Давление пропана при резке металла рабочее
Обновлено: 04.10.2024
Копьевая резка - с помощью данной операции производится обработка нержавейки, чугуна и низкоуглеродистой стали больших диаметров. Суть резки заключается в том, что копье разогревается до температуры плавления и прижимается к разрезаемой заготовке. Метод распространен в области машиностроения и металлургии.
Кислородно-флюсовая резка используется для работы с высоколегированными хромистыми и хромоникелевыми сплавами. Данный способ характеризуется тем, что в струю газа (кислорода) начинает вводится порошкообразный флюс, он служит дополнительным источником тепла.
Воздушно-дуговая резка основана на расплавлении металла посредством электрической дуги. При использовании данного метода газ подается вдоль всего электрода.
Резка пропаном выполняется при необходимости раскроя титана, низколегированных и низкоуглеродистых стальных сплавов. Оборудование данного типа не может раскроить металл толще 300 мм.
| Толщина материала, см | Пробивание, сек. | Ширина реза, см | Расход пропана, м 3 | Расход кислорода, м 3 |
|---|---|---|---|---|
| 0,4 | От 5 до 8 | 0,25 | 0,035 | 0,289 |
| 1,0 | От 8 до 13 | 0,3 | 0,041 | 0,415 |
| 2,0 | От 13 до 18 | 0,4 | 0,051 | 0,623 |
| 4,0 | От 22 до 28 | 0,45 | 0,071 | 1,037 |
| 6,0 | От 25 до 30 | 0,5 | 0,071 | 1,461 |
Как рассчитать стоимость услуги за метр
При расчете стоимости в рассмотрение принимается: толщина металла, максимальный размер детали, ширина реза, кромка, особенности конфигурации, исходный материал – черный или цветной металл, а также предусмотрена резка под углом. Как правило, формула для расчета принимает во внимание прямой рез, если же она осуществляется по окружности/сектору, тогда используется повышающий коэффициент 2.0. Стоимость одного отверстия = 0,25 стоимости реза 1 п.м. металла.
Расход газа при резке металла
| Рабочий диапазон, мм | Резательное сопло NX | Кислород (давление, bar) | Горючий газ (давление, bar) | Кислород (потребление, m3/h) | Горючий газ (потребление, m3/h) |
|---|---|---|---|---|---|
| 3-5 | 000 NX | 1,0-2,0 | 0,5 | 1,5-2,0 | 0,20 |
| 5-10 | 00 NX | 1,5-2,0 | 0,5 | 2,0-3,0 | 0,30 |
| 10-15 | 0 NX | 2,0-3,0 | 0,5 | 3,0-3,5 | 0,35 |
| 15-25 | 1 NX | 2,5-3,5 | 0,5 | 3,5-4,5 | 0,40 |
| 25-50 | 2 NX | 3,5-4,0 | 0,5 | 4,0-4,8 | 0,40 |
| 50-75 | 3 NX | 3,0-4,5 | 0,5 | 5,0-6,5 | 0,40 |
| 75-150 | 4 NX | 3,5-5,5 | 0,5 | 6,5-9,5 | 0,50 |
| 150-200 | 5 NX | 4,5-5,5 | 0,5 | 10,0-14,0 | 0,60 |
| 200-300 | 6 NX | 5,5-6,5 | 0,5 | 15,0-19,0 | 0,70 |
Особенности резки в размер
Газовая резка позволяет проводить фигурный раскрой листа. Используя газовый резак, можно получить ровный вертикальный край без рваных швов. Также повысить качество можно применяя трафаретную резку. Среди достоинств метода – мобильность оборудования, благодаря чему можно совершать одинаковые операции по шаблонным задачам.
Преимущества метода газовой резки
- ● быстрота и универсальность
- ● оптимальная стоимость и высокое качество
- ● любой уровень сложности
- ● любая конфигурация реза
- ● возможность работы с металлом разной толщины
Возможность деформации
Процесс раскроя металла
● Резка начинается с точки, от которой должен идти разрез.
● Эта точка разогревается до температуры 1000-1300 С. После воспламенения материала пускается узконаправленная струя кислорода.
● Резак плвно ведется по линии (угол - 84-85 градусов), сторона - противоположная от резки.
● Когда линия раскроя достигнет 20 мм, угол наклона меняется на 20-30 градусов.
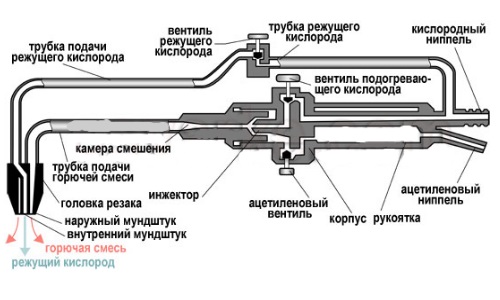
Устройство ручного газового резака
Устройство инжекторного резака
От чего зависит расход газа:
● квалификации мастера
● технических характеристик оборудования
● вида и толщины разрезаемой детали
● глубины и ширины реза
Резка трубы газом

Резка трубы газом востребована на рынке металлообработки, так как является одним из наиболее применимых способов резки. Посредством такого метода разрезаются трубы любого диаметра с толщиной стенок до 300 мм.
Существуют разные способы резки трубы с применением газа, для этого используется различное оборудование. О том, как осуществляется данный процесс и какие нюансы необходимо учитывать при подготовке и выполнении работ, читайте далее.
Что такое резка трубы газом
Газовая резка металла (кислородная/автогенная) представляет собой процесс разрезания стальных или металлических заготовок поступающим из специального аппарата кислородным потоком. Металл раскраивается и режется за счет высокотемпературной смеси горючего газа и кислорода, которая подается на обрабатываемый участок изделия.

Сначала заготовку нагревают до температуры +1 300 °С за счет воздействия открытого пламени, после чего на нее направляют кислородную струю, разрезающую металл согласно заданной схеме. Благодаря современным технологиям работать можно с металлическими листами толщиной до 300 мм, а в ряде случаев и до 1 000 мм, независимо от их конфигурации.
При резке газом незначительное количество металла сгорает. Образующиеся под воздействием кислорода окислы (шлак) выдуваются из заготовки кислородной струей.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Резка труб газом подходит для работы с теми металлами, которые под воздействием кислорода воспламеняются при более низкой температуре, чем температура плавления. В качестве примера такого материала можно привести низкоуглеродистую сталь, плавящуюся при температуре +1 500 °С, а воспламеняющуюся при +1 300 °С. Аналогичным образом ведут себя некоторые другие металлы и сплавы, бетон и железобетон. У других металлов (алюминия, чугуна, меди, нержавеющей стали, ряда цветных металлов) температура плавления ниже температуры горения.
Резка труб газом характеризуется:
- невысокой стоимостью;
- отсутствием необходимости в дополнительной обработке краев разреза;
- возможностью обработки изделий под разными углами;
- работой с изделиями независимо от их толщины, включая трубы большого диаметра.
В процессе обработки используются два вида газов: кислород, с помощью которого и выполняется резка металла, и горючий газ (пропан, ацетилен, нефтяной газ, метан, бензин), использующийся для нагрева заготовки.
Рекомендуем статьи по металлообработке
Основные методы резки трубы газом
Такой метод резки труб газом подходит для изделий большого диаметра, изготовленных из чугуна, нержавеющей и низкоуглеродистой стали. В основе метода лежит прижимание к обрабатываемой поверхности копья, нагретого до температуры плавления материала заготовки. Широко применяется в таких сферах, как машиностроение и металлургия.

Для резки труб, изготовленных из высоколегированных хромистых и хромоникелевых сплавов, используется кислородно-флюсовый способ. Его отличительной чертой является введение в струю кислорода порошкообразного флюса, выступающего в качестве дополнительного источника нагрева.

Трубы разрезаются электрической дугой. Газ при этом поступает вдоль электрода.

Обработка титановых заготовок, труб, выполненных из низколегированных и низкоуглеродистых стальных сплавов, осуществляется с использованием пропана. Максимальная толщина обрабатываемых изделий не может превышать 300 мм.

В процессе кислородной резки некоторое количество материала сгорает, образуя окислы (шлак), выдуваемые кислородной струей. Этот способ используется для металлов, которые воспламеняются при более низкой температуре, чем температура их плавления.
Например, низкоуглеродистая сталь плавится при температуре +1 500 °С, в то время как гореть она начинает уже при +1 350 °С. У большей части высоколегированных сталей и цветных металлов, чугуна температура горения превышает температуру плавления.
Для поставки кислорода используются стальные баллоны голубого цвета объемом 40 л и весом 67 кг. Кислород в баллонах сжижен под давлением 150 кгс/см 2 .
Для поставки ацетилена используются баллоны белого цвета объемом 40 л или 50 л, диаметром 219 мм, весом 52 кг или 64 кг соответственно. На баллоны наносится надпись «Ацетилен». Газ сжижен под давлением 16 кгс/см 2 . Кроме того, возможно получение газа из карбида кальция при помощи ацетиленовых генераторов. Для получения 230–280 л газа необходим 1 кг карбида кальция.
Помимо ацетилена, при кислородной резке используются пропанобутановая смесь, метан, пары керосина, бензина.
Поскольку отличительной чертой смеси горючих газов с воздухом и кислородом является их взрывоопасность, резка труб газом должна выполняться в хорошо проветриваемых и вентилируемых помещениях.
В процессе добычи и переработки нефти и нефтяных газов образуются пропанобутановые смеси, используемые при кислородной резке. Газовая смесь сжижается под давлением от 1 до 8 кгс/см 2 . Для хранения и транспортировки используются тонкостенные стальные баллоны красного цвета объемом 40–55 л, в которых газ находится под давлением не более 17 кгс/см 2 .
Испарение 1 кг сжиженной газовой смеси приводит к образованию 500 л газа.
Основу природных газов, которые получаются при разработке газовых месторождений, составляет метан с небольшой примесью других газов (соотношение составляет примерно 90 % метана и 10 % иных примесей). Чаще всего газы поставляют на места использования по газопроводам, реже – транспортируют в баллонах красного цвета.
Для ацетилено-кислородной сварки и резки труб газом необходимы:
- ацетиленовые генераторы или баллоны с газом;
- кислородные баллоны;
- редукторы, снижающие давление;
- газовые горелки или резаки.
Ацетиленовые генераторы преобразуют карбид кальция в ацетилен под воздействием воды.
Кислород и горючий газ смешиваются в газосварочных горелках в пропорциях, обеспечивающих устойчивое сварочное пламя. В зависимости от принципа действия горелки могут быть инжекторными и безынжекторными.
В отличие от горелок, резаки для кислородной обработки труб дополнены трубкой и вентилем режущего кислорода, а также специальной головкой с несколькими соплами. Резаки классифицируются в зависимости от используемого газа (могут быть ацетиленовыми, для газов, используемых вместо ацетилена, для жидких горючих), а также в зависимости от принципа действия (могут быть инжекторными и безынжекторными).
Чаще всего для резки труб газом пользуются универсальными ацетилено-кислородными устройствами РР53, а также вставными ацетилено-кислородными резаками РГС53 и РГМ53, дополняющими горелки ГС53 и ГСМ53. С помощью вставных резаков облегчается выполнение монтажных и строительных работ, требующих попеременного применения как сварки, так и резки.
Для снижения и поддержания давления сжиженного газа в баллоне до необходимого для работы уровня используются редукторы.
Какое оборудование применяется для резки трубы газом
Обработку металлов выполняют ручным и автоматизированным способами. В первом случае применяется оборудование, предназначенное для резки труб газом.

Газопламенная резка труб производится ручным способом по разметке при помощи специального оборудования, а также на автоматических станках. Для ручной обработки используются ручные ацетилено-кислородные, бензино- и керосинокислородные резаки. Данный процесс достаточно трудоемок и требует от мастера высокой квалификации.
Для заготовок, полученных в результате ручной резки труб газом, характерны неровные края, неправильные углы и формы фасок под сварку. В связи с этим соединение труб и деталей затруднено. По окончании ручного процесса необходима дополнительная обработка кромок, в течение которой им придается нужная форма и размеры. Такая обработка осуществляется с помощью пневматических зубил, шлифовальных машинок и напильников.
Автоматическая резка труб газом более эффективна. Во время обработки используются специальные полуавтоматические приспособления или станки. Такие установки отличаются простыми конструкциями, легкостью обслуживания, небольшим весом, что позволяет пользоваться ими не только в стационарных условиях.
При оборудовании цехов трубозаготовительных баз и заводов используют стационарные станки, предназначенные для резки труб газом.
Принцип работы станка заключается в следующем. Пневмоцилиндр прижимает обрабатываемую заготовку верхним роликом к ведущим роликам фрикционного вращателя. Такое оборудование позволяет работать с трубами разного диаметра без перенастройки. Резак, расположенный на одном рычаге с верхним прижимным роликом, автоматически подводится и отводится от детали.
Эффективность и производительность оборудования увеличена за счет автоматизации основных и вспомогательных операций. Управление станком осуществляется с общего пульта мастером-газорезчиком.
Если необходима магистральная прокладка труб, используется автоматизированное оборудование с несколькими режущими головками. Такой способ обработки отличается высокой точностью и скоростью работы.

Самое простое оборудование, позволяющее выполнять газовую резку труб, включает:
- газовую горелку;
- регулятор давления;
- шланги;
- смесители;
- газовые баллоны.
Газосварочная горелка представляет собой резак, смешивающий кислород и горючий газ в нужном соотношении, создающий и поддерживающий постоянное пламя для резки.
Резак оснащен специальной головкой с определенным количеством сопел. Внешние сопла смешивают горючий газ (ацетилен, пропан, метан) и кислород, нагревая заготовку до нужной температуры. Центральное – подает кислородную струю, разрезающую трубу.
Обработка невозможна без газовых баллонов (кислородного и с горючим газом), двухслойных резиновых шлангов диаметром от 6 до 12 мм, подающих газ. Шланги рассчитаны на воздействие температуры до -30…- 35 °С.
Пошаговая инструкция по резке трубы газом
Резка труб газом требует предварительной подготовки, снижающей вероятность повреждения оборудования, заготовок, травмирования резчика.
Подготовка включает:
- Визуальный осмотр баллонов, соединительных шлангов, крепежных элементов, горелки. Оборудование не должно иметь внешних повреждений, видимых дефектов.
- Оценку запаха воздуха, позволяющая определить утечку газа. Горелка соединяется с баллонами шлангами, зажимаемыми хомутами. Горючий газ не должен прорываться из емкостей.
- Осмотр резиновых уплотнителей. Наличие трещин, измененная форма требует немедленной замены их новыми.
- Визуальный осмотр баллонов и другого оборудования, в процессе которого необходимо установить отсутствие жировых пятен, потеков масла. Даже незначительное количество масла может спровоцировать взрыв.
Резку труб газом осуществляют в соответствии с инструкцией. Необходимо:
- открыть кислородный вентиль;
- открыть вентиль на баллоне с горючим газом;
- поджечь газовую струю, выходящую из сопла горелки;
- отрегулировать скорость газового потока при помощи вентилей;
- нагреть металлическую заготовку до изменения ее цвета на соломенный;
- открыть кислородное сопло на горелке и выполнить непосредственно резку;
- после обработки в первую очередь перекрыть баллон с горючим газом, затем с кислородом.
Какие машины применяются при резке трубы газом
Аппаратура для резки труб газом должна быть:
- портативной, иметь небольшие размеры;
- разборной;
- простой в обслуживании;
- позволять работать при минимуме обслуживающего персонала.
Один из недорогих станков – «Орбита» – позволяет работать как в стационарном цехе, так и на производственных участках.

Среди иностранных аппаратов стоит отметить немецкие станки ZINSER, выпускаемые как с ручным, так и с электрическим приводом.
Аппараты серии CG2 (к примеру, CG2-11G, CG2-11 и т. п.) схожи со станками «Орбита», но у них нет направляющих бандажей.
Важно иметь в виду, что при отсутствии опыта работы с подобным оборудованием его самостоятельное использование для резки труб газом может быть опасным, поэтому оптимальным вариантом будет обращение к специалистам.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Резка металла газом

Резка металла газом – метод металлообработки, применяемый не только на крупном производстве, но также в быту, сельском хозяйстве, мелкосерийном выпуске. Это по-настоящему универсальный, простой и быстрый способ разрезать толстую металлическую заготовку без длительной настройки оборудования и больших затрат.
Для того чтобы резка металла газом выполнялась правильно, необходимо соблюдать правила, подобрать оборудование и расходные материалы, выполнить остальные условия. О том, как это сделать лучше, читайте в нашем материале.
Что собой представляет процесс резки металла газом

Газовая резка металлов в настоящее время – это достаточно простая технология, при которой работа идет без применения сложной аппаратуры и дополнительных источников энергии. Данный метод используют специалисты для проведения работ в сельском хозяйстве, строительстве и различных видах ремонта. Оборудование для газовой резки металла мобильно, быстро перевозится для использования на другом объекте.
Рассмотрим основной принцип резки с помощью кислорода. Вначале происходит разогрев материала нагревателем в среднем до температуры +1 100 °С. После чего кислород начинает подаваться в зону реза, соприкасается с раскаленной поверхностью и загорается. Стабильная подача кислорода дает мощную струю горящего газа, которая с легкостью режет лист металла.
Для успешной резки газом необходимо, чтобы материал имел температуру горения меньшую, чем плавления. Иначе расплавленный металл будет тяжело убрать из зоны реза, в отличие от сгоревшего.
Следовательно, можно сделать вывод о том, что резка металла газом происходит вследствие его выгорания в зоне действия газовой струи. Основной частью оборудования для резки газом является резак. В нем происходит создание смеси воздуха с газом за счет дозирования и последующее смешивание кислорода с парами жидкого топлива или газами. После чего резак воспламеняет получаемую смесь и дополнительно обеспечивает подачу кислорода в зону реза.
Газовая резка является одним из температурных методов обработки материалов. Ее достоинством стала большая производительность и возможность обрабатывать заготовки практически любой толщины. Один сварщик за смену в состоянии произвести резку нескольких тонн материала. Работники указывают на одно из главных преимуществ – возможность работать вне зависимости от источников энергии. Это особенно важно, когда работа ведется в полевых условиях, где отсутствует какой-либо источник питания.
В списке металлов, в работе с которыми используется газокислородная резка, есть исключения: алюминий, нержавейка, медь и латунь.
Преимущества и недостатки технологии резки металла газом

Резка кислородом имеет большое количество преимуществ перед иными видами. Они делают ее эффективнее экономически. Но существует ряд ситуаций, когда она просто незаменима.
Достоинствами газокислородной резки являются:
- Возможность обрабатывать заготовки большой толщины.
- Высокая сложность выполняемых резов, например, таких как многоступенчатый.
- Удобство выполнения фасонной обработки материалов, т. е. на заданную глубину, а не только сквозного реза.
- Хорошее качество реза при невысокой себестоимости обработки.
- Высокая производительность.
- Автономность и мобильность оборудования позволяет применять ее в труднодоступных местах, в том числе при сборке/разборке корпусов судов, а также сложных производственных конструкций.
Описываемая технология резки газом, помимо достоинств, имеет и недостатки, к примеру:
- Для ее осуществления сварщику требуется достаточный опыт. Специалистам с низкой квалификацией доступны только простые виды реза, например, прямая обработка тонкого листа металла.
- Опасность возникновения пожара или взрыва. Технология требует тщательных подготовительных мероприятий и последующего соблюдения правил техники безопасности при проведении работ.
- Точность реза не слишком высокая, в особенности при ручной обработке. После его выполнения заготовку, как правило, необходимо дополнительно механически доводить до соответствия ее формы и размеров чертежу.
- Термическое воздействие на заготовку иногда приводит к разным формам деформации, таким как кручение, коробление и пр. Это особенно рискованно при раскрое материала и в меньшей степени при демонтаже конструкций.
Эти недостатки способен решить иной метод – плазменная резка с помощью автоматизированных стационарных аппаратов. Однако они не мобильны и не дают возможности выполнять операции в труднодоступных местах.
Какие газы используются для резки металла

Существует несколько методов классификации газовой резки. Она происходит в зависимости от применяемых газов и прочих особенностей. Из них можно выбрать оптимальный для выполнения той или иной операции или задачи. К примеру, электродуговая резка с кислородом возможна в случае подключения аппаратуры к электрической сети. А обрабатывать низкоуглеродистые стали удобнее газовоздушной смесью с пропаном.
Среди профессионалов наиболее востребованными методами являются:
- Резка пропаном. Резка металла газом, например, пропаном, а также кислородом – пожалуй, самый популярный, но имеющий свои ограничения. Он применяется для низколегированных и низкоуглеродистых сталей, титановых сплавов. В случае наличия в составе материала легирующего компонента или углерода в количестве более 1 %, требуется применение иного метода. Резка возможна и с другими газами: ацетиленом, метаном и пр.
- Воздушно-дуговая резка. Довольно эффективным методом резки является кислородно-электрическая дуговая резка. Плавка происходит при помощи электрической дуги. Остатки же расплава убираются воздушной струей. При выполнении операции таким образом подача кислорода происходит вдоль электрода. К недостаткам этого метода можно отнести неглубокие резы. Впрочем, они компенсируются практически любой шириной заготовки.
- Кислородно-флюсовая резка. Ее особенностью является подача в зону реза дополнительного компонента – порошкообразного флюса. Он дает возможность обрабатываемому металлу стать более податливым в процессе флюсовой кислородной резки. Данный метод применяется для металлов, которые образуют твердоплавкие окислы. В процессе его применения создается добавочный тепловой эффект, при котором струя газа эффективно режет металл. Применяется кислородно-флюсовая металлическая резка для обработки меди и медных сплавов, легированных сталей, железобетона и зашлакованных металлов.
- Копьевая резка. Данный метод применяется для работы с промышленными технологическими отходами, большими массивами стали и аварийными скрапами. Особенностью является увеличивающаяся скорость выполнения работ. Технология включает применение высокоэнергетичной струи газа, что приводит к значительной экономии стальных копьев. Скорость же работы увеличивается быстрым, полным сгоранием обрабатываемого материала.
Расход газов при резке металла можно увидеть в таблице:

На показатель зависимости расхода газа от объемов работ сильное влияние оказывает выбранный метод резки. Нормы резки металла газом при использовании кислородно-флюсового метода содержат информацию о несравнимо меньшем использовании газа, чем при воздушно-дуговом.
Помимо способа обработки, расход газа и кислорода при резке металла зависит от ряда параметров, таких как:
- квалификация сварщика – неопытному специалисту потребуется большее количество газа на один метр заготовки, чем мастеру;
- параметры оборудования и его целостность;
- толщина и марка металла, из которого сделана заготовка;
- характеристики реза – ширина и глубина.
В нижеследующей таблице представлена информация, необходимая для специалиста при выполнении реза пропаном:

Основные правила резки толстого металла газом
Газокислородная резка применяется для раскроя сплавов стали толщиной от 0,5 до 6 см. Вследствие реакции окисления выделяется тепло, которое нагревает и расплавляет металл. А продукты, образующиеся из-за сгорания материала, убираются из зоны реза потоками газа.
Существует ряд требований, которые надо соблюдать в процессе подготовки и выполнения газокислородной резки материалов:
- Перед началом работ необходимо аккуратно очистить поверхность вдоль будущей линии реза на расстояние до 10–15 см. Удалению подлежат остатки старой краски, смазок, масложировых пленок. Если их оставить, то во время резки газом может произойти возгорание, а иногда и взрыв. Помимо них, необходимо избавиться от ржавчины, поскольку ее присутствие замедляет работу по причине теплоизоляционных свойств последней.
- В нижней части заготовки должно быть свободное пространство для выхода струи газа. Размер его невелик – 5–10 см. Однако его отсутствие может привести к турбулентности потока газа из-за его отражения, что крайне нежелательно, к тому же отрицательно влияет на скорость выполнения работы, а также вызывает температурную деформацию изделия.
- Угол отклонения резака от вертикали не должен превышать 5°. В противном случае форма факела искажается, точность падает, качество поверхности реза ухудшается.
- Для выполнения работ сварщику необходимы высокая квалификация и достаточный опыт. Выполнение данного требования будет гарантировать высокую производительность и точность реза.
Газ в зону реза подается с помощью запорных вентилей: одним общим и двумя запорными. Использование двух разных запорных вентилей помогает быстро управлять составом смеси и перенастраивать оборудование для резки металла газом.

На рукоятке резака находятся три патрубка с разъемами. Именно с их помощью в зону реза попадают газ для сварки и резки металла: ацетилен или пропан, кислород, а также жидкость для охлаждения. Давление газов при резке металла устанавливается на редукторе баллона. Оно должно быть ≤ 12 атм.
Подача кислорода в факел резака начинается после поджога последнего. Пропан, сгорая, выделяет тепло, которое нагревает изделие, и начинается его окисление. Процесс происходит достаточно быстро. Заготовка режется (прожигается) струей раскаленного газа (кислорода), одновременно этот же поток выметает частицы расплава в образовывающийся рез.
Условия резки металла газом и кислородом
Рассмотрим обязательные условия успешной обработки материалов методом газокислородной резки:
- Температура горения металла в среде кислорода, которая также обозначается как Твоспл, должна быть ниже Тплав (температуры плавления). Разница температур не должна быть ниже 50 °С. В противном случае возможно вытекание расплава, а также увеличение ширины реза. Например, конструкционные сплавы имеют Твоспл, равную +1 150 °С, в то время как Тплав равна +1 540 °С. Температура плавления снижается с возрастанием количества углерода, что затрудняет обработку высокоуглеродистых сплавов, а также чугуна простым резаком.
- Температура плавления заготовки должна быть выше температуры плавления поверхностных оксидных пленок. Такая пленка является тугоплавкой и не дает кислороду достигнуть поверхности металла, в результате чего его горение не может начаться. Например, температура плавления оксида хрома равна +2 270 °С, а конструкционной стали – +1 540 °С. Специалисты рекомендуют в таком случае использовать порошок флюса. Между ним и поверхностной пленкой начинается реакция, превращающая последнюю в продукт с пониженной температурой плавления.
- Появляющиеся в ходе резки газом оксиды должны иметь высокий показатель жидкотекучести. Иначе расплав будет облеплять края реза, мешая работе и не давая основному материалу гореть. Повысить текучесть оксидов можно с помощью специально подобранных флюсов. Однако такое вмешательство делает резку газом существенно дороже.
- Обрабатываемая заготовка должна иметь невысокую теплопроводность – иначе не будет происходить возгорания материала в зоне реза из-за отведения из него тепла. Работу либо вообще нельзя будет вести, либо она будет постоянно прерываться, из-за чего норма расхода газов при резке металла повысится, а следом снизится качество реза и его точность.
Перед тем как начнется резка металла природным газом, необходимо подготовить следующую аппаратуру:
- Емкости, содержащие газ.
- Шланги для подключения газа.
- Резак.
- Определенного размера мундштук.
- Редукторы, контролирующие объем и регулировку.
Перечисленная аппаратура не зависит от ее производителя и имеет стандартную маркировку вентилей.
До работы допускаются только сварщики, прошедшие инструктаж, о чем произведена запись в специальном журнале, и успешно сдавшие зачеты о знании теории и практики резки.
Резак кислородно-пропановый
Процесс демонтажа металлических конструкций потребует использования специализированного инструмента. Заготовка деталей осуществляется резкой, для этого используется рассекание металла как газовой установкой пропаново – кислородного типа, так и другими приспособлениями. Для обработки конструкций небольшой толщины подойдут механические устройства, толстые листы обрабатываются газовым резаком. Принцип эксплуатации установки одинаковый, вне зависимости от конструкции. Как правильно пользоваться механизмом, описывают различные технические задания, необходимо соблюдать требования безопасности, другие особенности.

Принцип действия и виды
Принцип действия основан на подачи струи кислорода чистым видом, через сопло газового резака. Вне зависимости от конструктивных особенностей автогена, выполнение происходит за счет сгорания металла под воздействием пропано – кислородной среды. Основное требование к применению устройства – температура горения должна быть выше плавления, иначе материал будет плавиться и стекать, что мешает качественной работе.
Большая часть стальных сплавов не поддается воздействию резака кислородно пропанового, ввиду ограничения по максимально доле легированных примесей. Наличие углерода в составе элемента может привести к нестабильному функционированию, или остановить процесс. Воздействие на металл происходит несколькими шагами:
- Температура повышается до уровня, как сталь начинает гореть. Для получения требуемого факела пламени, озон чистым видом смешивается с горючей смесью, необходимыми пропорциями.
- После разогрева зоны происходит как окисление прогретой стали средой кислорода, так и освобождение материалов с участка обработки.
Классификация ручных резаков подразделяется по нескольким параметрам, зависящим от типа работы. Основные характеристики:
- разновидность горючего газа, применяется метан, пропан — бутан, ацетилен и другие;
- мощность, параметр получения смеси для разогрева;
- конструкция сопла, воздействующая на получение газа, применяется как инжекторные установки, так и без инжекторные.

Мощность подразделяется на несколько видов, от малой до высокой степени резки вещества. При малой мощности осуществляется воздействие на изделия толщиной от 3 до 100 мм, средним типом установок возможно разрезать материалы толщиной до 200 мм, высокой – 300 мм. Существуют разновидности, способные обработать изделие толщиной до 500 мм, такие установки применяются как промышленностью, так и бытовыми условиями. Некоторые составляющие характеристики зависят не только от мощности, но и от конструкции газового резака.
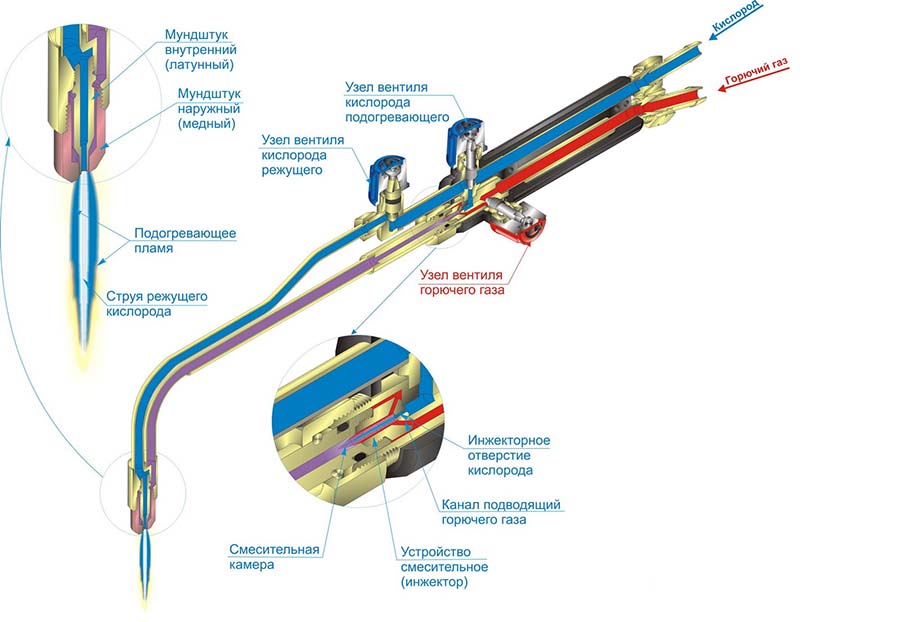
Конструкция
Наиболее распространенный тип устройства, применяемый при обработке стальных структур, это двухтрубный инжекторный резак. Горючая смесь разделяется на несколько потоков, что позволяет отрегулировать мощность пламени при соответствии с работами. Регулировочный механизм находится на внешней части корпуса, существуют приборы рычажного типа.
Поток движется по трубке к наконечнику через головку, высвобождение происходит при высокой скорости через центральное сопло. Мундштук отвечает за главную функциональность резака, режущую часть процесса. Часть газа переводится к инжектору, который выходя под высоким давлением, создает разряжение, тем самым подключается горючая смесь. Процессом смешивания определено выравнивание скорости потока, которым производится действие.
Формирование смеси осуществляется головкой наконечника, в которую попадает по нижней трубке. Факел образуется между наружном, внутренним мундштуком, следствием образования горючей смеси. Двухканальная система оснащена регулировочными вентилями, позволяющими производить настройку подачи как кислорода, так и вспомогательного газа к инжектору.

Конструкция газового резака
Конструкция без инжекторного типа более сложна, так как для двух потоков кислорода и отдельно для газа имеется трубки. Смесь горючего состава происходит непосредственно внутри головки, данная конструкция считается более безопасными действиями. Для выполнения действий потребуется более высокое давление подачи как кислорода, так и горючих газов.
Размеры резаков закреплены стандартами ГОСТа, для производства с мелкими деталями применяются модели Р1 с общей длинной не более 50 см. Более мощные конструкции выпускаются длиннее по форме, существуют специфичные удлиненные конструкции, предназначенные для выполнения задач при трудном доступе к месту резки.
Преимущества и недостатки
Газовая горелка предназначена для рассекания изделий в производственных условиях, при большом объеме задач. Перед тем, как применить устройство, важно понимать, какими ключевыми особенностями обладает резка металла пропаном и кислородом:
- Механизм действия удобен при выполнении криволинейных линий отреза. Стабильная мощность позволяет разделять на части металлические изделия различной толщины. В ситуациях, когда невозможно применение инструмента, такого как, углошлифовальная машинка, используется газовая горелка. Задача по изготовлению круглого изделия или отверстия глухого типа выполняется газовой горелкой, не требуя особых усилий.
- Газовый резак обладает преимуществом в отличие от бензиновых моделей. Помимо малого веса, механизм не издает повышенных шумов при функционировании, а также компактен.
- Использование аппарата, основанного на воздействии горючего газа, позволяет ускорить выполнение вдвойне, что не под силу механическим инструментам.
- Пропан, как газ в жидком состоянии, отличается низкой ценой. Поэтому применяется не только при обработке изделий в производственных нуждах, но и при утилизации металла и других действиях.
- Использование пропана в качестве горючей смеси позволяет выполнять качественный срез. Порезка осуществляется по узкой кроме, что является основным фактором качественной работы.
Недостатками можно отметить, что некоторые материалы невозможно обработать пропановым резаком, например чугун и высоколегированные стали.
Особенности использования
Стальные материалы с высоким содержанием углерода не рекомендуется резать газовым устройством. Причиной является высокая температура плавления, близкая к параметру очага. Вместо окалины, выбрасываемой от воздействия сопла, происходит реакция материала с краями кромок, результатом чего прекращается доступ кислороду, соединение невозможно обработать.
Работа с чугуном может вызвать некоторые трудности, такие как присутствие графита, форма зернистости. Также газовая резка пропаном не используется, в случаях обработки меди, алюминия, других легко плавящихся сталей.
Необходимое оборудование
Для выполнения различных задач по обработке стали, необходимо подготовить оборудование, соответствующие инструменты. Эксплуатация производятся с помощью:
- баллонов с кислородом и пропаном;
- инструмент для рассекания;
- мундштук определенного размера;
- шланги.
Техникой безопасности обусловлено наличие на каждом баллоне регулировочного вентиля. Пропановый баллон имеет резьбу обратного хода, вследствие этого установка дополнительного редуктора невозможна. Оборудование имеет схожие конструкции, как при домашнем использовании, так и производственными целями. Перед тем, как производить срез металла, необходимо проверить работоспособность, наличие всех регулировочных элементов.

Шланги для кислородно-пропанового резака
Поступление озона маркируется синим цветом, вентили расположены как непосредственно на баллоне, так и на резаке. Пропановый поток маркируется как все остальные газовые и взрывоопасные вещества, красным либо желтым цветом.
После подключения резака, начинается процесс, при котором кислород и пропан сливаются в смесительной камере, вследствие чего образуется горючая смесь. Конструкцией предусмотрена смена агрегатов, для планового ремонта и технического обслуживания, в случае выхода из строя одного из узлов, возможно его заменить, продолжить работу. Мундштук подбирается в зависимости от типа производимых задач, имеет различные показания и отличается по номерам.
Нюансы резки
Процесс рассекания предусматривает контроль скорости, подбор параметром происходит визуально, зависит от количества искр и их разлетания. Поток искр, образуемый процессом резки, должен образовываться под углом 90 ° по отношению к поверхности. Скорость регулируется, если поток изменяет направление, в этом случае скорость низка, требует настройки.
Толщина структуры влияет на процесс, в случае обрабатываемого листа, толщиной более 6 см, его необходимо разместить под небольшим углом для стекания шлака. При обработке толстых изделий, важно выдержать угол наклона больше на 15 °, контролировать скорость. В случае остановки рассекания на середине пути, процесс не возобновляется в данной точке, а происходит сначала. Во избежание переделки при действиях с толстым изделием, необходимо вести резак так, чтобы металл обрабатывался по всему периметру.

Резка металла газовым резаком
После завершения рассекания стали, отключается подача режущего газа. Затем перекрывается вентиль на баллоне, последней очередью закрывается подача горючей смеси.
Поверхностная и фигурная резка
Процесс создания рельефа на поверхности металла производится несколько другим способом. Резка выполняется соплом, а расплавленный шлак, подогревает нижнюю часть изделия. Подогрев производится до температуры, не превосходящей воспламенение материала.
Открытие режущего кислорода обеспечит определенный участок горения материала, благодаря чему производится чистая кромка и линия разреза.
Действие производится под углом до 80 °, после подачи газа, резак перемещается в углы от 18 до 45 °. Образование канавок необходимого размера осуществляется регулировкой скорости. Больший размер канавки достигается как изменением угла мундштука, так и замедлением скорости, регулировкой уровня кислорода. Ширина канавки изменяется путем настройки подачи струи через сопло, соотношение глубины, ширины канавки приравнивается 1 к 6. Ширина при этом условии преимущественный объект, т.к. возможно образование закатов на поверхности изделия.
На что обратить внимание при выборе газового резака
Подбор качественного инструмента напрямую зависит на результат. Если пренебречь некоторыми параметрами теряются определенные свойства резака, снижаются параметры безопасности. Пропан и кислород взрывоопасные вещества, которые требуют соблюдения некоторых требований при эксплуатации:
- Рукоятка выполняется из алюминиевых сплавов, пластик применяется более дешевыми инструментами, со временем плавиться, теряет форму.
- Латунный ниппель прослужит дольше алюминиевой структуры, так как имеет больший ресурс к деформациям.
- Вращение вентилей должно производится с небольшим усилием, для остановки процесса в случае возникновения нестандартной ситуации. Рекомендуемый размер вентиля – не менее 4 см.
- Наиболее надежные шпиндели изготавливаются из нержавейки, способны выдержать до 1500 циклов без замены, латунные не выдерживают подобного срока эксплуатации. Наиболее подходящим вариантом являются комбинированные шпиндели, имеющее благоприятное соотношение цена-качество.
- Конструкция резака должна быть разборной, для продления срока службы производится техническое обслуживание. Материал мундштука – медь.

Кислородно-пропановый резак вентильного типа
Необходимо обратить внимание на доступность ремонтных комплектов, запасных частей для резака. Если свободной продажей таковых не имеется, могут возникнуть проблемы при произведении ремонта.
Как пользоваться кислородно пропановым резаком
Функционирование пропаново – кислородным резаком требует соблюдения определенных правил. Перед тем, как пользоваться оборудованием с кислородным, пропановым резаком, важно ознакомиться со следующими требованиями:
- Соблюдение техники безопасности не пренебрегается, важно применять защитную маску или специализированные очки. Также одежда оператора должна быть изготовлена из огнеупорного материала.
- Пламя из резака должно отводиться от шлангов подачи газов противоположной стороной.
- Расположение баллонов с газами не допускается на расстоянии ближе пяти метров до места непосредственных работ.
- Рассекание производится на открытом воздухе, либо в помещении с исправной вентиляцией.
Длительный простой оборудования требует профилактики перед возобновлением работ. Перед началом испытания, отсоединяется пропановый шланг, подается давление газа. Инжектор проверяется пальцем у отверстия, если происходит всасывание, значит оборудование в исправном состоянии.
Читайте также: