Цинкование металлических изделий гальваническим способом
Обновлено: 18.05.2024
Гальваническое цинкование металлоконструкций является одним из самых востребованных видов цинкования, благодаря которому изделия приобретают высокие защитные и декоративные свойства.
В отличие от горячего метода обработки, данная технология является более простой и дешевой.
Однако она имеет определенные ограничения по использованию, что обусловлено сравнительно тонким слоем защитного покрытия (не превышает 40 мкм).
Технология гальваники предусматривает осаждение цинка из состава электролита на металлоконструкцию, которая в свою очередь подключена к сети питания через отрицательный полюс.
Чтобы увеличить уровень механической и коррозийной устойчивости, а также для повышения декоративных качеств деталей, цинковое покрытие дополнительно подвергают хроматированию, кадмированию или обработке фосфатными составами.
На производстве гальваническая обработка металла проводится в строгой последовательности
- Очистка поверхности деталей от лакокрасочных и смазочных материалов, ржавчины и окалины (процедура проводится с использованием обезжиривающих и щелочных смесей).
- Промывка чистой водой в специальной проточной ванне.
- Электролитическое обезжиривание и последующая промывка.
- Травление в составе, который включает воду и соляную кислоту. Процедура удаляет остатки ржавчины и окалины, исключая растворение или деформацию основного металла, а также декапирует поверхности перед обработкой.
- Промывка, непосредственно гальваническая оцинковка и повторная промывка.
- Для устранения с поверхности окисной пленки применяться осветление металла в растворе, состоящем из воды и азотной кислоты.
- Промывка, фосфатирование (при необходимости) с последующей промывкой.
- Может быть проведена пассивация электролитическим хроматированием или путем хроматированного распыления.
- Сушка детали.
В зависимости от особенностей технологии обработки и типа продукции гальваническая обработка металла может включать дополнительные манипуляции.
Если обрабатывают полосу, то цинкование начинают с разматывания материала, а далее выполняют сварку концов. На заключительном этапе полосу обрабатывают маслом и сматывают.
Дефекты при гальваническом цинковании
Среди причин, которые значительно влияют на уровень качества обрабатываемых деталей, выделяют следующие:
- Низкое качество подготовки металлоконструкций;
- Отклонение от соблюдения рецептуры электролита;
- Нарушения характеристик и последовательности этапов гальванической обработки.
Также качество готовой продукции зависит от конфигурации, особенностей расположения и состояния плоскостей ведущих и дополнительных анодов, а также пространственного расположения изделий в электролите.
Вследствие этого на деталях могут присутствовать такие дефекты, как:
- Питтинг – на металле образуются углубленные полосы или незначительные точечные каверны. Такие недостатки появляются, как правило, в результате того, что в электролите присутствуют гидрокисные или органические примеси, а также при низкой интенсивности перемешивания или его полном отсутствии.
- Низкий уровень адгезии – плохое схватывание цинкового слоя или его отслаивание может наблюдаться при нарушении процесса очистки, травления или обезжиривания детали. Также такое наблюдается при засорении электролита различными органическими соединениями, включая соли разных других металлов.
- Разнотипность внешнего вида – вызывает несоблюдение рецептуры в части пропорции используемых компонентов электролита при одновременном накоплении в гальванической ванне определенного объема солей железа. Также причиной данного дефекта может выступать недостаточное перемешивание компонентов и пониженная температура, которая не отвечает норме.
- Повышенная шероховатость – свидетельствует о присутствии в гальванической смеси всевозможных механических примесей, сульфата цинка и гидроксидов в повышенном объеме. Также это возникает в результате недостаточного количества анионов цинка в электролите и при избыточной плотности тока.
- Хрупкость цинкового покрытия – является следствием превышенной плотности тока в катодном пространстве или присутствием в электролите органических примесей в большом объеме.
- Темный (преимущественно коричневый) цвет – вызывает наличие в гальванической ванне различных органических загрязнений. Такой эффект также может вызвать существенно снижение плотности тока возле катода и повышение температуры электролитической смеси.
Сравнительные характеристики горячего и гальванического цинкования
Сегодня применяется два вида цинкования металлоизделий – это горячее оцинкование путем окунания деталей в расплав цинка и гальванический способ обработки цинком, который предполагает воздействие на детали электрического тока. В свою очередь гальваническая технология цинкования производится двумя технологическими методами.
В первом случае обработка выполняется в специальных установках (барабанах), которые вращаются с определенной скоростью. Метод получил распространение для обработки деталей с резьбой и без резьбы.
Во втором случае металлоконструкции подвешивают при помощи медной проволоки, а затем опускают в смесь с электролитом. Широко применяется для оцинкования габаритных конструкций. В свою очередь метод горячего оцинкования также выполняется подвесным способом, используется для крупногабаритных конструкций.

Перед выбором конкретного способа обработки деталей нужно учитывать следующие факторы:
- Эстетические и декоративные требования к защитному покрытию.
- Уровень влияния агрессивности факторов внешней среды, в которой планируется использовать конструкцию.
- Конструктивные особенности деталей (наличие отверстий, пр.).
- Насколько метод обработки отвечает технологическим нормам процессов оцинкования.
В случае, когда конструкции предполагается эксплуатировать на улице и в других агрессивных условиях, главным требованием к покрытию выступает высокая антикоррозийная стойкость. Такие изделия следует обрабатывать цинком по технологии горячего оцинкования, которая позволяет наносить покрытие толщиной от 60 микрометров.
В данном случае в течение года цинковое покрытие разрушается не больше, чем на 10 микрометров.
Однако метод горячей обработки может применяться только в отношении конструкций, в которых имеются отверстия определенного диаметра. Также следует учитывать, что на деталях, обработанных таким способом, могут оставаться наплывы, подтеки и капли.
Поэтому декоративные качества покрытия в данном случае достаточно низкие. К тому же тонкие металлоизделия могут деформироваться вследствие горячей обработки, что обусловлено особенностями технологии (цинк наносят при температуре 450°C).
Гальваническая оцинковка металла проводится при комнатной температуре, поэтому данный метод иногда называют «методом холодного цинкования», при котором металл не подвергается деформации.
Данный способ обработки отлично подходит для деталей, в которых присутствуют резьбовые соединения.
Сфера применения гальванического цинкования
Данный способ широко применяется на изделиях, изготовленных из углеродистых сталей и разных видов чугуна. Основной сортамент гальваники представлен разным инструментом, деталями машин и оборудования, всевозможными опорами и крепежными элементами, включая тонколистовой холоднокатаный металлопрокат.
Наряду с защитными свойствами, гальваническое цинкование также наделяет металл декоративными качествами. Это обусловлено равномерностью распределения покрытия по поверхности и точным повторением покрытия конфигурации детали.
Толщина цинкового покрытия составляет 6 – 9 микрометров, но при этом конструкции подвергаются пассивации в специальном хроматном растворе. Благодаря пассивации можно получить высокий эстетический эффект.
Процедура позволяет придать конструкциям такие цветовые решения, как радуга (золотистый цвет, который отлично переливается на солнце) и голубизна (цинк белого цвета приобретает голубой отлив).
Методика гальваники предполагает лишь внешнее покрытие деталей, поскольку нанести покрытие в труднодоступных местах невозможно вследствие отсутствия электропроводимости.
Металлоконструкции, оцинковка которых проводилась гальваническим способом, широко применяются в умеренной среде. Таким образом, такие конструкции могут использоваться на улице лишь периодически, при этом они не должны иметь прямой контакт с влагой.
Виды электролит
Применение данной технологии предусматривает соблюдение состава электролита и температурного режима. Это обусловлено тем, что эти параметры при требуемой плотности тока оказывают прямое воздействие на структуру наносимого покрытия и скорость осаждения цинка.
Чтобы получить желаемый декоративный эффект, в электролит добавляют окрашивающие и блескообразующие компоненты.
Метод гальванического оцинкования предполагает использование нескольких групп электролитов, которые отличаются составом рецептуры:
- Слабокислые и кислые – наиболее простые составы, при создании которых применяются сульфаты, хлориды, борфториды и их смеси;
- Цинкатные и цианидные – это щелочные вещества, в составе которых присутствует цианид натрия и цинкат натрия, которые растворяют в едком натре;
- Аммиакатные – нейтральные и щелочные составы, полученные посредством растворения оксида цинка в смеси хлорида или сульфата аммония.
Также технологи используют электролиты, создаваемые на основе аминосоединений. Однако такие растворы применяются крайне редко.
Вывод
Цинковый слой, нанесенный методом горячего оцинкования, способен сохранять эксплуатационные свойства на протяжении до 120 лет при использовании в обычных условиях. Это обусловлено толщиной слоя цинка, который составляет до 200 мкм.
В результате металл приобретает высокие защитные свойства и отличается стойкостью к механическим воздействиям. Более того, покрытие способно самостоятельно восстанавливаться при образовании трещин, что обусловлено особенным составом цинкового раствора.
В свою очередь толщина слой цинка при гальванике составляет не более 15 мкм. Поэтому срок службы изделий с такой толщиной покрытия в агрессивных условиях способно прослужить не более 1 года. Преимуществами данной методики выступают доступная стоимость, ровность и равномерность покрытия.
Способы гаражного и промышленного цинкования металла
Цинкование металла: суть и назначение процесса. Различные технологии цинкования металла. Преимущества оцинкованных металлоконструкций. Процесс цинкования металла в домашних условиях.

Цинкование металла – это технологический процесс, суть которого заключается в нанесении на поверхность металлических деталей специального цинксодержащего состава. Данная процедура призвана предупредить образование окислов и ржавчин, что благоприятно влияет на срок службы металлоконструкций любого типа. Цинкование можно осуществить не только в производственных условиях, но и своими руками. В статье подобно изложены различные методики цинкования металла.
Суть и назначение процесса цинкования металла
Цинк является основным компонентом специальной химической смеси, которой принято покрывать изделия из металла во избежание развития коррозионных процессов. Повышенная влажность, воздействия механического характера, химические реакции – все это может спровоцировать окисление поверхности металла, однако оцинкованные изделия гораздо меньше подвержены коррозии.
Цинк и металл в симбиозе образуют гальваническую пару, где цинк принимает на себя все барьерные функции и, следовательно, вступает в различные формы взаимодействия с факторами окружающей среды.
Поверхность изделия будет сохранять свой первоначальный вид до тех пор, пока не разрушится полностью верхний цинковый слой. В местах, где цинк подвергается наиболее сильному воздействию, под влиянием молекул воды и кислорода образуется защитный слой гидроксида, который также сохраняет целостность металла.
| Класс толщины | Масса м2 площади покрытия (с двух сторон), г | Толщина цинкового слоя, мкм |
|---|---|---|
| Повышенный (П) | От 570 до 855 | От 40 до 60 |
| 1 | От 258 до 570 | От 18 до 40 |
| 2 | От 142,5 до 258 | От 10 до 18 |
Классы цинкового покрытия П и 1 чаще всего используются в условиях сложной климатической обстановки повышенной влажности и перепадов температур.
Свойства и преимущества оцинкованных покрытий
Существенным преимуществом оцинкованных покрытий является длительность срока их службы. Если говорить о различных технологиях оцинковывания как об этапе подготовки деталей к окрашиванию, то сразу можно отметить следующие достоинства процедуры:
- износостойкость и длительность службы окрашиваемого покрытия;
- низкая себестоимость в сравнении с ценой на окрашивание без предварительного цинкования за срок до 25 лет;
- простые требования к изделиям из металла.
Цинкование металла осуществляет не только барьерную и защитную, но и электрохимическую защиту верхних слоев обработанных изделий.
Цинкование с фосфатированием
Цинкование с фосфатированием принято использовать для обработки цветных металлов. В результате процедуры на верхнем слое детали из металла образуются фосфаты цинка, марганца или железа, которые являются малорастворимыми элементами, что усиливает барьерные и электроизоляционные качества обрабатываемых поверхностей.
Цинкование с фосфатированием можно применять в отношении следующих видов металлов:
- чугуна;
- кадмия;
- низколегированных углеродистых сталей;
- меди;
- цинка;
- алюминия.
Металлические предметы, оцинкованные посредством фосфатирования, могут использоваться даже в условиях тропиков. Они не подвержены воздействию нагретых материалов, смазочной органики (масел), бензола, толуола и всех газов за исключением сероводорода.

Способы и методы цинкования
- горячее;
- холодное;
- гальванизация;
- термодиффузионное цинковое покрытие;
- напыление под воздействием термических газов.
При выборе технологии цинкования металла нужно отталкиваться от предназначения изделия и способов его эксплуатации. Заранее необходимо определить класс толщины цинкового слоя, так как от этого зависит весь технологический процесс, включая настройку производных температур.
Изделия из металла, на которых уже присутствует цинк, не стоит подвергать механическим воздействиям, так как можно нарушить целостность защитного покрытия.
Горячее цинкование
Горячее цинкование стали имеет широкую известность, но применяется несколько реже, чем другие способы распределения цинка по поверхности металлоконструкций. Несмотря на эффективность горячей технологии, она является крайне опасной для окружающей среды и живых организмов. Горячий способ подразумевает использование агрессивных химикатов для подготовительных процедур и горячего жидкого цинка для дальнейшего покрытия.
Сталь цинкуется горячим методом в 2 этапа:
- Подготовительные меры.
- Процесс цинкования.
Подготовка изделий также делится на следующие друг за другом производственные стадии:
- Зачистка и обезжиривание поверхности.
- Травление с помощью кислот.
- Промывание деталей.
- Флюсование (вычленение из металла солей и оксидов).
- Просушка.
После завершения этапа 1 деталь погружают в специальный резервуар с расплавленным цинком, после чего начинает формироваться тонкий защитный слой из железа и цинка. Далее изделие подвергается продуванию, которое призвано обеспечить полное высыхание изделия, а также удаление лишних образований.
Недостаток данного метода оцинковывания металла заключается в ограничении габаритов обрабатываемых изделий размерами резервуара.
Холодное цинкование
Метод холодного цинкования заслуженно считается самым применяемым. Причинами тому являются высокая результативность и простота применения. Способ не требует наличия профессионального оборудования, что позволяет осуществлять цинкование у себя дома.
Для холодного цинкования потребуется специальный цинковый состав (например «Цинокол») и малярный инструмент (кисть, валик). Смесь включает от 86% цинка, благодаря чему защитное покрытие образуется сразу после нанесения состава на металлическую поверхность.
Если конфигурация поверхности не позволяет нанести цинковую смесь малярным инструментом равномерно, применяют краскопульт – устройство для распыления различных материалов.

Холодный метод цинкования не имеет аналогов, если речь идет о нанесении или восстановлении защитного слоя металлоконструкций, в отношении которых невозможно применить иные способы цинкования (например, уже смонтированное оборудование, леса или трубы). Также такой метод является лучшим решением для проведения ремонтных работ.
Холодный способ цинкования можно производить в широком температурном диапазоне, при этом защитный покров сохраняет гибкость и устойчивость к различным повреждениям.
Гальванический метод
Во время гальванического цинкования на верхний слой металла оказывается воздействие электрического и химического характера одновременно. Результатом является не только максимально точная толщина барьерного слоя, но и идеально гладкая структура.
Гальванизация сопровождается высокой адгезией элементов металла и цинка, соединенных на молекулярном уровне. Можно достичь не только максимально равномерного цинкового покрытия по всей площади детали, но и придать ему декоративный вид.
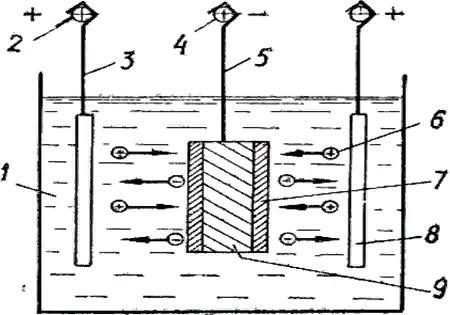
Процесс электрохимической гальванизации происходит так:
- пластины или другие объекты из металла погружаются в специальную электролитическую жидкость;
- объект обработки подключается к источникам тока с разными зарядами;
- разность потенциала заставляет материал разрешаться, после чего молекулы цинка начинают подниматься к поверхности изделия, образуя тем самым защитный слой.
Цинкование металлоконструкций гальваническим методом позволяет воссоздать неповторимый декоративный узор, контролируя при этом толщину барьерного слоя.

Главный недостаток процедуры – высокая стоимость, которая складывается из цен на электроэнергию, состав электролита, оборудование и другие производственные элементы.
Термодиффузионное покрытие цинком
Суть термодиффузионной технологии (ТТ) в том, что объект цинкования и сухой цинксодержащий порошок кладутся в специальный контейнер, который герметизируется и подвергается воздействию очень высокой температуры (до 2 500 градусов по Цельсию). Атомы цинка, содержащиеся в сухой смеси, преобразуются в газ, что упрощает их диффузионное проникновение в верхний слой деталей из металла.

Как правило, данную технологию применяют в случае необходимости создания защитного слоя свыше 15 мкм.
Подготовка самих деталей происходит по стандарту. Термодиффузионный метод, как и другие технологии, обладает рядом положительных и отрицательных черт.
- безопасность и экологичность;
- возможность контролировать толщину цинковой наслойки;
- высокое качество защитного покрытия без образования пор;
- после процедуры не остается специфических отходов, нуждающихся в особом виде утилизации;
- можно осуществить цинкование изделий даже со сложной геометрической конструкцией.
- наличие налета на оцинкованных деталях, отсутствие зеркального блеска;
- образование цинковой пыли в окружающей среде;
- средний уровень производительности;
- цинкование может получиться неравномерным.
Газотермическое напыление цинка
Напыление подходит для металлических крупногабаритных пластин или металлоконструкций, в отношении которых очень тяжело применять другие технологии.
Процесс цинкования напылением: в условиях газовой среды цинк в виде сухого порошка распыляют по всей поверхности металлоконструкции. На фоне высоких температур молекулы цинка и металла при столкновении образуют чешуйки, поры и неровности, поэтому обрабатываемая деталь нуждается в дальнейшей покраске.

Как отличить оцинкованный металл от обычного
Оцинкованная и обычная нержавеющая сталь имеют разную себестоимость, поэтому стоит знать, как их различить в условиях не всегда честного современного рынка.
- На глаз. Оцинкованная сталь, как правило, имеет характерные радужные разводы. Также обычный металл имеет более матовую поверхность. Если на металле нет кристаллических декоративных узоров, то цинковое покрытие имеет зеркальный блеск.
- Магнит. Оцинкованные поверхности обладают более сильными электромагнитными свойствами, что можно проверить с помощью обычного магнита.
- Спектральный анализ. Требуется специальное оборудование, определяющее химический состав стали, но данный способ считается наиболее точным и надежным.
- Химический метод. Соляная кислота вступает с цинком в химическую реакцию, при которой начинается выделяться водород. Достаточно небольшого количества соляной кислоты.
При покупке оцинкованной стали рекомендуется выбрать надежного и ответственного поставщика, что избавит от проблем с определением подлинности металла и наличия у него цинкового покрытия.
Простой способ цинкования в домашних условиях
Самым легким способом самостоятельного цинкования металла является холодный метод. Однако многих интересует именно гальванический способ из-за формирования декоративных узоров на верхних слоях детали.
Подготовка электролита
Электролитом может стать любой раствор, в котором содержится цинк:
- хлорид цинка (ZnCl);
- соляная кислота (HCL);
- ZnSO4 (результат травления серной кислоты H2SO4).
При травлении необходимо быть максимально осторожным, так как во время химической реакции выделяется взрывоопасный газ Н2.
Получение цинкового состава
Чтобы осуществить гальваническое цинкование металла дома, необходимо иметь цинк. Если говорить о подручных средствах, то цинк можно найти:
- в солевых батарейках (индекс L);
- в металлических оцинкованных деталях;
- в советских предохранителях.
А можно купить чистый цинк в радиомагазинах или на авторынках.
Подготовка к нанесению покрытия
- Нужно взять пластиковую или стеклянную тару, которая выступит в качестве ванны с электролитом, и установить держатели для анода и катода.
- Если в электролите заметны кристаллы соли, то использовать его нельзя. Растворить их можно, добавив дистиллированной воды.
- Анодом может выступить пластинка из цинка с подключенным к ней «+» зарядом. Чем больше площадь пластины, тем равномернее будет ложиться цинк на катоде. Чем больше анодов, тем больший участок покроется цинком за раз.
- Катод – это деталь, которая требует обработки (отрицательный заряд). На нее будут укладываться молекулы цинка. Необходимо подготовить металл к процедуре цинкования: очистить от коррозии, обезжирить и активировать, поместив в раствор кислоты. Необходимо расположить катод равно удаленно от всех источников положительного заряда.
- Источником электрического питания может выступать любой аккумулятор или блок питания. Чем выше будет напряжение, тем более ускоренно пройдет процесс гальванизации. Если используется автомобильный аккумулятор, в схему необходимо добавить другие потребители тока (например, лампочку накаливания).
Нанесение цинковой пленки
После всех подготовительных процедур останется только включить источник электрического питания и поместить катод в электролит. Не стоит допускать бурного кипения электролита: необходимо снизить силу тока, добавив в схему потребители электроэнергии. Чем дольше происходит процесс гальванизации, тем толще будет защитный слой цинка на поверхности обрабатываемой детали (катода).
Если у вас имеется опыт цинкования металла в домашних или промышленных условиях, вы можете поделиться им в комментариях.
Технология гальванического цинкования металла
Гальваническое цинкование: основы, преимущества и краткое описание техпроцесса. Виды электролитов и применяемого оборудования. Дефекты гальваники и их причины.

Гальваническое цинкование — это один из самых распространенных методов создания антикоррозионных и декоративных цинковых покрытий. Оно дешевле и проще горячего цинкования, но имеет некоторые ограничения по применению, поскольку не позволяет создавать защитных слоев толще 40 микрон. Основой этой технологии является электрохимический процесс осаждения цинка из электролитического раствора на деталь, подключенную к отрицательному полюсу источника питания. Для повышения коррозионной и механической стойкости, а также в декоративных целях цинковые покрытия подвергают кадмированию, хроматированию и обработке фосфатными соединениями.
Обычно гальваническим способом цинк наносят на поверхности изделий из углеродистых сталей и различных видов чугуна. Помимо этого существуют технологии электролитического цинкования алюминия и ряда других металлов, но они используются гораздо реже. Основная номенклатура цинковой гальваники — это разнообразные крепежные элементы, инструмент, кронштейны, опоры, подвески, внешние детали машин и оборудования, а также холоднокатаный тонколистовой прокат. Сегодня среди народных умельцев электролитическое цинкование является самой популярной гальванической технологией. Это связано с тем, что цинк и его соединения практически безвредны, недороги и их свободно может приобрести любой желающий. А для работы с этими реагентами требуются минимальные знания и простейшее оборудование.
Преимущества цинковых покрытий
В настоящее время оцинковка является самым массовым покрытием, используемым для антикоррозионной защиты черных металлов. Это связано с тем, что по совокупности экономических, экологических, технологических и физико-химических факторов у горячего и гальванического цинкования попросту нет конкурентов. К примеру, цинк дешевле никеля в четыре раза, а олова — в восемь раз. Сопоставимый с ним по цене кадмий и его соединения высокотоксичны и канцерогенны, а технология их применения гораздо сложнее.
Цинк прекрасно адгезируется к поверхности стали и чугуна. Кроме того, он является более активным металлом, поэтому легче окисляется и в паре с цинком не дает вступать железу в окислительные реакции. Эта его особенность проявляется даже в тех случаях, когда непрерывность покрытия нарушена, т. е. на поверхности металла имеются царапины, задиры, трещины или потертости. Гальванические цинковые покрытия пластичны и сохраняют непрерывность на деталях, работающих в режиме циклической деформации. К примеру, кадмированный цинк используется в качестве коррозионной защиты стальных пружин, работающих в режиме периодического сжатия и растяжения.

Описание процесса
Гальваническое цинкование выполняется методом электролиза с расходуемым анодом. В роли катода, как и во всей гальванике металлов, выступает обрабатываемое изделие, а в качестве анода используют пластины чистого цинка, размещаемые по ванне так, чтобы обеспечить равномерность потока анионов к покрываемой поверхности. Основными реагентами в составе электролита в общем случае являются сернокислый и хлористый цинк, а также фторборат цинка. Для улучшения параметров гальванического цинкования в раствор также вводят соли натрия, калия и алюминия. Скорость осаждения и максимальная толщина слоя цинка регулируется плотностью тока, которая зависит от состава гальванического раствора и его температуры.

В процессе гальванизации происходит электрохимическое растворение цинка в объеме электролита и перемещение его на катод (покрываемое изделие). Поэтому анодные пластины должны периодически контролироваться на истощение, а при необходимости очищаться от окислов солей.
Способы цинкования металлов
Кроме основанного на электролизе гальванического цинкования, существует еще несколько технологических методов нанесения цинковых покрытий. Каждый из них решает особые производственные задачи, а в совокупности они дополняют друг друга и охватывают весь спектр вариантов защиты изделий с помощью цинковых покрытий. Далее вкратце описываются главные разновидности цинкования, применяемые в современных промышленных производствах.
Горячее. При использовании этой технологии нанесение цинка на поверхность изделия проводится путем погружения его в расплавленный металл. Таким способом можно получить самые толстые защитные слои. По сравнению с гальваническим горячее цинкование является более затратным, но обеспечивает самую высокую скорость нанесения цинкового покрытия.
Холодное. Холодным цинкованием в обиходе называют покрытие металлических изделий и больших металлоконструкций с помощью кистей и пульверизаторов композитами, содержащими не менее 80% цинка (в сухой пленке). Это самая простая по нанесению технология цинкования, но она менее долговечна, чем горячая и гальваническая.
Газотермическое. При газотермическом цинковании защитный слой на поверхность детали наносится распыленной струей расплавленного цинка. Для этого используют цинковую проволоку, которая вместе с потоком воздуха автоматически поступает в пистолет, где под воздействием электрической дуги и горящего газа плавится и превращается в воздушный поток, насыщенный капельками металла. Таким методом наносят покрытия на объемные металлоконструкции (опоры линий электропередач, емкости нефтехранилищ и т. п.). К его достоинствам относят самую большую толщину напыляемого слоя, а к недостаткам — большой расход цинка, около трети которого теряется при распылении.

Термодиффузионное. Для цинкования этим методом применяют вращающиеся барабанные печи, в которые загружают обрабатываемые детали и специальные порошки, содержащие цинк и вспомогательные компоненты. При вращении в течение нескольких часов при температуре 350÷450 °C происходит диффузионное насыщение поверхностных слоев железа атомами цинка, в результате чего образуется устойчивое защитное покрытие.
Используемые материалы и оборудование
Оборудование для цинковой гальванотехники такое же, как и для других гальванических процессов. В его состав входят ванны для гальванического цинкования, а также емкости для химической подготовки изделий. Их объем зависит от вида производства и может варьировать от десяти литров до нескольких кубометров. К ваннам подведены трубопроводы для подачи и отвода воды и реагентов и электрические контакты для подвода напряжения к анодам и катодам.
В общем виде технологический процесс гальванического цинкования состоит из следующих этапов:
- Механическая зачистка.
- Травление изделия.
- Промывка в проточной воде.
- Обезжиривание.
- Промывка, аналогичная п. 3.
- Гальваническое цинкование.
- Промывка, сушка и контроль.
В цехе оборудование гальванических линий цинкования располагается линейно, повторяя порядок описанного выше техпроцесса (см. рис. ниже). Для перемещения изделий между участками обработки используются мостовые или консольные краны с дистанционным управлением.

Современные ванны для гальванического цинкования изготавливают из кислотостойких пластмасс. Безопасность при работе с компонентами электролита аналогична правилам промышленного использования растворов кислот и щелочей. Никаких специальных требований, связанных с токсичностью или агрессивностью электролита, к гальваническому цинкованию не предъявляется.
Применяемые электролиты
При гальваническом цинковании состав и температура электролита при заданной плотности тока напрямую влияют на скорость осаждения и структуру цинкового покрытия. Кроме того, отдельные виды электролитных растворов могут содержать в своем составе блескообразующие и окрашивающие добавки, используемые в декоративных целях. Для гальванического цинкования применяют основные группы электролитов, каждая из которых имеет множество рецептурных разновидностей:
- Кислые и слабокислые. Традиционные простые электролитические растворы на основе сульфатов, хлоридов, борфторидов или их смесей.
- Аммиакатные. Нейтральные и щелочные гальванические растворы, которые получают путем растворения оксида цинка в растворе сульфата (или хлорида) аммония.
- Цианидные и цинкатные. Щелочные электролиты, в которых применяют цианид и цинкат натрия, растворенные в едком натре.
Кроме того, существуют электролиты для гальванического цинкования на основе аминосоединений, но они имеют гораздо меньшее распространение.
Дефекты гальваники
Причины отклонений качества покрытий при гальваническом цинковании можно свести в три основные группы: недостатки в подготовке деталей, нарушения в рецептуре электролита и несоблюдение параметров гальванического процесса. Помимо этого на качество цинкования влияет конфигурация и пространственная ориентация детали в электролите, а также размещение и состояние плоскостей основных и вспомогательных анодов.
Недостаточная адгезия. Отслаивание и непрочность присоединения защитного слоя цинка после гальванического цинкования, как правило, связаны с нарушениями техпроцесса при очистке, травлении и обезжиривании поверхности изделия. Кроме того, причиной этого явления может быть засорение электролита солями других металлов и органическими соединениями.
Питтинг. Питтингом в гальванике называют образование на поверхности осаждаемого металла небольших точечных каверн или углубленных полосок. В гальваническом цинковании этот дефект может проявляться вследствие отсутствия или недостаточной интенсивности перемешивания, а также из-за наличия в электролите органических или гидрокисных примесей.

Шероховатость. Излишняя шероховатость защитного цинкового слоя обычно указывает на присутствие в гальваническом растворе избыточного количества сульфата цинка, различных гидроксидов и механических примесей. Это явление также может быть следствием слишком высокой плотности тока и недостаточной концентрации в электролите анионов цинка.
Неоднородность внешнего вида. При нарушении пропорции основных реагентов электролита и накоплении в гальванической ванне солей железа цинковая поверхность может приобретать неравномерный вид, причем как по окраске, так и по шероховатости. Другими причинами такого отклонения от нормы может быть слишком низкая температура раствора и слабое перемешивание.
Хрупкость покрытия. Если покрытие, полученное гальваническим цинкованием, имеет повышенную хрупкость, то в большинстве случаев это указывает на слишком высокую плотность тока в катодном пространстве. Другая причина этого дефекта — избыточное присутствие в электролите органических примесей.
Темный цвет. Причинами различных оттенков темных цветов (в основном, коричневого) обычно являются наличие органических загрязнений в гальванической ванне, завышенная температура электролитического раствора, а также снижение плотности тока в области катода.
В Интернете можно встретить описания и даже видеоролики с демонстрацией «наружного» гальванического цинкования без использования ванны. А что вы думаете по поводу этой технологии? Поделитесь, пожалуйста, своим мнением в комментариях к данной статье.
Что такое гальваника металла, детали и виды процесса
Описание процесса гальванического покрытия металла. В каких случаях применяется и с какой целью. Методы гальванирования. Применяемое оборудование и материалы для нанесения покрытий.

Операция гальванического покрытия металлов заключается в нанесении на поверхность металлического изделия тонкой пленки из такого же материала с использованием электролита. В процессе обработки детали молекулы покрывающего металла переносятся токопроводящим раствором и проникают в верхний слой изделия. В итоге происходит внедрение одного металла в поверхностное пространство другого.
Как результат, такой гальванический метод позволяет металлоизделиям приобретать дополнительную твердость, устойчивость к коррозии и износостойкость. У металла с гальваническим покрытием значительно повышается декоративность.
Для проведения гальванического процесса необходима ванна, которая является основой всего оборудования. В нее заливается токопроводящий раствор, в который помещаются 2 анода.
Для гальванизации металлов существуют линии оборудования. Устанавливаются они в отдельных цехах. Поскольку работа связана с химическими реактивами, в помещении монтируется вентиляция.
Несмотря на сложность гальванического процесса, он достаточно хорошо изучен. Поэтому его можно проводить и в домашних условиях. При этом следует помнить основное правило: общая площадь анодов должна превышать этот же параметр обрабатываемой детали.

Для чего гальванизируют металл
Во время гальванической обработки металла преследуются определенные цели. Все зависит от условий, в которых будет работать данное изделие, и требований, которые к нему будут применяться.
Цели гальванизации металла бывают следующие:
- Придание поверхностному слою защитных функций. Как вариант – никелирование.
- В целях улучшения декоративности предметов. Например, хромирование.
- Для получения копий деталей, отличающихся сложностью рельефа поверхности.
- Нашло широкое применение гальваническое цинкование продукции. Проводится оно с трубопрокатными, кровельными и строительными конструкциями. Это придает им устойчивость в условиях повышенной влажности.
- В ювелирном деле. Поверхностный слой украшений насыщается золотом и серебром. При этом не только улучшаются декоративные качества продукции, но и верхний слой золотых изделий увеличивает свою твердость в 2 раза.
Процесс гальванизации металлов отличается характерной особенностью. На поверхности изделий формируется пленка. Вне зависимости от сложности конфигурации ее толщина везде будет одинаковая. Это особенно важно, когда на первый план выходит внешний вид продукции.
Методы гальваники
- Гальваническое катодное напыление. Такая технология покрытия металла отличается тем, что при небольшом ее нарушении происходит быстрая коррозия основного изделия. Этому процессу способствует сам поверхностный слой. В качестве примера можно привести лужение оловом.
- Гальваническое анодное нанесение. Относится к надежным гальваническим покрытиям. При возникновении угрозы коррозии в первую очередь начинаются разрушения в поверхностном слое. Основной металл длительное время сохраняет первоначальную форму. При этом он надежно защищен не только от внешней среды, но и от механических воздействий.
Процесс гальванического покрытия металла
Гальваническая обработка металла состоит из 3 этапов:
- Подготовка. Это наиболее трудоемкий процесс. В случае наличия на поверхности металла жира, заусенцев или пыли качество гальванизирования будет низким. Изделия должны быть обработаны вручную или на пескоструйной машине. При наличии остатков жира их следует обработать химическим раствором.
- Сам процесс гальванической обработки металла. Электролит заливается в ванну, в него помещаются 2 анода и покрываемая деталь. Проводится нагрев электролита с помощью специального устройства до температуры, указанной в технологии. Затем включается ток, который контролируется регулятором напряжения. Катодом является сама деталь. Положительно заряженные ионы движутся через электролит и оседают на отрицательно заряженном изделии, образуя поверхностный слой. Длительность второго этапа продолжается до тех пор, пока поверхностный слой металла не достигнет требуемой величины.
- После гальванической процедуры детали нуждаются в дополнительной обработке. Заключается она в осветлении, пассивировании или промасливании поверхности. Для этого изделия погружаются в специальный раствор с реактивами. В результате идет образование поверхностной пленки толщиной 1 мм.
При проведении процесса гальванической операции существует понятие совместимости материалов. Все металлы в соединениях корродируют. В некоторых случаях это процесс идет замедленно. Но существуют пары, которые нельзя соединять вместе.
О совместимости гальванических пар таблица дает наглядное представление.
| Металл | Алюминий | Бронза | Дюраль | Латунь | Медь | Никель | Олово | Сплав олово со свинцом | Углеродистая сталь и чугун | Хром | Цинк |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Алюминий | + | - | + | - | - | - | - | - | + | - | + |
| Бронза | - | + | - | + | + | + | Пайка | Пайка | - | + | - |
| Дюраль | + | - | + | - | - | - | - | - | + | - | + |
| Латунь | - | + | - | + | + | + | Пайка | Пайка | - | + | - |
| Медь | - | + | - | + | + | + | Пайка | Пайка | - | + | - |
| Никель | - | + | - | + | + | + | Пайка | Пайка | + | Отсутствуют данные | + |
| Олово | - | Пайка | - | Пайка | Пайка | Отсутствуют данные | + | + | + | Отсутствуют данные | + |
| Сплав свинца с оловом | - | Пайка | - | Пайка | Пайка | Пайка | + | + | + | Отсутствуют данные | + |
| Углеродистая сталь и чугун | + | - | + | - | - | + | + | + | + | + | + |
| Хром | - | + | - | + | + | Отсутствуют данные | Отсутствуют данные | Отсутствуют данные | + | + | + |
| Цинк | + | - | + | - | - | + | + | + | + | + | + |
Для всех видов гальванизации металла применяется однотипное гальваническое оборудование. Емкость, куда погружаются изделия из металла, называется ванной. Различие наблюдается только в разновидности электролита.
Исключение составляет холодное цинкование, совершаемое «Гальвонолом». Это жидкая суспензия, которая непосредственно наносится на металл. Отличается неустойчивостью к некоторым растворителям, поэтому нуждается в финишном покрытии.
Различается несколько групп гальванических ванн:
- Крупные. Рассчитаны на крупногабаритные изделия.
- Средние. В них нет возможности поместить большое изделие. При этом они остаются наиболее востребованными в условиях средних масштабов производства.
- Мелкие. В них можно проводить гальванизацию только мелких деталей.
В ванну помещаются анодные пластины. Изготавливаются из разных материалов. Их основная задача заключается в восполнении убывающего металла с изделия в процессе гальванизации.
Важными составляющими являются разновидность электролита и плотность тока. Эти параметры меняются в зависимости от вида операции.

Составы цианидных ванн для серебрения представлены в таблице.
| Состав | Номер электролита | |||
|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |
| Цианистое серебро | 2 | 6 | 30 | 100 |
| Цианистый натрий | 70 | 70 | - | - |
| Цианистый калий | - | - | 70 | 100 |
| Углекислый натрий | 10 | 10 | - | - |
| Углекислый калий | - | - | 10 | 25 |
| Гипосульфит натрия | - | - | 0,4 | 0,5 |
| Аммиак водный, мл/л | - | - | 1-2 | 2 |
| Едкий калий | - | - | - | 15 |
Величина плотности тока оказывает влияние на структуру формируемого осадка. Измеряется как отношение силы тока к единице поверхности обрабатываемой детали.
Такой параметр имеет важное значение во время работы. При низкой величине плотности осадка вообще не образуется. Слишком большая его величина приводит к образованию порошкового отложения. Поэтому гальванический процесс требует контроля этого показателя.
Виды гальванических покрытий
Процессы гальванического нанесения покрытия на металл отличаются своими особенностями в зависимости от применяемого материала. К видам гальванических покрытий относятся:
- хромирование;
- цинкование;
- травление;
- золочение и серебрение;
- меднение;
- латунирование;
- гальваника алюминия.
Хромирование
Это процесс внедрения в поверхность металла хрома с использование электролита под воздействием тока. В результате изделие приобретает коррозионную устойчивость к агрессивной среде. Увеличивается твердость поверхностного слоя. Обработанные детали находят применение во многих отраслях промышленности.
Цинкование
При проведении цинкования металлическая поверхность покрывается слоем цинка. Образующаяся гальваническая пара хорошо работает в агрессивной среде. Продолжительность эксплуатации такого изделия зависит от времени разрушения цинка. До этих пор расположенный внутри металл не будет подвергаться коррозии.
Травление
Травление – это электролитическое снятие поверхностного слоя с изделия. Процедура проводится с целью обнаружения внутренних дефектов, устранения ржавчины или окислов. После такой операции часто детали подвергаются финишному покрытию. Обработанные поверхности заготовок хорошо сопрягаются друг с другом.
Золочение и серебрение
Золочение и серебрение применяются в ювелирном деле. Ванна заполняется электролитом, куда опускается обрабатываемое украшение. В электролите растворяются ионы серебра или золота. По окончании процедуры на поверхности изделия образуется тонкий поверхностный слой драгоценного металла.
Меднение
Меднение является промежуточной операцией, поскольку такая поверхность плохо противостоит коррозии. С течением времени она окисляется. В дальнейшем идет наслоение еще одного покрытия. В качестве электролитов используются щелочные и кислотные составы.
Латунирование
При работе используются цианистые электролиты меди, цинка, натрия или калия. Латунная поверхность наносится с целью улучшения декоративных качеств. Особенно это касается белого латунирования. Еще такой обработке подвергаются стальные заготовки, которые обклеиваются резиной.
Гальваника алюминия
К гальваническим покрытиям алюминия относятся сочетания:
- медь – никель – хром;
- никель – хром;
- свинец – олово;
- медь – олово;
- латунирование;
- цинкование.
Работа с алюминием и его сплавами сопровождается определенными трудностями. На их поверхностях присутствует окисная пленка, которая затрудняет процесс гальванизации.
Гальваническое покрытие металлических изделий проводится не только в промышленных масштабах. Домашние условия тоже позволяют заняться этим видом деятельности. Если у кого-то есть опыт проведения таких мероприятий, большая просьба поделиться им в комментариях к этой статье.
Гальваническое цинкование – эффективный способ защиты металла
Нанесение на железо слоя цинка – самый распространенный способ его защиты от коррозии. Гальваническое цинкование получило наиболее широкое распространение благодаря преимуществам технологии и получаемых защитных покрытий.
1 Особенности защитных цинковых покрытий
Цинкование – самый распространенный способ защиты железа поверхностной металлизацией от атмосферной коррозии. Для этих целей расходуется около 40 % от общего объема мировой годовой добычи цинка. Цинкование получило широкое распространение благодаря анодному характеру создаваемой из цинка защиты.
Значение электрохимического потенциала цинка составляет – 0,763 В, что меньше такого же параметра для черных металлов (железа, стали, чугуна), поэтому он защищает последние от коррозии электрохимическим способом. Причем защитные свойства покрытий из цинка проявляются даже в случае незначительной их толщины и при наличии обнаженных участков, пор. Известно много примеров протекторного характера защиты цинком непокрытых им, оголенных фрагментов стальных изделий (например, обрезанные проволока в поперечном сечении и края оцинкованного листового железа, резьба гайки без покрытия, навинченной на оцинкованный болт).
Анодный характер взаимодействия цинкового покрытия с сталью и внешней средой в ряде случаев может смениться на катодный и тогда коррозионные процессы в железе происходят очень интенсивно. Подобное наблюдается, например, при воздействии на оцинкованные изделия горячей воды, нагретой до 70 °С и выше (в автоклавах, котельных установках).

Сам цинк, принимая "удар" на себя от воздействия внешней среды, защищается следующим образом: при окислении этого металла на его поверхности образуется тонкая плотная оксидная пленка, препятствующая проникновению кислорода дальше вглубь цинка. Благодаря этому его окисление останавливается. У железа образующиеся при окислении оксиды имеют объем больший, чем первоначальный металл, и поэтому пленка из них сразу разрушается, становится рыхлой и пропускает кислород к неокисленному материалу. Так возникает ржавчина.
У цинковых покрытий химическая стойкость снижается при воздействии на них летучих продуктов, которые выделяются при старении следующих органических материалов:
- олифы;
- синтетических смол;
- хлорированных углеводородов.
Покрытия подвержены легкому разрушению, если они контактируют или находятся в закрытом объеме с промасленными или свежеокрашенными деталями.

Большое влияние на быстроту корродирования цинка оказывает показатель рН среды. При рН 7–12 (щелочная среда) этот металл практически не растворяется. Отклонение от указанных величин приводит к возрастанию скорости его коррозии. Особенно высока скорость коррозии цинковых покрытий в атмосфере тропиков и промышленных городов.
2 Гальванический способ цинкования металлов
Защитное действие покрытий из цинка в первую очередь определяется их толщиной, устанавливаемой исходя из конкретных условий эксплуатации металлических изделий и равномерности их нанесения. Возможности различных способов цинкования неодинаковы и позволяют получать толщину покрытия от 5 мкм (гальваническое) до 1,5 мм. В случае гальванического способа металлизации качество защитного слоя во многом зависит от характера используемого электролита для цинкования.

Защитные свойства цинка можно значительно увеличить разными способами, самые распространенные из которых следующие:
- пассивирование (хроматирование) – создание на его поверхности хроматных пленок химической обработкой изделий в растворах с хромовой кислотой либо ее солями;
- фосфатирование - образование на его поверхности фосфатной пленки посредством обработки оцинкованных заготовок в растворах солей фосфорной кислоты;
- покраска – нанесение лакокрасочных покрытий (лучшие результаты после предварительного фосфатирования).
Гальваническое цинкование представляет собой электролитический метод нанесения тонкого защитного слоя цинка на изделие, поверхность которого должна быть предварительно подготовлена. Этот способ позволяет получать покрытия толщиной 5–40 мкм.

В условиях масштабного производства полосы, листа, штрипса толщина может быть увеличена до 500 мкм (0,5 мм). Непосредственно сам процесс образования покрытия заключается в осаждении на катоде (изделие, которое покрывают) положительно заряженных частиц (ионов) цинка из водных растворов его соединений (электролитов) при пропускании постоянного электротока через раствор. Применяемые аноды должны быть из цинка, так как их основное назначение – восполнять в электролите разряжающиеся на изделиях ионы. В зависимости от выбранного режима ток имеет катодную плотность в диапазоне 1–5 А/дм 2 .
3 Преимущества и недостатки цинкования гальваническим методом
Электролитический способ нанесения цинка в сравнении с другими методами цинкования наиболее распространен и обладает следующими преимуществами:
- высокой производительностью;
- низкой себестоимостью;
- получение достаточно высокого уровня защиты изделий;
- равномерностью покрытия без потеков, капель, с сохранением формы и размеров изделия;
- возможностью нанесения цинка на все участки изделий с любой сложной формой, включая различные поры;
- получение декоративных защитных покрытий (гладких, блестящих), не требующих дополнительной обработки.

Основным недостатком является низкая адгезия (сцепление) образуемого покрытия с изделием, требующая особой тщательности подготовки (очистки) поверхности последнего. Еще следует отметить вероятность наводораживания защищаемого металла, особенно при несоблюдении режимов гальваники цинкования, что приводит к водородной хрупкости изделия и непривлекательному виду его поверхности. Существенным недостатком этого метода является образование ядовитых и вредных для окружающей среды отходов, которые необходимо подвергать тщательной очистке.

4 Технология и оборудование гальванического цинкования на производстве
На производстве электролитическое цинкование включает следующие технологические процессы, производимые с изделиями:
- Очистка их от окалины, ржавчины, смазочно-охлаждающих и лакокрасочных составов. Химическая обработка в обезжиривающих и щелочных растворах.
- Промывка водой в проточной ванне.
- Электролитическое обезжиривание.
- Промывка.
- Травление в растворе воды и соляной кислоты. Позволяет удалить оставшиеся окалину и ржавчину без растворения основного металла. При этом происходит декапирование поверхности – активация перед цинкованием.
- Промывка.
- Само цинкование.
- Промывка.
- Может проводиться осветление в растворе воды с азотной кислотой для снятия окисной пленки.
- Промывка.
- Может проводиться фосфатирование.
- Промывка.
- Может проводиться пассивация электролитическим хроматированием (и/или хроматирование распылением).
- Сушка.

В зависимости от типа изделия и соответствующей технологии некоторые этапы промывки могут проводиться щеточно-моечным способом. Могут быть дополнительные операции. Например, гальваническое цинкование полосы начинают с ее разматывания, сварки концов, а затем правки. Заканчивают – промасливанием и сматыванием.
В соответствии с типом покрываемых изделий и объемом производства применяют различные гальванические линии и сопутствующее им дополнительное оборудование. Эти линии представляют из себя определенную последовательность промывочных и технологических ванн, необходимых для создания однослойных либо многослойных цинковых покрытий с требуемыми функциональными свойствами. Все гальваническое оборудование по степени механизации классифицируется на:
- механизированные линии с полностью автоматическим управлением;
- с возможностью частичного ручного управления;
- линии с полностью ручным обслуживанием;
- мини-линии.
В комплект поставки линии, в зависимости от ее модели, помимо ванн входят:
- транспортные системы (автооператоры, манипуляторы);
- промышленное и локальное оборудование очищения сточных вод;
- вспомогательное оборудование: приспособления для цинкования (подвески, колокола, барабаны), катодные и анодные штанги, теплообменники, ТЭНы, другое;
- дополнительное оборудование: система вентиляции, выпрямительные агрегаты, компрессоры и воздуходувки, холодильное оборудование, сушильные камеры и шкафы, насосы, оборудование получения демиводы, фильтровальные установки;
- и другое.
5 Электролиты, используемые при гальваническом цинковании
На гальваническом производстве, исходя из назначения изделия, применяют различные электролиты для цинкования. Их условно делят на 2 основные группы:
- Простые кислые (хлоридные, сульфатные, борфтористоводородные) – в них цинк представляет собой гидротированные ионы.
- Сложные комплексные (цинкатные, цианидные, пирофосфатные, аммиакатные и другие) – цинк присутствует в составе комплексных ионов, которые заряжены положительно или отрицательно. Эти электролиты для цинкования делятся на кислые и щелочные.

От состава и природы электролитов для цинкования зависят скорость осаждения и качество осадков цинка на катоде.
Самый востребованный метод металлизации – в слабокислых простых электролитах для цинкования. Они допускают использование тока большей плотности, чем комплексные, и, соответственно, отличаются более высокой скоростью процесса наращивания покрытий. Гальванике с этими электролитами для цинкования также характерны высокий уровень укрываемости и хороший внешний вид получаемых покрытий. Сталь при их использовании менее подвержена наводороживанию, приводящему к хрупкости деталей. Но эти электролиты пригодны только для заготовок простой конфигурации, проволоки, ленты. Качество покрытий не очень высокое.

Осаждение цинка из комплексных электролитов для цинкования протекает в условиях высокого рассеивания ионов, с снижением выхода металла и увеличением выделения водорода при возрастании плотности тока. Поэтому эти растворы используют с малой плотностью тока. Их применение позволяет получать мелкозернистые, равномерные, очень качественные покрытия на изделиях и простой, и сложной формы.
Читайте также: