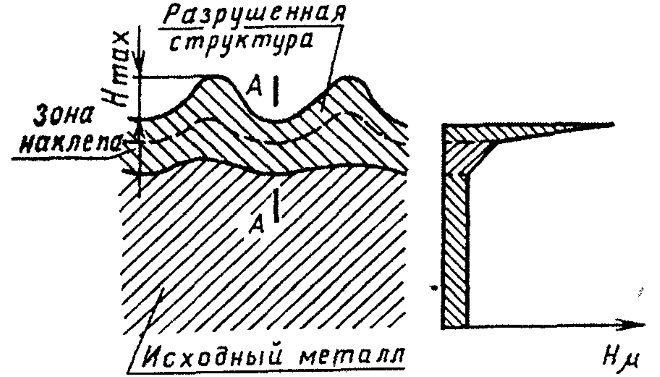
Упрочнение поверхности металла можно оценить по изменению микротвердости, уменьшающейся про мере удаления от поверхности
Явление наклепа, если оно относится к ферромагнитным материалам (например, к железу), приводит к тому, что у металла увеличивается значение такого параметра, как коэрцитивная сила, а его магнитная проницаемость снижается. Если наклепанная область была сформирована в результате незначительной деформации, то остаточная индукция, которой характеризуется материал, снижается, а если степень деформации увеличить, то значение такого параметра резко возрастает. Из положительных последствий наклепа следует отметить и то, что с его помощью можно значительно улучшить эксплуатационные характеристики более пластичных металлов, создающих значительное трение в процессе использования.
Наклепанный слой на поверхности металлического изделия может быть сформирован как специально, тогда такой процесс является полезным, так и неумышленно, в таком случае его считают вредным. Чаще всего неумышленное поверхностное упрочнение металлического изделия происходит в процессе обработки резанием, когда на обрабатываемый металл оказывается значительное давление со стороны режущего инструмента.

Упрочнение (наклеп) при обработке резанием
Увеличение прочности приводит к тому, что поверхность металла становится и более хрупкой, что является очень нежелательным последствием обработки.
Если формирование наклепа может произойти в результате как осознанных, так и неосознанных действий, то нагартовка всегда выполняется специально и является, по сути, полноценной технологической операцией, цель которой состоит в поверхностном упрочнении металла.

Деформационное уплотнение кромки этого затвора произошло в результате эксплуатации, значит – это наклеп
Типы наклепа
Различают два основных типа наклепа, которые отличаются процессами, протекающими при его формировании в материале. Если новые фазы в металле, характеризующиеся иным удельным объемом, сформировались в результате протекания фазовых изменений, то такое явление носит название фазового наклепа. Если же изменения, произошедшие в кристаллической решетке металла, произошли из-за воздействия внешних сил, они называются деформационным наклепом.
Деформационный наклеп, в свою очередь, может быть центробежно-шариковым или дробеметным. Для выполнения наклепа первого типа на обрабатываемую поверхность воздействуют шариками, изначально располагающимися во внутренних гнездах специального обода. При вращении обода (что выполняется на максимальном приближении к обрабатываемой поверхности) шарики под воздействием центробежной силы отбрасываются к его периферии и оказывают ударное воздействие на деталь. Формирование наклепа в дробеструйных установках происходит за счет воздействия на обрабатываемую поверхность потока дробинок, перемещающихся по внутренней камере такого оборудования со скоростью до 70 м/с. В качестве таких дробинок, диаметр которых может составлять 0,4–2 мм, для наклепа могут быть использованы чугунные, стальные или керамические шарики.
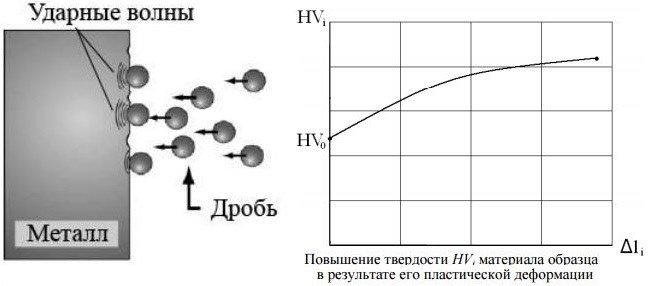
Схема традиционного деформационного наклепа и график повышения твердости материала
Для того чтобы понимать, почему нагартовка или формирование наклепа приводят к упрочнению металла, следует разобраться в процессах, которые протекают в материале при выполнении таких процедур. При холодной пластической деформации, происходящей под воздействием нагрузки, величина которой превышает предел текучести металла, в его внутренней структуре возникают напряжения. В результате металл будет деформирован и останется в таком состоянии даже после снятия нагрузки. Предел текучести станет выше, и его значение будет соответствовать величине сформировавшихся в материале напряжений. Чтобы деформировать такой металл повторно, необходимо будет приложить уже значительно большее усилие. Таким образом, металл станет прочнее или, как говорят специалисты, перейдет в нагартованное состояние.
При холодной деформации металла, протекающей в результате воздействия соответствующего давления (в процессе, например, наклепа), дислокации, составляющие внутреннюю структуру материала, начинают перемещаться. Даже одна пара движущихся дефектных линий, сформировавшихся в кристаллической решетке, способна привести к образованию все новых и новых подобных локаций, что в итоге и повышает предел текучести материала.
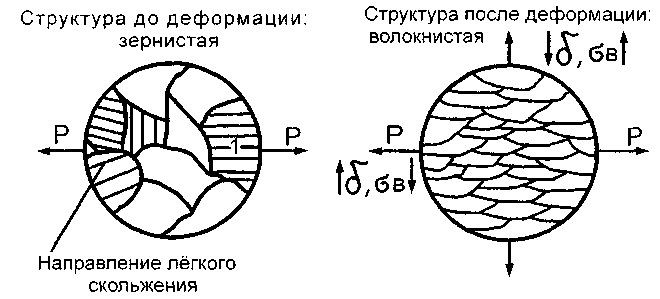
Изменение структуры поверхностного слоя в результате холодной деформации
Внутренняя структура металла при его деформировании в процессе выполнения наклепа или нагартовки претерпевает серьезные изменения. В частности, искажается конфигурация кристаллической решетки, а пространственное положение кристаллов, которые ориентированы беспорядочно, упорядочивается. Такое упорядочивание приводит к тому, что оси кристаллов, в которых они обладают максимальной прочностью, располагаются вдоль направления деформирования. Чем активнее будет выполняться деформирование, тем большее количество кристаллов примут подобное пространственное положение. Существует ошибочное мнение, что зерна, составляющие внутреннюю структуру металла, при его деформации измельчаются. На самом деле они только деформируются, а площадь их поверхности остается неименной.
Из всего вышесказанного можно сделать вывод о том, что в процессе выполнения нагартовки или наклепа изменяется кристаллическая структура стали или другого металла, в результате материал становится более твердым и прочным, но одновременно и более хрупким. Нагартованная сталь, таким образом, представляет собой материал, который специально был подвергнут пластической деформации для улучшения прочностных характеристик.
Нагартовка и оборудование для нее
Выполнение нагартовки изделий из стали особенно актуально в тех случаях, когда имеется необходимость повысить их устойчивость к поверхностному растрескиванию, а также предотвратить протекание в нем усталостных процессов. Отраслями промышленности, в которых нагартованные изделия зарекомендовали себя особенно хорошо, являются авиа- и автомобилестроение, нефтедобыча, нефтепереработка и строительство.

Устройство промышленной дробомётной установки для обработки труб
Такие методы упрочнения металлов, как контролируемый наклеп или нагартовка, могут быть реализованы при помощи различного оборудования, от качества и функциональности которого зависит результат выполняемых операций. Оборудование для нагартовки изделий из стали или других сплавов, которое сегодня представлено большим разнообразием моделей, может быть общего назначения или специального – для того, чтобы выполнять обработку деталей определенного типа (болтов, пружин и др.).
В промышленных масштабах нагартовка выполняется на автоматизированных устройствах, все режимы работы которых устанавливаются и контролируются за счет использования электронных систем. В частности, на таких станках автоматически регулируется как количество, так и скорость подачи дроби, используемой для выполнения обработки.

Дробометная установка для обработки листового и профильного металлопроката
Выполнение наклепа, при котором процесс его формирования контролируется, используется в тех случаях, когда изделие из стали нет возможности упрочнить при помощи термической обработки. Помимо нагартовки и наклепа повысить прочность поверхностного слоя металлического изделия могут и другие методы холодной пластической деформации. Сюда, в частности, относятся волочение, накатка, холодная прокатка, дробеструйная обработка и др.
Кроме стали, содержание углерода в которой не должно превышать 0,25%, такой способ упрочнения необходим изделиям из меди, а также некоторым алюминиевым сплавам. Нагартовке также часто подвергается лента нержавеющая. Ленту нагартованную применяют в тех случаях, когда обычная лента нержавеющая не способна справляться с воспринимаемыми нагрузками.

Нагартованная нержавеющая лента обладает более высокой прочностью с определенной потерей вязкости и пластичности
Наклеп, который сформировался на поверхности металлического изделия в процессе выполнения его обработки различными методами, можно снять, для чего используется специальная термическая обработка. При выполнении такой процедуры металлическое изделие нагревают, что приводит к тому, что атомы его внутренней структуры начинают двигаться активнее. В результате она переходит в более устойчивое состояние.
Выполняя такой процесс, как рекристаллизационный отжиг, следует учитывать степень нагрева металлической детали. Если степень нагрева незначительна, то в структуре металла снимаются микронапряжения второго рода, а его кристаллическая решетка частично искажается. Если интенсивность нагрева увеличить, то начнут формироваться новые зерна, оси которых сориентированы в одном пространственном положении. В результате интенсивного нагрева полностью исчезают деформированные зерна и формируются те, оси которых ориентированы в одном направлении.
Ручная правка наклепом изогнутого вала
На видео ниже показан процесс упрочнения методом наклепа колес для железнодорожной техники в дробеметной установке.
Читайте также: