Для печати на металле
Обновлено: 21.09.2024
Технология металлографики "GEDACOLOR" - нанесение изображения на анодированный алюминий с молекулярным внедрением краски в верхний слой металла. Позволяет получить на анодированном алюминии практически любое черно-белое или цветное изображение высокой устойчивости.
Физико-химические основы технологии металлографики "GEDACOLOR"
Анодирование алюминия
Анодирование (анодное оксидирование) - гальванический процесс, в результате которого на поверхности алюминия образуется слой оксида алюминия. Анодирование позволяет получать прозрачные пористые оксидные пленки с высокой твердостью и износостойкостью.
Пористая структура незакрепленного анодированного слоя обладает высокой способностью к адсорбции красок, жиров, масел и других веществ. Поэтому незащищенный оксидный слой чувствителен, например, к отпечаткам пальцев на поверхности.
Существуют различные способы окрашивания анодированного слоя. Погружение анодированной пластины в раствор красителя приводит к интенсивной окраске пластины со всех сторон. Для этого используются водные либо органические растворы красителей. Молекулы красителя при этом должны быть меньше размеров пор анодированного слоя. Средний диаметр пор анодированного слоя составляет 0.075 микрон. Поскольку диаметр молекул белого красителя превышает размер пор, окраска в белый цвет не представляется возможной. То же относится к любым сочетаниям белого красителя с другими цветами.
Для окрашивания анодированного слоя в соответствии с заданным рисунком существует несколько хорошо отработанных методов. Самые распространенные - фотомеханическая и трафаретная печать. В этих процессах применяют специальные красители на основе органических растворителей, обладающие большой стойкостью и хорошей проникающей способностью.
Анодированный, но не закрепленный поверхностный слой обладает высокой адсорбционной способностью. Однако эта способность быстро утрачивается при контакте с влажным воздухом, в результате которого образуется гидрат окиси алюминия.
В предлагаемой технологии разработан метод защиты поверхностного слоя, позволяющий сохранить адсорбционные свойства поверхности в течение нескольких лет.
Металлографика "GEDACOLOR": Закрепление
Закрепление - процесс, в течение которого анодированный слой конвертируется в гидрат оксида алюминия. При этом поры закрываются, и краситель изолируется от внешней среды и становится недоступным для растворителей и других химических агентов. Правильно анодированный и закрепленный оксидный слой также является очень устойчивым к истиранию и атмосферным воздействиям.
Как просто и быстро получить высококачественное полноцветное изображение на металле? Представляем новую технологию:
GEDACOLOR DIGITAL
Цифровая печать на металле и любой ровной поверхности
Параметры:
Формат запечатываемой поверхности – 329х483 мм
Разрешение – 5760х1440 dpi
Скорость печати – 60 сек.
Высота запечатываемых предметов 11,5 см
Интерфейс – USB 2.0
Операционная система – Windows 2000, XP, Vista
Размеры – 64х106х46 см

Преимущества:
Система металлографики GEDAKOP (фотомеханическая печать)
Простая технология изготовления черно-белых или цветных анодированных алюминиевых панелей. Специальная краска GEDACOLOR проникает в поры слоя оксида алюминия на поверхности пластины. После варки поры закрываются и краска оказывается запечатанной в оксидном слое. Идеальна для штучных работ и небольших тиражей.
Вывод изображения на полиграфическую пленку (напр. для офсетной печати), либо на пленку на струйном или лазерном принтере с разрешением 600 dpi
Изображение копируется с пленки на покрытую светочувствительным слоем алюминиевую пластину, используя УФ-экспонирующее устройство (например копировальную раму или УФ-засветку, которые применяются в полиграфии, шелкографии, тампопечати).
ВНИМАНИЕ! Анодированные панели GEDAKOP чувствительны к УФ излучению и не должны находиться под прямым или непрямым воздействием солнечных лучей (напр. из окна). При этом они нечувствительны к обычному комнатному освещению. Изображения на пленке должно находиться в непосредственном контакте с фотослоем на пластине. Может быть использовано любое УФ-экспонирующее устройство, предпочтительно с вакуумным прижимом. Время экспозиции составляет 1-2 мин в зависимости от типа устройства.
Экспонированное изображение проявляется под струей проточной воды до тех пор, пока изображение не станет отчетливым (покажется чистая алюминиевая поверхность).
После проявки проточной водой необходимо дать воде стечь, затем промокнуть поверхность промокательной бумагой или мягкой салфеткой. Окончательная сушка производится под струей теплого воздуха (напр. феном). После сушки фотослой проверяется на отсутствие царапин и сквозных точек. При наличии таковых они замазываются корректором (корректурным лаком). Перед окраской он также должен быть полностью высушен.
Экспонированные участки окрашиваются с использованием специальных фотокраскок GEDACOLOR. Для нанесения используйте мягкий тампон или кисть. Используйте достаточное количество краски, так как она взаимодействует с защитным слоем на поверхности металла. Краска наносится мягкими круговыми движениями. На больших поверхностях краска должна наноситься повторно для получения равномерного окрашивания. Излишки краски удаляются сухим тампоном или мягкой салфеткой.
Окрашенная панель очищается от остатков фотослоя с помощью ГЕДА-СТРИППЕРА (смывка эмульсии). После очистки пластина промывается проточной водой.
Для закрытия пор на анодированной поверхности, пластины помещаются в термованну с водой при температуре 95-98 градусов на 40 минут. Этот процесс герметично закупоривает молекулы краски внутри анодированного слоя. Теперь панель становится устойчивой к атмосферным воздействиям, растворителям и механическому истиранию Окончательная очистка производится с помощью нетоксичного ГЕДА-БИО-КЛИНЕРА или обычного нитрорастворителя.
Система металлографики GEDALU (трафаретная печать на материалах GEDACOLOR)
Технология GEDALU предназначена для изготовления больших тиражей черно-белых или цветных изображений на алюминиевых пластинах. Специальная краска GEDACOLOR проникает в поры слоя оксида алюминия на поверхности пластины. После варки поры закрываются и краска оказывается запечатанной в оксидном слое.
Изготовление шелкотрафарета с размером ячейки 100 - 140 меш.
Краска наносится шелкотрафаретным способом.
При комнатной температуре время сушки составляет около 2 часов. При использовании сушильной камеры необходимо перед сушкой выдержать окрашенные пластины при комнатной температуре не менее часа, чтобы краска могла впитаться в поры анодированного алюминия.
Для закрытия пор на анодированной поверхности, пластины помещаются в термованну с водой при температуре 95-98 градусов на 40 минут. Этот процесс герметично закупоривает молекулы краски внутри анодированного слоя. Теперь панель становится устойчивой к атмосферным воздействиям, растворителям и механическому истиранию.
Окончательная очистка производится с помощью нетоксичного ГЕДА-БИО-КЛИНЕРА или обычного нитрорастворителя.
10 способов печати на металле

Первой печатью по металлу была гравировка. Появление гравюры датировано XVI веком. Это была художественная роспись часов, оружия, украшений. Тогда же гравировку начали использовать в печатном деле — при изготовлении пластин для переноса шрифта на бумагу.
Сфера применения
Надписи по металлу можно встретить где угодно: двери кабинета руководства, коробка парфюма, информационная табличка. Жесткая фактура и устойчивость рисунка оценены там, где бумажный носитель быстро потеряет свой вид. А еще металл всегда выглядит презентабельно, солидно. Диплом, напечатанный на золотистом или серебристом листе, будет радовать глаз и подчеркивать статус обладателя.

Изображения на металле получаются яркими и реалистичными
В каких еще сферах востребована печать по металлу:
- Производство техники, автомобилей, эксклюзивной косметики и парфюмерии в качестве элементов конструкции и информационных табличек. Металлические шильды содержат основные данные о товаре.
- Рекламная индустрия, а конкретнее — наружная реклама. Железная основа под информационный щит обеспечит надежность и долговечность конструкции.
- Бизнес-сегмент. Металлические бейджи более устойчивы к истиранию, чем даже заламинированные бумажные, а алюминиевые информационные таблички и указатели на дверях офисов гармонично дополняют интерьер.
- Изготовление наградной продукции. Грамоты, дипломы, сертификаты переносят на металл и оформляют в красивую рамку — такой предмет станет не только подтверждением высоких заслуг, но и украшением рабочего кабинета.
- Дизайн интерьеров. Декораторы успешно используют металлические элементы оформления интерьеров столовых, кухонь, гостиных. На листах отпечатывают фотографии или тематические изображения, которые соответствуют общей концепции.
- Мебельное производство. Листы металла с нанесенными изображениями украшают предметы мебели, двери, фасады гарнитуров, корпусы осветительных приборов.
- Декорирование металлических предметов: шкатулок, линеек, значков, флешек, брелоков.

Интерьерная печать на металле — удачный дизайнерский эксперимент
10 технологий печати на металле
Рассмотрим самые популярные техники нанесения изображений на металлическую поверхность.
УФ-печать
Печать ультрафиолетовыми красками — единственная технология, при которой чернила запекаются на поверхности, гарантируя высокую стойкость к истиранию рисунка. Процесс не отличается от нанесения изображения на любой другой носитель — будь то бумага, картон или ткань. Используется широкоформатный УФ-принтер планшетного типа. Возможна работа с разными поверхностями: радиаторами отопления, жалюзи, гаджетами, экранами каминов.

УФ-печать применяется для изготовления металлических визиток
Гравертон
Полноцветная печать на пластинах из анодированного алюминия. Применяется техника термопереноса с помощью промежуточного носителя — обычной бумаги плотностью 80 г/м². Секрет в специальных чернилах, которые закрепляются на металлической поверхности. Недостаток технологии — использование отпечатков только в помещениях, так как рисунок не отличается высокой стойкостью. Подвид технологии — мастертон. Разница между ними в составе чернил.
Сублимация
Для переноса изображения нужно специальное покрытие носителя в виде тонкой пленки из сублимационного лака. Существует два вида этой технологии:
- струйная — позволяет получать оттиск высокого разрешения (300 dpi), используется струйный принтер, сублимационная бумага и сублимационные чернила;
- лазерная — для печати на специальной бумаге используется лазерный принтер, можно наносить изображения на золотистые, серебристые, матовые и глянцевые листы металла.
Недостатки способа: со временем изображение бледнеет, выгорает от солнца. Поэтому нужно беречь изделие от прямых солнечных лучей.

Сублимация на металлической подставке под статуэтку
Гравировка
Известны четыре разновидности гравировки:
- ручная — используются штихели разного размера или бормашина, получается высококачественный рисунок, но важна квалификация мастера;
- химическая — травление металла с помощью едкого натра, азотной или соляной кислоты, хлорного железа, перед нанесением рисунка поверхность обрабатывается спиртовым лаком;
- механическая — классическая техника с использованием гравировального станка, плюсы — можно делать выпуклые и впуклые рисунки, минусы — длительность процедуры.
- лазерная — современный, дешевый, быстрый, высокоточный способ нанесения рисунков на металл путем выжигания поверхности, минус — недолговечность изображения.

Лазерная гравировка на магнитных бейджах
Термотрансфер
Это печать на металлических предметах с помощью переноса изображений, нанесенных пластизолевыми красками. Для закрепления на поверхности нужен термопресс, рабочая температура — около 190 градусов. Время закрепления — до 90 секунд. Плюс технологии — яркое, объемное и фактурное изображение, минус — истираемость.
Алюмаджет
Другое название — металлофото. Это способ получения износоустойчивой надписи или картинки на пластинах из анодированного алюминия. После нанесения рисунок ламинируется или покрывается специальным акриловым лаком.
Металлографика
Еще одно название технологии — фотомеханическая печать. Принцип заключается в воздействии специальных чернил на слой оксидной пленки, которой покрыты алюминиевые пластины. Чтобы закрепить рисунок, изделие помещают в химический раствор или наносят защитное покрытие. Плюс металлографики — четкость и яркость изображения в течение 5—7 лет. Причем ни атмосферные явления, ни агрессивные среды никак не влияют на качество картинки.

Металлографика на информационных табличках
Алюмамарк
Технология основана на применении углеродного лазера. Благодаря воздействию высокочастотной энергии металлическая поверхность чернеет, а поверхность остается гладкой. Алюмамарк применяется в изготовлении информационных табличек для наружного размещения, так как рисунок долго сохраняет свою четкость и яркость.
Тампопечать
Перенос рисунка происходит с помощью печатной формы и эластичного тампона. Последний окунается в чернила и соприкасается с печатными элементами, создавая изображение на металлической поверхности. Технологию используют в случае сложного рельефа обрабатываемой поверхности. Она справится там, где не подходит шелкография или сублимация. Недостатком тампопечати можно назвать малую рабочую площадь, соответственно — большие изображения не получатся.

Тампопечать на рельефном циферблате
Шелкография
В процессе задействованы специальные краски и трафаретная бумага. Можно использовать обычные разноцветные, металлизированные, флуоресцентные чернила. Недостаток технологии — необходимо, чтобы поверхность была ровной и гладкой, отсюда и ограниченность в плане применения этого способа. Чаще всего это наружная реклама, элементы оформления витрин и интерьеров, шильды для разной продукции.
3D-принтеры по металлу, технологии и стоимость

В этом подробном гиде мы рассмотрим основные принципы технологий 3D-печати металлами, расскажем о разнице между ними и приведем примеры применения. Прочитав эту статью, вы узнаете об их преимуществах и ограничениях. Читайте статью и смотрите видео о 3D-печати металлами.
Содержание
SLM & DMLS: в чем разница
Выборочное лазерное плавление (SLM) и прямое лазерное спекание металлов (DMLS) являются двумя процессами аддитивного производства, которые относятся к семейству трехмерной печати порошковым слоем. Эти две технологии имеют много общих черт: обе используют лазер для спекания или выборочного плавления частиц металлического порошка, связывая их вместе и создавая слои изделия, один за другим.
Различия между SLM и DMLS сводятся к основам процесса склеивания частиц (а также к патентам): в SLM лазер расплавляет металлический порошок, а в DMLS частицы порошка нагреваются меньше и спекаются между собой, не переходя в жидкую фазу.

Основное отличие DMLS от традиционных технологий производства металлических деталей в том, что DMLS-принтер создает объекты без остаточных внутренних напряжений, которые могут снижать качество металлических компонентов изготовленных литьем и штамповкой. Это важно для деталей производимых для автомобильной и аэрокосмической отрасли, так как они должны выдерживать высокие нагрузки.
В SLM лазер расплавляет каждый слой металлического порошка, и перепады температур могут приводить к возникновению внутренних напряжений в детали, что потенциально может сказаться на ее качестве, хоть и в меньшей степени чем, например, при литье. В этом вопросе преимущество SLM перед традиционными технологиями меньше, чем преимущество DMLS. С другой стороны, спеченные по технологии DMLS детали уступают в монолитности и запасе прочности деталям напечатанным по методу SLM.
Технологии похожи до степени смешения, как по принципу действия, так и по используемым техническим решениям, потому некоторые 3D-принтеры способны печатать по обеим методикам.
Обе технологии, SLM и DMLS, используются в промышленности для создания деталей для различных областей машиностроения. В этой статье мы используем термин «3D-печать металлами» для обозначения обоих процессов в целом, и описываем их основные механизмы, что поможет инженерам и дизайнерам в понимании преимуществ и ограничений технологии.
Расскажем и о других технологиях 3D-печати металлами, менее распространенных, таких как электронно-лучевое плавление (EBM) и ультразвуковое аддитивное производство (UAM).
Тем, кто начинает работать с 3D-принтерами, печатающими металлами, нужно ознакомиться с кратким пособием, чтобы избежать основных ошибок в проектировании 3D-печатных металлических конструкций и деталей из металла. Здесь мы делаем акцент на технологиях лазерной обработки металлического порошка — DMLS и DMLM.
Процесс печати SLM / DMLS:
Более подробно о методе SLM Вы можете прочитать в нашей статье.
Как работает 3D-печать металлами
Процессы изготовления деталей по технологиям SLM и DMLS очень схожи.
Основные этапы:
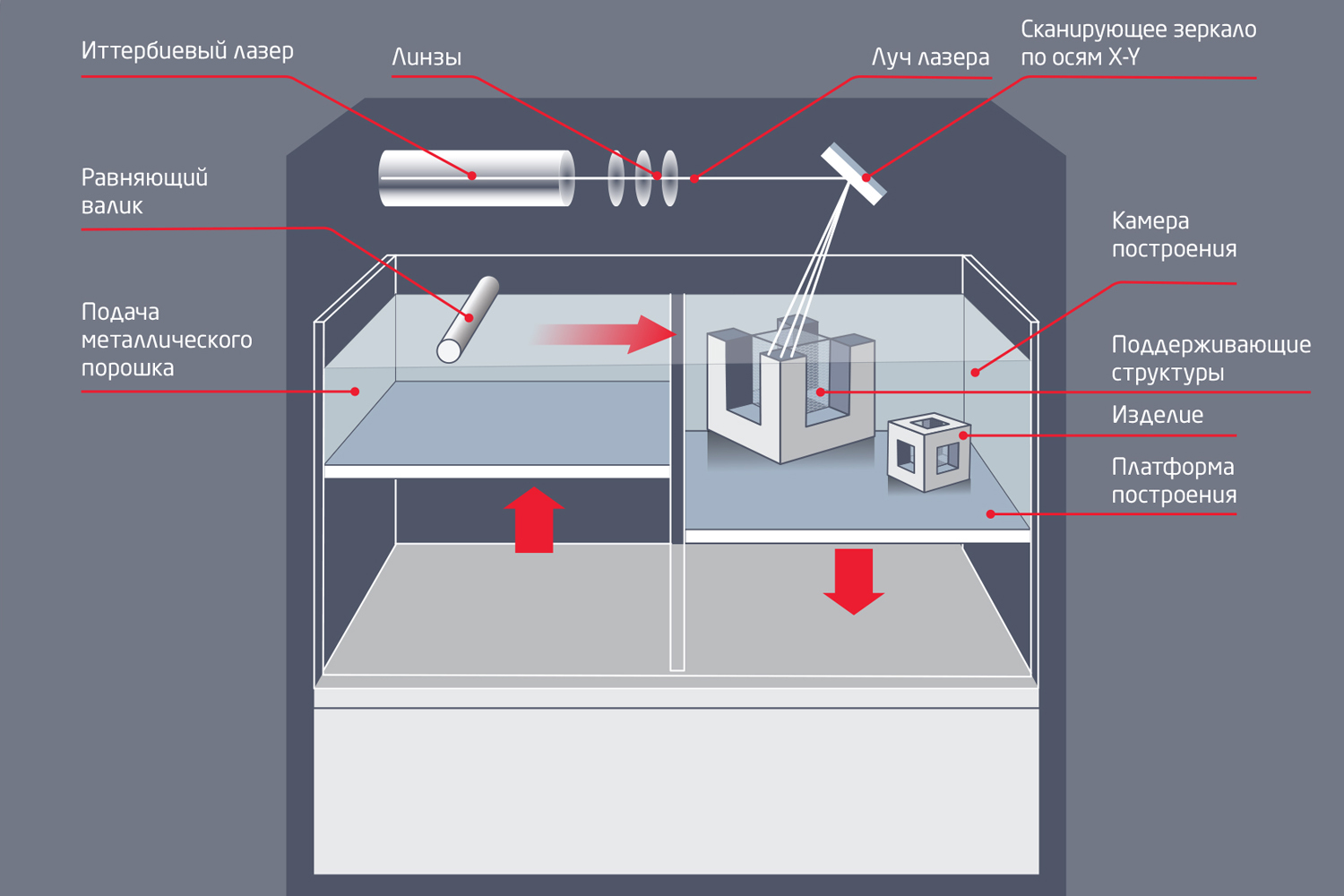
Камеру построения сначала заполняют инертным газом (например, аргоном) для минимизации окисления металлического порошка, а затем нагревают до оптимальной температуры производства.
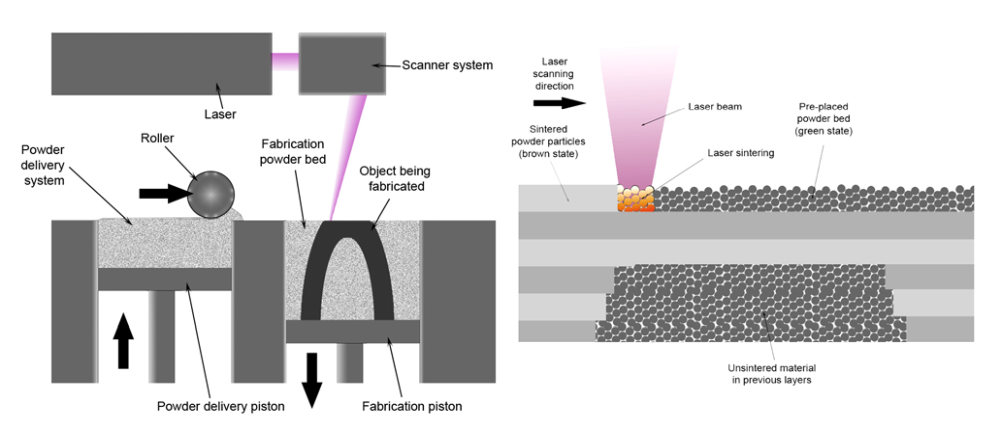
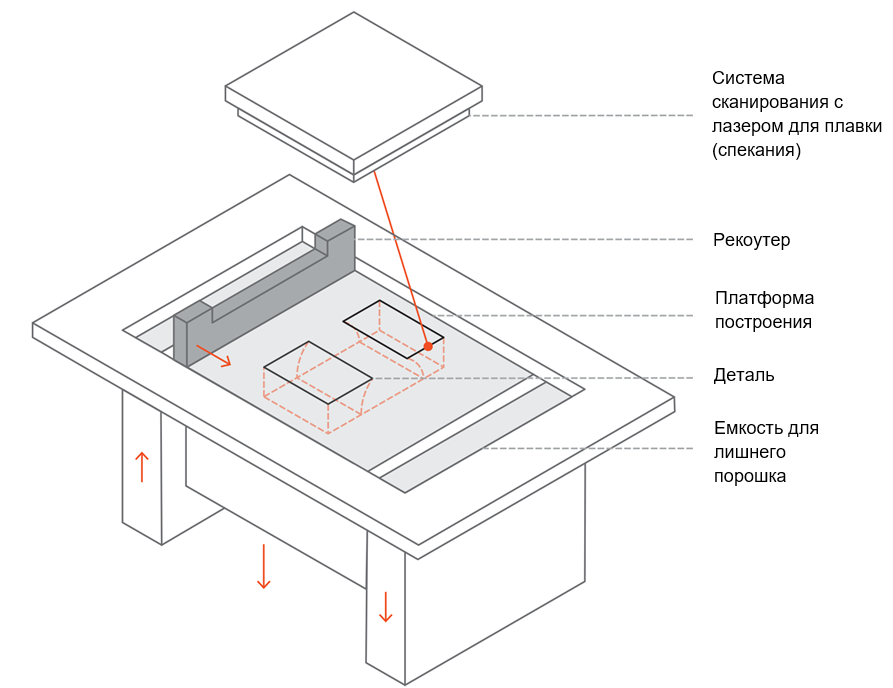
Тонкий слой металлического порошка распределяется по платформе построения, а высокомощный лазер сканирует поперечное сечение компонента, плавя или спекая вместе металлические частицы и создавая следующий слой. Вся область модели подвергается обработке, поэтому деталь сразу твердая.
После завершения формирования слоя, платформа построения опускается на толщину слоя и рекоутер наносит следующий слой порошка. Процесс повторяется до завершения всей детали.
Когда процесс печати завершается, детали полностью находятся в металлическом порошке. В отличие от процесса спекания полимерного порошкового слоя (такого как SLS), детали прикрепляются к платформе построения с помощью области поддержки. Области поддержки строятся с использованием того же материала, что и деталь, их необходимо использовать для избегания деформации и искажений, которые могут возникнуть из-за высоких температур обработки.
Когда камера построения остывает до комнатной температуры, неизрасходованный порошок вручную удаляется, а детали обычно подвергаются дополнительной термической обработке для снятия остаточных напряжений, затем удаляют поддержки. Детали отделяются от платформы построения и готовы к использованию или последующей обработке.
Схема принтера SLM / DMLS:
Характеристики SLM & DMLS
Параметры принтера
В SLM и DMLS почти все параметры процесса устанавливаются производителем принтера. Высота слоя, используемого в 3D-печати металлами, колеблется обычно от 20 до 50 микрон и зависит от свойств материала.
Стандартная область 3D-печати металлами варьируется около 250 x 150 x 150 мм, доступны принтеры и с большей областью печати, около 500 x 280 x 360 мм. Точность размеров, которую может достичь 3D-принтер для печати металлами, составляет приблизительно ± 0,1 мм.
Металлический порошок в SLM и DMLS используются повторно: обычно менее 5% уходит в отходы. После каждой печати неиспользованный порошок собирают, просеивают и затем смешивают с новым материалом, до состава необходимого для следующей печати.
В отходы идут, в основном, поддержки.
Небольшое серийное производство рамы велосипеда с использованием SLM. Предоставлено: Renishaw и Empire Cycles.

Адгезия между слоями
Металлические детали, изготовленные методами SLM и DMLS, имеют почти изотропные механические и термические свойства. Они твердые, с очень небольшой внутренней пористостью (менее 0,2-0,5%).
Металлические 3D-печатные детали имеют более высокую прочность и твердость и часто более гибкие, чем детали, изготовленные традиционным способом. Однако они более склонны к усталости.
Например, посмотрите в таблице ниже на механические свойства 3D-печатного сплава AlSi10Mg EOS и литого сплава A360. Эти два материала имеют очень похожий химический состав, с высоким содержанием кремния и магния. 3D-печатные детали имеют превосходные механические свойства и более высокую твердость по сравнению с литым материалом.
Из-за гранулированной формы порошка, шероховатость поверхности (Ra) металлической 3D-печатной детали составляет примерно 6-10 мкм. Эта относительно высокая шероховатость поверхности может частично объяснить более низкую усталостную прочность сплава.
Сравнение механических свойств отдельных разновидностей 3D-печатных и литых деталей:
5 особенностей металлических порошков для 3D-печати
Одно из важных преимуществ технологии 3D-печати металлами – возможность создать изделие из практически любого сплава. Помимо стандартных металлов существует широкая номенклатура специальных сплавов – уникальных высокотехнологичных материалов, которые производятся под определенные задачи заказчика.
Наиболее прогрессивная и популярная из технологий 3D-печати металлами – селективное лазерное плавление (SLM/DMP). Она заключается в последовательном послойном сплавлении металлических порошков при помощи мощного излучения иттербиевого лазера.
Технология запатентована лидерами 3D-индустрии – компаниями SLM Solutions и 3D Systems. Металлические 3D-принтеры этих производителей, в зависимости от функциональных возможностей и решаемых задач, могут быть задействованы и как производственные машины для серийного изготовления, и как лабораторные установки с гибкими настройками и возможностью быстрой смены материалов для 3D-печати.
Оборудование:
SLM Solutions (SLM-технология): SLM 125, SLM 280, SLM 500, SLM 800;
3D Systems (DMP-технология): ProX DMP 100, ProX DMP 200, ProX DMP 300, ProX DMP 320, DMP 8500.
Основные преимущества 3D-печати металлами:
- высокие показатели плотности: в 1,5 раза выше, чем при литье;
- возможность создания миниатюрных и геометрически сложных объектов и других неповторимых форм в виде закрытых бионических структур;
- широкий выбор металлических сплавов, как стандартных, так и специальных;
- сокращение циклов производства и ускорение выхода готовой продукции.
- авиакосмическая индустрия;
- машиностроение; ;
- нефтегазовая отрасль;
- электроника;
- медицина;
- пищевая промышленность;
- исследования и экспериментальные работы в конструкторских бюро, научных и учебных центрах.
Виды металлов, применяемых в аддитивном производстве
Современные аддитивные технологии предполагают использование около двадцати протестированных и готовых к эксплуатации материалов, в их числе – инструментальные, нержавеющие, жароупорные сплавы, алюминиевые и титановые сплавы, медицинские кобальт-хром и титан.
Поскольку металлов очень много, и каждый из них обладает определенными свойствами, один металл можно заменить другим исходя из технологических задач. К примеру, если в технологической цепочке необходимо задействовать титановый сплав, то технолог сможет выбрать один из множества титановых сплавов с теми свойствами, которые нужны для производства конкретного изделия.
- Нержавеющие сплавы: 17-4PH, AISI 410, AISI 304L, AISI 316L, AISI 904L
В эту категорию входят сложнолегированные стали с содержанием хрома (не менее 12%). Оксид хрома образует на поверхности металла коррозионностойкую пленку, которая может разрушаться под воздействием механических повреждений или химических сред, но восстанавливается в результате реакции с кислородом. Нержавеющие сплавы применяются при производстве клапанов гидравлических прессов, арматуры крекинг-установок, пружин, сварной аппаратуры, работающей в агрессивных средах, и изделий, используемых при высоких температурах (+550…800°C). - Инструментальные сплавы: 1.2343, 1.2367, 1.2709
Основное предназначение инструментальных сплавов – изготовление различных видов инструментов (режущих, измерительных, штамповых и др.), вкладок в пресс-формы при горячем деформировании конструкционных сталей и цветных сплавов на крупносерийном производстве, пресс-форм для литья под давлением сплавов алюминия, цинка и магния. Эти сплавы содержат как минимум 0,7% углерода и обладают повышенной твердостью, износостойкостью, вязкостью, теплопроводностью и прокаливаемостью. - Никелевые сплавы: Inconel 625, Inconel 718
Никель обладает способностью растворять в себе многие другие металлы, сохраняя при этом пластичность, поэтому существует множество никелевых сплавов. Например, в соединении с хромом они широко применяются в авиационных двигателях, из них изготавливают рабочие и сопловые лопатки, диски ротора турбин, детали камеры сгорания и т.п. Наиболее жаропрочными являются литейные сложнолегированные сплавы на никелевой основе, которые выдерживают температуры до +1100°C в течение сотен и тысяч часов при высоких статических и динамических нагрузках. - Кобальт-хром: CoCr
CoCr представляет собой высококачественный кобальт-хромовый сплав для модельного литья, соответствующий современным техническим требованиям. Благодаря отличным механическим свойствам он хорошо подходит для изготовления корпусов сложной геометрии в электронике, пищевом производстве, авиа-, ракето- и машиностроении, а также кламмерных протезов. - Цветные металлы: CuSn6
CuSn6 – сплав из меди и 6% олова, который обладает высокими теплопроводящими свойствами и коррозионной стойкостью и идеален для создания уникальных систем охлаждения. - Алюминиевые сплавы: AlSi12
Это наиболее дешевые из литейных сплавов. К их преимуществам относятся высокая коррозионная стойкость, жидкотекучесть, электро- и теплопроводность. В промышленности используются, как правило, для изготовления крупногабаритных тонкостенных отливок сложной формы. - Титановые сплавы: Ti6Al4V, Ti6Al7Nb
Ti6Al4V – наиболее распространенный сплав титана с превосходными механическими свойствами. Считается самым прочным и жестким титановым сплавом, отличается особо высокой сложностью обработки. Имеет плотность 4500 кг/м³ и прочность на разрыв более 900 МПа. Сплав Ti6Al4V предоставляет неоспоримые преимущества в плане снижения веса изделий в таких отраслях, как аэрокосмическая промышленность, автомобилестроение и судостроение. Эти металлы применяются, в частности, при изготовлении вкладок в пресс-формы, турбинных лопаток, камер сгорания, а также изделий, предназначенных для работы при высоких температурах (до +1100°C).
Схемы установки SLM Solutions (вверху) и 3D Systems (внизу)
Особенности металлических порошков
- Металл для аддитивных установок выпускается в виде мелкодисперсных сферических гранул с величиной зерна от 4 до 80 микрон. Этот показатель определяет толщину объекта, который будет выращен в аддитивной установке. При создании порошка задается величина и состав зерна, так как необходимо соблюсти определенное процентное соотношение крупных и мелких зерен. Таким образом определяется текучесть металла, проверяемая с помощью прибора Холла (воронки с калиброванным отверстием). Если у зерна будет слишком мелкая фракция, металл не будет течь через воронку и, соответственно, плохо подаваться на стол построения, а это напрямую влияет на равномерность получаемых слоев и качество выращиваемого изделия.
- У каждой компании, производящей данный тип 3D-принтеров, свои требования к текучести в зависимости от принципа нанесения материала на платформу построения. В аддитивных установках SLM Solutions (технология SLM) металл на рабочий стол подается и сверху, из фидера (камеры с материалом), и переносится рекоутером. В этом случае текучесть очень важна для того, чтобы порошок поступал из фидера в рекоутер и слои наносились должным образом. Компания 3D Systems (технология DMP) использует немного другой принцип действия: емкость c порошком слегка приподнимается, при помощи валика он переносится на стол построения, затем емкость опускается. Благодаря такой конструкции показатели текучести не критичны (см. схемы построения изделий на рисунках).
- Разным металлам требуется разная термообработка, и иногда для этого используются специально подогреваемые платформы. В процессе построения, при плавлении металла, вырабатывается большое количество тепла, которое нужно отводить. Роль радиаторов, отводящих тепло, выполняют поддержки, применяемые при построении изделий. В некоторых случаях сама деталь без поддержек приваривается к рабочему столу, как к радиатору.
- Структура металлических изделий, полученных аддитивным способом, зависит как от технологии построения, так и от настроек оборудования. Ведущие производители добились плотности металла порядка 99,9% от теоретической. Наряду с селективным лазерным плавлением существуют и менее эффективные, уже устаревшие технологии, сходные с методом SLS, которые обеспечивают меньшую плотность.
- Внутренняя структура металла – мелкозернистая. Если в дальнейшем мы собираемся уплотнить деталь, то есть воздействовать на нее физически, надо учитывать, что маленькое зерно сжать гораздо сложнее, чем большое. Но при этом мы очень близко подходим к прокатному металлу – т.е. к металлу, который уже уплотнили. Плотность изделий, напечатанных на 3D-принтере, на 10-15% ниже, чем при прокате, но примерно на 50% выше, чем у литейных металлов.
Вопросы безопасности при работе на металлических 3D-принтерах
Как известно, металлы, попадающие в человеческий организм в микроскопических дозах, полезны. В макродозах они несут опасность для здоровья – получить отравление металлами очень легко, а кроме того, порошки взрывоопасны. При дисперсности порошка от 4 микрон он проникает сквозь поры кожи, органы дыхания, зрения и т.д. В связи с этим при работе на металлических 3D-принтерах необходимо строго соблюдать технику безопасности. Для этого предусмотрена защитная спецодежда – костюм, перчатки и обувь. Аддитивные машины, как правило, комплектуются пылесосом для удаления основного порошка, однако и после его использования некоторая взвесь металлов остается.
Производители стремятся улучшить условия безопасности, и сейчас наблюдается тенденция по созданию на аддитивном производстве так называемых закрытых циклов, т.е. полностью герметичных помещений, за пределы которого порошок не попадает. Оператор работает в специальной одежде, которая затем утилизируется.

Потенциал 3D-печати металлами
Итак, мы выяснили, что современные технологии позволяют получить порошок для 3D-печати металлом с определенными свойствами для решения конкретных производственных задач. А так как распылению можно подвергнуть практически любые металлы, то и номенклатура металлических материалов для 3D-принтеров чрезвычайно обширна.
Достижения металлургии в полной мере реализуются в аддитивном производстве, позволяя использовать уникальные сплавы для изготовления геометрически сложных изделий повышенной точности, плотности и повторяемости. В то же время, внедрение металлических аддитивных установок имеет и сдерживающие факторы, главный из которых – высокая стоимость порошков.
3D-печать металлами обладает серьезным потенциалом для повышения эффективности производства во многих отраслях промышленности и используется все большим числом компаний и исследовательских организаций. Пример для всемирной индустрии показывают такие промышленные лидеры, как General Electric, Airbus, Boeing, Michelin, которые уже перешли от изготовления единичных металлических изделий к серийному аддитивному производству.
Как печатать на металле
wikiHow работает по принципу вики, а это значит, что многие наши статьи написаны несколькими авторами. При создании этой статьи над ее редактированием и улучшением работали авторы-волонтеры.
Печать на металлической поверхности является прекрасной заменой рисованию на холсте. Однако цена рисунков на металле нередко довольно высока. Вы можете напечатать на поверхности металла в домашних условиях, воспользовавшись струйным принтером и съемным листом переводной бумаги. Но помните, что данный метод требует предварительных испытаний для того, чтобы проверить его действенность и отрегулировать настройки вашего принтера.

Удостоверьтесь, что у вас есть подходящий струйный принтер. Для данного проекта чем шире принтер и более гибкий механизм подачи, тем лучше. Если же вы испытываете трудности при печати на открыточной бумаге и наклейках, этот принтер вряд ли подойдет.


- Вырезанный фрагмент должен проходить в лоток подачи принтера.

Выберите сторону, на которую вы хотите нанести рисунок. Вынесите лист металла наружу и положите кверху стороной, на которой собираетесь печатать.

Обработайте поверхность металла ручной плоскошлифовальной машиной. Необходимо ободрать с металла внешнее покрытие. Используйте среднюю и мелкую наждачную бумагу, обработав каждый сантиметр поверхности.

Очистите поверхность металла отбеливающим средством, например, отбеливающей губкой либо раствором Мистер Клин. Теперь, когда водонепроницаемая пленка удалена с поверхности металла, можно использовать чернила.

Занесите лист в помещение. Возьмите широкий двусторонний скотч и обклейте им рабочую поверхность металла, очищенную ранее.
Приобретите и используйте стандартную грунтовую краску, предназначенную для струйного принтера. Перед печатью необходимо покрыть всю рабочую поверхность металла ровным слоем грунтовой краски.

Вылейте на поверхность металла достаточное количество грунтовой краски. Затем грунтовочным шпателем равномерно размажьте краску по поверхности.

Используйте специальный грунтовочный шпатель. Он может быть как деревянным, так и пластиковым; подобные шпатели применяют при трафаретной печати.

Поместите грунтовочный шпатель на пролитую краску и, скользя им по поверхности металла, равномерно размажьте краску. Если поверхность не удалось покрыть полностью, вы использовали недостаточное количество грунтовой краски.

После нанесения грунтовой краски не прикасайтесь к обработанной поверхности. Снимите скотч, аккуратно взявшись за его края.

Подготовьте изображение к печати. Заранее удостоверьтесь, что оно имеет подходящий размер. Для ровной печати поместите боковые ограничители лотка подачи в правильную позицию.

Наклейте двусторонний скотч на лист бумаги точно такого же размера, что и лист металла. Поместите металл сверху на бумагу, приклеив его так, чтобы рабочая сторона была обращена кверху.

Поместите бумагу с металлом на лоток подачи принтера. Нажмите "печать". Если принтер не сможет распечатать изображение, вам понадобится следующий шаг с использованием переводной бумаги для струйной печати.

Подождите, пока лист металла пройдет через принтер. После окончания печати, выждав еще несколько секунд, возьмите лист металла за края и отложите в сторону, чтобы краска полностью высохла.

Подождите несколько часов. После этого для большей сохранности можно покрыть изображение прозрачным герметиком.
Если у вас не получилось распечатать изображение предыдущим методом, можно использовать другой способ. Приобретите несколько листов переводной бумаги для струйного принтера, подходящей для нанесения изображений на металл. Например, такие компании как Lazertran утверждают, что их переводная бумага пригодна для нанесения изображения на поверхность любого материала [1] X Источник информации .


Обработайте поверхность металла наждачной бумагой и отбеливающим средством, удалив с нее водонепроницаемый слой.

Аккуратно приложите переводную бумагу к металлу. Чтобы разместить ее ровно и без складок, вам, возможно, понадобится предварительная тренировка либо чья-то помощь.

Подождите, пока рисунок высохнет, и если это рекомендуется, покройте его прозрачным герметиком. Теперь можно вставить лист металла с изображением в рамку или повесить на стену.
Читайте также: