Цвет металла при ковке
Обновлено: 04.10.2024
В промышленности, особенно в авиационной и моторостроительной, широко применяется горячая и холодная штамповка цветных металлов и сплавов. Свободной ковке цветные металлы и сплавы подвергаются редко.
Для ковки цветных металлов и сплавов служат те же машины, которые применяются и для ковки черных металлов, т. е. ковочные и штамповочные молоты и прессы, и соответствующий кузнечный инструмент. Ковка-штамповка цветных металлов ведется на основе тех же правил и приемов, которыми осуществляется ковка-штамповка черных металлов. В дополнение к общим правилам ковки-штамповки черных металлов необходимо лишь сказать о некоторых специфических особенностях, которые необходимо учитывать при ковке-штамповке цветных металлов и сплавов.
Цветные металлы и сплавы, подвергающиеся кузнечной обработке, можно подразделить на две группы: тяжелые и легкие.
К группе тяжелых металлов и сплавов относятся мель, бронза, никель, нихром, латунь; к группе легких — алюминий, дюралюминий и сплавы магния. Рассмотрим основные условия ковки некоторых сплавов.
Медь применяется преимущественно в электропромышленности для изготовления деталей электроаппаратуры, шин проводов и т. п. При температуре от 250 до 600° С медь имеет малую вязкость, а при температуре выше 800° С повышенную хрупкость; поэтому при температуре выше 800° С ковать и штамповать медь нельзя. В чистом виде медь очень редко подвергается ковке и штамповке; кузнечной обработке обычно подвергаются сплавы меди—латунь и бронза.
Латунь — это сплав меди с цинком. Наиболее часто подвергается кузнечной обработке так называемая ковкая латунь, состоящая из 59% меди, 45% цинка и от 1 до 0,5% свинца. Иногда для штамповки применяется латунь, не содержащая свинец. Штампуется латунь на том же оборудовании, теми же методами, которые применяются для штамповки стали. Нагревать латунь можно в обычных кузнечных печах, которые обеспечивают равномерную температуру нагрева.
При штамповке латуни необходимо учитывать некоторые особенности. Во-первых, температурный интервал штамповки латуни небольшой — от 730 до 750° С, оптимальная температура штамповки 730—720° С. Поэтому штамповать латунь нужно очень быстро, желательно за один удар. Во-вторых, обрезка заусенцев производится при температуре ковки, т. е. 730—720° С, или после охлаждения поковки до комнатной температуры.
Бронза — это сплав меди с алюминием, оловом и другими элементами. Алюминиевая бронза хорошо куется и штампуется на прессах и молотах. Температурный интервал ковки алюминиевой бронзы находится в пределах 900—750° С. Нагревать бронзу можно в тех же печах, которые применяются и для нагревания стальных заготовок.
Алюминий и дюралюминий — металлы серебристо-белого цвета, очень пластичные, хорошо поддающиеся штамповке.
Дюралюминий — сплав алюминия с медью (до 4,5%), марганцем и магнием (около 0,5% каждого). Температурные интервалы ковки: алюминия 475—425° С, дюралюминия 470—380°.
Алюминиевые сплавы особенно широко применяются в авиационной промышленности, так как они легкие и достаточно прочные. Нагревают алюминий и его сплавы, как правило, в электрических печах сопротивления, причем нагреваются они значительно медленнее, чем сталь.
При штамповке алюминия и его сплавов, которая может производиться как на молотах, так и на прессах, необходимо учитывать следующие особенности:
1. Весь применяемый кузнечный инструмент (штампы, бойки и т. д.) необходимо перед штамповкой подогревать до температуры 200—250° С.
2. Слитки и заготовки прямоугольной формы, как показывает опыт, штампуются лучше, чем слитки или заготовки круглой формы, которые часто при ковке дают трещины; поэтому не следует применять круглые слитки и заготовки.
3. Алюминиевые сплавы способны прилипать к поверхности штампа, отчего поковки приобретают неровную поверхность. Поэтому рабочая поверхность штампа должна быть тщательно отшлифована. Во время штамповки эту поверхность необходимо смазывать, а штампы перед работой прогревать до температуры 200—250° С. Смазкой для штампов может служить графит с растительным маслом или мазутом.
4. Смесь алюминиевой пыли с окалиной железа взрывоопасна. Между тем, в одном и том же помещении кузнечного цеха нередко штампуют алюминий и сталь. Необходимо поэтому принимать меры, которые бы исключали возможность соединения алюминиевой пыли с железной окалиной, а следовательно, возможность взрыва.
ВОПРОСЫ ДЛЯ ПОВТОРЕНИЯ
1. Чем отличается ковка инструментальных углеродистых сталей от ковки поделочных углеродистых сталей?
2. Что может произойти с инструментальной углеродистой сталью, если ее нагреть до очень высокой температуры, например до 1300°?
3. Как охлаждать поковки после их изготовления?
4. Отчего при ковке инструментальных сталей могут образоваться ковочные кресты (поперечные трещины) и как их избежать?
5. Отчего могут получиться наружные поверхностные трещины при ковке инструментальных сталей и как их избежать?
6. Отчего может произойти раскалывание заготовки на куски при ковке инструментальных сталей и как этого можно избежать?
7. Какие стали называются легированными?
8. Какие условия нужно соблюдать при нагреве слитков легированных сталей?
9. В каких печах лучше производить нагрев под ковку легированных сталей?
10. Какие правила нужно соблюдать при штамповке алюминия и его сплавов?
Особенности ковки цветных металлов и сплавов
Изменение свойств металла при нагреве и ковке
Чтобы правильно вести процесс ковки, необходимо знать температуру начала и конца ковки каждого металла, каждой марки стали, т. е. знать режимы нагрева .
Режим нагрева металла - это порядок и способ нагрева металла, который обеспечивает температуру и скорость, необходимые для получения заготовок, пригодных для ковки и получения из них качественных поковок.
Температура ковки для различных марок сталей не одинакова и зависит от их химического состава. Чем больше углерода встали, тем ниже температура плавления и ковки .
Температура нагрева металла для ковки имеет очень важное значение, так как может влиять на качество деталей получаемых ковкой, поэтому за ней требуется постоянный контроль. Для этого в кузницах с нагревательными печами используют термопары и различные виды пирометров. При нагреве металла в горнах, как правило, можно приближенно определять температуру нагрева металлов на глаз по следующим цветам каления, при дневном освещении в тени:
Цвет нагретого металла | Температура………….. °С
Темно-коричневый (заметен в темноте)…..530 … 580
Темно-вишнево-красный……………………. 730 … 770
При охлаждении металла цвет каления изменяется в обратной последовательности .
Температура нагрева сталей в начале ковки должна быть ниже их температуры плавления на 150…200°С. При более высокой температуре может наступить явление пережога. Во время ковки металл остывает и ковать его становится затруднительно, а затем и невозможно. Поэтому ковку металла следует заканчивать с температурой на 20 … 30 °С выше допускаемой температуры ковки.
Время нагрева сталей зависит от размеров заготовок и Химического состава. С одной стороны, для уменьшения образования Окалины и увеличения производительности желательно уменьшать время нагрева. С другой, — заготовки больших размеров, а также из высокоуглеродистых и высоколегированных сталей следует нагревать постепенно и даже ступенчато.
2. Дефекты при нагреве и меры их предупреждения
При нагреве заготовок в них могут появиться следующие дефекты:
- окалинообразование или угар,
- недогрев металла,
- перегревмстальной заготовки,
Окалинообразование или угар получается в результате образования оксидов железа на поверхности заготовки яри ее нагреве. Образование окалины обычно называют угаром металла.
Окалина — это хрупкое и непрочное вещество с содержанием до 30% железа. Угар стали, в результате образования окалины, может достигать 4 … 5% от массы заготовки за один нагрев в горнах и несколько меньше (до 3%) в нагревательных печах. Если учесть, что при ковке заготовку приходится нагревать несколько раз (иногда до шести), то станет ясно, какое большое количество металла идет в отходы в результате угара металла.
Количество образующейся окалины зависит от скорости и температуры нагрева метелла, формы заготовки, химического состава стали, вида топлива, пламени и других факторов.
Обезуглероживание происходит одновременно с окислением железа и выражается в том, что при нагреве стали углерод, содержащийся в ее верхних слоях, выгорает и сталь становится более мягкой. Значит химический состав стали изменится и не будет соответствовать той марке, из которой должна быть изготовлена деталь. При уменьшении содержания углерода уменьшается прочность и твердость стали, ухудшается способность ее закаливаться. Глубина обезуглероженного слоя может достигать 2 … 4 мм, поэтому обезуглероживание опасно и для мелких поковок, имеющих небольшие припуски и для поковок, которые после механической обработки подвергаются закалке. Низкоуглеродистая сталь может не закалиться.
Процесс обезуглероживания начинается при температуре 800 … 850 °С. Интенсивность обезуглероживания зависит от содержания углерода в стали.
Чем больше углерода, тем медленнее идет обезуглероживание .
Недогрев — это такой нагрев металла, при котором заготовка нагрелась неравномерно по сечению или участкам длины. Очевидно, что такую заготовку нельзя вынимать из горна или печи и ковать. Если заготовка с одной стороны имеет белый цвет каления, а с другой еще желтый или красный, то из нее будет затруднительно получить поковку требуемой формы. Недогрев заготовок по толщине нельзя обнаружить по цвету каления. Поэтому необходимо знать расчетную или опытную нормативную величину продолжительности нагрева различных по сечению заготовок и строго ее придерживаться. Недогрев может появляться при плохом тепловом режиме.
Перегрев нельзя обнаружить по внешнему виду нагретой заготовки и даже в процессе ее ковки. Деталь, изготовленная из перегретого металла, быстро ломается, так как перегретый металл имеет крупнозернистую структуру и поэтому не прочен. Сильно перегретая заготовка иногда разрушается уже при ковке — в углах появляются трещины. Для предотвращения перегрева не следует допускать выдержки заготовки в горне или печи при высокой температуре больше, чем рекомендуется расчетами или нормативами.
Пережог является опасным дефектом нагрева металла. Явление пережога объясняется следующим образом. При температуре выше 1250 … 1300 °С зерна металла становятся очень крупными, а связь между ними настолько ослабевает, что начинает проникать кислород и сталь при действии на нее небольших сил разрушается. Пережженную сталь необходимо отправлять на переплавку.
Пережог можно обнаружить по внешнему виду нагреваемого металла. Поверхность металла при пережоге имеет ослепительно белый искрящийся цвет. При передвижении пережженной заготовки от нее отлетают ярко-белые искры.
Трещины и раскалывание поковок являются дефектами нагрева металла. Наиболее часто поковки с такими дефектами получают из легированных и инструментальных сталей вследствие несоблюдения режимов нагрева их и продолжения ковки с температурой ниже температуры окончания ковки.
3. Изменения, происходящие в металлах при нагреве и ковке
Пластичность стали увеличивается при нагреве, т. е. когда в ней начинаются внутренние превращения, состоящие в укрупнении зерен и ослаблении связей между ними. Поэтому прочность стали уменьшается, она становится мягкой и пластичной. Это позволяет с меньшими усилиями деформировать металлы.
Зернистое строение металла изменяется в зависимости от температуры и скорости деформирования его. Соответственно этим воздействием на металл изменяется и прочность его.
Износостойкость стальной заготовки. Чем быстрее будет проходить процесс деформации металла от начала ковки до конца ковки, тем металл будет прочнее, следовательно, ковку горячего металла рекомендуется проводить как можно быстрее и сильными ударами, потому что при ковке сильно нагретого металла слабыми ударами в конце ковки он получается – с крупнозернистым строением и поковка будет не прочной. Если требуется небольшая деформация металла, то перед ковкой его можно нагревать несколько ниже температуры начала ковки, имея в виду, что ковка будет закончена до наступления критической температуры (723 °С).
При продолжении ковки ниже критической температуры зерна пластически деформируются (вытягиваются) и остаются в напряженном состоянии, потому что при низкой температуре они уже не успевают переформироваться в более мелкие зерна. После этого металл утрачивает пластичность и становится более прочным, твердым и хрупким.
Упрочнение металла под действием пластической деформации называется Наклепом или Нагартовкой . Наклеп не желателен, так как при этом, кроме хрупкости, резко уменьшается свойство металла обрабатываться резанием.
Обработка металлов методом ковки: назначение и технологии
Технологии пластического деформирования металлов и сплавов в горячем состоянии являются прогрессивным методом металлообработки, поскольку позволяют существенно повысить коэффициент использования металла и отформовать исходную заготовку быстрее любого процесса механической обработки на металлорежущих станках. Ковка – один из старейших способов, который и сейчас находит применение, особенно в условиях единичного выпуска продукции.
Суть и назначение ковки
Под собирательным термином «ковка» подразумевают совокупность процессов горячей пластической обработки, при которых формоизменение металла происходит непрофилированным инструментом, а материал получает возможность свободного течения во всех направлениях, кроме того, в котором прикладывается деформирующее усилие.
Исходным металлом для ковки являются слитки, болванки или прутковые профили. Ковка литых заготовок и болванок распространена в крупном металлоёмком машиностроении, а мелкие ковочные мастерские предпочитают ковать металл в форме прутков.
Последовательность переходов ковки заключается в следующем. Исходный металл, который поступает на участок из литейного цеха или со склада проходит очистку от прокатной окалины или ржавчины, после чего режется/рубится на мерные заготовки, передаётся на кузнечный участок, где и деформируется специализированным оборудованием – в основном, ковочными прессами или молотами. Затем заготовка проходит очистку и, при необходимости, термическую обработку. После этого полуфабрикат может быть отправлен на штамповочный или станочный участок, где с ним будут выполняться завершающие (отделочные) операции.
Таким образом, ковка редко когда является переходом, в результате которого получается изделие конечной формы и размеров.
Разделка слитков является первичной операцией ковки, которая проводится на пилах или – реже – на ковочных молотах с применением кузнечных топоров – инструмента, имеющего острую кромку. Ещё реже, при обработке особо крупноразмерных заготовок, используют ломку на холодноломах.
Для резки прутков используются пресс-ножницы. Резка на ножницах является наиболее дешёвой, производительной и распространённой операцией, которая обеспечивает повышенную точность и производительность разделки. В условиях мелкосерийного и единичного производства стараются выбирать пруток с размерами, максимально приближёнными к размерам поковки, поэтому иногда обходятся без разделочного оборудования.

В технологии машинной ковки различают подготовительные и завершающие операции. К первым, кроме рубки, относят осадку, гибку, скручивание, оттяжку, выкручивание и другие операции, которые выполняются с использованием плоских бойков. На завершающих переходах ковка металла заключается в применении подкладного формоизменяющего инструмента, при помощи которого выполняются переходы пережима и протяжки. После этих переходов заготовка приобретает примерную форму поковки по длине и размерам поперечного сечения.
Разновидности ковки
Классификация процессов ковки металла может быть произведена по следующим параметрам:
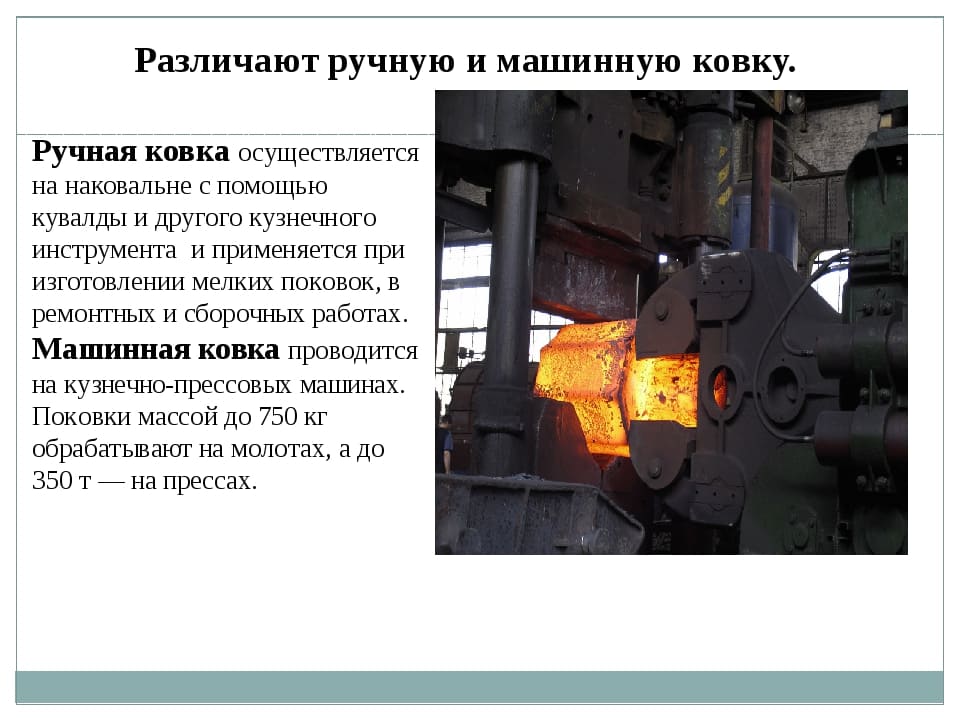
- По виду применяемого оборудования – ручная или на приводных ковочных машинах;
- По температуре обрабатываемого металла – горячая, полугорячая или холодная;
- По материалам – ковка стали или цветных металлов/сплавов.
Выбор технологии определяется размерами готовой поковки, серийностью производства и точностью размеров готовой продукции.
Горячая
Поскольку в нагретом состоянии металл обладает наилучшей пластичностью, то горячая ковка – преобладающий вид рассматриваемого процесса. Выбор ковочной температуры зависит от марки металла. Например, для обычных углеродистых сталей исходным пунктом выбора всегда является диаграмма «железо-углерод». Для доэвтектоидных сталей температура нагрева металла выше, чем для заэвтектоидных, причём с уменьшением количества углерода температура начала ковки выше.
Средний диапазон ковочных температур – от 1200 0 С до 800 0 С, однако мастера кузнечного дела никогда не оперируют понятием «температура нагрева», а вместо него используют два показателя – температура начала и конца ковки. Дело в том, что при выгрузке из печи металл начинает остывать; в зависимости от поперечного сечения болванки или слитка падение температуры может составлять до 100 0 С/10 мм поперечного сечения, поэтому металл нагревают до температур, которые примерно на 30 0 С превышают верхнюю границу ковки.
Конец ковки обычно соответствует условиям образования крупных зёрен в структуре, когда сопротивление металла пластическому деформированию резко возрастает (особенно – для сталей с повышенным содержанием углерода). Это приводит к возрастанию потребного деформирующего усилия и снижает стойкость инструмента.
Ручная
Используется в мелких ремонтных мастерских, а также на предприятиях, которые занимаются технологическими процессами художественной ковки. Здесь процессы металлообработки максимально приближены к условиям работы кузнецов прошлого: для нагрева исходного металла используются открытые печи – горны, в качестве рабочего инструмента применяют ручной молот и наковальню, а для подачи воздуха – кузечные меха с механизированным приводом.
Специфической операцией ручной ковки является кузнечная сварка встык нескольких фрагментов исходной заготовки, при которой обжим соединяемых участков происходит за счёт комбинированного термо-силового воздействия на металл. Поскольку термические напряжения, присущие традиционным видам сварки, здесь отсутствуют, то работоспособность и долговечность сваренного стыка заметно выше.
Холодная
Процесс ковки металла, при котором температура исходной заготовки составляет не более 25 % от температуры плавления металла, из которого она изготовлена, называют холодной ковкой. Не слудет путать понятие холодной ковки с понятием ковки металла при комнатной температуре: например, пластическая обработка свинца в большинстве случаев будет отвечать условиям горячей ковки, а деформирование вольфрама при температуре 650…700 0 С – условиям холодной деформации.
Холодная ковка распространена в небольших мастерских, которые занимаются изготовлением малых форм из металла – статуэток, навесов, перил, баллюстрад и т.п. Исходным видом металлопроката служит здесь профилированный металл – прутки, полосы, а преобладающим видом пластического деформирования – гибка, скручивание, чеканка. Холодной ковке подвергают преимущественно цветной металлопрокат, окалинообразование на поверхности которого практически отсутствует.
Оборудование и инструменты
Самыми распространёнными видами кузнечного оборудования в условиях промышленного производства являются паровоздушные (или пневматические) кузнечные молоты и прессы. Первые деформируют энергией удара, вторые прикладываемым усилием. Поскольку запасаемая мощность единичного удара молота сильно зависит от массы его падающих частей, то ради повышения производительности практикуют несколько ударов подвижной части молота – бабы по проковываемому металлу. Масса падающих частей ковочного молота обычно не превышает 25 тонн; при необходимости развить повышенную энергию пластической деформации применяют гидравлические ковочные прессы, номинальное усилие которых достигает 150…200 тыс. тонн.
Значительно реже используют специализированное кузнечное оборудование, например, выкрутные или горизонтально-ковочные машины.
Для перемещения крупных поковок во время обработки применяются ковочные манипуляторы рельсового или безрельсового типов. Перемещение поковок, средних по своим размерам, ведут при помощи кантователей.
Ассортимент ковочного инструмента представлен ковочными топорами, протяжками, накладками и прошивками. Инструмент размещается на заготовке сверху, после чего приводится в движение баба молота или ползун пресса, выполняя формоизменение.
Приемы обработки металла (кузнечные операции)
Технология ковки включает в себя ряд основных переходов, выбор которых определяется конечной формой поковки и возможностями формоизменяющего оборудования
Осадка
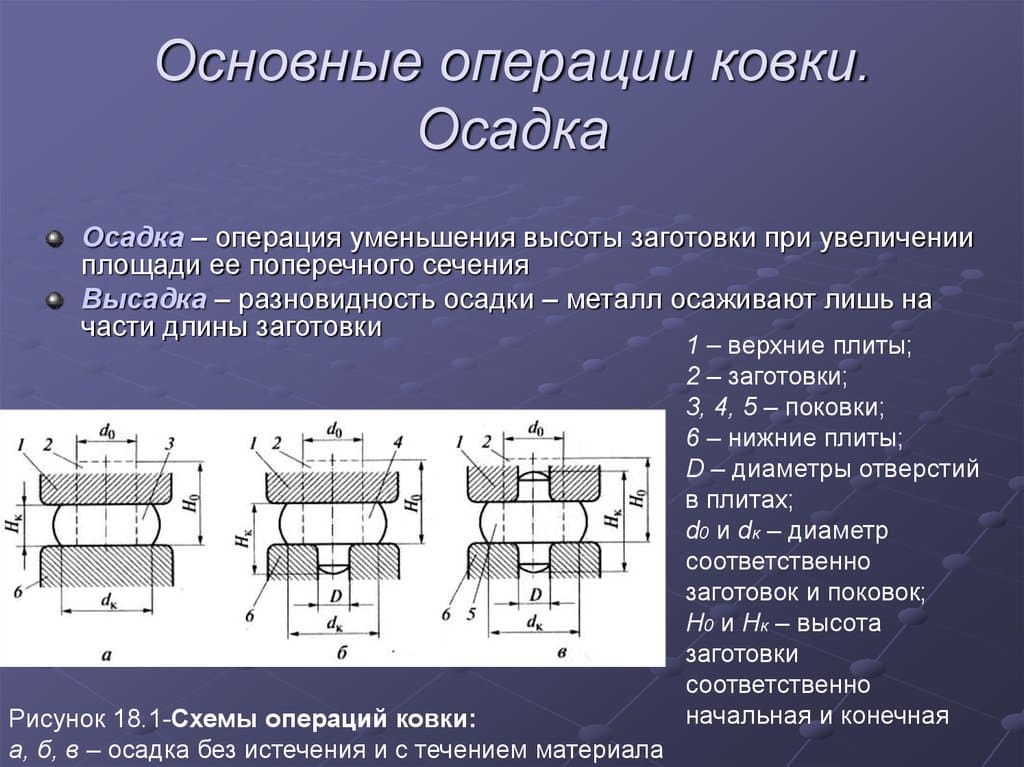
Заключается в увеличении поперечного сечения поковки за счёт уменьшения её высоты. Подразделяется на свободную и закрытую. Свободная осадка практически всегда является первичной операцией ковки, позволяющей предварительно перераспределить металл по длине поковки.
Высадка
Представляет собой осадку части заготовки, при этом основная её часть помещается вне зоны действия бойка молота или ползуна пресса. Высадкой получают поковки со значительным перераспределением металла вдоль оси.
Протяжка (вытяжка)
Операция, которая используется для существенного удлинения поковки. Выполняется всегда за несколько ударов бойка или нажатий ползуна с соответствующим перемещением заготовки по плите оборудования. Протяжку особо крупных заготовок часто ведут с нескольких последовательных нагревов в печи.
Раскатка и протяжка с обкаткой
Так называется операция, при выполнении которой одновременно производят нажатие на заготовку бойком или ползуном при одновременном повороте полуфабриката на специальной оправке. Используется при пластическом деформировании трубчатых или кольцеобразных заготовок.
Прошивка
Операция предназначена для получения в поковке сквозных или глухих отверстий. Выполняется при помощи прошивня, силовое воздействие на который оказывает боёк молота или ползун пресса.
Рубка
Первичная операция ковки, которая заключается в отделении заготовок от первичного прокатного профиля или разделении нескольких однотипных поковок друг от друга. Выполняется при помощи кузнечных топоров.
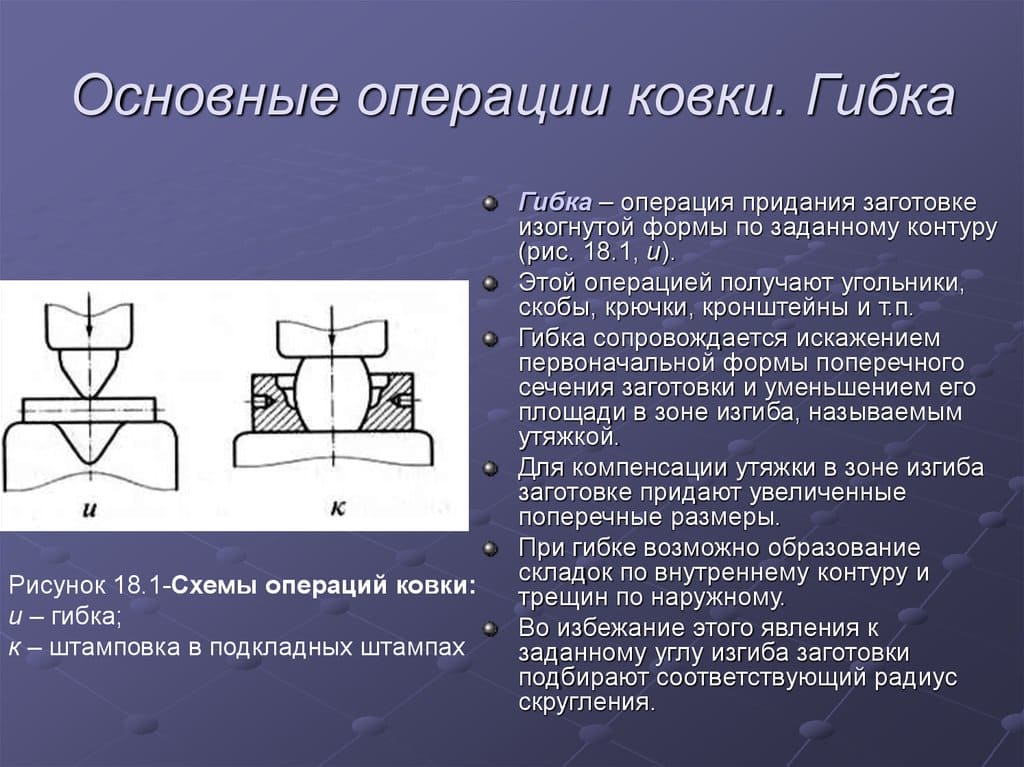
Гибка
Переход состоит в изменении направления отдельных частей заготовки. Для объёмного металлопроката используется редко, зато незаменима при холодной ковке листовых изделий.
Закручивание
Используется при ковке небольших художественных элементов, которые часто используются в конструкциях ворот, навесов, спиралей и других кузнечной продукции. Заключается в относительном повороте некоторых частей поковки друг относительно друга при одновременном удлинении проката.
Читайте также: