Цинк для обработки металла
Обновлено: 13.05.2024
Холодное цинкование: суть и назначение антикоррозийной технологии. Особенности проведения обработки. Краткий обзор составов Цинконол и Гальванол. Способ цинкования своими руками.

Холодное цинкование – это технологический процесс, который применяют для защиты металлических изделий от коррозии. Данный метод был открыт сравнительно недавно – в середине ХХ века. Тогда возникла необходимость в антикоррозийной обработке трубопровода Морган Вьяла, который проходил по южному побережью Австралии. Его длина составляла 460 км. Было принято решение покрыть его цинксиликатным составом вручную, что и было проведено в течение двух лет – с 1942 по 1944 года.
Сейчас процесс является надежной альтернативой традиционным способам защиты металла – гальваническому и горячему цинкованию. Современная промышленность широко использует холодную обработку поверхностей: от покрытия металлоконструкций до обработки морских судов.

Суть и назначение холодного цинкования
По принципу действия холодное цинкование является одним из способов защиты металла. Его можно использовать для обработки следующих элементов:
- металлоконструкций;
- резервуаров;
- труб;
- контейнеров;
- мостов;
- транспорта;
- морских судов;
- опор линий электропередач.
В зависимости от условий обработки выбирают способ нанесения состава на поверхность:
- распыление;
- окунание;
- облив;
- ручное покрытие валиком или кистью.
Современная лакокрасочная промышленность предлагает множество красок, в состав которых входит цинк. Однако это не значит, что окрашенная поверхность будет обладать теми же свойствами, что и после холодного цинкования.
Метод был назван холодным из-за отсутствия требований к соблюдению температурного режима. На заре появления данной технологии был известен только горячий метод, который характеризовался нагревом рабочего состава, в который погружали обрабатываемую заготовку, до 400 °C.
Рабочий состав для обработки – это цинксодержащая краска, цинк с добавлением полимеров различного происхождения, увеличивающий адгезию к поверхности. Согласно требованиям межгосударственных стандартов массовая доля цинка должна составлять не менее 95%. Для достижения качественного результата размер фракции не должен превышать 15 мкм.
Краска, изготовленная с соблюдением вышеуказанных параметров, способна обеспечить надежную защиту от коррозии и прочих вредных факторов. При качественной обработке с соблюдением всех технологических требований срок службы покрытия составит 35–50 лет.
При взаимодействии цинка с железом образуется гальваническая пара. Цинк – более активный элемент, поэтому при реакции с кислородом в качестве анода выступает именно он. Железо принимает на себя свободные электроны, защищаясь от контакта с влагой.
Плюсы и минусы метода
По сравнению с прочими способами защиты метод холодного цинкования обладает следующими преимуществами:
- Любые размеры. Технология позволяет обрабатывать любые поверхности независимо от их формы, размера и фактуры объекта.
- Отсутствие необходимости в демонтажных работах. Перед покраской изделия не нужно разбирать, что уменьшает трудоемкость и сокращает срок обработки.
- После холодного цинкования допустимо проведение сварочных работ, которые не влияют на целостность покрытия. На шов можно нанести свежий защитный слой.
- Производительность. Большую часть времени занимают подготовительные работы. Непосредственно процесс нанесения покрытия длится недолго.
- Широкий температурный диапазон. Технология допускает проведение работ при температуре -20…40 °C.
- Высокая надежность. Структура отличается пластичностью и стойкостью к температурным перепадам.
- Высокая адгезия цинксиликатной краски позволяет одинаково хорошо взаимодействовать как с чистым металлом, так и с финишными покрытиями.
- Простота. Для проведения работ не требуется специально обучать специалистов, достаточно провести вводный инструктаж по охране труда и технике безопасности.
- Экономия. По сравнению с прочими методами цинкования себестоимость холодного метода гораздо ниже.
Технология покрытия не имеет ярко выраженных минусов. Существуют два фактора, которые тяжело назвать недостатками:
- Для достижения качественного результата необходимо тщательно готовить поверхность.
- Для обработки полостей требуется приложить определенные усилия.
Для получения надежной защиты необходимо тщательно соблюдать технологию на всех этапах работ. Малейшее нарушение условий приведет к тому, что срок эксплуатации будет сокращен, а защитные свойства уменьшены.
Как проходит холодное цинкование

Рассмотрим технологию нанесения холодного цинкования на поверхность. Рабочий цикл разбит на следующие этапы:
- Подготовительные работы. Специалисты рекомендуют провести пескоструйную обработку перед холодным цинкованием. Это обеспечит необходимую адгезию краски к плоскости. В любом случае заготовка должна быть сухой, чистой, обезжиренной, без наличия инородных тел.
- Приготовление рабочей смеси. Для этого краску перемешивают с помощью миксера до получения однородной массы.
- Холодное цинкование. Нанесение антикоррозийного слоя проводят с учетом рекомендаций завода-изготовителя. Способ нанесения зависит от технических возможностей и габаритов заготовки. Толщина и количество слоев зависят от пользователя. Интервал между работами составляет 40 минут – за это время краска успеет высохнуть.
- Контроль качества. Результат оценивается путем визуального осмотра. Холодный слой не должен иметь пор, вздутий или прочих дефектов. Наиболее простой способ – потереть поверхность замочным ключом или ребром монеты. Если слой стирается, необходимо повторное проведение работ. Данную процедуру следует проводить после полной кристаллизации, срок которой указывают в инструкции пользователя.
- Эксплуатация покрытия. Холодное цинкование набирает крепость несколько суток. Точный период зависит от изготовителя краски и погодных условий.
В течение полугода с момента ввода в эксплуатацию крепость защитного слоя увеличивается в 5 раз.
Составы для холодного цинкования
Выбор краски для холодного цинкования зависит от эксплуатационных условий готового изделия. Перед приобретением необходимо тщательно изучить состав и характеристики различных продуктов. Обратите внимание на то, что цвет и расход краски у всех изготовителей примерно одинаковы. Рассмотрим наиболее популярные составы для холодного цинкования.
«Гальванол»

В первую очередь следует познакомиться с составом для холодного цинкования «Гальванол». Его особенность – возможность проведения работ без предварительной подготовки плоскости в широком температурном диапазоне (-30…80 °C). Несмотря на то что вышеуказанные свойства гарантируются заводом-изготовителем, рекомендуем наносить краску на обработанную поверхность: это повысит прочность слоя.
Массовая доля цинка – не менее 96%. Обработанная деталь обладает стойкостью к влаге, включая морскую воду, а также выдерживает взаимодействие со щелочами и слабыми кислотами. Состав совместим с большинством лакокрасочных покрытий. Средняя стоимость 1 кг – 400–450 рублей.
«Цинконол»

Полиуретановая грунтовка, которая предназначена для защиты металла от коррозии и химических воздействий. Допустимо применение как в сочетании с эмалями, так и в качестве самостоятельного финишного покрытия. Особенность – постоянная защита от воздействия высоких температур (до 120 °C). Производится только в одном цвете – сером. При этом возможность колеровки в другие цвета отсутствует. Средняя толщина слоя составляет 70 мкм.
Для проведения холодного цинкования данной грунтовкой необходима положительная температура – от 5 °C. При необходимости в качестве растворителя используют сольвент.
Средняя стоимость 1 кг – 380–430 рублей.
Холодное цинкование своими руками
Низкая стоимость составов, а также простота технологии холодного цинкования привели к тому, что данный метод часто используют домашние мастера для антикоррозийной защиты различных элементов. В строительных магазинах имеется широкий выбор красок самого разного качества.
По соотношению цены и качества «Гальванол» занимает лидирующие позиции. Опытные специалисты рекомендуют его как надежный и недорогой состав для холодного цинкования.
Подготовка поверхности
По непонятным причинам многие забывают о важности предварительных работ. Для зачистки поверхности необходимо обработать ее с помощью специальной насадки на дрель или болгарку. Не стоит пытаться достичь зеркального блеска, достаточно избавиться от следов старой краски и крупных очагов коррозии.
После механической обработки обезжирьте поверхность любым доступным способом.
Советы по нанесению состава
Краску для холодного цинкования продают в виде двух составляющих: цинкового порошка и полимера. Их необходимо перемешать в пропорции, указанной в инструкции пользователя. Ввиду высокой плотности рабочей массы рекомендуем готовить смесь непосредственно перед нанесением на поверхность. В противном случае состав будет иметь слоистую структуру, что негативно скажется на качестве работ. Работы следует проводить при положительной температуре со средним показателем влажности.
Перед эксплуатацией изделия советуем подождать 40–48 часов для достижения слоем необходимой крепости.
Двухслойное покрытие при соблюдении вышеуказанных требований обеспечит надежную защиту изделия на 8–10 лет.
Холодное цинкование – доступный и надежный способ антикоррозийной защиты металла. Его простота позволяет выполнять работы даже в домашних условиях. А вы сталкивались с изделиями, обладающими этим покрытием? Напишите о своих впечатлениях в блоке комментариев.
Способы гаражного и промышленного цинкования металла
Цинкование металла: суть и назначение процесса. Различные технологии цинкования металла. Преимущества оцинкованных металлоконструкций. Процесс цинкования металла в домашних условиях.

Цинкование металла – это технологический процесс, суть которого заключается в нанесении на поверхность металлических деталей специального цинксодержащего состава. Данная процедура призвана предупредить образование окислов и ржавчин, что благоприятно влияет на срок службы металлоконструкций любого типа. Цинкование можно осуществить не только в производственных условиях, но и своими руками. В статье подобно изложены различные методики цинкования металла.
Суть и назначение процесса цинкования металла
Цинк является основным компонентом специальной химической смеси, которой принято покрывать изделия из металла во избежание развития коррозионных процессов. Повышенная влажность, воздействия механического характера, химические реакции – все это может спровоцировать окисление поверхности металла, однако оцинкованные изделия гораздо меньше подвержены коррозии.
Цинк и металл в симбиозе образуют гальваническую пару, где цинк принимает на себя все барьерные функции и, следовательно, вступает в различные формы взаимодействия с факторами окружающей среды.
Поверхность изделия будет сохранять свой первоначальный вид до тех пор, пока не разрушится полностью верхний цинковый слой. В местах, где цинк подвергается наиболее сильному воздействию, под влиянием молекул воды и кислорода образуется защитный слой гидроксида, который также сохраняет целостность металла.
| Класс толщины | Масса м2 площади покрытия (с двух сторон), г | Толщина цинкового слоя, мкм |
|---|---|---|
| Повышенный (П) | От 570 до 855 | От 40 до 60 |
| 1 | От 258 до 570 | От 18 до 40 |
| 2 | От 142,5 до 258 | От 10 до 18 |
Классы цинкового покрытия П и 1 чаще всего используются в условиях сложной климатической обстановки повышенной влажности и перепадов температур.
Свойства и преимущества оцинкованных покрытий
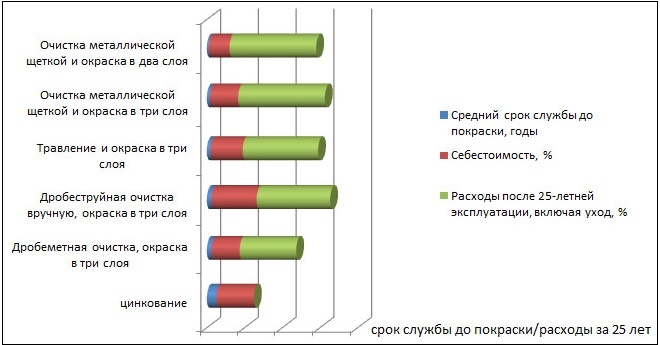
Существенным преимуществом оцинкованных покрытий является длительность срока их службы. Если говорить о различных технологиях оцинковывания как об этапе подготовки деталей к окрашиванию, то сразу можно отметить следующие достоинства процедуры:
- износостойкость и длительность службы окрашиваемого покрытия;
- низкая себестоимость в сравнении с ценой на окрашивание без предварительного цинкования за срок до 25 лет;
- простые требования к изделиям из металла.
Цинкование металла осуществляет не только барьерную и защитную, но и электрохимическую защиту верхних слоев обработанных изделий.
Цинкование с фосфатированием
Цинкование с фосфатированием принято использовать для обработки цветных металлов. В результате процедуры на верхнем слое детали из металла образуются фосфаты цинка, марганца или железа, которые являются малорастворимыми элементами, что усиливает барьерные и электроизоляционные качества обрабатываемых поверхностей.
Цинкование с фосфатированием можно применять в отношении следующих видов металлов:
- чугуна;
- кадмия;
- низколегированных углеродистых сталей;
- меди;
- цинка;
- алюминия.
Металлические предметы, оцинкованные посредством фосфатирования, могут использоваться даже в условиях тропиков. Они не подвержены воздействию нагретых материалов, смазочной органики (масел), бензола, толуола и всех газов за исключением сероводорода.

Способы и методы цинкования
- горячее;
- холодное;
- гальванизация;
- термодиффузионное цинковое покрытие;
- напыление под воздействием термических газов.
При выборе технологии цинкования металла нужно отталкиваться от предназначения изделия и способов его эксплуатации. Заранее необходимо определить класс толщины цинкового слоя, так как от этого зависит весь технологический процесс, включая настройку производных температур.
Изделия из металла, на которых уже присутствует цинк, не стоит подвергать механическим воздействиям, так как можно нарушить целостность защитного покрытия.
Горячее цинкование
Горячее цинкование стали имеет широкую известность, но применяется несколько реже, чем другие способы распределения цинка по поверхности металлоконструкций. Несмотря на эффективность горячей технологии, она является крайне опасной для окружающей среды и живых организмов. Горячий способ подразумевает использование агрессивных химикатов для подготовительных процедур и горячего жидкого цинка для дальнейшего покрытия.
Сталь цинкуется горячим методом в 2 этапа:
- Подготовительные меры.
- Процесс цинкования.
Подготовка изделий также делится на следующие друг за другом производственные стадии:
- Зачистка и обезжиривание поверхности.
- Травление с помощью кислот.
- Промывание деталей.
- Флюсование (вычленение из металла солей и оксидов).
- Просушка.
После завершения этапа 1 деталь погружают в специальный резервуар с расплавленным цинком, после чего начинает формироваться тонкий защитный слой из железа и цинка. Далее изделие подвергается продуванию, которое призвано обеспечить полное высыхание изделия, а также удаление лишних образований.
Недостаток данного метода оцинковывания металла заключается в ограничении габаритов обрабатываемых изделий размерами резервуара.
Холодное цинкование
Метод холодного цинкования заслуженно считается самым применяемым. Причинами тому являются высокая результативность и простота применения. Способ не требует наличия профессионального оборудования, что позволяет осуществлять цинкование у себя дома.
Для холодного цинкования потребуется специальный цинковый состав (например «Цинокол») и малярный инструмент (кисть, валик). Смесь включает от 86% цинка, благодаря чему защитное покрытие образуется сразу после нанесения состава на металлическую поверхность.
Если конфигурация поверхности не позволяет нанести цинковую смесь малярным инструментом равномерно, применяют краскопульт – устройство для распыления различных материалов.

Холодный метод цинкования не имеет аналогов, если речь идет о нанесении или восстановлении защитного слоя металлоконструкций, в отношении которых невозможно применить иные способы цинкования (например, уже смонтированное оборудование, леса или трубы). Также такой метод является лучшим решением для проведения ремонтных работ.
Холодный способ цинкования можно производить в широком температурном диапазоне, при этом защитный покров сохраняет гибкость и устойчивость к различным повреждениям.
Гальванический метод
Во время гальванического цинкования на верхний слой металла оказывается воздействие электрического и химического характера одновременно. Результатом является не только максимально точная толщина барьерного слоя, но и идеально гладкая структура.
Гальванизация сопровождается высокой адгезией элементов металла и цинка, соединенных на молекулярном уровне. Можно достичь не только максимально равномерного цинкового покрытия по всей площади детали, но и придать ему декоративный вид.
Процесс электрохимической гальванизации происходит так:
- пластины или другие объекты из металла погружаются в специальную электролитическую жидкость;
- объект обработки подключается к источникам тока с разными зарядами;
- разность потенциала заставляет материал разрешаться, после чего молекулы цинка начинают подниматься к поверхности изделия, образуя тем самым защитный слой.
Цинкование металлоконструкций гальваническим методом позволяет воссоздать неповторимый декоративный узор, контролируя при этом толщину барьерного слоя.

Главный недостаток процедуры – высокая стоимость, которая складывается из цен на электроэнергию, состав электролита, оборудование и другие производственные элементы.
Термодиффузионное покрытие цинком
Суть термодиффузионной технологии (ТТ) в том, что объект цинкования и сухой цинксодержащий порошок кладутся в специальный контейнер, который герметизируется и подвергается воздействию очень высокой температуры (до 2 500 градусов по Цельсию). Атомы цинка, содержащиеся в сухой смеси, преобразуются в газ, что упрощает их диффузионное проникновение в верхний слой деталей из металла.

Как правило, данную технологию применяют в случае необходимости создания защитного слоя свыше 15 мкм.
Подготовка самих деталей происходит по стандарту. Термодиффузионный метод, как и другие технологии, обладает рядом положительных и отрицательных черт.
- безопасность и экологичность;
- возможность контролировать толщину цинковой наслойки;
- высокое качество защитного покрытия без образования пор;
- после процедуры не остается специфических отходов, нуждающихся в особом виде утилизации;
- можно осуществить цинкование изделий даже со сложной геометрической конструкцией.
- наличие налета на оцинкованных деталях, отсутствие зеркального блеска;
- образование цинковой пыли в окружающей среде;
- средний уровень производительности;
- цинкование может получиться неравномерным.
Газотермическое напыление цинка
Напыление подходит для металлических крупногабаритных пластин или металлоконструкций, в отношении которых очень тяжело применять другие технологии.
Процесс цинкования напылением: в условиях газовой среды цинк в виде сухого порошка распыляют по всей поверхности металлоконструкции. На фоне высоких температур молекулы цинка и металла при столкновении образуют чешуйки, поры и неровности, поэтому обрабатываемая деталь нуждается в дальнейшей покраске.

Как отличить оцинкованный металл от обычного
Оцинкованная и обычная нержавеющая сталь имеют разную себестоимость, поэтому стоит знать, как их различить в условиях не всегда честного современного рынка.
- На глаз. Оцинкованная сталь, как правило, имеет характерные радужные разводы. Также обычный металл имеет более матовую поверхность. Если на металле нет кристаллических декоративных узоров, то цинковое покрытие имеет зеркальный блеск.
- Магнит. Оцинкованные поверхности обладают более сильными электромагнитными свойствами, что можно проверить с помощью обычного магнита.
- Спектральный анализ. Требуется специальное оборудование, определяющее химический состав стали, но данный способ считается наиболее точным и надежным.
- Химический метод. Соляная кислота вступает с цинком в химическую реакцию, при которой начинается выделяться водород. Достаточно небольшого количества соляной кислоты.
При покупке оцинкованной стали рекомендуется выбрать надежного и ответственного поставщика, что избавит от проблем с определением подлинности металла и наличия у него цинкового покрытия.
Простой способ цинкования в домашних условиях
Самым легким способом самостоятельного цинкования металла является холодный метод. Однако многих интересует именно гальванический способ из-за формирования декоративных узоров на верхних слоях детали.
Подготовка электролита
Электролитом может стать любой раствор, в котором содержится цинк:
- хлорид цинка (ZnCl);
- соляная кислота (HCL);
- ZnSO4 (результат травления серной кислоты H2SO4).
При травлении необходимо быть максимально осторожным, так как во время химической реакции выделяется взрывоопасный газ Н2.
Получение цинкового состава
Чтобы осуществить гальваническое цинкование металла дома, необходимо иметь цинк. Если говорить о подручных средствах, то цинк можно найти:
- в солевых батарейках (индекс L);
- в металлических оцинкованных деталях;
- в советских предохранителях.
А можно купить чистый цинк в радиомагазинах или на авторынках.
Подготовка к нанесению покрытия
- Нужно взять пластиковую или стеклянную тару, которая выступит в качестве ванны с электролитом, и установить держатели для анода и катода.
- Если в электролите заметны кристаллы соли, то использовать его нельзя. Растворить их можно, добавив дистиллированной воды.
- Анодом может выступить пластинка из цинка с подключенным к ней «+» зарядом. Чем больше площадь пластины, тем равномернее будет ложиться цинк на катоде. Чем больше анодов, тем больший участок покроется цинком за раз.
- Катод – это деталь, которая требует обработки (отрицательный заряд). На нее будут укладываться молекулы цинка. Необходимо подготовить металл к процедуре цинкования: очистить от коррозии, обезжирить и активировать, поместив в раствор кислоты. Необходимо расположить катод равно удаленно от всех источников положительного заряда.
- Источником электрического питания может выступать любой аккумулятор или блок питания. Чем выше будет напряжение, тем более ускоренно пройдет процесс гальванизации. Если используется автомобильный аккумулятор, в схему необходимо добавить другие потребители тока (например, лампочку накаливания).
Нанесение цинковой пленки
После всех подготовительных процедур останется только включить источник электрического питания и поместить катод в электролит. Не стоит допускать бурного кипения электролита: необходимо снизить силу тока, добавив в схему потребители электроэнергии. Чем дольше происходит процесс гальванизации, тем толще будет защитный слой цинка на поверхности обрабатываемой детали (катода).
Если у вас имеется опыт цинкования металла в домашних или промышленных условиях, вы можете поделиться им в комментариях.
Технология гальванического цинкования металла
Гальваническое цинкование: основы, преимущества и краткое описание техпроцесса. Виды электролитов и применяемого оборудования. Дефекты гальваники и их причины.

Гальваническое цинкование — это один из самых распространенных методов создания антикоррозионных и декоративных цинковых покрытий. Оно дешевле и проще горячего цинкования, но имеет некоторые ограничения по применению, поскольку не позволяет создавать защитных слоев толще 40 микрон. Основой этой технологии является электрохимический процесс осаждения цинка из электролитического раствора на деталь, подключенную к отрицательному полюсу источника питания. Для повышения коррозионной и механической стойкости, а также в декоративных целях цинковые покрытия подвергают кадмированию, хроматированию и обработке фосфатными соединениями.
Обычно гальваническим способом цинк наносят на поверхности изделий из углеродистых сталей и различных видов чугуна. Помимо этого существуют технологии электролитического цинкования алюминия и ряда других металлов, но они используются гораздо реже. Основная номенклатура цинковой гальваники — это разнообразные крепежные элементы, инструмент, кронштейны, опоры, подвески, внешние детали машин и оборудования, а также холоднокатаный тонколистовой прокат. Сегодня среди народных умельцев электролитическое цинкование является самой популярной гальванической технологией. Это связано с тем, что цинк и его соединения практически безвредны, недороги и их свободно может приобрести любой желающий. А для работы с этими реагентами требуются минимальные знания и простейшее оборудование.
Преимущества цинковых покрытий
В настоящее время оцинковка является самым массовым покрытием, используемым для антикоррозионной защиты черных металлов. Это связано с тем, что по совокупности экономических, экологических, технологических и физико-химических факторов у горячего и гальванического цинкования попросту нет конкурентов. К примеру, цинк дешевле никеля в четыре раза, а олова — в восемь раз. Сопоставимый с ним по цене кадмий и его соединения высокотоксичны и канцерогенны, а технология их применения гораздо сложнее.
Цинк прекрасно адгезируется к поверхности стали и чугуна. Кроме того, он является более активным металлом, поэтому легче окисляется и в паре с цинком не дает вступать железу в окислительные реакции. Эта его особенность проявляется даже в тех случаях, когда непрерывность покрытия нарушена, т. е. на поверхности металла имеются царапины, задиры, трещины или потертости. Гальванические цинковые покрытия пластичны и сохраняют непрерывность на деталях, работающих в режиме циклической деформации. К примеру, кадмированный цинк используется в качестве коррозионной защиты стальных пружин, работающих в режиме периодического сжатия и растяжения.

Описание процесса
Гальваническое цинкование выполняется методом электролиза с расходуемым анодом. В роли катода, как и во всей гальванике металлов, выступает обрабатываемое изделие, а в качестве анода используют пластины чистого цинка, размещаемые по ванне так, чтобы обеспечить равномерность потока анионов к покрываемой поверхности. Основными реагентами в составе электролита в общем случае являются сернокислый и хлористый цинк, а также фторборат цинка. Для улучшения параметров гальванического цинкования в раствор также вводят соли натрия, калия и алюминия. Скорость осаждения и максимальная толщина слоя цинка регулируется плотностью тока, которая зависит от состава гальванического раствора и его температуры.

В процессе гальванизации происходит электрохимическое растворение цинка в объеме электролита и перемещение его на катод (покрываемое изделие). Поэтому анодные пластины должны периодически контролироваться на истощение, а при необходимости очищаться от окислов солей.
Способы цинкования металлов
Кроме основанного на электролизе гальванического цинкования, существует еще несколько технологических методов нанесения цинковых покрытий. Каждый из них решает особые производственные задачи, а в совокупности они дополняют друг друга и охватывают весь спектр вариантов защиты изделий с помощью цинковых покрытий. Далее вкратце описываются главные разновидности цинкования, применяемые в современных промышленных производствах.
Горячее. При использовании этой технологии нанесение цинка на поверхность изделия проводится путем погружения его в расплавленный металл. Таким способом можно получить самые толстые защитные слои. По сравнению с гальваническим горячее цинкование является более затратным, но обеспечивает самую высокую скорость нанесения цинкового покрытия.
Холодное. Холодным цинкованием в обиходе называют покрытие металлических изделий и больших металлоконструкций с помощью кистей и пульверизаторов композитами, содержащими не менее 80% цинка (в сухой пленке). Это самая простая по нанесению технология цинкования, но она менее долговечна, чем горячая и гальваническая.
Газотермическое. При газотермическом цинковании защитный слой на поверхность детали наносится распыленной струей расплавленного цинка. Для этого используют цинковую проволоку, которая вместе с потоком воздуха автоматически поступает в пистолет, где под воздействием электрической дуги и горящего газа плавится и превращается в воздушный поток, насыщенный капельками металла. Таким методом наносят покрытия на объемные металлоконструкции (опоры линий электропередач, емкости нефтехранилищ и т. п.). К его достоинствам относят самую большую толщину напыляемого слоя, а к недостаткам — большой расход цинка, около трети которого теряется при распылении.

Термодиффузионное. Для цинкования этим методом применяют вращающиеся барабанные печи, в которые загружают обрабатываемые детали и специальные порошки, содержащие цинк и вспомогательные компоненты. При вращении в течение нескольких часов при температуре 350÷450 °C происходит диффузионное насыщение поверхностных слоев железа атомами цинка, в результате чего образуется устойчивое защитное покрытие.
Используемые материалы и оборудование
Оборудование для цинковой гальванотехники такое же, как и для других гальванических процессов. В его состав входят ванны для гальванического цинкования, а также емкости для химической подготовки изделий. Их объем зависит от вида производства и может варьировать от десяти литров до нескольких кубометров. К ваннам подведены трубопроводы для подачи и отвода воды и реагентов и электрические контакты для подвода напряжения к анодам и катодам.
В общем виде технологический процесс гальванического цинкования состоит из следующих этапов:
- Механическая зачистка.
- Травление изделия.
- Промывка в проточной воде.
- Обезжиривание.
- Промывка, аналогичная п. 3.
- Гальваническое цинкование.
- Промывка, сушка и контроль.
В цехе оборудование гальванических линий цинкования располагается линейно, повторяя порядок описанного выше техпроцесса (см. рис. ниже). Для перемещения изделий между участками обработки используются мостовые или консольные краны с дистанционным управлением.

Современные ванны для гальванического цинкования изготавливают из кислотостойких пластмасс. Безопасность при работе с компонентами электролита аналогична правилам промышленного использования растворов кислот и щелочей. Никаких специальных требований, связанных с токсичностью или агрессивностью электролита, к гальваническому цинкованию не предъявляется.
Применяемые электролиты
При гальваническом цинковании состав и температура электролита при заданной плотности тока напрямую влияют на скорость осаждения и структуру цинкового покрытия. Кроме того, отдельные виды электролитных растворов могут содержать в своем составе блескообразующие и окрашивающие добавки, используемые в декоративных целях. Для гальванического цинкования применяют основные группы электролитов, каждая из которых имеет множество рецептурных разновидностей:
- Кислые и слабокислые. Традиционные простые электролитические растворы на основе сульфатов, хлоридов, борфторидов или их смесей.
- Аммиакатные. Нейтральные и щелочные гальванические растворы, которые получают путем растворения оксида цинка в растворе сульфата (или хлорида) аммония.
- Цианидные и цинкатные. Щелочные электролиты, в которых применяют цианид и цинкат натрия, растворенные в едком натре.
Кроме того, существуют электролиты для гальванического цинкования на основе аминосоединений, но они имеют гораздо меньшее распространение.
Дефекты гальваники
Причины отклонений качества покрытий при гальваническом цинковании можно свести в три основные группы: недостатки в подготовке деталей, нарушения в рецептуре электролита и несоблюдение параметров гальванического процесса. Помимо этого на качество цинкования влияет конфигурация и пространственная ориентация детали в электролите, а также размещение и состояние плоскостей основных и вспомогательных анодов.
Недостаточная адгезия. Отслаивание и непрочность присоединения защитного слоя цинка после гальванического цинкования, как правило, связаны с нарушениями техпроцесса при очистке, травлении и обезжиривании поверхности изделия. Кроме того, причиной этого явления может быть засорение электролита солями других металлов и органическими соединениями.
Питтинг. Питтингом в гальванике называют образование на поверхности осаждаемого металла небольших точечных каверн или углубленных полосок. В гальваническом цинковании этот дефект может проявляться вследствие отсутствия или недостаточной интенсивности перемешивания, а также из-за наличия в электролите органических или гидрокисных примесей.

Шероховатость. Излишняя шероховатость защитного цинкового слоя обычно указывает на присутствие в гальваническом растворе избыточного количества сульфата цинка, различных гидроксидов и механических примесей. Это явление также может быть следствием слишком высокой плотности тока и недостаточной концентрации в электролите анионов цинка.
Неоднородность внешнего вида. При нарушении пропорции основных реагентов электролита и накоплении в гальванической ванне солей железа цинковая поверхность может приобретать неравномерный вид, причем как по окраске, так и по шероховатости. Другими причинами такого отклонения от нормы может быть слишком низкая температура раствора и слабое перемешивание.
Хрупкость покрытия. Если покрытие, полученное гальваническим цинкованием, имеет повышенную хрупкость, то в большинстве случаев это указывает на слишком высокую плотность тока в катодном пространстве. Другая причина этого дефекта — избыточное присутствие в электролите органических примесей.
Темный цвет. Причинами различных оттенков темных цветов (в основном, коричневого) обычно являются наличие органических загрязнений в гальванической ванне, завышенная температура электролитического раствора, а также снижение плотности тока в области катода.
В Интернете можно встретить описания и даже видеоролики с демонстрацией «наружного» гальванического цинкования без использования ванны. А что вы думаете по поводу этой технологии? Поделитесь, пожалуйста, своим мнением в комментариях к данной статье.
Травление ржавчины электролизом. Цинкование электролизом.

Ранее красил я арки алкидныи грунами и красками. Передние арки были не очень ржавые.
Метал зачистить удалось идеально (без раковин). Красил из балончиков. Три года держится.
Проблем нет. А вот задние арки заржавели сильно. Зачистить идеально не удается.
Раковины с ржавчиной остаются. Под лупой их хорошо видно. Максимум через год
вспучивается краска. Цинкарь, преобразователь ржавчины особо не помогает.
Достоинства этого (по моему мнению)
1-Дешево
2-Технология относительно несложная. Легко осуществить в гаражных условиях.
3-Надежно Если не поленится и вытравить все ржавчину, далее зацинковать — ржавчина не появляется
очень долго.
4-Цинковать можно в любую погоду. Дождь, влажно, пасмурно и тп. Зимой в морозы конечно не получится.
Недостатки
1- Трудоемко особенно для больших поверхностей. Трудоемко загрунтовать например весь
капот. Хотя и такое видел. Для небольших зон — то что надо.
2- Достаточно долго идет процесс травления ржавчины. Частично эту проблему решил
чередованием механической очистки и травлением.
Процес предполагает два этапа. 1 этап самый сложный -травление. 2 этап цинкование.
Электрическая схема одна и таже. Минус акумулятора через лампу соединяем на кузов
автомобиля. Минус на кузов. Плюс на электрод. Растворы, лампы и электроды разные для каждого этапа.
Вместо аккумулятора можно использовать зарядное устройство.
Лампу используем, во первых для предотвращения короткого замыкания. Во вторых для
ограничения тока. По яркости лампы также можно определять примерно величину тока.
При травлении ток чем больше тем быстрее. А вот при цинковании более 1 ампера ток не
желателен. Иначе цинк ложится быстро, хлопьями. Слой получается рыхлый.
Электроды обматываем тряпкой, так чтобы между кузовом и электродом не было КЗ.


Материалы для первого этапа травление кальцинированой содой.
Раствор: Кальцинированая сода. Продается во всех хозяйственных магазинах.
16 рублей 500 грамм Ложки на стакан воды хватает. Растворяется не очень хорошо.
Примерный расход 100 грам раствора на 5 квадраных сантиметров
Раствора больше мимо льется чем используется в реакции.
Видел на сайте, что в качестве раствора использовали "Крот".
Электрод: Нержавеющая сталь Я взял нержавеющую ложку. В принципе можно использовать
обычную сталь.
Лампа: Н4 50 W Максимальный расчетный ток 5 ампер. Можно в принципе взять что то помощней на 10 ампер
Процесс пойде быстрее.
Материалы для второго этапа цинкование
Раствор: Паяльная кислона. Продается там где продают паяльники. 50 мл 30 руб.
50 мл хватит по моему опыту на 10 кв см И даже больше. Смотря как лить.
Видел на сайте, что в качестве раствора используют цинкарь.
Можно использовать травленную цинком соляную или серную кислоту.
Лутше соляную.
Электрод: Цинк. Где взять? Я брал из старых использованых солевых батареек.
Как понять что батарейки солевая (Корпус цинковый)
==САМЫЙ ПРОСТОЙ СПОСОБ Солевая батарека (цинковый корпус) не магнитятся Проверить магнитои можно
==По обозначению на батарейке
Первая буква
Если "L", то перед вами щелочная батарейка,
если "S" — то серебряно-цинковая,
если "С" — то литиевая,
если этой буквы нет — то солевая.
Вторя буква (а может получится первая о буква)
"R" — обозначает цилиндрическую форму элемента,
"F" — плоскую.
Если перед буквенным обозначением стоит цифра, то она обозначает количество параллельно соединенных
элементов в батарее.
Например, 6F22 обозначает солевую батарейку типа "Крона", состоящую их шести 1,5-вольтовых элементов.
Число в конце строки обозначает размеры элемента, а конкретнее — его радиус.
==Температура плавления цинка 474 градуса Если отрезать стружку от корпуса батарейки
и нагреть зажигалкой -расплавится
==Цинк мягче стали Режется обычными канцелярскими ножницами
Лампа: Р21 Максимальный расчетный ток 1.75 ампер.
Далее описываю сами процесы травления и цинкования.
Очишаем механически краску и ржавчину.
Технология травления ржавчины
Макаем конец электрода с тряпкой (нержавеющую ложку) в растворе кальцинированой соде и водим
по кузову. Можно просто держать на одном месте. Можно бильевой прищепкой прижать к кузову и
только подливат на тряпку раствор.
ВАЖНО! Для ускорения процесса необходимо чередовать процесс травления и механической очистки
грязи (ржавчины и продуктов разложения ржавчины).
И так травим от 10 секунд до 1 минуты (Можно и больше)
Далее дрелью с диском-карчеикой механически затиреем протравленое место. До этого раствор с поверхности
не вытираем.
На поверхности появляется размазаная гряью. Ее стираем чистой тряпкой.
Повторяем этот процес. Обычно не более десяти раз. Смотря какая глубина раковин.

С каждым разом грязи становится все меньше и меньше. Когда эта гряз не появляется процесс заканчиваем.
Отсутсвие грязи говорит о том что либо ржавчину все сьело. Либо она так глубоко в раковинах что от
туда она не вымывается. В любом случае далее травить практически бесполезно.
В конце промываю струей воды все поверхность. Обеэжириваю.
Технология цынкования
Подключаю лампу Р21
Беру электрод из цинка. Смачиваю трябку прямо из тюбика пяльной кислотой.
И вожу по поверхности. Важно! Останавливать на месте электрод не льзя. Иначе волосья тряпки
прилипают к поверхности. Цынкуется быстро. Около минуты на 1 кв см
Далее нетрализую кислоту раствором пишевой соды. Кисточкой намазываю. Шипит.
После смываю струей воды.
Все! Далее можно переходить к покраске.

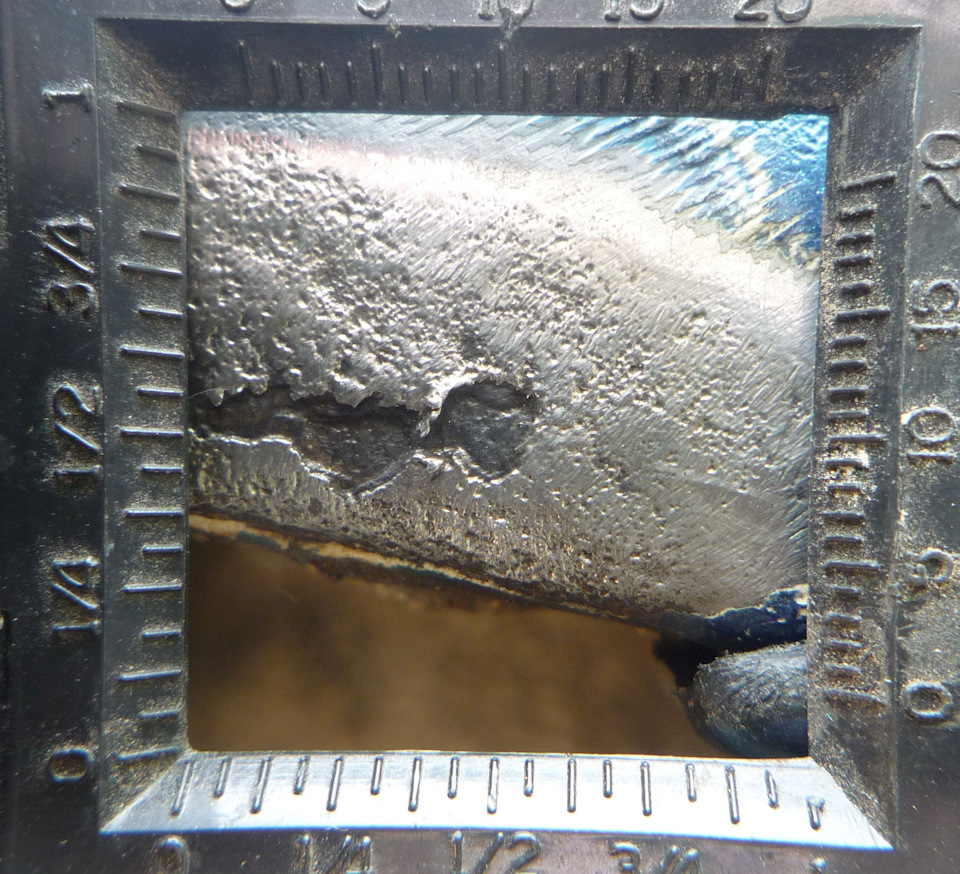
На фотке неворуженным взглядом все выглядит достаточно прилично, по сравнению с тем что было.
Но если под лупой посмотреть наиболе ржавое место справо видим что остались незацикованные раковины.
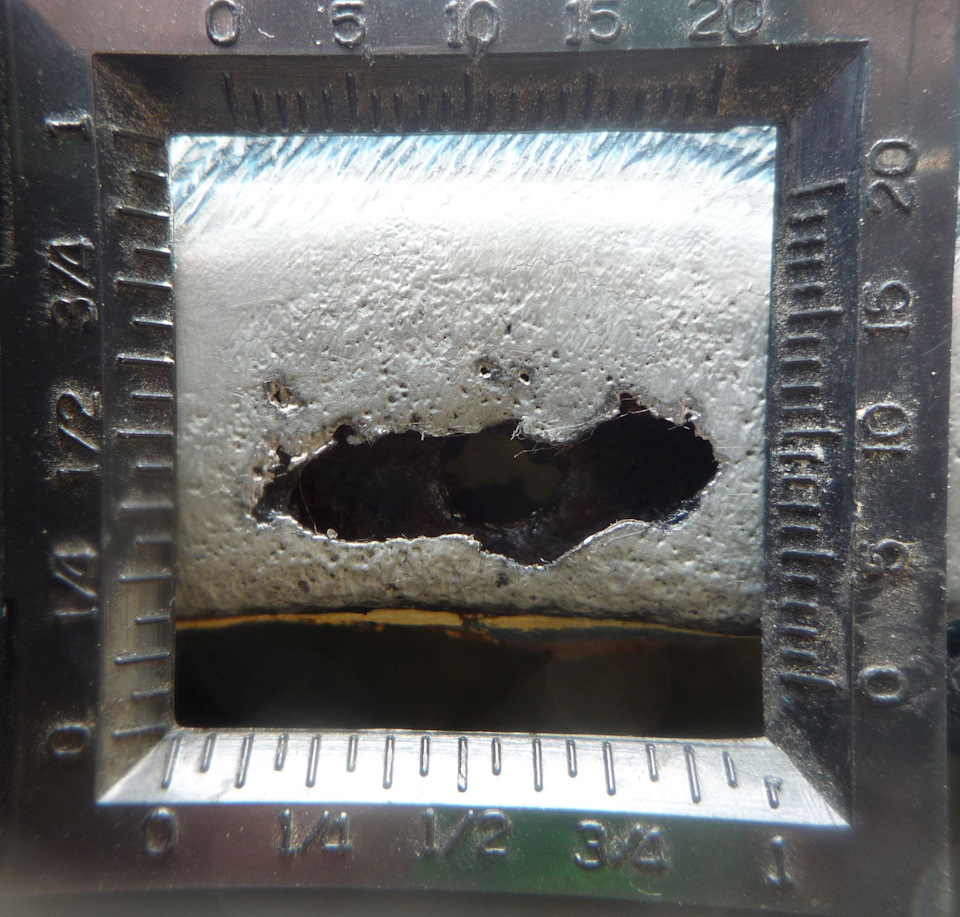
Надо было мне потравить подольше. Лоханулся. Можно попробовать травить уже оцинкованную повержность.
Кальцинированая сода не трогает не железо не цинк.
Я понимаю что вариант безнадежный. Арку надо переваривать. Но для экперименов она подошла.
Через год или два переварю.
Я сейчас наверное просто реактивном грунтом покрою.
Другие примеры
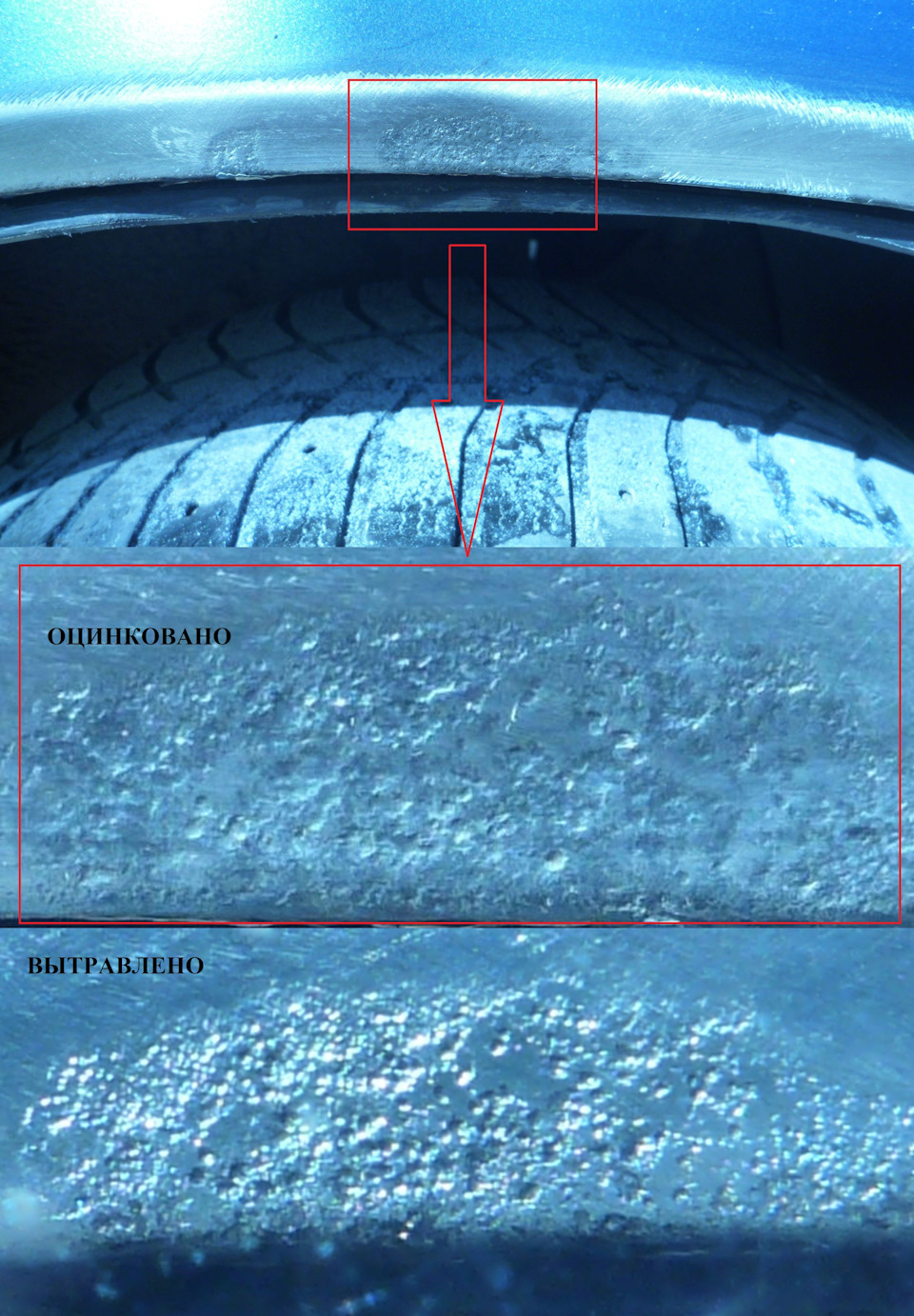
Травил я багажник, местами. Жаль, фоток не делал. Были раковины глубже. Все вытравилось.
Там сквозных дыр не было. Только поверхность заржавела. Можно поверить на слово.
В процессе, во круг меня ходили любопытные. Одному любопытному, по его просьбе зацинковал
небольшое пятно на кузове. Грунтом и краской не покрывали. За месяц, а у нас дожди, ржавчина
не появилась. Но не занцинкованых раковон под лупой у него не было. Тщательней протравили.
Будут фотки других примеров. Догружу их.
2016-06-18 18:13 Двери кусок зацинковал. Покрыл реактивным грунтом

На этот раз вытравиль хорошо

2018_05_15 Правая задняя арка.
Цинкование металла: разновидности, проведение в домашних условиях
Защита металла от возникновения и развития коррозии является очень актуальным вопросом, решение которого позволяет значительно продлить срок службы металлических изделий, а также сделать их эксплуатацию более надежной. Самым распространенным способом, позволяющим обеспечить такую защиту, является цинкование, подразумевающее нанесение на поверхность металла покрытия, в химическом составе которого может содержаться до 95% цинка. Цинкование металла можно выполнять по различным технологиям, каждая из которых применяется в определенных ситуациях и имеет как достоинства, так и недостатки.

Цинкование получило наибольшее распространение среди других анодных защитных покрытий металлов
Для чего на сталь наносят слой цинка
Хорошо известно, что изделия, изготовленные из стали, очень подвержены коррозионным процессам, особенно при эксплуатации в условиях повышенной влажности. Между тем, если оцинковать стальную деталь, можно обеспечить ей надежную защиту от коррозии. Объясняется это тем, что цинковое покрытие образует с основным металлом гальваническую пару, в которой цинк имеет большую степень электроотрицательного заряда, чем сталь.
В такой гальванической паре при воздействии на ее составляющие агрессивных факторов внешней среды подвергается воздействию коррозии именно цинк, а химические реакции стали практически исключаются. Таким образом, коррозионная защита стали будет обеспечена до тех пор, пока покрытие, состоящее из цинка, полностью не разрушится. При этом на тех участках стального изделия, где покрытие из цинка по каким-либо причинам разрушается, под воздействием кислорода и влаги формируется гидрооксид цинка, который также обладает хорошими защитными свойствами.
Преимущества нанесения цинка перед окрашиванием
Цинкование изделий из стали позволяет обеспечить им не только барьерную, но и электрохимическую защиту. Цинкование металла может выполняться по разным технологиям, для реализации которых применяется различное оборудование. Используя отдельные виды таких технологий, можно выполнить цинкование в домашних условиях и при этом добиться отличного результата.
Методы цинкования
На сегодняшний день цинкование металла осуществляется с помощью следующих методов:
- горячего;
- холодного;
- гальванического;
- газотермического;
- термодиффузионного.
Выбор метода, который будет использоваться для цинкования деталей и конструкций, изготовленных из стали, зависит от условий их эксплуатации, а также от характеристик, которым должен соответствовать защитный слой. Вне зависимости от используемой технологии цинкования необходимо заранее определиться с толщиной формируемого защитного слоя, которая зависит от таких параметров технологического процесса, как время воздействия на металл рабочей среды, а также от температуры выполнения обработки. При использовании стальных деталей и конструкций, на поверхность которых нанесен слой цинкового покрытия, следует иметь в виду, что они не должны подвергаться значительным механическим воздействиям, так как защитное покрытие из данного металла отличается высокой хрупкостью и может легко разрушиться.
Чтобы разбираться в том, какие виды цинкования следует использовать в той или иной ситуации, надо хорошо изучить каждый из них.
Горячее цинкование металлоконструкций, хотя и позволяет добиться наилучшего качества и долговечности обработанных изделий, занимает среди подобных технологий только второе место по распространенности. При использовании этого метода возникает проблема экологической безопасности, так как его реализация требует применения сильных химических реагентов для подготовки обрабатываемой поверхности, а сама процедура выполняется в расплавленном цинке.
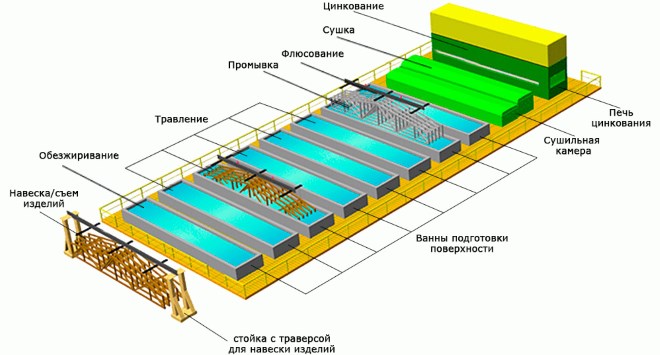
Промышленная линия горячего цинкования
В процессе оцинкования стали с использованием горячего метода выделяются два этапа:
- подготовка поверхности изделия к обработке;
- сама процедура покрытия металла цинком.
В свою очередь подготовка обрабатываемой поверхности также выполняется в несколько этапов:
- очистка и обезжиривание;
- травление с использованием кислотных растворов;
- промывка после травления и флюсование;
- тщательная просушка.

Погружение опор в ванну с горячим цинком
После того как изделие прошло все этапы предварительной подготовки и полностью просохло, его помещают в специальную ванну, наполненную расплавленным цинком. В результате на поверхности стального изделия формируется тонкий слой, состоящий из железа и цинка (Fe-Zn), который и обеспечивает надежную защиту от коррозии. После извлечения из ванны изделие обдувают сжатым воздухом, за счет чего обеспечивается не только его просушка, но и удаление с обработанной поверхности лишнего цинка. Большим недостатком данного метода цинкования металла является то, что размеры изделий, которые могут быть ему подвергнуты, ограничены габаритами ванны с расплавленным цинком. Между тем на крупных производственных предприятиях процесс оцинкования стали – строительных лесов, мачт освещения, опор ЛЭП (линий электропередачи) – осуществляется именно таким способом.
Поскольку данный метод связан с большими трудозатратами и необходимостью применения сложного технологического оборудования, для цинкования металла в домашних условиях он не применяется.
Широкая популярность, которую метод холодного цинкования стали приобрел в последние годы, объясняется рядом причин. Самая главная из них состоит в том, что при своей высокой технологичности и простоте реализации такой метод цинкования позволяет создавать на поверхности металла слой, отличающийся высокими защитными свойствами. Немаловажным является и то, что при этом не требуется оборудование для цинкования металла, поэтому такую оцинковку можно выполнить своими руками даже в домашних условиях.
Суть технологии холодного цинкования заключается в том, что на поверхность обрабатываемого изделия наносится специальная цинкосодержащая смесь, в качестве которой может быть использован цинконол или любой другой состав. Наносить цинконол или другую смесь можно при помощи обычной кисточки или валика. В тех случаях, когда покрыть такой смесью необходимо изделия сложной конфигурации или труднодоступные места, для ее нанесения можно использовать краскопульт. Цинконол и другие составы, используемые для выполнения холодного цинкования, позволяют получить на поверхности металла защитный слой, содержащий 89–93% цинка.
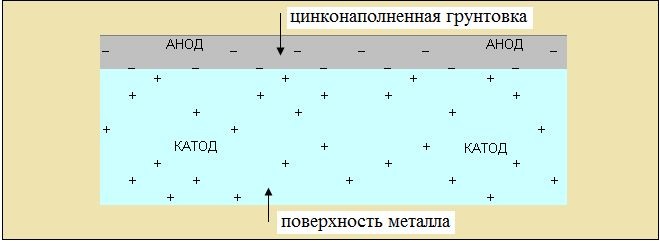
Схема холодного цинкования
Оцинковка металла с помощью холодного метода является безальтернативной в тех случаях, когда требуется обеспечить защиту от коррозии конструкциям, которые не могут быть покрыты слоем цинка по другим технологиям. К таким конструкциям, в частности, относятся уже смонтированные трубы, опоры линий электропередач, элементы железнодорожных путей, а также другие металлические элементы, которые находятся в смонтированном (стационарном) состоянии.
Цинконол и другие составы для выполнения холодного цинкования широко используются и при ремонтных работах, когда необходимо восстановить поврежденный цинковый слой на металлическом изделии или конструкции. В частности, при помощи данного метода может быть выполнена восстановительная оцинковка кузова автомобиля (более того, использовать цинконол и другие смеси можно и для начального, полного цинкования кузова своими руками).

Составы для холодного цинкования представляют собой полимерные растворы с добавлением высокодисперсионного цинкового порошка
Выполнять холодное цинкование изделий из стали можно в достаточно широком температурном интервале, при этом сформированное покрытие отличается не только высокими защитными свойствами, но и хорошей эластичностью, устойчивостью к механическим повреждениям и температурным расширениям.
Если говорить о недостатках метода холодного цинкования, то к ним можно отнести недостаточно высокую устойчивость сформированного покрытия к механическим воздействиям, а также необходимость в строгом соблюдении техники безопасности при осуществлении такой процедуры, требующей использования органических растворителей.
Гальваническое цинкование, при выполнении которого на поверхность обрабатываемого изделия оказывается электрохимическое воздействие, позволяет получать покрытия, не только отличающиеся высокой точностью по толщине, но и обладающие исключительной гладкостью. Такое электрохимическое цинкование обеспечивает формирование на поверхности металла защитного слоя, толщина которого находится в интервале 20–30 мкм.
Гальваническое цинкование позволяет регулировать толщину формируемого защитного слоя, при этом он отличается равномерностью и высокой декоративностью. За счет того, что при выполнении гальванической оцинковки металл и цинк, который наносится на его поверхность, соединяются на молекулярном уровне, готовое покрытие отличается исключительно высокой адгезией с основным металлом. Между тем на степень адгезии оказывает влияние наличие на поверхности обрабатываемого изделия жировых и окисных пленок, удалить которые полностью (особенно в условиях массового производства) практически невозможно.

Гальваническая линия цинкования включает в себя полный комплекс обработки (от подготовки до закрепления)
Гальваническое цинкование выполняют следующим образом. Обрабатываемая конструкция и цинковые пластины помещаются в электролитический раствор, а затем подключаются к положительному и отрицательному контактам источника электрического тока. За счет сформированной таким образом разности электрических потенциалов пластины начинают растворяться в электролите, и молекулы цинка устремляются к поверхности обрабатываемого изделия, оседая на ней и формируя однородный защитный слой.
Большим преимуществом, которым гальваническое цинкование отличается от других технологий, является то, что оно позволяет сформировать на поверхности изделия защитный слой, отличающийся исключительными декоративными характеристиками. Гальваник при этом может регулировать толщину такого слоя.
К наиболее значимому недостатку данного метода можно отнести его достаточно высокую себестоимость, которая складывается не только из стоимости цинковых пластин и электролита. Например, использованный электролит, который содержит достаточно большое количество опасных отходов, необходимо тщательно очищать перед отправкой в канализацию, что также серьезно отражается на себестоимости метода.
Термодиффузионное цинкование
Термодиффузионная технология цинкования металла (ТДЦ), которую часто называют шерардизацией, была разработана еще в 20-х годах прошлого столетия, но долгое время применялась недостаточно активно. С конца прошлого века оцинковывание металла по данной технологии вновь обрело популярность.
Суть данного метода покрытия металлического изделия цинком заключается в том, что обрабатываемую деталь вместе с цинкосодержащей сухой смесью помещают в герметичный контейнер, в котором создается высокая температура – порядка 2600°. Под воздействием такой высокой температуры атомы цинка переходят в газообразное состояние, что значительно облегчает их диффузионное проникновение в поверхностный слой обрабатываемого изделия. Используют такую технологию цинкования преимущественно в тех случаях, когда на поверхности обрабатываемого металла необходимо сформировать защитный слой, толщина которого превышает 15 мкм.

Установка для термодиффузионного цинкования
Термодиффузионное покрытие изделий из металла цинком, подготовка к которому выполняется так же, как и при горячем цинковании, отличается рядом преимуществ, к которым следует отнести:
- полную экологическую безопасность процесса, так как он выполняется в герметичном контейнере;
- практически полное отсутствие пор на готовом защитном покрытии, отличающемся высокой адгезией к обрабатываемой поверхности;
- высокую защитную способность покрытия, полученного по данной технологии (в 5 раз выше, чем у цинкового слоя, сформированного гальваническим способом);
- возможность регулировать толщину цинкового слоя в достаточно большом диапазоне;
- сохранение даже сложной формы и геометрических параметров покрытого цинком изделия;
- отсутствие необходимости в специальной утилизации образующихся отходов.

Так выглядят изделия, покрытые цинком по методу ТДЦ
Есть у данного метода покрытия металлических изделий цинком и свои недостатки, к которым следует отнести:
- не слишком привлекательный грязно-серый цвет готового покрытия и отсутствие металлического блеска;
- невысокую производительность;
- наличие включений цинковой пыли в окружающем воздухе при выполнении такого процесса, что наносит вред человеческому здоровью;
- неоднородность цинкового покрытия по толщине.
Чтобы покрыть слоем цинка металлический лист или объемную деталь, можно использовать газотермический метод цинкования. Суть такого метода заключается в том, что цинк, присутствующий изначально в составе сухой смеси или проволоки, напыляется на поверхность обрабатываемого изделия в составе газовой среды. Использовать такую технологию оптимально в тех ситуациях, когда цинковый слой надо нанести на крупногабаритные изделия, которые нельзя подвергнуть обработке другими способами.
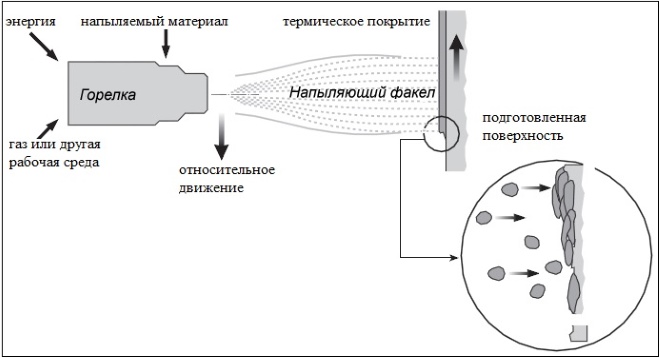
Принцип газо-термического цинкования
Покрытие металлического изделия цинком при использовании такого метода происходит следующим образом. Частички расплавленного металла, ударяясь об обрабатываемую поверхность, формируют тонкий слой, напоминающий по своей структуре чешую. Такое покрытие, которое характеризуется наличием большого количества пор, дополняется нанесением лакокрасочных материалов. Созданный в результате такого комбинирования слой обладает защитными свойствами, позволяющими металлическому изделию, на которое он нанесен, длительное время успешно эксплуатироваться в достаточно агрессивных средах (высокая влажность, постоянное воздействие морской и пресной воды и др.).
Параметры цинковых покрытий, наносимых всеми вышеперечисленными способами, регламентирует соответствующий ГОСТ, на который и следует ориентироваться специалистам.
Как выполнить процедуру в домашних условиях
Оцинковка в домашних условиях выполняется преимущественно электрохимическим методом или по технологии холодного цинкования, что объясняется простотой данных способов. Чтобы выполнить цинкование своими руками с помощью электрохимического метода, необходимо тщательно подготовить поверхность обрабатываемого изделия. Такая подготовка заключается в очистке и обезжиривании, а также в протравливании кислотой и последующей промывке водой.
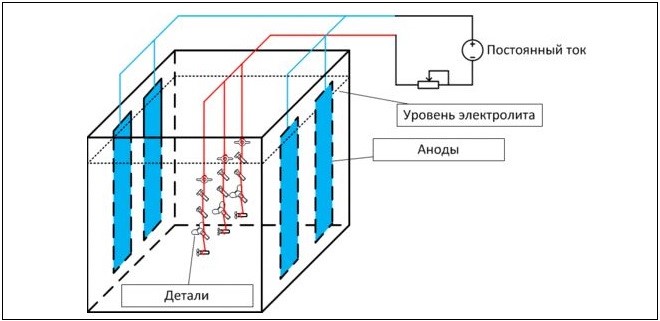
Схема гальванической установки для самостоятельного цинкования
Свой аппарат для выполнения гальванического цинкования можно изготовить из источника постоянного тока, выдающего напряжение порядка 6–12 В с силой тока 2–6 А, емкости из диэлектрического материала и устройства, при помощи которого будут фиксироваться электрод и обрабатываемое изделие. Электролитом в данном случае может выступать раствор любой соли, содержащей в своем составе цинк. Приготовить такой раствор можно из аккумуляторного электролита, поместив в него на некоторое время цинк и дождавшись окончания реакции растворения. Полученный состав перед использованием для цинкования следует процедить.
Выполняя оцинковку своими руками, следует иметь в виду, что на толщину и качество формируемого покрытия оказывают влияние следующие факторы:
Читайте также: