Долбежный станок по металлу ссср
Обновлено: 18.05.2024
Книга посвящена технологии обработки деталей на строгальных и долбежных станках. В ней рассматриваются процессы обработки типовых деталей и поверхностей— плоскостей, уступов, пазов, направляющих и пр. — на деталях типа плит, планок, клиньев, корпусов и др.
В отдельных главах дается описание строгальных и долбежных станков, инструментов и приспособлений для закрепления обрабатываемых деталей. В этих разделах приводится много примеров из опыта работы строгальщиков и долбежников — новаторов производства.
В обобщенном и систематизированном виде в книге рассматриваются основные направления совершенствования процессов обработки деталей и повышения производительности труда при работе на строгальных и долбежных станках.
Приводятся необходимые сведения по экономике строгальных работ в технике безопасности.
Книга написана применительно к программам курсов специальной технологии для учащихся профессионально-технических училищ и молодых рабочих, стремящихся повысить свою квалификацию. Она может быть полезна и инженерно-техническим работникам механических цехов, а также учащимся техникумов.
ОГЛАВЛЕНИЕ
Глава I. Основы процесса резания металлов при строгании
1. Элементы резания при строгании
2. Геометрия строгального резца
3. Процесс резания и сопровождающие его факторы
4. Силы резания и мощность при строгании
5. Износ и стойкость резцов. Допускаемая скорость резания
Глава II. Строгальные станки
6. Основные сведения о строгальных станках
7. Устройство поперечно-строгальных станков
8. Устройство продольно-строгальных станков
9. Модернизация строгальных станков
Глава III. Строгальные резцы
10. Материалы для строгальных резцов
11. Строгальные резцы нормализованных конструкций
12. Строгальные резцы (не нормализованные) прогрессивных конструкций
13. Комбинированные и фасонные строгальные резцы
14. Изготовление и заточка строгальных резцов
15. Установка и закрепление резцов. Приспособления для их подъема
Глава IV. Рациональные методы установки обрабатываемых деталей и приспособления для строгальных станков
16. Выбор наивыгоднейшего расположения и метода установки обрабатываемых деталей
17. Основные сведения о приспособлениях
18. Детали и узлы станочных приспособлений
19. Универсальные приспособления к строгальным станкам
20. Специальные и переналаживаемые строгальные приспособления
21. Выверка установки обрабатываемых деталей
Глава V. Выбор рационального метода обработки деталей на строгальных станках
22. Выбор припуска на обработку
23. Одновременное строгание нескольких деталей
24. Многорезцовое строгание
25. Выбор рациональной последовательности переходов при обработке характерных поверхностей
26. Сокращение числа установок и применение метода позиционной обработки
27. Рациональные способы установки резцов на размер и измерений обрабатываемых деталей
Глава VI. Точность обработки деталей и чистота поверхности при строгании
28. Основные сведения о точности обработки
29. Шероховатость поверхностей, обработанных строганием
Глава VII. Технологический процесс и техническое нормирование работ, выполняемых на строгальных станках
30. Технологический процесс и его составные части
31. Выбор режимов резания
32. Основы технического нормирования строгальных работ
Глава VIII. Экономика строгальной обработки. Организация рабочего места. Техника безопасности
33. Пути повышения производительности труда при работе на строгальных станках.
34. Себестоимость обработки деталей на строгальных станках
35. Организация рабочего места строгальщика
36. Многостаночная работа строгальщика
37. Техника безопасности при работе на строгальных станках
Глава IX. Обработка деталей на долбежных станках
38. Общие сведения
39. Долбежные станки
40. Долбежные резцы
41. Обработка характерных поверхностей на долбежном станке
42. Рациональная обработка деталей на долбежных станках
43. Режимы резания при долблении
44. Организация рабочего места и техника безопасности при работе на долбежном станке
Литература
Для того, чтобы скачать файл с книгой Работа на строгальных и долбежных станках автора Р. Б. Копылов, кликните на кнопку вверху страницы описания - СКАЧАТЬ КНИГУ (8,5 МБ)
Долбежные станки по металлу

Долбежные станки по металлу представлены на нашем сайте в широком ассортименте, который позволит Вам выбрать и купить оборудование наиболее оптимальное по цене и функционально подходящее для решения новых задач, поставленных на Вашем производстве, или для смены долбежного оборудования, эксплуатация которого на Вашем предприятии становится нецелесообразной, вследствие морального или физического износа.
Долбежные станки используют для обработки шпоночных пазов, канавок, фасонных поверхностей небольшой длины. Станки имеют рабочий ход, во время которого происходит рабочий и обратный ход, когда инструмент возвращается в исходное положение.
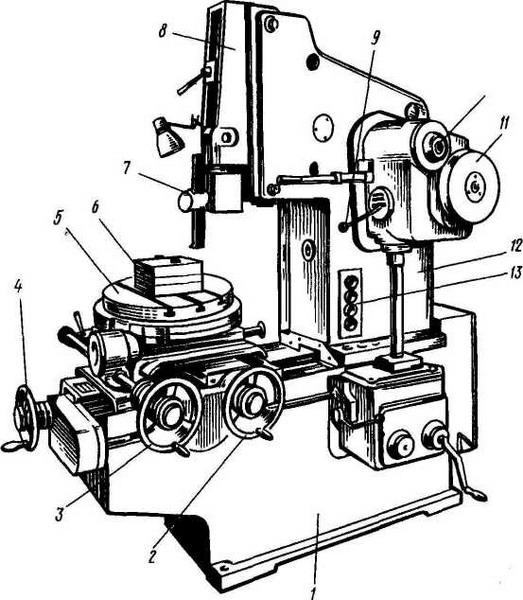
В долбежных станках резец движется возвратно-поступательно в вертикальной плоскости, перпендикулярной поверхности стола. Характер движений у долбежных станков такой же, как и у поперечно-строгальных, поэтому их иногда называют вертикально-строгальными. Основными узлами долбежного станка являются станина 1 коробчатой формы, на которой установлена вертикальная колонка 12. По вертикальным направляющим колонки перемещается ползун или долбяк 8, в нижней части которого закреплен резцедержатель 7. Обрабатываемое изделие 6 крепится на столе 5. Стол получает круговое, продольное и поперечное движения. Вертикальная компоновка узлов долбежного станка помимо того, что занимает небольшую производственную площадь, позволяет обрабатывать внутренние фасонные контуры, что на продольно- и поперечно-строгальных станках представляет затруднения.
Благодаря вертикальной компоновке долбежный станок по металлу занимает небольшую производственную площадь. В инструментальных и ремонтных цехах широко применяют комбинированные долбежные станки по металлу, которые выполняют фрезерование, растачивание и долбление. Это станки нормального, повышенного и высокого класса точности с ручным управлением и оптической системой отсчета по двум координатам. В ряде станков используется цифровая индикация с предварительным набором координат. В других станках установлено УЧПУ для обработки по программе в прямоугольных координатах горизонтальным и вертикальным шпинделем.
Долбежные станки имеют рабочий ход, во время которого происходит рабочий и обратный ход, когда инструмент возвращается в исходное положение.
Долбежные станки выпускают с наибольшим ходом ползуна 100-1600 мм, с диаметром стола 240—1600 мм. Движение ползуна осуществляется, механическим и гидравлическим приводами. Механический привод осуществляется при помощи вращательной кулисы, приводимой, в движение в большинстве случаев от многоскоростных электродвигателей.
В компании Станочный Мир Вы можете купить новые долбежные станки по металлу по выгодным ценам отечественных и зарубежных производителей. Наиболее подходящий вариант Вам смогут подобрать специалисты отдела продаж.
Долбежные станки

Долбежные станки (рис. 1) предназначены для механической обработки металлов резанием при помощи специальных резцов. Эта группа станков относится к узкоспециализированным ввиду ограниченности операций, который могут производиться на стандартном оборудовании.

Рисунок 1. Долбежный станок.
Конструкция и принцип работы
Долбежный станок создан для обработки труднодоступных мест, в основном расположенных внутри ограниченного пространства обрабатываемой заготовки, куда не способен добраться другой металлорежущий инструмент. Также при помощи долбежных станков часто производится нарезка зубьев шестерен.
Долбежный станок, в общем случае, состоит из нескольких основных элементов (рис. 2).

Рисунок 2. Схема расположения узлов долбежного станка.
1. Станина. Станина является основанием станка и предназначена для расположения на ней всех остальных узлов и элементов. Долбежные станки обычно устанавливаются на заранее подготовленную бетонную площадку с выведенным в ноль уровнем. В нижней части станины имеются отверстия под крепежные болты, которыми станок крепится к полу. Иногда станина имеет возможность регулировки станка по уровню, что позволяет устанавливать его на неровной площадке с последующей корректировкой.
2. Маховик поперечного перемещения. Служит для обеспечения подачи заготовки в поперечном направлении. Для каждой модели долбежного станка имеет свою цену деления шкалы.
3. Рукоятка для обеспечения вращательного движения заготовки. Воздействие на этот орган управления приводит во вращение стол с закрепленной заготовкой. В основном вращательное движение заготовки требуется в процессе выдалбливания зубьев шестерен или зубчатых венцов. Также часто долбежные станки используются для создания внутренних шлицевых поверхностей при условии, что фрезерный станок по каким-либо причинам не может осуществить эту операцию.
4. Маховик продольной подачи. Обеспечивает продольное перемещение стола с закрепленной заготовкой.
Современные долбежные станки оборудованы автоматической системой подачи с настраиваемыми параметрами. Это позволяет в автоматическом режиме создавать необходимый профиль на обрабатываемой детали. Особенно распространено применение автоматизации долбежного процесса при создании деталей с круговыми цикличными поверхностями, таких как зубчатые колеса, зубчатые венцы, детали со шлицевыми поверхностями и др. В данном случае работа оператора станка сводится к настройке скоростей подачи детали, скорости и глубины внедрения долбяка и контролю над процессом обработки детали.
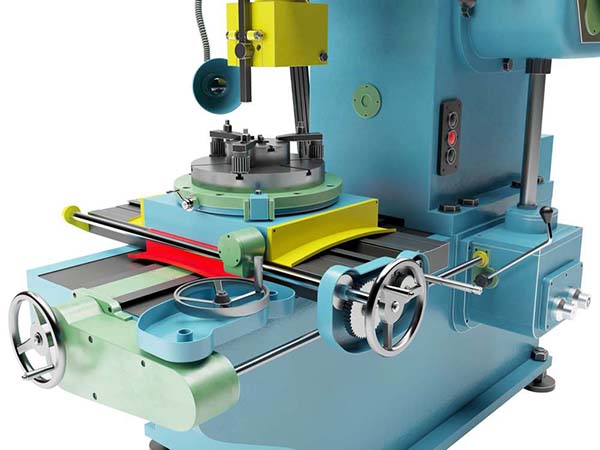
5. Стол (рис. 3). Служит для размещения заготовки. Часто имеет съемные удерживающие элементы, которые меняются в зависимости от специфики выполняемой работы. Часто оборудуется доработанным под строгальный станок патроном, который применяется на станках токарной группы.

Рисунок 3. Стол долбежного станка.
6. Заготовка. В зависимости от направленности станка заготовка может быть деревянной или из цветного или черного металла.
7. Резцедержатель. Служит для закрепления в нем резца. Резцедержатель устроен так, что при закреплении в нем резца одна из поверхностей режущей кромки проходит через центр оси вращения стола, находящегося в нулевой точке. Это позволяет привязаться к точке отсчета при настройке параметров автоматической обработки.
8. Ползун (долбяк). Основной рабочий орган долбежного станка. В приводном блоке ползуна вращательное движение, передаваемое от электромотора, преобразовывает в поступательное при помощи кривошипного механизма.
9. Коробка скоростей. Служит для передачи вращения от электродвигателя на приводной маховик долбежного механизма. Имеет возможность переключения скоростей, что позволяет долбяку работать на разных частотах подачи резца. Шестерни коробки скоростей работают в масляной ванне. Имеется предохранительная фрикционная муфта, которая служит для защиты кинематической цепи от разрушения в случае аварийного заклинивания ползуна.
10. Рукоятка переключения скоростей работы долбяка. При помощи этой рукоятки происходит переключение передач и изменение частоты рабочих движений ползуна. Частота меняется ступенчато.
11. Вертикальная колонка. Является стойкой, на которой закреплены элементы долбежного механизма.
12. Панель управления. Содержит кнопки пуска и остановки станка, а также, в зависимости от модели, служит для настройки автоматической подачи детали.
Классификация и область применения
Долбежные станки различаются по нескольким оценочным критериям. Рассмотрим основные из этих критериев, которые применимы к узкоспециализированным долбежным станкам.
1. Материал обработки:
- малые - до 1 тонны;
- средние - от 1 до 10 тонн;
- крупные - свыше 10 тонн.
3. Управление подачей станка:
- с ручной подачей;
- с автоматической настраиваемой подачей.
4. Мощность приводного электродвигателя. Чем больше станок, тем мощнее устанавливается двигатель.
5. Диапазон частот рабочего хода долбяка, регулируемых коробкой скоростей.
6. Максимальные габаритные размеры обрабатываемой детали.
7. Максимальное режущее усилие, создаваемое ползуном. Определяет величину подачи и скорость обработки.
8. Точность обработки.
Есть несколько основных операций, которые характерны для выполнения на долбежном станке:
- создание отверстий различной формы, которые невозможно или сложно нарезать с использованием токарных или фрезерных операций;
- нарезание зубьев шестерен и зубчатых колес при помощи особого резца (рис. 4);

Рисунок 4. Резец долбежного станка для нарезания зубьев.
- создание шлицевых поверхностей, как внутренних, так и наружных;
- выдалбливание шпоночных пазов различной формы (рис. 5);

Рисунок 5. Создание шпоночного паза при помощи долбежного станка.
- вырезание сложных форм в труднодоступных местах с использованием фасонных резцов.
Сегодня большинство операций, которые выполняет долбежный станок, возможно продублировать на станках другой направленности. Однако долбежные станки не теряют своей актуальности ввиду простоты их устройства, надежности и невысокой стоимости.
Современные станки с ЧПУ не выделяются в отдельную категорию. Операция долбления является одной из многих, которые могут реализовывать многофункциональные станки нового поколения.
7А420 долбежный станок с механическим приводом
описание, характеристики, схемы

Сведения о производителе долбежного станка станка 7А420
Разработчиком и изготовителем долбежного станка 7А420 является Саракташский станкостроительный завод "Коммунар", г. Саракташ, Оренбургская обл.
Саракташский станкостроительный завод основан в 1941 году. С 70-х годов специализируется на разработке, производстве и поставках широкого спектра гидроприводов для промышленного оборудования, насосов, клапанной аппаратуры, питателей, гидрораспределителей.
Станки, выпускаемые Саракташским станкостроительным заводом "Коммунар"
7А420 долбежный станок с механическим приводом. Назначение и область применения
Долбежный станок 7А420 с механическим приводом предназначен для изготовления шпоночных пазов, шлицев и канавок на фасонных и плоских поверхностях в мелкосерийном и единичном производстве, а также в ремонтных мастерских.
Станок 7А420 предназначен для обработки долблением плоских и фасонных поверхностей, пазов и канавок в разнообразных деталях, а также различных видов штампов, устанавливаемых непосредственно на столе или в приспособлениях. Возможность поворота рамы с долбяком позволяет обрабатывать наклонные плоскости, не меняя позиции детали.
Стол перемещается как вручную, так и механически. Круговая подача стола дает возможность обрабатывать на станке круглые детали и зубчатые колеса.
Особенности долбежного станка 7А420
Станок 7А420 оснащен:
- поворотной резцевой головкой для долбления под углом 90° в обе стороны,
- устройством наклона салазок долбяка на угол до 5° к вертикальной плоскости для изготовления шпоночных пазов в конических отверстиях, а также
- долбяком вертикально переустанавливаемым в диапазоне до 265 мм
Станок является одной из моделей гаммы долбежных станков. Он характеризуется высокой производительностью, удобством управления и обслуживания, надежностью и безопасностью в работе. В автоматическую линию станок не встраивается.
Шероховатость обработанной поверхности не менее V 6
Класс точности станка Н
Основные технические данные долбежного станка 7А420:
Изготовитель - Саракташский станкостроительный завод "Коммунар".
- Длина хода долбяка - 20..200 мм
- Диаметр рабочей поверхности стола - Ø 500 мм
- Число двойных ходов долбяка в минуту - 40..163
- Мощность привода - 3 кВт
- Вес станка полный - 2,0 т
Габаритные размеры рабочего пространства долбежного станка 7а420

Габарит рабочего пространства долбежного станка 7а420
Посадочные и присоединительные базы долбежного станка 7А420. Резцовая головка

Резцовая головка долбежного станка 7а420
Размеры рабочего стола станка 7А420

Рабочий стол долбежного станка 7а420
Общий вид долбежного станка 7А420

Фото долбежного станка 7а420





Расположение составных частей долбежного станка 7А420

Расположение составных частей долбежного станка 7а420
Перечень групп составных частей долбежного станка 7А420
- группа № 10 — станина
- группа № 20 — коробка скоростей
- группа № 21 — привод
- группа № 22 — насосно-лубрикаторная
- группа № 30 — долбяк
- группа № 40 — кулисный механизм
- группа № 50 — коробка подач
- группа № 60 — стол
- группа № 80 — электрооборудование
- группа № 90 - принадлежности
Все группы станка выполнены в отдельных корпусах и установлены на станке, что облегчает их сборку при изготовлении и ремонте, Насоснолубрикаторная группа находится внутри верхней станины и установлена на коробке скоростей.
Расположение органов управления долбежным станком 7А420

Расположение органов управления долбежным станком 7а420
Спецификация органов управления долбежного станка 7А420
- Маховик для ручного перемещения долбяка
- Рычаги для включения и выключения фрикциона
- Кнопка включения ускоренного перемещения стола
- Кнопка «Пуск»
- Кнопка «Стоп»
- Квадрат для установки длины хода долбяка
- Рукоятка установки числа двойных ходов долбяка
- Рукоятка зажима долбяка
- Квадрат для изменения развода долбяка
- Маховик для ручной продольной подачи стола
- Маховик для ручной круговой подачи стола
- Маховик для ручной поперечной подачи стола
- Рукоятка включения круговой подачи стола
- Гайка регулировки наклона долбяка
- Кнопка включения местного освещения
- Барабан переключения подачи стола
- Барабан отключения подачи стола
- Рукоятка фиксации стола
- Рукоятка реверсирования подачи стола
- Кнопка ускоренной подачи масла к направляющим долбяка
Кинематическая схема долбежного станка 7А420

Кинематическая схема долбежного станка 7а420
Конструкция станка 7а420
Долбежный станок модели 7А420 состоит из следующих групп (рис, 5): группа № 10 — станина, группа № 20 — коробка скоростей; группа № 21 —привод; группа № 22 — насосно-лубрикаторная; группа № 30 — долбяк; группа № 40 — кулисный механизм; группа № 50 — коробка подач; группа № 60 — стол; группа № 80 — электрооборудование; группа № 90 - принадлежности (на рисунке не показана)-
Станина (группа 10)
Станина состоит из двух частей: верхней и нижней. Между двумя щеками верхней станины установлена рама с долбяком. На боковых сторонах станины имеются платики, на которых установлены привод и коробка скоростей.
Внутренняя часть станины служит и масляной ванной. Верхняя часть станины устанавливается на нижней и закрепляется болтами. В нижней части станины установлены два электродвигателя, а с наружной задней стороны прикреплен электрошкаф. На призматических направляющих смонтирован стол с салазками. С правой стороны нижней части станины установлена коробка подач.
Коробка скоростей (группа 20)

Коробка скоростей долбежного станка 7а420
Коробка скоростей имеет четыре вала, смонтированных на подшипниках качения в отдельном корпусе (рис. 6). На вал 1, соединенный с валом привода эксцентриковой муфтой 11, посажен подвижной блок шестерен 10—9 и неподвижные шестерни 7 и 8.
Вал II несет на себе подвижный блок шестерен 5—4 и неподвижные шестерни 3 и 2.
Переключением блок-шестерни через шестерню 1, соединенную с кулисной шестерней, последней сообщаются четыре различные скорости вращения.
На валике III посажена шестерня 15, соединенная с кулисной шестерней, и шестерня 16, которая через шестерню 17 передает движение на вал IV и далее на коробку подач.
Все скорости переключаются одной рукояткой 12 через переводки 13 и 14.
Продольный люфт валов регулируется компенсаторными кольцами и поджимными гайками.
Маховик 6 служит для приведения во вращение вала II. Когда есть необходимость ручного перемещения долбяка. Для этого необходимо маховик потянуть на себя и ввести в зацепление шлицы маховика и вала.
Привод (группа 21)
От индивидуального электродвигателя через клиновые ремни вращение передается шкиву привода 2 (рис. 7), который посажен на двух конических шарикоподшипниках, запрессованных на втулку корпуса.
На наружном шлицевом конце полого вала V смонтирован дисковый фрикцион 1. Внутри полого вала проходит тяга 8, резьбовой конец которой соединен с муфтой фрикциона 7, а другой конец — с конусной тормозной муфтой 6.
Тормозное устройство позволяет быстро останавливать привод. Вилка 9, сидящая на тяге 4, сообщает движение тормозной муфте, а, следовательно, и механизму фрикциона.
Включают и выключают привод сблокированными рукоятками 3 и 5, что облегчает управление станком.
Насосно-лубрикаторная группа (группа 22)
Эксцентриковая муфта 4 (рис. 8) служит приводом плунжерного насоса.
Механизм смазки монтируется на корпусе коробки скоростей и помещается внутри верхней части станины. Плунжерный насос 1 через фильтр 5 подает масло в маслораспределитель 3 и обильно смазываются коробка скоростей и кулисный механизм.
Через лубрикатор 2 осуществляется дозирующая смазка гайки, серьги кулисного механизма и направляющих долбяка. Регулируют систему смазки через заднее окно верхней части станины.
Долбяк (группа 30)
Долбяк 6 (рис. 9) представляет собой корпус коробчатой формы, который скользит по направляющим рамы 5. На нижней части долбяка устанавливают резцовую головку 1, которая поворачивается на 90° в обе стороны. Отсчет градусов ведется по нониусу на шейке долбяка. Резцовая головка закрепляется конусом 2, который затягивается болтом 3. Для установки места долбления необходимо, ослабив затяжку рукоятки 4 рукояткой, надетой на квадрат 13, через зубчатые колеса 12 и 9 вращать винт VI. После установки долбяка на требуемую высоту относительно стола рукоятку 4 вновь затягивают.
На винте VI сидит гайка 7, которая соединена через серьгу 8 с кулисным механизмом. На станке можно обрабатывать наклонные плоскости до 5° путем установки рамы долбяка, для чего необходимо ослабить упор 10 и вращать гайку телескопического винта 11.
Отсчет ведется по шкале на раме. После установки угла наклона долбяка упор 10 вновь затягивают.
Кулисный механизм (группа 40)
Кулисный механизм предназначен для преобразования вращательного движения кулисной шестерни в возвратно-поступательное движение долбяка (рис. 10). Корпус 5, смонтированный в коробке скоростей, вращаясь на двух конических роликовых подшипниках, несет на себе шестерню 11.
На направляющих корпуса 5 находится палец 4, на который нaдет камень 3. Кулиса 2 смонтирована в верхней части станины на оси 1 и одним концом соединена с серьгой 8 (см. рис. 9).
При вращении кулисной шестерни палец камня 4 совершает вращательное движение вокруг оси корпуса 5. Камень 3, вращаясь вместе с пальцем, скользит по направляющим в пазу кулисы и заставляет ее совершать качание на оси, так происходит возвратно-поступательное движение долбяка.
Длину хода долбяка устанавливают вращением вала VIII кривошипной рукояткой, надетой на квадрат. Через шестерни 10, 9, 8 и 7 вращение передается винту VII.
Палец передвигается с помощью винта, и по мере изменения расстояния между осями пальца 4 и корпуса 5 будет изменяться длина хода долбяка. Отсчет ведется по нониусу 6.
Коробка подач (группа 50)
Коробка подач (рис. 11) осуществляет продольные, поперечные и круговые подачи стола и его ускоренное перемещение. Валик IX через шарнирные муфты соединен с коробкой скоростей и через шестерни 5 и 15 сообщает вращательное движение валу X с набором эксцентричных кулачков, позволяющих осуществлять двенадцать различных подач. Ролик рычага 14 в контакте с кулачками совершает колебательное движение, а, следовательно, и зубчатый сектор 16, сидящий неподвижно на другом конце вала XI, также совершает колебание, находясь в зацеплении с шестерней 17. На шестерню 17 насажен рычаг 4, несущий на себе собачку 3, что позволяет через храповое колесо 18 осуществлять прерывистую подачу. Далее через реверсивный механизм (зубчатые колеса 9, 10, 7, 8) движение передается на шестерню 1 и через предохранительную муфту 2 — на вал подач XVIII.
Рычаг 14 передвигается вдоль оси вала XI с помощью переводки 20, закрепленной на валу 19, на котором сидит барабан переключения подач. Величина подачи устанавливается по нониусу барабана 16 (см. рис. 27). Эксцентрик 6 служит для выключения подачи.
Ускоренное перемещение осуществляется от индивидуального электродвигателя через шкив 12 и обгонную муфту 11. Реверсирование производится включением кулачковой муфты 13 на валу XII с шестернями 10, 9.
При перегрузках для предотвращения поломок в коробке имеется муфта срабатывания 2, которая отжимает пружину и выходит из кулачкового зацепления с шестерней 1. В этих случаях необходимо, выключив станок, снять нагрузку, а затем вновь продолжать работу.
Стол (группа 60)
Стол станка смонтирован на нижней части станины и состоит из нижних салазок 2 (рис. 12), верхних салазок и поворотного круглого стола 5, Стол станка имеет продольные, поперечные и круговые подачи как ручные, так и механические, включают которые соответственно маховичками 1, 6 и 7.
Для включения механической подачи маховички толчком подаются от себя до сцепления кулачковых муфт, для ручной подачи маховички подаются на себя. Все движения от коробки подач до стола сообщаются через вал XVIII.
Круговые и поперечные движения сообщаются через фартук с шестернями 14, 13, 19, 18, 17, 16 и 15. продольные — через фартук с шестернями 23, 22, 21 и 20. От вала XVII через шестерни 8,9,12, 10 и откидной червяк 11, который входит в зацепление с шестерней 4, столу сообщается круговое движение. Все три движения стола имеют по двенадцать подач и ускоренное перемещение. На круговом столе 5 имеется фиксирующее устройство на двенадцать точек.
Включают ускоренное перемещение кнопкой, реверсирование — рукояткой реверса подач (см. рис. 27).
Читайте также: