Диск для зачистки металла после сварки
Обновлено: 16.05.2024
Даже не обязательно старой, может и новой краски. Если вы покрасили а вам цвет не тот.
Очистка металлических поверхностей перед покраской, перед сваркой, после покраски в случае деффектов — это задачи, которые регулярно приходится выполнять на производствах или в небольших мастерских. Кроме того, вам может понадобиться выполнять такие работы даже в быту, например при ремонте дачи, балкона, или это может быть связанно с хобби.
И у нас есть несколько максимально эффективных решений для этого и сегодня мы расскажем о преимуществах и особенностях каждого из этих продуктов.
Но прежде чем говорить о них, уделим немного внимания тем способам, которые уже используются сегодня. Это позволит нам лучше увидеть преимущества специальных продуктов.
Лепестковый круг.
Изначально лепестковый круг это не решение для очистки поверхностей. Он предназначен для снятия металла или других материалов и имеет специальную для этого структуру и свойства самого абразивного зерна. При выполнении не стандартных для него задач, удаление краски и ржавчины, лепестковый круг легко “забивается” продуктами шлифования и не может больше выполнять свою работу.

Лепестковый круг после зачистки краски.
При этом, он может быть практически не изношенным. А когда круг еще новый, то зачистив краску и дойдя до металла он будет “грызть” и его, чем испортит геометрию поверхности изделия. Поэтому такой круг можно считать не самым удачным вариантом для зачистки старой краски. Хотя в некоторых случаях он будет хорошо справляться с толстой окалиной, но на чистом металле.

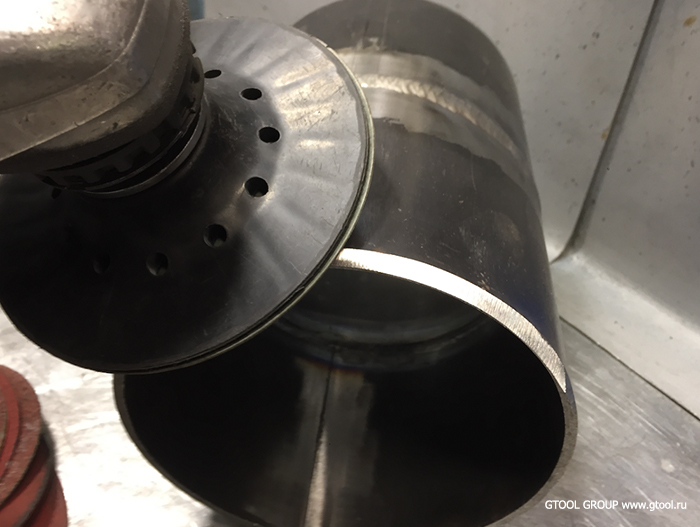
Зачистка окалины на трубе с помощью КЛТ.
Металлические щетки.
Это продукт предназначенный для очистки поверхностей от различных покрытий, будет это ржавчина и краска или окалина. В зависимости от вида работ существует большое многообразие форм и видов щеток. Щетки для УШМ бывают из гофриванной проволоки или жгутовые.
Первые довольно мягкие и более деликатно очищают металл, могут лучше подбираться к неровностям поверхности или сварным швам.
Жгутовые щетки более агрессинвы, лучше счищают твердые покрытия, но при этом менее эластичны и труднее подбираются в неровности.
Но при всех возможных комбинациях, металлические щетки не всегда могут обеспечить требуемое качество поверхности и снять нужный слой покрытия, если оно особо твердое.
Для эффективной работы щетки требуют высоких оборотов, а в сочетании с большим (в сравнении с КЛТ) весом, это содает высокий уровень вибрации, который не благоприятно сказывается на операторе при продолжительной работе.
Помимо комфорта, металлические щетки не являются самым безопасным способом для наших работ. Даже из самых качественных и дорогих щеток при работе вылетает проволока, периодически цепляясь за острые края изделия. И вылетая такие части могут легко травмировать оператора или как минимум доставить дискомфорт.

Зачистка краски жгутовой щеткой.
Но тем не менее, это один из самых распространенных продуктов, потому что его можно купить в любом хозяйственном или строительном магазине и он весьма сносно справляется со своей задачей.
Это два распространенных варианта решения описанной задачи:
- первый используется потому что часто уже есть под рукой и не требует дополнительных действий и затрат для его приобретения.
- второй, потому что доступен и достаточно эффективен для применения в хозяйстве или небольших мастерских.
И теперь мы расскажем про круги для удаления ржавчины и краски из сферы профессионального применения.
Круг зачистной CD (Cleaning Disk)

Старый и новый круг Gtool CD.
Это круги выполненные из нетканого материала. Представляют собой объемную паутину из толстой нейлоновый нити, на которую нанесено абразивное зерно с помощью клея. В круге CD расстояние между нитями образует большие поры, которые позволяют “выкидывать” продуты шлифования и не “засалилваться” кругу, даже при шлифовке очень старой краски, нанесенной во много слоев.
Рекомендуемая частота вращения — 4 000 об/мин. Такие обороты значительно комфортнее для оператора и безопаснее, чем 10–11 тысяч при работе металлическми щетками или КЛТ.
Структура CD круга позволяет ему немного “сжиматься” при работе и этим амортизировать и обрабатывать не плоские поверхности, а например трубы и слегка изогнутые профили.
Он достаточно агрессивный, чтобы снять твердую окалину на металле. При этом геометрия поверхности останется неизменной, лишь с небольшими следами абразивного зерна. Которые легко перекроются последующей покраской.

Зачистка краски кругами Gtool CD
Важный момент — CD круг очень мало нагревает поверхность, особенно это актуально при работе по тонколистовому металлу, например кузова автомобилей.
Как видите, скорость зачистки потрясающая.
Плюсы данного круга:
- Высокая скорость съема краски и ржавчины.
- Не снимает металл, не изменяет форму заготовки.
- Безопасен, нет вылетающих элементов.
Особенности:
- Требуется УШМ с регулировкой оборотов.
- Боится острых кромок, которые могут приводить к повышенному износу.
Зачистной круг для очистки поверхности СIBO

Круги Cibo для удаления краски и ржавчины
Это младший брат круга CD. Младший, потому что работает более деликатно — в нем меньше абразивное зерно и тоньше нейлоновая нить. Что это дает? Круг получается более мягкий и эластичный, может обрабатывать более искривленные поверхности и при этом оставлять меньшую шероховатость.
Это делает его отличным кругом для обработки, например нержавеющей стали или даже алюминия.
Вот видео его работы:
Преимущества:
- Высокая скорость съема краски, ржавчины и других покрытий.
- Не нагревает металл.
- Мягкий, подходит для обработки криволинейных поверхностей.
- Мелкозернистый, оставляет высокое качество поверхности, подходит для нержавеющей стали и других металлов.
- Требует УШМ с регулировкой оборотов.
- Не подходит для грубой обработки.
Круг доводочный Cibo FAG 5

Cibo FAG — круг для очистки металла
Это совершенно новые круги. Они совсем недавно появились в нашем ассортименте и уже стали нашими любимцами.
Служат они все для тех же задач — удаление краски, ржавчины, загрязнений и покрытий. Но эти круги максимально мягкие и гибкие. В них используется очень тонкая нить и очень мелкое абразивное зерно. Это повзоляет им деликатно и качественно обрабатывать любые металлы и оставлять после себя чрезвычайно высокое качество поверхности. В Европе такие круги применяются для очистки и ухода за лопастями ветрогенераторов.
Но из-за более мелкого зерна эти круги создают больше трения, и следовательно при работе ими происходит больше выделения тепла. Это следует учитывать при работе.
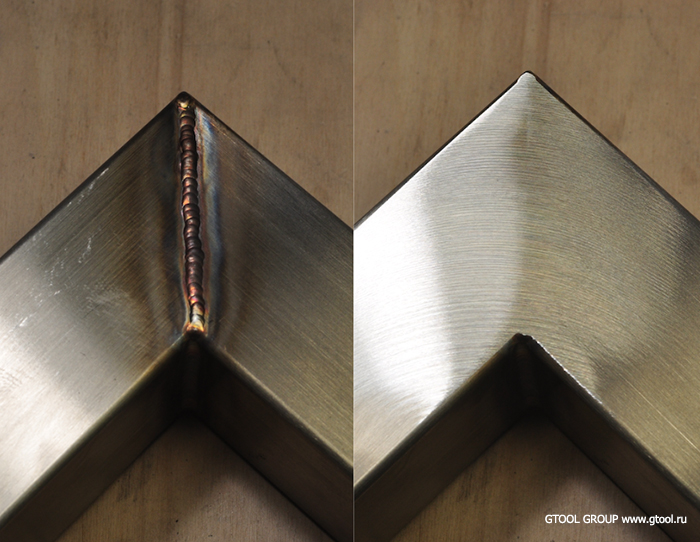
Зачистка краски кругами Cibo FAG
За счет мягкости и мелкой зернистости этот круг отлично справляется даже с удалением цветов побежалости после сварки.
- Очень высокое качество поверхности после зачистки.
- Высокая скорость съема краски, ржавчины и загрязнений.
- Подходит для удаления слеждов побежалости после сварки. Идеален для нержавеющей стали и мягких металлов.
- Требует УШМ с регулировкой оборотов.
- При работе выделяет больше тепла, чем предыдущие круги.

Это 3 лучших круга в нашем ассортименте для очистки краски, ржавчины и других покртыий и загрязнений. Их эффективность проверена и доказана нашими испытаниями и опытом наших клиентов.
Теперь вы знаете особенности этих кругов и сможете выбрать идеальное решение для вашей задачи.
Почему нельзя варить диски. Подробно. v.1.3

Внимание ! В статье многабуков (автор в курсе, да, можно это не повторять в каментах). Целевая аудитория статьи — люди, которые способны воспринимать и анализировать что-то больше, чем мемасики из вконтакта.
Всем привет. До этого я уже публиковал несколько своих статей про диски. А вот тут я уже сделал попытку, на скорую руку убедить людей не заниматься опасной и бесполезной тратой своих денег.. Начал я с того что рассказал о кованных дисках, как начало, введение и основу понимания будущего. Можете продолжить потом там — там тоже есть что узнать.
К делу:
Не секрет, что в каждом гараже можно встретил адептов сварки сломанного хлама, которые с пеной у рта, убеждают неокрепшие умы простых пользователей в абсолютной безопасности и выгодности этого процесса. Ну, т.е. мол, варенный оригинал даже ЛУЧШЕ, чем новый диск — стоит дешевле, а качество тоже, идите мол, ремонтируйтесь у нас. Это всё — глупость вперемешку с элементарным невежеством. Поэтому я решил всё же закончить начатое, и ниже будет подробное и развернутое объяснение моей позиции по ремонту автомобильных дисков.
Начать, наверное, следует с небольшой исторической ссылки. Отрежем всё скучное и начнем сразу со сладкого. Расцвет сварочных технологий в мире начался во время Второй мировой войны. Именно тогда были заложены основы всех современных технологий сварки. Немаловажно, что одним из реальных, а не псевдо-лидеров в этом направлении, был СССР. Но, так было не всегда — нас заставила нужда, а до войны ситуация со сваркой была плохая. В ходе прошедшей в 1938 г. на Ижорском заводе конференции, технологи завода печально констатировали, что многие сварные конструкции поражены трещинами. Никак не удавалось качественно сварить бронелисты. В те далекие годы, сотрудникам завода пришлось хитрить и корректировать состав броневой марки стали, ухудшая ее рабочие характеристики — лишь бы улучшить ее свариваемость. То бишь, люди обдуманно пошли на ухудшение свойств конструкции для увеличения выхода годной продукции.
Спустя два года, в 1940 г. сотрудники Института электросварки АН УССР сумели уже самостоятельно воссоздать метод автоматической сварки под слоем флюса ( запатентованный в 1936 г. американской фирмой «Линде»). Однако то был процесс для рядовой стали, а для сварки брони метод не подходил, требовалось еще время … но начало было положено.
К лету 1941 года, были завершены лабораторные испытания технологического процесса сварки и оборудования для него. Новый метод продемонстрировал великолепное качество: при испытании сваренной конструкции Т-34 снарядным обстрелом — оказался разбит не шов, а броневой лист !
6 ноября 1941 г. нарком танковой промышленности В. А. Малышев, будучи в Нижнем Тагиле, подписал приказ №0204/50, содержащий предписание всем предприятиям отрасли: «В связи с необходимостью в ближайшее время значительно увеличить производство корпусов для танков и недостатком квалифицированных сварщиков на корпусных и танковых заводах, единственно надежным средством для обеспечения выполнения программ по корпусам является применение уже зарекомендовавшей себя и проверенной на ряде заводов автоматической сварки под слоем флюса по методу академика Патона.


Это была точка отсчета победы в будущей войне. От процесса, где самым главным были индивидуальные знания каждого конкретного сварщика (часто — противоречивые), сварка превратилась в конвейер. На сварочных аппаратах могли работать кто угодно, студент театрального техникума, учитель математики из сельской школы, художник. Кто угодно ! настолько процесс был автоматизирован. С этого момента сварка всё больше переставала быть "магией" в руках уникальных специалистов, опыт полученный на заводах формализовывался и систематизировался. Любой желающий мог с ним ознакомиться просто заглянув в справочник.
Почему диски алюминиевые.
Если не вдаваться в глубокий анализ, то это самый дешевый и сердитый сферический конь (материал) в вакууме. По показателям отношения прочности к плотности — высокопрочные алюминиевые сплавы значительно превосходят чугун, низкоуглеродистые и низколегированные стали, чистый титан и уступают лишь высоколегированным сталям повышенной прочности и сплавам титана.
Проблема сварки Al сплавов.
Проблем при сварке Al сплавов масса, большинство из них узкопрофессиональны, но я выделю только наиболее значимые и важные для вашего понимания:
• Окисная пленка, которая покрывает алюминий и его сплавы. Температура ее плавления – 2044С, а температура плавления самого металла – 660С. При расплавлении алюминия он перекатывается внутри этой пленки наподобие ртути.
• При нагревании из алюминия начинает выходить водород, который после застывания металла оставляет в его теле поры и трещины.
• Большой показатель усадки. А это приводит к деформации сварочного шва в процессе его остывания. Что влияет и на балансировку колес (любых изделий) в целом.
• Если говорить о сварке алюминия своими руками, то ваш сплав будет неизвестной марки, к которому придется подбирать сварочный режим и адекватные дополнительные материалы. И пробовать придется прямо на вашем диске!
Общие сведения
При сварке алюминиевых сплавов кристаллическая структура и механические свойства металла швов могут изменяться в зависимости от состава сплава, используемого присадочного металла, способов и режимов сварки. Для всех способов сварки характерно наличие больших скоростей охлаждения и направленного отвода тепла. При кристаллизации в этих условиях в структуре металла образуется эвтектика,
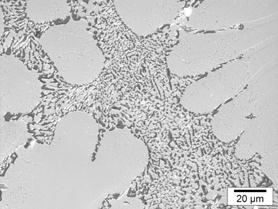
Которая снижает пластичность и прочность металла. В связи с этим, в швах возможно возникновение кристаллизационных трещин при застывании.

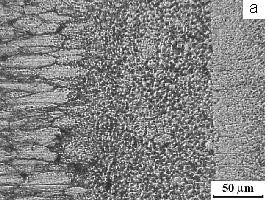
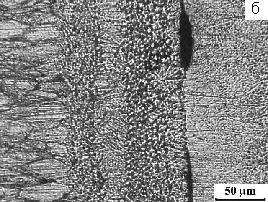
Свойства сварных соединений зависят также от процессов, протекающих в околошовных зонах. При сварке чистого алюминия и сплавов, неупрочняемых термической обработкой, в зоне теплового воздействия наблюдается рост зерна и некоторое их разупрочнение, вызванное снятием нагартовки (он же наклёп — упрочнение происходящее при изменении структуры и фазового состава материала в процессе пластической деформации при холодной обработке).
Рост зерна и разупрочнение нагартованного металла при сварке изменяется в зависимости от способа сварки, режимов и степени предшествовавшей сварке нагартовки. Свариваемость сплавов АlMg (систем алюминий-магний, большинство дисков именно такие) осложняется повышенной чувствительностью их к нагреву и склонностью к образованию пористости и вспучиванию в участках основного металла, непосредственно примыкающих к шву. Способность этих сплавов образовывать пористость в зонах термического воздействия связывается с наличием молекулярного водорода. После обработки образуются несплошности в виде каналов или коллекторов, в которых водород находится под высоким давлением.
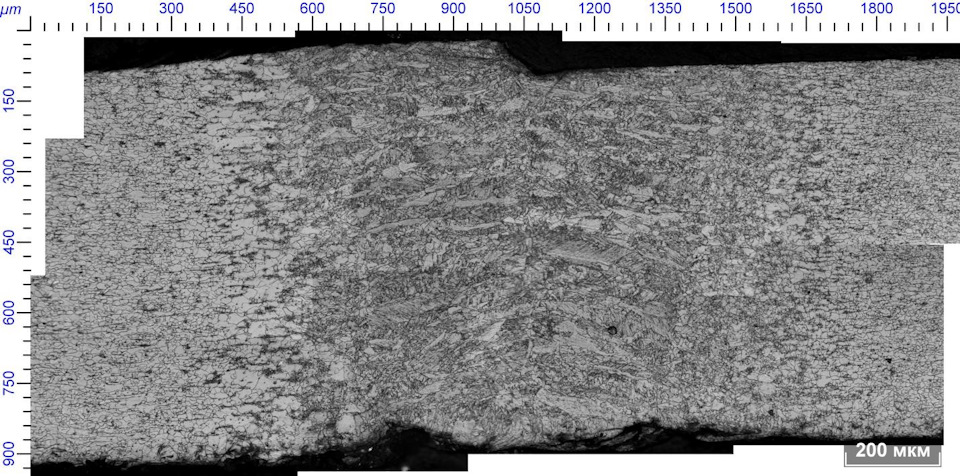
При сварке сплавов, упрочняемых термической обработкой, в зонах около шва происходят изменения, ухудшающие свойства свариваемого металла. Однако самым опасным изменением, резко ухудшающим свойства металла и способствующим образованию трещин, является оплавление границ зерен. Появление жидких прослоек между зернами снижает механические свойства металла в нагретом состоянии и так же способствует образованию кристаллизационных трещин. Это происходит независимо от способа сварки и исходного состояния металла, в непосредственной близости от шва. Ширина этой зоны меняется в зависимости от способа и режимов сварки. Наиболее широкая зона появляется при газовой сварке и более узкая при способах сварки с жестким термическим воздействием.
Распределение эвтектики в этой зоне изменяется в зависимости от исходного состояния сплава. В сварных соединениях, полученных при сварке закаленного сплава, эвтектика располагается в виде сплошной прослойки вокруг зерен. Последующей термической обработкой не удаётся восстановить свойства металла в зоне, прилежащей к шву, что приводит к большому изменению прочности соединений и делает ненадёжными эти соединения в эксплуатации.
А места соединений всегда будут местами концентрации напряжений и очагами разрушения под нагрузкой.
Подготовка под сварку
Важным этапом на пути к результату (которым часто пренебрегают), является подготовка шва. При подготовке деталей из алюминиевых сплавов под сварку профилируют свариваемые кромки, удаляют поверхностные загрязнения и окислы. Обезжиривание и удаление поверхностных загрязнений осуществляют с помощью органических растворителей (обычны уайтспирит). Удаление поверхностной окисной пленки является наиболее ответственной операцией подготовки деталей. При этом в основном удаляют старую пленку окислов, содержащую значительное количество адсорбированной влаги.
Окисную пленку можно удалять с помощью металлических щеток. После зачистки кромки вновь обезжиривают растворителем. При этом, нельзя подготовить и отложить на завтра, продолжительность хранения деталей перед сваркой после зачистки 2—3 ч. При сварке деталей из сплавов алюминия, содержащих магний повышенной концентрации (например, сплава АМгб), перед сваркой кромки деталей и особенно их торцовые поверхности необходимо зачищать шабером. Применение при аргонодуговой сварке флюсов, наносимых на торцовые поверхности перед сваркой в виде дисперсной взвеси фторидов в спирте, также способствует уменьшению количества окисных включений в металле шва.
Соединение
При сварке плавлением алюминиевых сплавов наиболее рациональным типом соединений являются стыковые, выполнить которые можно любыми способами сварки. Для устранения окисных включений в металле швов применяют подкладки с канавкой или разделку кромок с обратной стороны шва, что в некоторых случаях обеспечивает удаление окисных включений из стыка в формирующую канавку или в разделку. При разделке кромок угол их раскрытия ограничивают с целью уменьшения объема наплавленного металла в соединении и как следствие — вероятности образования дефектов. Площади сечения деталей в зоне соединения делают приблизительно одинаковыми.
Присадки
Улучшение кристаллической структуры металла швов при сварке алюминия и некоторых его сплавов достигается модифицированием в процессе сварки. Поэтому при сварке используют присадки (цирконий, титан, бериллий). Введение этих элементов в небольших количествах позволяет улучшить кристаллическую структуру металла швов и снизить их склонность к трещинообразованию.
При выборе присадочного металла учитывают возможность появления в структуре металла швов различных химических соединений. При сварке сплавов алюминия, содержащих магний, с применением присадочной проволоки, содержащей кремний, в металле швов и особенно в зоне сплавления появляются иглообразные выделения Mg2Si, снижающие пластические свойства сварных соединений. Неблагоприятно влияют на свойства соединений из сплавов системы Аl—Mg ничтожно малые добавки натрия, которые могут попадать в металл шва через флюсы.
Самое интересное. Дуговая сварку в среде защитных газов ("Варю аргоном")
Самый массовый и «бытовой» вариант для сварки алюминия и его сплавов. В качестве защитного газа применяют аргон чистотой не менее 99,9% (по ГОСТ 10157-79) или смесь аргона с гелием. С вероятностью 99% вам предложат варить именно так. Если предложат варить электродами вручную, это стопроцентный win и премия Дарвина для ваших дисков. А заводские методы Вам скорее всего будут недоступны.
Основным преимуществом процесса является высокая устойчивость горения дуги. Благодаря этому процесс используется при сварке тонких листов. При ручной сварке горелку перемещают с наклоном «углом вперед». Угол наклона горелки к плоской поверхности детали около 60°. Присадочная проволока подается под возможно меньшим углом к плоской поверхности детали. При механизированной или автоматической сварке неплавящимся электродом горелка располагается под прямым углом к поверхности детали, а присадочная проволока подается таким образом, чтобы конец проволоки опирался на край сварочной ванны, скорость подачи меняется от 4—6 до 30—40 м/ч в зависимости от толщины материала.
Что мы можем получить после сварки?
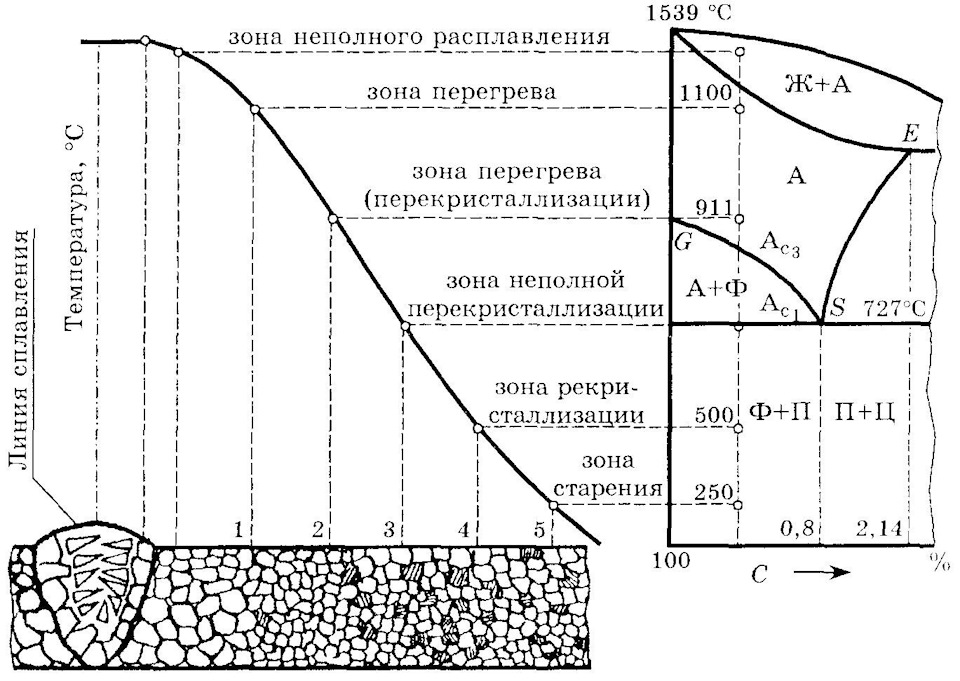
Представим, что были соблюдены все рекомендации, мастер был трезв, Луна была в зените, а Марс сошелся с юпитером. То есть, в лабораторных условиях, при соблюдении всех тонкостей процесса (автоматизация, зачистка, обезжиривание, профессионализм сварщика, 100% соответствие режима сварки – свариваемому материалу, присадки и т.д., и т.п.) предел прочности образцов, сваренных шовной сваркой, зависит от толщины металла и, например, для сплава AMг6 составляет в среднем 80% предела прочности на растяжение основного металла. Это при условии, что Ваш автомобиль в этих дисках стоит на месте и ничего не происходит. Не забывайте, что у вас уже не цельный диск, а «составной», с которым надо обходиться уже по-другому. Простой пример — наступает лето, и Вы соскучились по покатушкам. Смотрим на график ниже
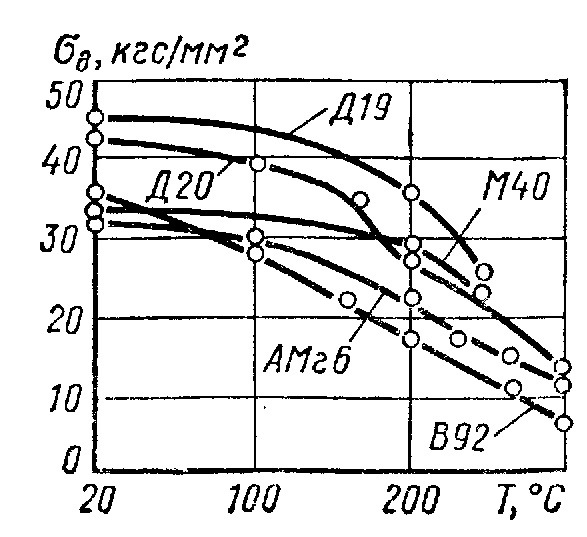
Нас интересует начальный участок кривой В92 (например, как самой показательной). Тут можно легко оценить потери прочности при нагреве всего до 100 градусов, которые легко достигнуть при активной езде летом.
Вот например видео (длительность — 1 минута)
Или вот такой вариант (длительность — 30 сек)
Вместо 343 МПа (~35 кгс/мм2) вы получите 274 МПа (~28 кгс/мм2). Потери – больше 20%! Ну, конечно, скажет пытливый читатель, а почему именно эта кривая? А вы точно знаете из какого именно сплава сделаны Ваши диски?
А у меня никогда не бывает 100 градусов ! А что, на 10% потерь вы согласитесь со спокойной душой?
В сухом остатке
Механические свойства сварных соединений из алюминиевых сплавов зависят от массы входящей информации — технологии их получения, состояния материала до сварки, обработки после сварки, всем этим, Вы не обладает в полной мере.
Важно понимать, что в сварных конструкциях, которые проектируются с учетом характеристик прочности сварных соединений в основном используют полуфабрикаты из деформируемых сплавов – у них микроструктура и хим. состав более-менее приспособлены к сварке и природная прочность материала (а также распределение нагрузок) компенсирует ослабление в местах сварки. А большинство ремонтирующихся в гаражах дисков – литые с неизвестной историей. Я глубоко сомневаюсь, что Вам делали, или обещают сделать именно хотя бы приблизительно так как описано выше (или даже лучше, по авторской методике), глубоко погружаясь именно в Вашу конкретную задачу. Скорее всего вы просто очередной клиент с деньгами…
Вспомните начало статьи, про Т-34, там люди работали с известными материалами, по известным режимам, на автоматизированном оборудовании и даже так – косячили. Думаете что-то кардинально изменилось? Думаете, что именно ваш мастер высоко квалифицирован? Человеческий фактор — это основной фактор нестабильности качества, даже на производстве где есть контроль. Как вы сможете проконтролировать результат работы и её качество — рентген ? ультразвук ? на глазок ? на слово ?
Учитывая всё вышесказанное я бы оценил прочность сварного шва в ваших дисках как 30-50% от исходной. Ну, т.е. вы покупаете новые диски и смело снимаете с них 30-50% толщины, а затем сразу, едите наваливать на трек, смотреть на результат! Неудачные наезд зимой на бордюр или на что угодно при обгоне – может быть фатален.А если у вас еще и проставки установлены … уууу.
Помните, что:
1) У вас обязательно, как бы вы ни старались произойдет изменение кристаллической структуры в области сварки и как следствие – ухудшение механических свойств. Они будут неоднородны по всему диску. Улучшит ли это ваш диск ?
2) Место сварки потенциально будет менее пластично (более хрупко) и менее прочно. Это концентратор напряжений. В отдельных случаях, прочность сварного шва может достигать прочности основного материала. Будет ли это в вашем случае ?
3) При сварке дисков КРАЙНЕ важна квалификация сварщика и оснащенность конторы, и максимум что вы сможете достигнуть это 80-90% процентов от свойств основного материала, но это только в теории. Вам проводят контроль качества или Вы верите на слово ?
4) Как бы на первый взгляд хорошо не выглядела сварка, диск всё равно поведёт (и вы никак это не сможете проверить) что может отразиться и на балансировке колес и управляемости автомобиля в целом.
На сладкое — при действии знакопеременных нагрузок прочность соединений относительно невелика. Например, напряжения в листе при усталостном разрушении точечной сварки составляет всего 20 МПа. Для сравнения, у эпоксидной смолы этот показатель 20-90 МПа, т.е. в теории, эффект будет тот же, что и просто склеить поксиполом или моментом.
Так что, если вы владелец автомобиля с ватным диваном вместо подвески, и у вас маленькая трещина вдоль обода, то вполне возможно вам то всё равно, но, если вы владелец турбовой зажигалки, с жесткой подвеской и вдруг решили сэкономить на дисках, купив отремонтированные, то, пожалуйста, не выезжайте на общественные дороги.
P.S Кратикий ликбез почему тут появляются странные комментарии — находится по этой ссылке.
P.P.S. Не вошедший в статью доп. материал по теме есть еще в блоге. Большое спасибо тем, кто держится конструктива, делиться этим материалом со своими подписчиками и комментирует.
Напоминаю про одно из основных правил drive2 — "Материться и переходить на личности категорически запрещено".
Абразивы, которыми я пользуюсь.

Всем привет!
Меня как то упрекнули в том, что я использую материалы и приемы работы, о которых "простой смертный" и знать то не должен. Дескать это удел профи, а не гаражных умельцев. Я категорически не согласен с такими вот утверждениями и считаю, что любой человек, имеющий доступ к интернету может и должен быть в курсе положения дел в тех сферах, которые ему интересны.
Тем не менее, я решил сгруппировать в одном месте информацию о том минимуме материалов и сопутствующих приспособлений, которые просто необходимы при кузовном ремонте. Я пока не говорю о малярке, речь пойдет только и исключительно о жестянке.
Итак, какими именно абразивами и инструментом я пользуюсь при работе над Ведерком и почему.
0. Я стараюсь использовать абразивные материалы 3М — крайне высокое качество, зверская эффективность и ресурс при немалой цене. Однако, расход материала настолько незначительный, что на цену можно попросту забить. Поэтому 3М.
1. Прежде всего — адаптеры. Нужны они для присоединения расходных материалов с креплением Ролок (Roloc) к инструменту. Я использую адаптер диаметром 75мм и резьбой М14 для болгарки и шпиндельный адаптер для дрели. Выглядят они так:


Пу сути, это основные вложения средств при старте работы с 3М — стоят каждый примерно по 800руб, однако покупаются один раз на всю жизнь.
2. Зачистные диски для болгарки, диаметром 75мм:
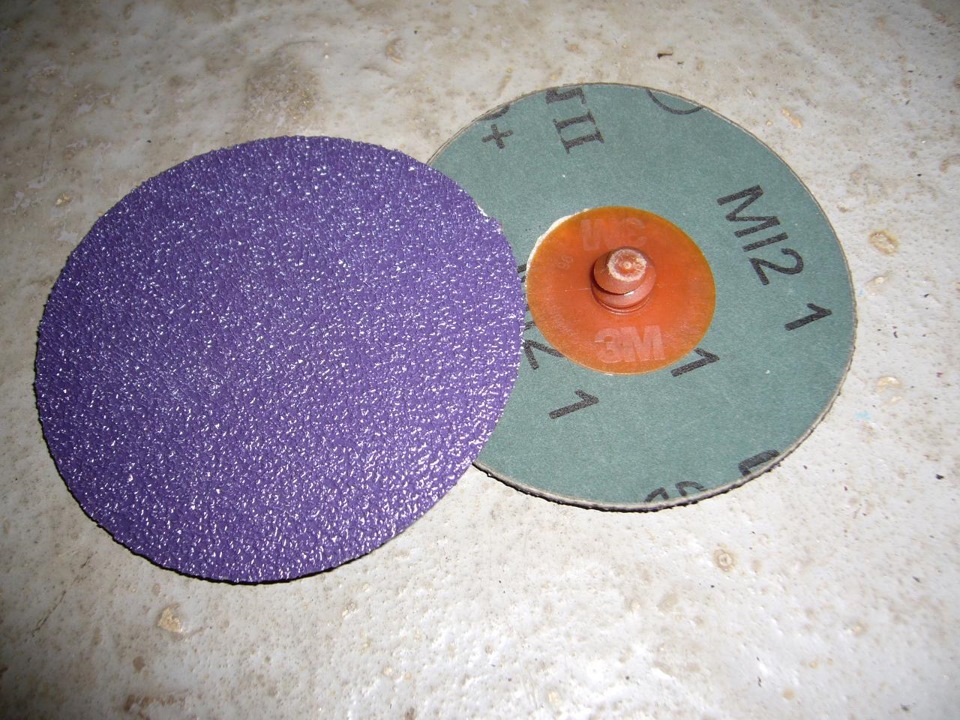
Бывают всякоразные для работы по разным материалам, при этом абразив для нержавейки, цветмета и стали разный. Зернистость, понятное дело, бывает сильно разная, под задачи. Мой интерес к ним это зачистка сварочных швов, поэтому зернистость 60+. На фото новейшие диски с абразивом "Кубитрон 2" — крайне агрессивно режут и примерно втрое более износостойкие, чем "обычные" диски.
Стоимость — порядка 80руб/шт.
3. Зачистные круги Scotch Brite для болгарки, диаметром 75мм:

Основное назначение — снятие краски и других покрытий. Эффективность — зверская, с проволочными щетками сравнивать просто глупо. Антигравий и защитные покрытия с днища сдирают просто играючись, без применения силы и насилия над иснтрументом. Металл трут очень слабо, практически лишь едва царапают — прекрасно подходят для финишной зачистки областей сварки, где не должно быть видно ремонта.
Стоимость — около 100руб/шт.
4. Зачистной диск Scotch Brite для дрели. Диаметр 100мм, толщина 13мм, может принимать форму сложных поверхностей (типа внутреннего угла у уголка):


Применение тоже самое — зачистка краски и антигравия. Износостойкость при правильном применении очень высокая — на всю подкапотку Ведерка ушел один диск.
Стоимость — 650руб/шт.
Вот этим вот нехитрым набором можно закрыть для себя вопросы зачистки при авторемонте практически полностью. Единственный нюанс — Скотчбрайты портятся от контакта с так любимым нашими колхозниками битумом. Оно и понятно — битум на машины специально уже лет 50 никто в здравом уме не льет :)
Номера материалов и адаптеров можно легко найти самостоятельно в каталоге 3М, важно знать что искать.
Надеюсь, обзор покажется полезным!
Пока!
Грамотный ремонт легкосплавного диска(ТИГ сварка)

Место ремонта зачищается во всех плоскостях…
И обезжиривается, если это необходимо.

После наносится пенетрант(комплект контроля проникающим методом. ПВК)

ждем не более 5 мин и удаляем излишки пенетранта…

Берем второй баллончик из комплекта и наносим проявитель…

ждем его полного подсыхания…

И видим как раскрывается деффект(который раньше трудно было заметить)…

Через 7-10 мин, пенетрант проявляется полностью на поверхности проявителя и становится возможным понять характер и направление дефекта.

Распиливаем диск строго по дефекту, прибавив около 10-15мм к длине пила…

После этого удаляем следы от капиллярного контроля и приступаем к сварке…
Начинаем со внутренней стороны диска, от спиц к ободу(для того чтобы не накапливались усадочные напряжения). Делаем подкладной св.шов, предварительно можно "пройтись" дугой по разделанным кромкам диска, дабы избежать попадания возможных дефектов в основной металл…

Переворачиваем диск и снова зачищаем, но уже новый шов…


После того, как все зачистили и удалили следы окислов, БЕЗ присадки, те дугой "размешиваем" — одну стенку разделки с другой и подкладочным швом…

Далее начинаем заполнять уже "бывшую" разделку по толщине…


Получаем шов такого вида…

И снова переворачиваем диск для зачистки места посадки покрышки…


После этого собираем покрышку, накачиваем до 4-5бар и еще раз смотрим на "травит/не травит" — в месте соприкосновения "резина-диск"
Всем спасибо, за внимание!
На этом урок по качественному ремонту алюминиевого диска окончен!
Я всегда могу вам помочь со сваркой в среде аргона. Аргонодуговая сварка в Истре и Дурыкино
Наша страница на DRIVE2:


26 марта 2015 Метки: ремонт катализатора , замена катализатора на пламегаситель , обманка лямбды , установка обманки лямбды , выбить катализатор , сварка алюминия в истре и дурыкино
Комментарии 21
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Привет. Хорошая работа, приятно смотреть.
Подскажи, какой аппарат лучше взять для восстановления дисков, у меня свой шиномонтаж.

Дело не в аппарате, дело в руках аргонщика. А аппарат можно взять самый китайский.
Фибровые круги для угловых шлифмашин.
Идеальные круги для зачистки сварных швов на плоскости.

Сегодня существует очень много способов зачистить сварной шов, очень много разных кругов для этого:
И одними из самых производительных сегодня являются круги на фибровой основе, или просто фибровые круги.

Фибровый круг представляет собой круг из вулканизированной фибры с нанесенным на него клеем или смолой и абразивным зерном.
Сама фибра, по большому счету это плотный прессованный картон, пропитанный специальным составом. Вот как он выглядит с обратной стороны.
Фибра является плотной основой, что позволяет ей выдерживать высокое давление, оказываемое на нее оператором. Но такой круг не используется самостоятельно, а вместе со специальной подложкой — опорной тарелкой.
Круг прижимается к опорной тарелке и УШМ с помощью специальной гайки, которая идет в комплекте с оправкой.


Оправки существуют нескольких видов. Они отличаются формой рабочей поверхности и жесткостью.

Опорные тарелки для фибровых кругов Gtool
Например, для кругов мелкой зернистости Р80 или Р120 часто используются мягкие или средней жесткости опорные тарелки с плоской рабочей частью.

Это позволяет всей конструкции немного подгибаться, и соблюдать форму обрабатываемой поверхности. Это особенно удобно при обработке профильных изделий из нержавеющей стали.

Зачистка сварного шва фибровым кругом VSM 885 P120
И напротив, для кругов с грубым абразивным зерном Р20-Р40 используются жесткие опорные тарелки, с жесткими узкими ребрами.
Жесткость позволяет оказать очень большое давление на абразивное зерно, чтобы увеличить агрессивность обработки, а ребра позволяют ещё усилить это давление.

Помимо этого, расстояние между ребрами позволяет улучшить охлаждение тарелки и круга за счет проходящего воздуха.
Некоторые оправки обладают еще некоторыми особенностями. Например опорная тарелка 3M™. Она выполнена из термостойкого материала полиамида. Благодаря чему выдерживает более высокие температуры и нашла свое широкое применение при обработке титана, где обычные тарелки попросту не выдерживают нагрева.

3M™ Оправка для Фибровых Кругов, 125 мм х 22 мм, Ребристая, M14 и 5/8
Каждая опорная тарелка имеет стальной фланец в основании, поэтому вы можете смело использовать УШМ без нижнего фланца. Это позволит притянуть тарелку с кругом к УШМ на большее количество витков резьбы, и сделать эту посадку ниже.

Поэтому вы сможете подобрать идеальную подложку для каждой задачи, главное знать задачу.
Что насчет самих кругов? Как правильно его выбрать?
Главная рабочая часть фибрового круга — это абразивное зерно, нанесенное на его поверхность.

Фибровые круги Gtool
На сегодняшний день самыми распространенными являются круги со следующими абразивами:
Цирконат алюминия.
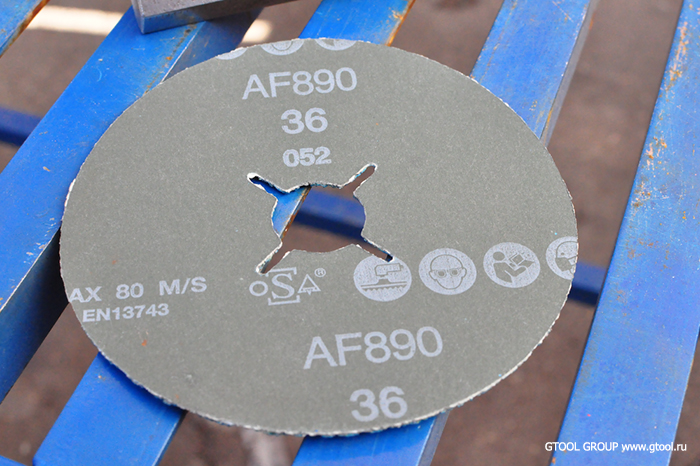
Фибровый круг диаметр 125мм, зерно P36 Deerfos.
Это недорогие круги, с высококачественным цирконатом алюминия. Они прекрасно справляются с зачисткой небольших сварных швов на углеродистых сталях, и в некоторых случаях на нержавеющей стали. Так же такие круги хорошо работают по металлу с окалиной, где более твердый абразив работает медленнее. Например такими кругами зачищают швы или кромки на изделиях покрытых цинком.
Керамическое зерно.

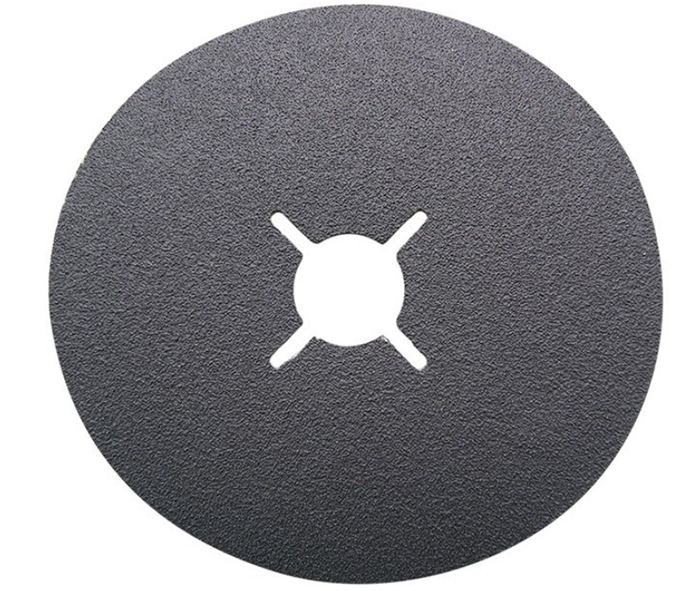
Фибровый круг VSM XF885 Сeramic Plus, зерно Р20
Круги с керамическим зерном наиболее агрессивные из существующих и как правило обладают более высоким ресурсом.
Керамическое зерно может быть нескольких видов.
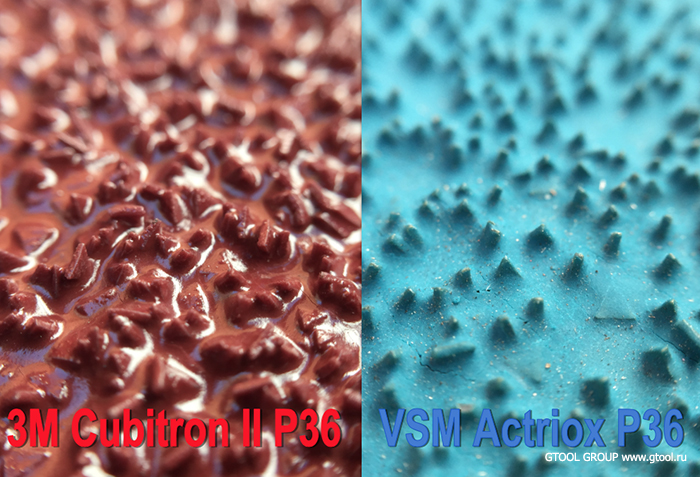
Например зерно точной формы 3M™ Cubitron™ II.

Такие круги обеспечивают очень большой съем металла при правильном использовании. Применяются чаще всего для грубых задач — удаление сварного шва, снятие фаски и так далее.
Стандартное керамическое зерно, например VSM XF885
Такие круги обладают высокой производительностью и ресурсом.
Грубые зерна Р20 — Р60 прекрасно показывают себя в работе по обычным сталям. А мелкие зерна Р80–120 сегодня являются одними из самых популярных продуктов среди людей, обрабатывающих нержавеющую сталь.
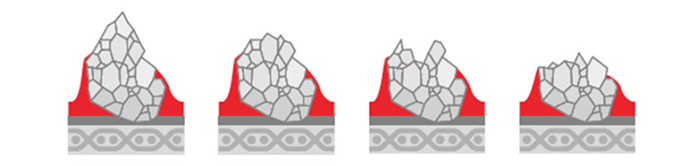
Кроме того, фибровые круги могут отличаться типом насыпки абразивного зерна. Она может быть открытой или закрытой.
Более редкая открытая насыпка позволяет получать меньше нагрева металла и часто применяется для обработки нержавеющей стали.
Закрытая насыпка обеспечивает более высокую скорость резания с большим образованием тепла. И применяется для обработки углеродистых сталей. Такое разделение сегодня встречается у продуктов 3М Cubitron II и в новом продукте Actirox от VSM.
Насыпка зерна в разных фибровых кругах.
Какие задачи можно выполнять фибровыми кругами?
Самая главная задача, для которой этот круг идеален это
Зачистка сварного шва на плоскости.

Конструкция самого круга и опорной тарелки такова, что при обработке сварного шва на плоскости круг стремится выдерживать плоскость прилегающую к сварному шву. То есть он не делает зарезов, какие можно получить при работе шлифовальным или лепестковым кругом.

Такое применение актуально для углеродистых сталей, и особенно для нержавеющих сталей, где требуется красивая декоративная шлифовка и важно оставить плоскость идеально ровной.
После зачистки фибровым кругом 885 Р120.
Снятие фаски.
За счет высокой агрессивности фибровые круги в крупных зернах очень быстро снимают металл к кромок листа. А опорная тарелка позволяет сделать эту фаску ровной и прямой.

Снятие фаски фибровым кругом на плоскости.
И так же удобно применить их для снятия фаски на торцах труб.
Снятие фаски фибровым кругом с трубы.
С таким же успехом фибровый круг справляется с гратом после лазерной резки или со сварочными брызгами. С его помощью вы может выровнять и всю прилегающую к сварочному шву поверхность.

Зачистка шва и сварочных брызг фибровым кругом
Фибровые круги при работе значительно менее шумные, чем зачистной круг. Работать им существенно комфортнее из-за низкого уровня вибраций.
А производительность часто превосходит зачистные круги и КЛТ.
Самая главная особенность фибрового круга в том, что им нельзя работать торцом, а только рабочей плоскостью.

Как видите, фибровые круги превосходный абразивный инструмент. Они позволят ускорить и упростить выполнение уже существующих задач, или стать прекрасным дополнением к вашему набору инструментов.
Читайте также: