Для плавки металлов используют
Обновлено: 16.05.2024
Металлы, сплавы, специальные лигатуры, шлакообразующие присадки и другие материалы, которые используют для приготовления различных сплавов, в литейном производстве называют шихтовыми материалами или шихтой. В состав шихты входят: свежие материалы (доменные чугуны различных марок, медь, алюминий, цинк, никель и др.), которые поступают в литейные цехи с металлургических заводов; лом черных сплавов и лом цветных сплавов, представляющие собой переработанные промышленные отходы; специальные ферросплавы и лигатуры (промежуточные сплавы более тугоплавких элементов с легкоплавкими), поступающие с металлургических заводов; отходы литейного производства и механических цехов (литники, прибыли, бракованные детали и брикетированная стружка). Количественное соотношение различных материалов в шихте зависит от качества исходных материалов и от требований, которые предъявляют к изготовляемым сплавам.
Основные типы плавильных печей
В литейном производстве используются плавильные печи, работающие на твердом, жидком или газообразном топливе (коксе, нефти, мазуте, газе), и печи электрические. К первому типу печей относят вагранки и тигельные печи, ко второму типу — дуговые электрические печи и электрические индукционные печи. Наибольшее распространение для плавки чугуна получили печи шахтного типа—вагранки. Серый чугун, получаемый в этих печах, используют для отливок различных по сложности деталей. В электрических печах плавится сталь, легированный чугун, а также белый чугун, перерабатываемый затем в ковкий чугун. Схема вагранки приведена на рис. 35. Вагранка представляет собой шахтную печь, основой которой является сварной металлический кожух 1, футерованный изнутри огнеупорным кирпичом 2. Щель между кожухом и футеровкой засыпается сухим кварцевым песком 3. В верхней части вагранки находится загрузочное окно 4. Часть шахты вагранки, расположенная ниже загрузочного окна, футеруется чугунными пустотелыми кирпичами 5, которые предохраняют ее от разрушения при загрузке шихты 7.
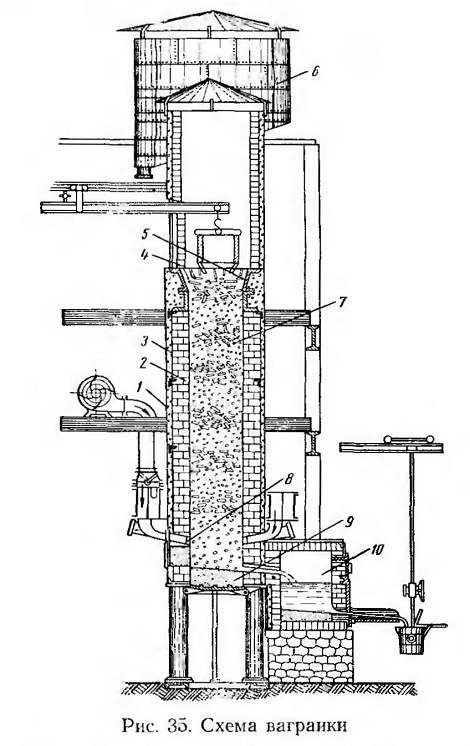
Загружают вагранку с помощью скипового подъемника или консольного крана. Верхняя часть вагранки заканчивается искрогасителем 6.
Для поддержания горения в вагранке через специальные отверстия 8, называемые фурмам и, подается воздух (дутье), нагнетаемый вентилятором. Расплавленный чугун по поду 9, расположенному в нижней части шахты, стекает через специальное отверстие и желоб в копильник 10. В начале работы в вагранку загружают слой кокса высотой 500—1500 мм и поджигают его. Этот слой кокса называется холостой колошей. Затем на холостую колошу загружают рабочую коксовую колошу, флюс и первую порцию металлической шихты. После загрузки материалов через фурмы подают воздух, необходимый для горения топлива. В плавильном поясе чугун и шлаки расплавляются и стекают в горн вагранки. Образующиеся газы, поднимаясь вверх, нагревают металлическую шихту и топливо, а затем уходят в трубу.
По мере сгорания кокса и плавления чугуна загружаемая в вагранку шихта опускается вниз, а на ее место загружают новые порции шихтовых материалов. В процессе плавки жидкий чугун скапливается в горне вагранки. Шлак всплывает на поверхность чугуна и периодически выпускается через шлаковую летку. Накопившийся чугун сливается через летку по желобу в специальный копильник, а затем в ковш. Производительность вагранок 0,5—30 т чугуна в час.
В целях пожарной безопасности и предохранения от загрязнения окружающей местности вагранки снабжают искрогасителями, которые одновременно являются и пылеуловителями.
Для плавки стали в литейных цехах используют мартеновские и электродуговые печи с основной и кислой футеровкой, а также индукционные тигельные печи.
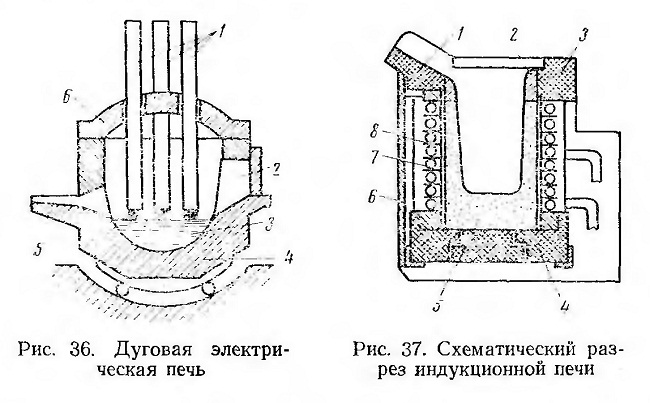
На рис. 36 показана схема дуговой электропечи. Источником тепла в этой печи является электрическая дуга, возникающая между расплавом 3, находящимся в ванне печи 4, и тремя графитовыми электродами 1 (проходящими через свод печи 6), по которым подается электрический ток. Вместимость таких печей составляет 1,5—10 т. Длительность плавки 1,5—4 ч. Приготовленный металл выливается при наклоне печи, осуществляемом специальным механизмом, через желоб 5. Загрузка шихты в печь производится через окно 2 или через свод печи, поднимаемый и поворачиваемый специальным механизмом.
Плавка стали в дуговой электрической печи состоит из следующих операций: заправки электропечи, завалки шихты, расплавления шихты и разливки готовой стали.
Индукционная печь (рис. 37) состоит из каркаса 6, сделанного из немагнитного материала, внутри которого находится индуктор (катушка), выполненный из витков 7 медной трубки, по которым протекает охлаждающая вода. Витки отделены друг от друга изоляцией '8. Плавильный тигель 5 в этой печи выполнен из набивной футеровки. Верхние части футеровки 1 и 3 и ее нижняя часть 4 делают из фасонных огнеупорных кирпичей, слой 2 выполняется огнеупорной обмазкой. Источником тепла в этих печах является индукционный ток, возбуждаемый в загруженной в тигель шихте при пропускании по индуктору переменного тока повышенной частоты.
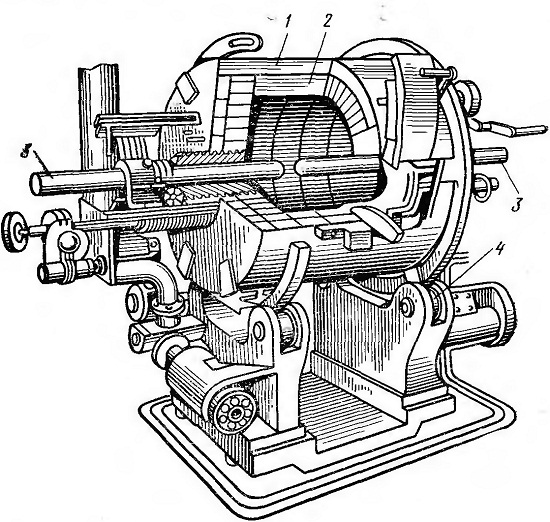
Рис. 38. Дуговая однофазная электропечь для плавки медных сплавов
Плавка цветных сплавов производится в тигельных печах с мазутным или газовым отоплением, в электрических печах сопротивления, а также в дуговых или индукционных электрических печах.
Медные сплавы плавят в тигельных, пламенных и электрических печах. Наиболее широко применяют дуговые однофазные электрические печи типа ДМК (рис. 38). Печь представляет собой металлический барабан 1, футерованный огнеупорным кирпичом 2. Тепло, необходимое для расплавления меди, создается электрической дугой, возникающей между двумя горизонтально расположенными электродами 3. Установленный на роликах 4 барабан 1 может поворачиваться на определенный угол двигателем и зубчатой передачей.
Шихтовые материалы загружают через рабочее окно, снабженное желобом, по которому выпускают готовый расплав. Для выплавки медных сплавов шихтовыми материалами служат чушки, машинный лом, отходы собственного производства и т. д. В процессе плавки меди, цинка и свинца выделяются вредные газы и пары, поэтому плавильные печи снабжают мощной вытяжной вентиляцией.
Алюминиевые сплавы плавят в тигельных и пламенных печах, электрических печах сопротивления и индукционных печах. На рис. 39 показана тигельная печь с газовым обогревом для
плавки алюминиевых сплавов. Печь имеет огнеупорную футеровку 1, внутрь которой вставлен чугунный тигель 2. Газ подводится в горелку 4 и сгорает в пространстве между футеровкой и тиглем. Отверстие 3 предусмотрено для выпуска металла при прогорании тигля. Продукты горения и газы из сплава отводятся вытяжным колпаком 5. Печь подвешена цапфами на боковых опорах и может наклоняться с помощью штурвала и червячной передачи.
Плавка металла
Поступающие для плавки частицы одного или нескольких металлов загружаются в специальные плавильные печи, под влиянием высокой температуры доводятся до жидкой однородной массы, которая отливается в формы для получения слитков.
Материал, поступающий в плавку, называется шихтовым, или шихтой. Шихта может быть в виде чистых металлов, бракованных слитков и изделий, лома, обрезков, стружки и опилок и других отходов ювелирного производства.
Шихтовый материал в зависимости от степени и характера загрязнения подвергается различной обработке.
Возвратные отходы от переработки драгоценных металлов своего производства (литники, высечка, стружка, обрезки и др.), не вызывающие сомнения в отношении содержания основных и легирующих компонентов, поступают в плавку без предварительной подготовки.
Отходы драгоценных металлов (опилки, мелкие обрезки, стружка), загрязненные в процессе работы, проходят очистительную обработку и только после этого поступают в плавку.
Шихтовые материалы, загрязненные вредными примесями (металлами, не отвечающими составу сплава; материалами, отрицательно влияющими на свойства сплава, и т.д.), подвергают предварительной плавке, а затем отправляют на аффинажные заводы или на заводы вторичных драгоценных металлов.
Очистка шихты. Отходы драгоценных металлов, возвращающиеся от рабочих (опилки, стружка, мелкие обрезки и т.д.), не могут быть не загрязнены. Очистительной обработкой этих отходов занимаются сами рабочие. Собранные опилки прокаливают в муфельной печи для удаления всех сгорающих примесей (дерева, воска, щетины от щеток, бумажной и другой пыли). Остывшую шихту разрыхляют и тщательно промагничивают для извлечения стальных примесей (опилок, обломков лобзиковых пилок и сверл, окалины). Очищенные таким образом отходы драгоценных металлов можно считать подготовленными к плавке для определения слитка на пригодность к дальнейшему использованию.
Сплавляют для различных целей — соединения частей одного металла в один слиток, приготовления сплавов и припоев (легкоплавких, легкотекучих сплавов), освежения сплава и т. д.
Плавку драгоценных металлов производят в индукционных печах с графитовым тиглем.
Шихтовый материал загружается в тигель — огнеупорный сосуд плавильной печи, в котором расплавляют металл. Последовательность загрузки зависит от величины и состояния шихты (крупные куски, слитки или мелкие обрезки, стружка и т.д.), состава и температурных характеристик компонентов, входящих в сплав.
Порядок загрузки и плавки шихты. При плавке однородного металла шихту можно загружать в тигель одновременно, если плавильная печь обеспечивает быстрый нагрев шихты. В противном случае, сначала загружают крупные куски или брикеты, а по мере их расплавления добавляют мелкие обрезки и другие отходы. Расплав из золота нагревают до 1200…1250°С, серебра — до 1100…1150оС.
Для приготовления двойных золотосеребряных сплавов загрузку шихты начинают с серебра. Его загружают на дно тигля, а сверху засыпают золото и расплавку ведут одновременно, если куски шихты приблизительно одного размера. Если же величина шихтовых материалов различна, то загружают сначала крупные куски, а по мере их расплавки добавляют мелкие, серебряные или золотые. Температура нагрева расплава для золотых сплавов с содержанием до 30 % Ag- 1200…1250°С, для сплава с содержанием 40…70 % Ag- 1180…1240°С, для сплава с содержанием 80% Ag- 1170…1230°С.
При легировании золота медью (приготовление двойных золотомедных сплавов) плавку шихты начинают с золота. Если величина шихтовых материалов различна, то плавят раньше слитки и крупные куски золота, а затем догружают мелочь. Медь загружают только после того, как полностью расплавится золотая шихта. Для всех сплавов с содержанием меди в качестве медной лигатуры используют прокат марок не ниже M1. Расплав, содержащий до 2 % Сu, нагревают до 1190…1250°С; 8,4 % Сu- до 1180… 1240°С; 42,7% Сu- до 1150…1230°С.
Загрузку золотоникелевомедного сплава начинают с золота. После его расплавления догружают никель и медь. Тигель нагревают на 150…250° выше температуры полного расплавления.
При плавке серебряных сплавов загрузку тигля начинают с серебра и после полного расплавления загружают медь. Для сплавов серебра 875-й пробы и выше температура нагрева 1090…1140°С.
Плавку золотых припоев с содержанием легкоплавких металлов цинка и кадмия можно производить двумя способами: 1) цинк и кадмий вводят в расплав в последнюю очередь подогретыми до температуры 150°С; 2) сначала создают промежуточные лигатуры легкоплавких металлов с медью при постепенном нагревании металлов, а затем сплавляют весь набор сплава.
Защитные покровы, флюсы, раскислители. При плавке драгоценных металлов и сплавов для предохранения расплавов от окисления, насыщения кислородом и другими газами из окружающей среды, а также для верхней теплоизоляции расплавов (для сокращения расходов, теплоты на плавку) применяют следующие защитные покровы: древесный уголь, буру, борную кислоту, хлористый кальций, хлористый натрий, хлористый калий, хлористый барий.
Флюсы очищают расплавы от нежелательных компонентов, загрязнений и примесей путем окисления и перевода оксидов в шлаки. В большинстве случаев в качестве флюсов используются те же вещества, что и для защитных покровов.
Раскислители восстанавливают окисленные компоненты расплава до металлов для повышения его жидкотекучести и качества отливаемых слитков. Для драгоценных сплавов раскислителями являются цинк, фосфористая медь и марганцовокислый калий.
При выборе защитных покровов, флюсов и раскислителей необходимо учитывать характер их взаимодействия с расплавами и отдельными компонентами расплавов. Например, древесный уголь, один из лучших защитных покровов для серебра и его сплавов, не пригоден для платины, так как платина, металлы платиновой группы и никель, а также сплавы с содержанием этих металлов при плавке подвержены науглероживанию. Недопустимо также применение угля совместно с калиевой селитрой и поташом, так как эти флюсы при нагревании в присутствии углерода образуют взрывоопасные соединения.
Древесный уголь может выполнять роль как защитного покрова, так и флюса. Для плавок драгоценных металлов и сплавов лучшим считается хорошо прокаленный березовый уголь. Температура вспышки угля 250…300°С. Уголь прокаливается без доступа воздуха до вишнево-красного цвета. Хранится в сушильных шкафах при температуре на 20…50° выше температуры окружающей среды. В качестве защитного покрова может быть применен при плавке серебра, серебряно-медных сплавов, золота и золотых сплавов без содержания платины, металлов платиновой группы и никеля.
Бура (плавленая) используется в качестве флюса и защитного покрова при плавке драгоценных металлов. Обладает свойством хорошо отшлаковывать оксиды многих металлов и шлаковых включений. Расплавленная бура обладает хорошей смачиваемостью. Находясь в шихте, она обволакивает нерастворимые тугоплавкие включения и оксиды и поднимает их на поверхность. Переплавленную, мелкоистолченную и прокаленную при температуре 450°С буру хранят в сухой посуде с притертой пробкой. В качестве флюса и защитного покрова бура может применяться для всех драгоценных металлов и сплавов, как самостоятельно, так и в сочетании с другими флюсами. Для лучшего скольжения расплава по стенкам бурой покрывают рабочую часть тигля.
Борная кислота (плавленая) используется в качестве флюса при плавке золотых сплавов.
Буру или борную кислоту засыпают на дно прогретого тигля до загрузки шихты, таким образом, смачивая частицы металла до начала их окисления.
Смесь поташа с бурой (1:1 по массе) применяют как флюс при очистительных плавках. Смесь должна быть прокалена. Флюс вводят порциями. При загрязнении шихты нежелательными металлами применяют смесь буры с калиевой или натриевой селитрами.
При плавке драгоценных сплавов с селитрой можно повысить пробу сплава до 20 ед. При плавке с селитрой шихту нагревают под покровом буры до температуры отливки и в расплав двумя- тремя приемами вводят селитру.
Другие флюсы — хлористый кальций, хлористый барий, хлористый натрий, хлористый калий — также применяют при очистительных плавках. Свойства и действие флюсов однотипны. Температура плавления 772…925°С. Образуют хорошие защитные покровы для сплавов с температурой плавления до 1300°С. Хлористый кальций, хлористый барий, хлористый натрий или хлористый калий, как и буру, применяют в переплавленном, измельченном и прокаленном виде.
Лучший раскислитель для золотых сплавов — цинк. Его вводят из расчета 0,05…0,1 % от массы шихты. Для серебряных сплавов используют фосфористую медь.
Процесс плавки. Перед загрузкой шихты в тигель следует проверить исправность плавильной системы и подготовить для отливки слитка изложницы. Тигель перед загрузкой в него металла прогревают, на дно прогретого тигля засыпают флюс из расчета 1 % от массы шихты. Затем в тигель загружают шихту и задают нужную температуру. После расплавления шихты расплав покрывают небольшим количеством свежего флюса и перемешивают. Не понижая температуры нагрева, расплаву дают отстояться, чтобы флюс отшлаковал ненужные оксиды и примеси, вводят раскислитель. В расплавы припоев и сплавов, содержащих цинк, раскислитель не вводится в связи с достаточным количеством компонентов, выполняющих роль раскислителя. Изложницы, нагретые до 100°С для удаления следов влаги, натирают технологической смазкой и устанавливают для отливки. После этого расплав отливают через сливной желоб тигля в изложницы, и после полной кристаллизации и выдержки слиток извлекают.
На предприятиях, оборудованных плавильными комплексами, плавку и отливку производят в центробежных или вакуумных установках.
В условиях мастерских, не оборудованных плавильными печами, шихту нагревают газопламенной горелкой. Плавку проводят в специальных тигельках (плошках), рассчитанных для массы металла не более 30 г. Плошки изготовляют из смесей на основе огнеупорной глины, каолина, графита, шамота. В этих же целях можно использовать шамотный кирпич или кусок древесного угля, обмазанного огнеупорной глиной. Используют также плошки из кварцевого стекла. Но самой доступной в любых условиях является плошка, изготовленная из асбестового картона толщиной 6…8 мм. Обрезанный по размеру картон увлажняют и придают ему форму легкого прогиба (углубление не должно превышать 6…7 мм, чтобы не создать эффект отраженного пламени), сушат и перед плавкой глазуруют бурой. Асбестовый тигелек выдерживает 3…4 плавки. Однако все эти тигельки недолговечны, застывающая бура отслаивает глиняную обмазку, а кварцевый тигелек сразу после отливки резко охлаждают в воде, иначе, бура, остывая, разрывает поверхность кварца. Плавку припоя в плошках осуществляют с добавлением легкоплавкого компонента под слегка пристывший слиток с продолжением плавки.
Слитки трехкомпонентных сплавов «золото — медь — серебро» при охлаждении ниже 450°С сохраняют первоначальную кубическую гранецентрированную решетку и свойства твердого раствора, поэтому слитки необходимо подвергать резкому охлаждению. Это придает им мягкость и пластичность.
Для отливки слитков драгоценных металлов используют чугунные и стальные изложницы (рис. 3). Изложница, или ингус, представляет собой металлический брусок с выфрезерованным пазом по форме будущего слитка. Нерабочая стенка изложницы делается выше, она служит экраном, направляющим расплав в паз. Размеры изложниц и толщина их стенок зависят от размеров слитка. Изложницы для горизонтальной отливки делают сплошными. Они могут иметь несколько ячеек. Для вертикальной отливки изготовляют разъемные изложницы, с заливной воронкой с торца. Изложницы рекомендуется делать из серого гематитового чугуна с малым содержанием примесей серы и фосфора или низкосортных сталей (как правило, разъемные).
Изложницы прокаливают до температуры 500…550°С с технологическими смазками. Роль технологических смазок — обеспечить хорошее качество отливаемых слитков, т. е. хорошее растекание расплава по ячейке, препятствовать образованию раковин и наплывов и пригоранию расплава к стенкам изложницы. В качестве смазок употребляют: льняное, конопляное, подсолнечное, веретенное и машинное масла, пчелиный воск и водную эмульсию молотого мела.
Перечисленные масла рекомендуются для отливки слитков из серебра, золота и припоев. Если смазку производят непосредственно перед отливкой, то перед использованием масло обязательно обезвоживают кипячением на водяной бане при 110… 120°С в течение 2 ч. Смазку наносят тонким слоем на рабочую поверхность изложницы, подогретой до температуры не более 100 °С.
Пчелиный воск — одна из лучших смазок. Используется в тех же случаях, что и масла. Наносится на рабочую поверхность изложницы, нагретой до 50…70оC.
Водная эмульсия молотого мела применяется при отливке высокотемпературных металлов и сплавов — золота, платины, палладия. После нанесения слоя эмульсии на рабочую поверхность изложницы, нагретой до 150…200°С, ее тщательно просушивают до полного удаления влаги. Просушенную изложницу рекомендуется прокаливать при температуре 550°С, тогда изложница выдерживает более 100 заливок. Делают это заранее, так чтобы к моменту отливки изложница имела рабочую температуру 150…200°С.
Плавка и отливка металлов — один из наиболее опасных процессов, при котором несоблюдение мер безопасности труда может вызвать серьезные травмы. Выполнять плавку можно только на полностью исправном и налаженном оборудовании. Вся плавильная оснастка должна быть заранее подготовлена и разложена на удобных для работы участках. Плавку следует проводить в защитных очках и с предельной осторожностью. Загружать шихту в нагретый тигель нужно при помощи специального жестяного совочка, размеры которого позволяют безопасно провести операцию. Помешивание расплава и снятие шлака осуществляют специальной графитовой или кварцевой мешалкой, длина которой обеспечивает удобство работы и надежную защиту рук от ожогов. Особой осторожности требует разлив металла в изложницы. Кроме того, что необходим навык, надо убедиться в правильности установки изложницы и степени смазки ее. Лишняя смазка может вызвать разбрызгивание сплава. Плавильщик обязан работать в защитном фартуке из кожи, брезента или войлока. Выброс слитков из изложниц и охлаждение их производят в рукавицах.
Исходные материалы, применяемые для плавки металла при изготовлении отливок
Для плавки металла при изготовлении отливок в качестве исходных материалов применяют огнеупоры, металлические шихтовые материалы, топливо и флюсы.
Исходные материалы оказывают существенное влияние на качество получаемых отливок и их стоимость.
Огнеупорные материалы применяются в литейном производстве для футеровки плавильных и нагревательных печей, разливочных ковшей и различных других устройств, нагрев в которых достигает высоких температур.
В качестве огнеупорных материалов в основном применяют шамотный кирпич, огнеупорную глину, динасовый кирпич, кварцевый песок, магнезитовый кирпич, магнезитовые и доломитовые порошки, хромомагнезитовые кирпичи и угольные блоки.
Для плавки чугуна, стали, сплавов и цветных металлов используют различные металлические шихтовые материалы.
При получении отливок из чугуна, в качестве металлических шихтовых материалов применяют различные доменные чушковые чугуны: литейный коксовый, передельные чугуны, литейный древесно-угольный, литейный природнолегированный, чугунную и стальную стружку, доменные ферросплавы, ферросилиций, ферромарганец и зеркальный чугун, электрометаллургические ферросплавы, а также возврат собственного производства (брак отливок, литники и всплески).
Соотношение составляющих в составе шихты колеблется в широких пределах и определяется требованиями к отливкам. Ho чаще всего шихту делают, например, следующего состава:

Для получения отливок из стали в качестве шихтовых металлических материалов используют доменный передельный чугун, стальной лом, доменные и электрометаллургические ферросплавы (ферросилиций, ферромарганец, силикомарганец, феррохром, ферротитан, ферроникель и др.), возврат собственного производства (бракованные отливки, литники, приливы, всплески и т. п.).
Для плавки сплавов цветных металлов на основе меди, алюминия и магния в качестве исходных металлических материалов применяют техническую медь, лом красной меди, бронзы, латуни, чушковый алюминий, технический магний, магниевый лом, оборотные металлы (брак отливок, литники) и лигатуры. Лигатурами называют сплавы металлов, у которых обычно температура плавления ниже, чем у тугоплавких компонентов, входящих в данный состав. В виде лигатур в сплав вводят требуемые легирующие элементы. Лигатуры применяются как двойные, так и тройные.
Для плавки чугуна, стали и сплавов цветных металлов используют твердое, газообразное и жидкое топливо. Техническая характеристика твердого топлива приведена в табл. 25.

В качестве газового топлива используют природный газ различных месторождений, генераторный, коксовый и доменный газы.
В качестве жидкого топлива в плазильных и нагревательных печах в основном используют мазут.
Во время плавки чугуна, стали и сплавов цветных металлов для получения отливок применяют различные флюсующиеся материалы, необходимые для образования шлаков нужной вязкости и химической активности.
Шлаки во время плавки образуются за счет золы топлива, окислов (вносимых с шихтовыми материалами и образующихся при окислении примесей в металле), материала футеровки печи и самих флюсов. Флюсы понижают температуру плавления шлакообразующих материалов и вязкость шлаков. Шлаки в свою очередь предохраняют металл от окисления кислородом воздуха и кислородом, входящим в состав газов, поглощают из металла окислы, вредные примеси и газы. Чем меньше вязкость шлака и выше его химическая активность, тем лучше качество получаемого металла. В зависимости от огнеупорного материала, применяющегося для футеровки плавильной печи и состава флюса, шлаки получаются с основными или кислыми свойствами
Степенью основности шлака называют отношение суммы основных окислов к сумме кислотных окислов в шлаке.
Основность определяется отношением, %,

Для основных шлаков это отношение свыше единицы, для кислых — меньше 0,5. Шлаки с отношением 0,5—1,0 имеют слабо кислые или слабо основные свойства.
Основные шлаки поглощают из металла серу и фосфор, а кислые — окислы железа и других металлов.
В качестве флюсов при плавке чугуна применяют известняк, доломитизированный известняк, плавиковый шпат и основной мартеновский шлак.
Известняк по химическому составу в основном представляет собой карбонат кальция CaCO3. Известняк содержит 49—52% CaO; 1,6—4,0% SiO2; 2—3% Al2O3+Fe2O3.
He рекомендуется применять известняк, содержащий балласт (SiO2+Al2O3+Fe2O3) более 3%, так как снижается экономичность плавки и ухудшаются ее условия.
Доломитизированный известняк по химическому составу представляет собой карбонат кальция с примесью карбоната магния, в зависимости от содержания фосфора. Сырые дсломитизироваиные известняки делятся на обычные и малофосфористые.
Обычный доломитизированный известняк, согласно ТУ 892 1948 г., должен содержать 35—40% CaO, не менее 10% MgO, не более 1,6% SiO2, 0,01% P и 2% нерастворенного остатка, включая и содержание SiO2. В малофосфористом известняке содержание фосфора должно быть не более 0,005%, а остальных компонентов — в тех же пределах, как и в обычном доломитизи-рованном известняке.
Доломит сырой — это карбонат магния с примесью карбоната кальция, содержащий не менее 52% CaO+MgO, 16% MgO, не более 7% SiO2 и 5% Fe2O3+Pb2O3.
Плавиковый шпат представляет собой минерал кристаллического строения, содержащий CaF2 и SiO2; в следующих количествах: для первого сорта не менее 92% CaF2 и не более 5% SiO2; для второго сорта не менее 85% CaF2 (содержание SiO2 не нормируется) и для третьего сорта не менее 75% CaF2 и не более 20% SiO2. Плавиковый шпат в состав флюсующих вводят для понижения температуры плавления шлака и уменьшения его вязкости.
Основной мартеновский шлак является отходом сталелитейного производства и употребляется следующего состава: не более 25% SiO2, не менее 40% CaO-FMgO, не менее 20% FeO+MnO, не более 2% P2Os и не более 1 % CaS.
При плавке стали применяют в качестве флюсов известняк или продукт обжига — известь, плавиковый шпат, боксит и шамотный бой. Боксит и шамотный бой применяют для увеличения концентрации Al2O3 в шлаках с целью понижения вязкости.
При плавке сплавов цветных металлов на основе меди, алюминия и магния в качестве флюсов используют бой стекла, морскую соль, гипс, хлористые и фтористые соли.
Выплавка стали: технология, способы, сырье

Железную руду получают привычным способом: открытой или подземной добычей и последующей транспортировкой для первоначальной подготовки, где материал измельчается, промывается и перерабатывается.
Руду засыпают в доменную печь и подвергают струйной обработке горячим воздухом и теплом, который превращает ее в расплавленное железо. Далее оно извлекается из нижней части печи в формы, известные как свиньи, где происходит остывание для получения чугуна. Он превращается в кованое железо или перерабатывается в сталь несколькими способами.

Что такое сталь?
Вначале было железо. Оно является одним из наиболее распространенных металлов в земной коре. Его можно встретить почти везде, в сочетании со многими другими элементами, в виде руды. В Европе начало работы с железом датируется 1700 г. до н.э.
В 1786 году французские ученые Бертолле, Мондж и Вандермонде точно определили, что разница между железом, чугуном и сталью обусловлена различным содержанием углерода. Тем не менее сталь, изготовленная из железа, быстро стала самым важным металлом промышленной революции. В начале XX века мировое производство стали составило 28 миллионов тонн - это в шесть раз больше, чем в 1880 году. К началу Первой мировой войны ее производство составляло 85 миллионов тонн. В течение нескольких десятилетий она практически заменила железо.
Содержание углерода влияет на характеристики металла. Существует два основных вида стали: легированная и нелегированная. Сплав стали относится к химическим элементам, отличным от углерода, добавленного к железу. Таким образом, для создания нержавеющей стали используется сплав 17 % хрома и 8 % никеля.
В настоящее время существует более 3000 каталогизированных марок (химических составов), не считая тех, которые созданы для удовлетворения индивидуальных потребностей. Все они способствуют превращению стали в наиболее подходящий материал для решения задач будущего.

Сырье для выплавки стали: первичное и вторичное
Выплавка данного металла с использованием многих компонентов – самый распространенный способ добычи. Шихтовые материалы могут быть как первично используемые, так и вторично. Основной состав шихты, как правило, составляет 55 % чугуна и 45 % оставшегося металлолома. Ферросплавы, переделанный чугун и технически чистые металлы используются как основной элемент сплава, ко вторичным, как правило, относят все виды черного металла.
Железная руда является самым важным и основным сырьем в черной металлургии. Для производства тонны чугуна требуется около 1,5 тонны этого материала. Для производства одной тонны чугуна используется около 450 тонн кокса. Многие металлургические заводы применяют даже древесный уголь.
Вода - важное сырье для черной металлургии. Она в основном используется для закалки кокса, охлаждения доменных печей, производства пара в дверях угольной печи, работы гидравлического оборудования и удаления сточных вод. Для производства тонны стали требуется около 4 тонн воздуха. Флюс используется в доменной печи для извлечения загрязнений из плавильной руды. Известняк и доломит объединяются с экстрагированными примесями с образованием шлака.
Как дутьевые, так и стальные печи, облицованы огнеупорами. Они используются для облицовочных печей, предназначенных для плавки железной руды. Диоксид кремния или песок используется для формования. Для производства стали различных марок применяют цветные металлы: алюминий, хром, кобальт, медь, свинец, марганец, молибден, никель, олово, вольфрам, цинк, ванадий и др. Среди всех этих ферросплавов марганец широко используется в выплавке стали.
Железные отходы, полученные из демонтированных конструкций заводов, механизмов, старых транспортных средств и т. д., перерабатываются и широко используются в этой отрасли.

Чугун для стали
Выплавку стали с использованием чугуна производят гораздо чаще, чем с другими материалами. Чугун - это термин, который обычно относится к серому железу, однако он также идентифицирован с большой группой ферросплавов. Углерод составляет примерно от 2,1 до 4 мас.%, тогда как кремний составляет обычно от 1 до 3 мас.% в сплаве.
Выплавка чугуна и стали проходит при температуре плавления между 1150 и 1200 градусов, что примерно на 300 градусов ниже, чем температура плавления чистого железа. Чугун также демонстрирует хорошую текучесть, отличную обрабатываемость, устойчивость к деформации, окислению и отливке.
Сталь также является сплавом железа с переменным содержанием углерода. Содержание углерода в стали составляет от 0,2 до 2,1 мас.%, И это наиболее экономичный легирующий материал для железа. Выплавка стали из чугуна полезна для различных инженерных и конструкционных целей.

Железная руда для стали
Процесс выплавки стали начинается с переработки железной руды. Породу, содержащую железную руду, измельчают. Руду добывают с использованием магнитных роликов. Мелкозернистая железная руда перерабатывается в крупнозернистые комки для использования в доменной печи. Уголь очищается от примесей в коксовой печи, что дает почти чистую форму углерода. Затем смесь железной руды и угля нагревают для получения расплавленного железа или чугуна, из которого производится сталь.
В основной кислородной печи расплавленная железная руда является основным сырьем и смешивается с различными количествами стального лома и сплавов для производства различных марок стали. В электродуговой печи переработанный стальной лом расплавляется непосредственно в новую сталь. Около 12% стали изготовлено из переработанного материала.

Технология выплавки
Плавление - процесс, посредством которого металл получают либо в виде элемента, либо как простое соединение из его руды путем нагревания выше температуры плавления обычно в присутствии окислителей, таких как воздух, или восстановителей, таких как кокс.
В технологии выплавки стали металл, который сочетается с кислородом, например оксидом железа, нагревается до высокой температуры, и оксид образуется в сочетании с углеродом в топливе, выходящим как монооксид углерода или диоксид углерода.
Другие примеси, все вместе называемые жилами, удаляются добавлением потока, с которым они объединяются, образуя шлак.
В современных плавках стали используется отражательная печь. Концентрированная руда и поток (обычно известняк) загружаются в верхнюю часть, а расплавленный штейн (соединение меди, железа, серы и шлака) вытягивается снизу. Вторая термообработка в конвертерной печи необходима для удаления железа из матовой поверхности.

Кислородно-конвекторный способ
Кислородно-конвертерный процесс является ведущим процессом сталеплавильного производства в мире. Мировое производство конвертерной стали в 2003 году составило 964,8 млн тонн или 63,3 % от общего производства. Производство конвертера является источником загрязнения окружающей природной среды. Основными проблемами этого являются снижение выбросов, сбросов и уменьшение отходов. Суть их заключается в использовании вторичных энергетических и материальных ресурсов.
Экзотермическое тепло генерируется реакциями окисления во время продувки.
Основной процесс выплавки стали с использованием собственных запасов:
- Расплавленный чугун (иногда называемый горячим металлом) из доменной печи выливается в большой огнеупорный футерованный контейнер, называемый ковшом.
- Металл в ковше направляется непосредственно для основного производства стали или стадии предварительной обработки.
- Высокочистый кислород под давлением 700-1000 килопаскалей вводится со сверхзвуковой скоростью на поверхность ванны железа через охлаждаемую водой фурму, которая подвешена в сосуде и удерживается в нескольких футах над ванной.
Решение о предварительной обработке зависит от качества горячего металла и требуемого конечного качества стали. Самые первые конвертеры со съемным дном, которые могут быть отсоединены и отремонтированы, все еще используются. Были изменены копья, используемые для дутья. Для предотвращения заклинивания фурмы во время продувки применялись щелевые манжеты с длинным сужающимся медным наконечником. Кончики наконечника после сгорания сжигают CO, образующийся при выдувании в CO2, и обеспечивают дополнительное тепло. Для отвода шлака используются дротики, огнеупорные шарики и шлаковые детекторы.

Кислородно-конвекторный способ: достоинства и недостатки
Не требует затрат на оборудование по очищению от газа, так как пылеобразование, т. е. испарение железа, снижено в 3 раза. За счет снижения выхода железа наблюдается рост выхода жидкой стали в 1,5 - 2,5 %. Преимуществом стало и то, что интенсивность продувки в таком способе увеличивается, что дает возможность повысить производительности конвертера на 18 %. Качество стали выше, потому что температура в зоне продувки снижена, что приводит к уменьшению образования азота.
Недостатки данного способа выплавки стали привели к снижению спроса на потребление, так как повышается уровень потребления кислорода на 7 % из-за большого расхода на сжигание топлива. Наблюдается повышенное содержание водорода в переработанном металле, из-за чего приходится некоторое время после окончания процесса вести продувку при помощи кислорода. Среди всех способов кислородно-конвертерный обладает самым повышенным шлакообразованием, причиной является невозможность следить за процессом окисления внутри оборудования.

Мартеновский способ
Мартеновский способ на протяжении большей части 20-го века составлял основную часть обработки всей стали, изготовленной в мире. Уильям Сименс в 1860-х годах искал средства повышения температуры в металлургической печи, воскресив старое предложение об использовании отработанного тепла, выделяемого печью. Он нагревал кирпич до высокой температуры, затем использовал тот же путь для ввода воздуха в печь. Предварительно нагретый воздух значительно увеличивал температуру пламени.
Природный газ или распыленные тяжелые масла используются в качестве топлива; воздух и топливо нагреваются до сгорания. Печь загружается жидким доменным чугуном и стальным ломом вместе с железной рудой, известняком, доломитом и флюсами.
Сама печь изготовлена из высокоогнеупорных материалов, таких как магнезитовый кирпич для очагов. Вес мартеновских печей достигает 600 тонн, и их обычно устанавливают группами, так что массивное вспомогательное оборудование, необходимое для зарядки печей и обработки жидкой стали, может быть эффективно использовано.
Хотя мартеновский процесс практически полностью заменен в большинстве промышленно развитых стран основным кислородным процессом и электродуговой печью, им изготавливают около 1/6 всей стали, произведенной во всем мире.

Достоинства и недостатки данного способа
К преимуществам относят простоту использования и легкость в получении легированной стали с примесью различных добавок, которые придают материалу различные специализированные свойства. Необходимые добавки и сплавы добавляют непосредственно перед окончанием выплавки.
К недостаткам можно отнести сниженную экономичность, по сравнению с кислородно-конверторным способом. Также качество стали более низкое, по сравнению с остальными методами выплавки металла.

Электросталеплавильный способ
Современный способ выплавки стали с использованием собственных запасов представляет собой печь, которая нагревает заряженный материал с помощью электрической дуги. Промышленные дуговые печи имеют размеры от небольших единиц грузоподъемностью около одной тонны (используются в литейных цехах для производства чугунных изделий) до 400 тонн единиц, применяемых для вторичной металлургии.
Дуговые печи, используемые в исследовательских лабораториях, могут иметь емкость всего несколько десятков граммов. Промышленные температуры электрической дуговой печи могут составлять до 1800 °C (3,272 °F), в то время как лабораторные установки могут превышать 3000 °C (5432 °F).
Дуговые печи отличаются от индукционных тем, что зарядный материал непосредственно подвергается воздействию электрической дуги, а ток в выводах проходит через заряженный материал. Электрическая дуговая печь используется для производства стали, состоит из огнеупорной футеровки, обычно водоохлаждаемой, больших размеров, покрыта раздвижной крышей.
Печь в основном разделена на три секции:
- Оболочка, состоящая из боковых стенок и нижней стальной чаши.
- Очаг состоит из огнеупора, который вытягивает нижнюю чашу.
- Крыша с огнеупорной футеровкой или водяным охлаждением может быть выполнена в виде секции шара или в виде усеченного конуса (коническая секция).

Достоинства и недостатки способа
Данный способ занимает лидирующие позиции в области производства стали. Метод выплавки стали применяется для создания высококачественного металла, который либо совсем лишен, либо содержит незначительное количество нежелательных примесей, таких как сера, фосфор и кислород.
Главным плюсом метода является использование электроэнергии для нагревания, благодаря чему можно легко контролировать температуру плавления и достичь невероятной скорости нагревания металла. Автоматизированная работа станет приятным дополнением к прекрасной возможности качественной переработки различного металлического лома.
Левитационная плавка металлов своими руками

Плавка металлов – это достаточно специфический и сложный процесс. Он должен выполняться только на специализированном оборудовании, причем процедура реализуется исключительно профессионалами, чтобы не возникало возможности для нанесения значительных повреждений. Металлы могут плавиться разными способами. Выбор зависит от применяемого оборудования. Достаточно интересной считается левитационная плавка металлов. Она может выполняться своими руками, но для этого надо обзавестись соответствующим оборудованием, представленным индукционными печами.
С помощью чего осуществляется процесс?
Левитационная плавка реализуется исключительно с помощью подходящего оборудования. Оно представлено индукционными печами, обеспечивающими создание оптимальных условий для этого процесса.
Данные нагреватели могут быть промышленными или бытовыми. Они работают по индукционному принципу, поэтому представлены специфическим электрооборудованием. Продаются на рынке в многочисленных моделях. Причем их можно сделать своими руками.
В них формируются специальные условия, за счет которых реализуется левитационная плавка металлов.
Преимущества метода
Левитационная плавка своими руками разных металлов обладает определенными положительными параметрами. К ним относятся:
- нагрев является прямым и бесконтактным, поэтому все вырабатываемое тепло применяется с высоким показателем эффективности;
- КПД при таком способе достигает 90 %, что считается действительно высоким показателем для любого способа плавки металла;
- во время этой процедуры осуществляется не только тепловое, но и электродинамическое движение жидкого материала, поэтому по всему объему устанавливается равномерная и единая температура;
- пользоваться этим методом удобно тем, что сразу после включения оборудования можно приступать к работе;
- левитационная плавка металлов обеспечивает высокую скорость процесса;
- температура расплава может легко регулироваться мастером;
- энергия может фокусированно направляться в нужные зоны;
- металл плавится однородно, что гарантирует равномерность и эффективность этого процесса;
- не возникает угар от легирующих веществ;
- левитационная плавка является экологически чистым и безопасным процессом.
Для многих людей несомненным преимуществом является возможность самостоятельного создания индукционной печи для этих целей. Далее можно самому выполнять плавку, что снижает расходы на этот процесс.
Что требуется для работы оборудования?
Для формирования работоспособной и надежной печи требуется разобраться в основе и принципах индукционного нагрева. Весь процесс формирования оборудования заключается в нескольких действиях, заключающихся в разработке схемы, проектировании инструмента и составления печи.
При самостоятельном создании печи можно выбрать ее оптимальную емкость и рабочую частоту. Определяется метод футеровки, являющийся подходящим для конкретного пользователя.
Принцип работы
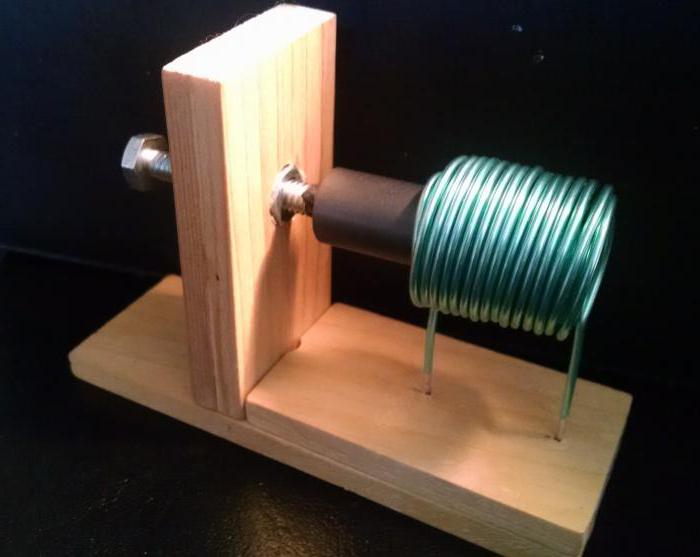
Левитационная плавка металла своими руками осуществляется с помощью индукционной печи, в основе работы которой лежит получение тепла за счет электричества. Оно может быть получено путем выработки переменным электромагнитным полем. Для этого используется индуктор, представленный катушкой индуктивности.
За счет работы такой печи первоначально электромагнитная энергия преобразуется в вихревую, после чего будет получена тепловая энергия.
Внутри замкнутых тел имеются вихревые токи, которые обеспечивают выделение тепловой энергии. Она воздействует на металл, что приводит к его нагреванию изнутри. Даже преобразование энергии в несколько ступеней не приводит к уменьшению эффективности функционирования оборудования.
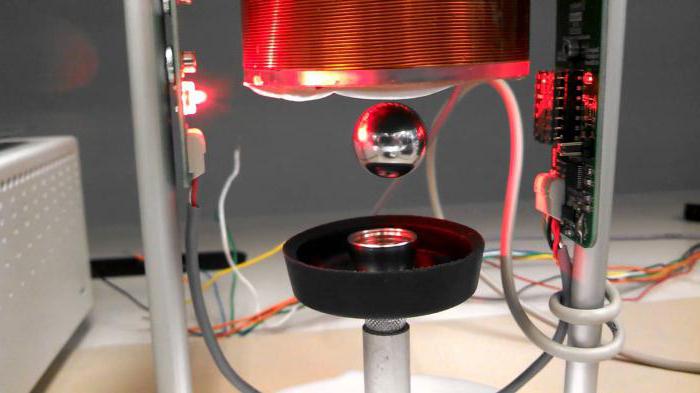
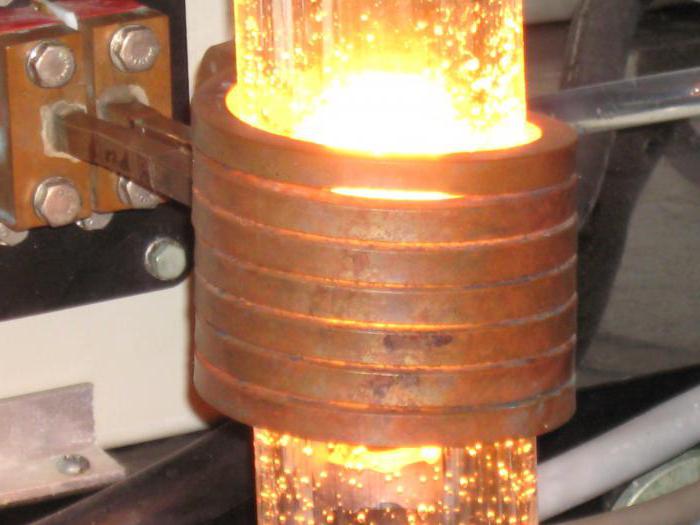
Расплавленный металл левитирует в тигле, сформированном из медных трубок, располагающихся вертикально по кругу. Вокруг этого тигля находится индукционная катушка из меди. Именно она способствует возбуждению в нем магнитного поля высокой мощности, обладающего сверхзвуковой частотой.
При расплавлении металла возникают вихревые токи Фуко. Именно они обеспечивают быстрый нагрев материала, что приводит к его интенсивному плавлению. При этом они создают встречное магнитное поле, взаимодействующее с первичным. Это приводит к появлению силы Лоренца, за счет которой металл в жидком состоянии парит в инертной среде, а при этом не касается стенок тигля.
Схема левитационной плавки, своими руками осуществляемой, довольно проста, поэтому за счет самостоятельной работы повышается эффективность использования оборудования. Работают печи от 220В, но требуется пользоваться выпрямителем. В данных устройствах допускается плавление только электропроводящих металлов.
Нюансы использования индукционной печи
Левитационная плавка металлов, выполняемая своими силами на самодельном оборудовании, считается простым и доступным процессом, который сопровождается особенностями:
- не возникает необходимости подготавливать отдельное помещение, так как процесс является безопасным и бесшумным;
- допускается дублировать такую плавку с иными способами обогрева металлов;
- не нужно выполнять какие-либо профилактические процессы;
- за счет присутствия постоянной вибрации устанавливается минимальный показатель накипи;
- пользоваться можно разными жидкими теплоносителями;
- конструкции являются долговечными, так как их механический износ находится на низком уровне;
- во время работы не выделяются вредные вещества.
Таким образом, левитационная плавка металлов действительно является выгодной для людей, работающих с этими материалами.
В каких сферах деятельности используется?
Такая левитационная плавка считается простым процессом, который используется в разных сферах деятельности. За счет нее обеспечивается получение разного результата:
- формируются сверхчистые материалы, поэтому в них не будет загрязнений, попадающих из атмосферы;
- с помощью такой плавки получаются гомогенные материалы, имеющие однородный состав;
- такой метод идеально подходит для подготовки разных металлов или сплавов, являющихся химически активными;
- допускается работать даже с тугоплавкими материалами, так как при таком способе достигается даже температура до 3 тыс. градусов.
Таким образом, за счет данного метода плавки можно работать с металлами в разных направлениях.
Устройство печи
Плавка реализуется с помощью соответствующего оборудования, сформированного из важных элементов, таких как:
- электрическая часть;
- индуктор;
- тигель;
- система охлаждения.
Своими руками можно сделать конструкцию, в которую входит только электрическая часть и система охлаждения. Плавка гарантируется за счет наличия встречного электромагнитного поля, соединяющегося с вихревыми токами в металле. Именно за счет этого определенный металлический элемент удерживается в пространстве.

Для эффективного плавления металла нужны токи, обладающие большой высотой и частотой, достигающей минимально 400 Гц. Достаточно для этого напряжения в 220В, получаемого из обычной розетки. Для этого надо превратить 50 Гц в 400 Гц, для чего используется любая схема, применяемая для формирования катушки Тесла. Для левитационной плавки металлов схема может быть разной, поэтому в домашних условиях заниматься этим процессом достаточно просто.
Заключение
Левитационная плавка является необычным способом плавления разных металлов. Она обладает действительно многочисленными плюсами. Создать оборудование для этого процесса можно своими руками. Применяется такая плавка для разных сфер деятельности. Процедура считается оперативной и безопасной, поэтому может легко осуществляться в домашних условиях. При этом не возникает опасности нанести вред здоровью.
Читайте также: