Доработка токарного станка по металлу
Обновлено: 17.05.2024

Привет всем рукастым и головастым, а также сочувствующим)
Любой мастер знает, что инструмента много не бывает. Каждый новый экземпляр не только расширяет возможности, но и в большинстве случаев экономит время и нервы)
Таким желанием, в моём случае, было решение вопроса токарных работ. В процессе создания чего-либо большая часть времени уходит на поиски нужных деталей. Какая-то незначительная фиговина может очень здорово тормознуть всё дело. Казалось бы что может быть проще: отдал токарю чертёж- забрал готовую деталь и за работу… НО! Скорость исполнения при этом снижается в разы и зависит от занятости мастера, его места базирования и прочих нюансов.
Выход один- заиметь собственный станочек и закрыть вопрос раз и навсегда.
Вариантов два.
Первый- оторваться по-богатому и прикупить полноценный станок.
Самый оптимальный вариант но и самый затратный, а с учётом нынешнего курса, практически нереальный.
Второе решение- покупка приспособы для дрели.

За скромную сумму, получаем возможность с помощью обычной сверлилки провернуть ряд операций по токарке, шлифовке и резке.
Тут тоже пара вариантов.
Первый: купить кондовую Вещь "родом из СССР" и как говорится получить удовольствие. Но увы. Найти такой экземпляр ни на рынке, не по объявлению неполучилось( Видать находчивые моделисты всё разобрали)
Второй вариант: из прессованых китайских отходов замешанных на канцелярском клее, даже не рассматривался. Нужен инструмент, а не рулетка: "сломается/не сломается".
Ну что, опять "кружок очумелые ручки"? Совершенно верно. У дураков всегда так. Они себе работу на пустом месте найдут)) Поехали…
Для начала ищем в запасах подходящую железяку для зажимной обоймы. Кусок трубы был, но очень хилой толщины. Зато нашёлся волговский шкив. По размерам подошёл идеально.

Режем шкив пополам, из листа металла толщиной 4 мм. нарезаем и привариваем "уши". Затем зажимаем в тисках обе половинки и сверлим отверстия под стяжки. Дальше вставляем в отверстие болты и закручиваем гайки. Гайки прихватываем сваркой. Обойма готова.

По раме расписывать особо нечего. Сварено всё из профильной трубы 20х40. На раме закреплён светильник. Его крепление сделано из деталей реечного стеклоподъёмника от Волги.

Из него же сделан упор под резцы. Конструкция следующая. Платформа с направляющими пазами (рейки от стеклоподъёмника), по которой перемещается каретка с упором. В нужном положении каретка фиксируется барашковой гайкой. Думаю по фотографиям станет ясно.

Две рейки, брусок металла (ширина- по размеру пазов, высота- по высоте основания), две пластины с вырезом под брусок(металл 2 мм. и напильник в помощь), пара втулок(труба подходящего диаметра) и пара полосок металла для жёсткости (обрезки от деталей оконных конструкций) . Сфоткал всё перед сборкой, чтобы был ясен принцип.

Сам порядок сборки прост. К бруску, привариваем одну из пластин заподлицо. Затем вставляем всё в паз верхней рейки и с обратной стороны привариваем к бруску вторую пластину. Проверяем ход каретки. Если всё работает чётко, без заеданий, просверливаем в задней части обе пластин, отверстие диаметром 6 мм. Со стороны нижней пластины вставляем болт и фиксируем его головку сваркой. Сверху, будет накручиваться барашек (ним мы будем фиксировать каретку в нужном положении. Затем ставим втулки, нижнюю рейку и стягиваем всё болтами. Подгоняем нижнюю рейку относительно верхней, что бы ход каретки был без заеданий, а нижняя часть бруска не доходила до нижней кромки рейки где-то в пределах 1мм. (зазор выводится подгонкой высоты втулок и делается для того, что бы нижняя часть бруска при перемещении не касалась рабочей поверхности стола). Закончив с подгонкой, вставляем между двумя рейками, с обеих сторон, полосу и окончательно свариваем всё. Получается вот такая штукенция.

Понимаю, что описание тяжеловато, но если присмотреться к фото, всё станет понятно. На самом деле, ничего сложного. И если словить все миллиметры, то работает как часики. Остаётся приварить к передней части каретки отрезок профильной трубы в которую будут вставляться упоры для резцов. В качестве основания, взял профиль 30х30 мм., для упоров 25х25 мм. Фикратор упора простейший. На высоте 2/3 от низа основной трубы, просверливаем отверсте 7 мм. к нему приваиваем гайку на 6 мм. В него вкручивается болт-барашек и фиксирует упор.

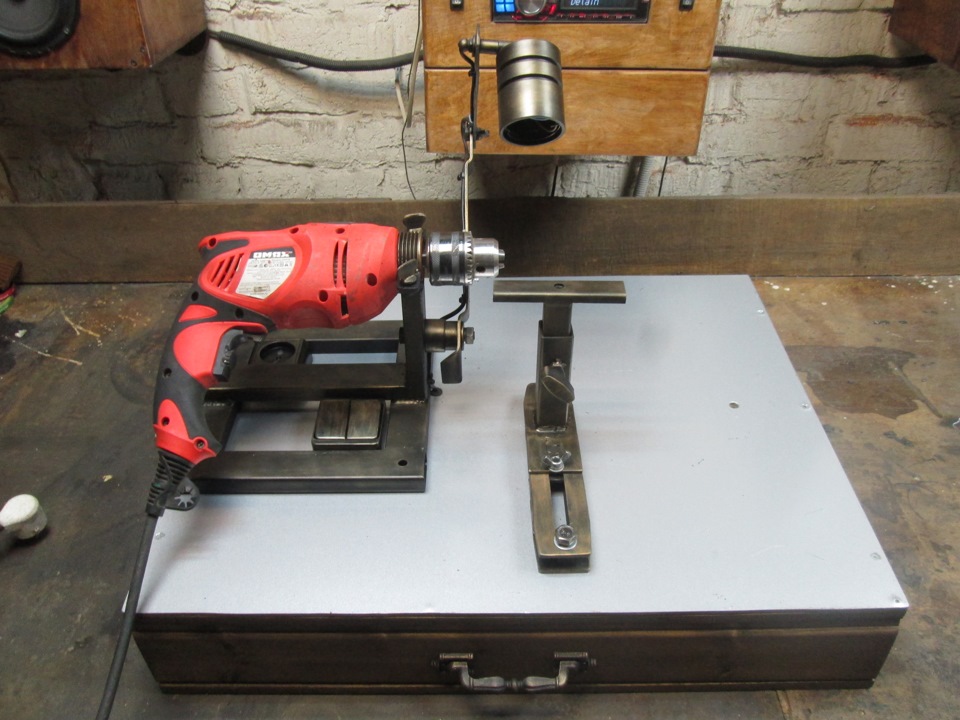
Теперь берём все железяки и топаем на примерку.

В качестве основания, взял фанеру толщиной 12 мм. Крепление рамы под дрель- на саморезах. Снизу предусмотрен выдвижной ящик под резцы и оснастку. Чтобы он ничего не цеплял, крепление платформы каретки сделано на закладных пластинах.
В качестве крепежа напилил пластины толщиной 6мм., просверлил три отверстия. В центральном нарезал резьбу под болты, через два крайних пластина крепится к столу саморезами.

Теперь фрезеруем паз в нужном месте и крепим пластину.

Крепление платформы для упоров сделано поворотным. Угол фиксированый- 90°. Ниже, на фото, всё видно. Для поворота, необходимо выкрутить болт в задней части платформы. Перевести её в нужное положение и зафиксировать. После пробных "заездов", сделал вывод о необходимости замены болта на "барашек". Тырканье с гаечным ключом напрягает.
После всей подгонки красим железо и ставим на место.
Столешницу планировал оставить как есть, но практичность победила. Сверху закреплён лист алюкобонда. Вещь вечная и в плане уборки удобней.
По части электрики.
Напряжение подводится с помощью шнура от компа. Ответный разъём взял от блока питания.

Дрель подключается к розетке. Питание на неё, подаётся с помощью клавишного выключателя. Фиксируем кнопку на дрели в включённом положении, а дальше работаем выключателем. И удобно и кнопка дрели дольше проживёт. Вторая клавиша выключателя, работает на подсветку.

Поводка снизу, сделана по принципу крепления закладных пластин. Фрезернул дорожки, уложил провода, зафиксировал их термоклеем и всё это дело закрыл пластиком.
Дополнительно сделан второй упор под резцы. Он шире основного. С его помощью удобно делать круглые заготовки. Но он выполняет ещё одну функцию.
В верхней части просверлил отверстия и нарезал резьбу. Теперь берём кусок текстолита, просверливаем отверстия и получаем столик для шлифовки.
С помощью насадки для шлифовальных дисков, теперь можно быстро и удобно подводить кромки заготовок.

Ну вот в принципе и весь рассказ. Кто осилил весь этот бред- молодец) Ну а кто не выдержал, не обижайтесь. Я не писатель… у меня работа другая)
Ну и на посошок, самое интересное. Испытания! Ради чего всё делалось.
В будующих работах, без этой машинки что-либо сделать просто нереально. Нет. В принципе конечно реально, но это очень тяжело. Так что, получившийся станочек здорово будет экономить время, нервы и деньги.
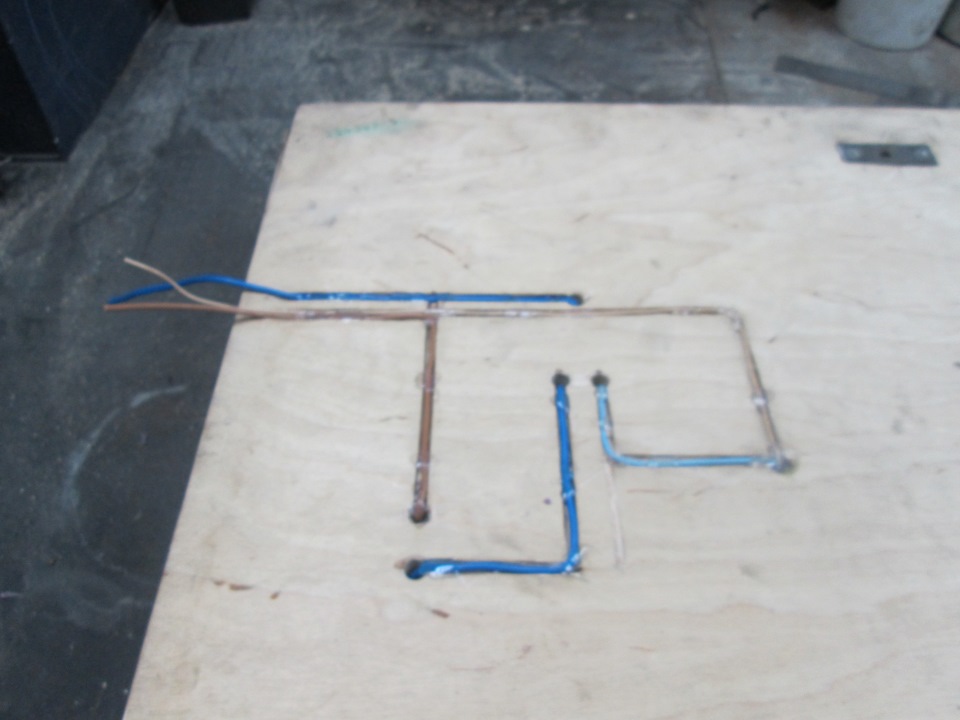
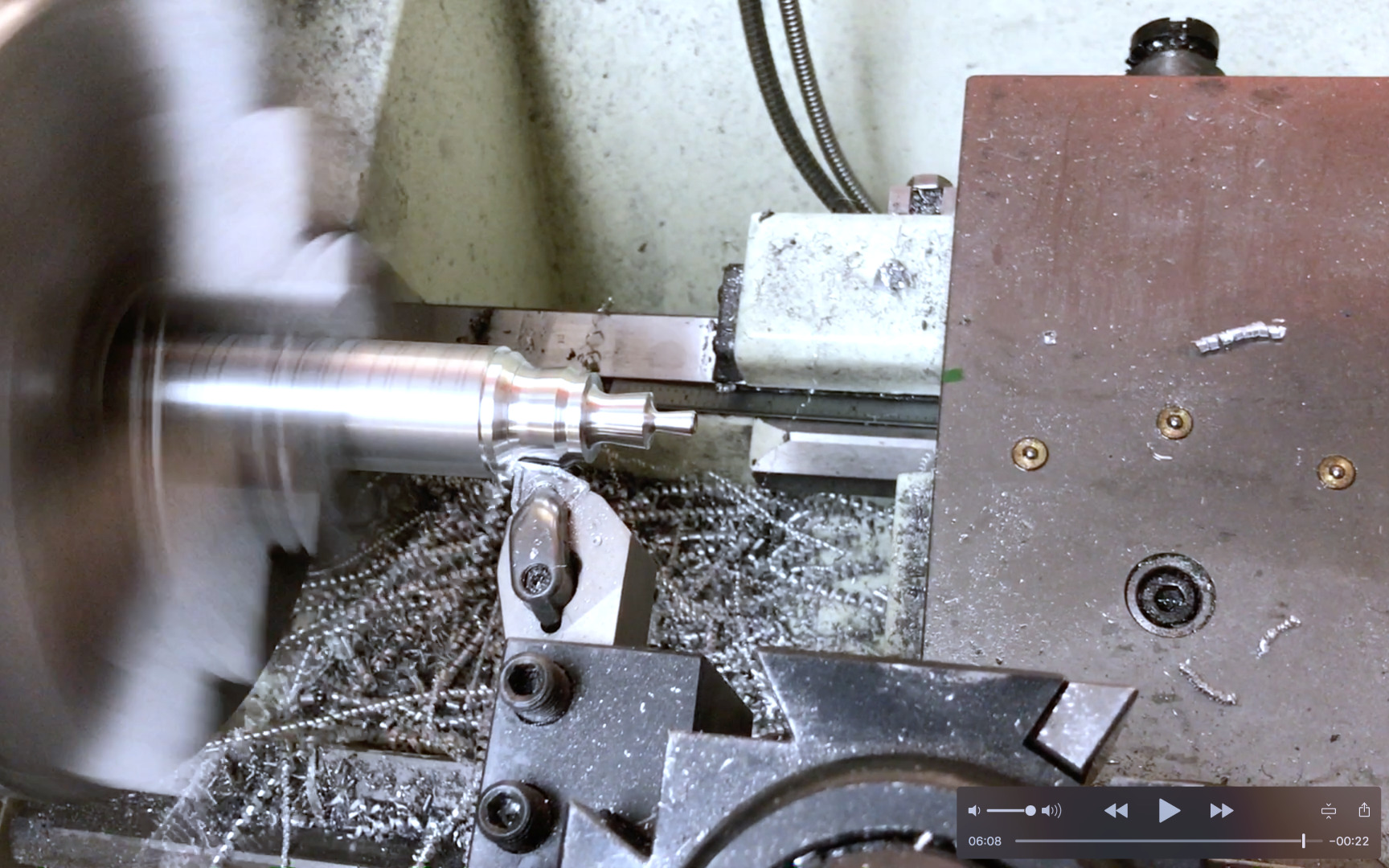
К примеру, сколько вы потратите времени, что бы из этого:

сделать вот это:

да ещё таких размеров)
Лично у меня, ушло около сорока минут, с учётом смены оснастки и обдумыванием формы)
В дальнейших работах будут использоваться ещё более мелкие детали. Вроде таких клёпочек.

Теперь сделать их, не проблема.
Вобщем, можно сказать, что испытания прошли успешно. Новый станочек занял своё место и готов к работе.

Между ним и стеной оставлено место под очередное творение. Но об этом позже.
Так что, до встречи)
Самодельный токарный станок по металлу
Токарный станок всегда был самым востребованным типом сложного оборудования. Использовать его для точения самоделок мечтают многие умельцы. Останавливает их необходимость денежных вложений. Да и готовые модели, несмотря на очевидные достоинства, зачастую просто не помещаются в условиях домашней мастерской. Решить эти противоречия способен самодельный токарный станок. Он строится под уникальные требования, с использованием простых материалов. Конечно, такая конструкция не превзойдет промышленных продуктов, но первая же успешная самоделка на токарном станке оправдает все затраты времени и усилий.

Самодельный токарный станок
Особенности конструкции
Задача сделать токарный станок не настолько сложная, как кажется на первый взгляд. Важные конструктивные элементы просто копируются с промышленных образцов. При этом схема самодельного токарного станка не требует реализации всех сборочных единиц, присутствующих в заводских моделях. Изготовить потребуется станину, суппорт и шпиндель. Другие узлы понадобятся только для решения специфических задач.
Конструкция станины
Основу рабочей части большинства станков выполняет станина. Массивное основание предназначено для установки всех механизмов, а также выполняет функцию гашения вибраций, неизбежно возникающих при механической обработке. От правильного выбора станины будут зависеть очень многие характеристики готового изделия. Классические, литые из чугуна, конструкции, в самодельном станкостроении не используются по причине высокой сложности технологии. Практическое применение нашли станины монолитного или сварного типа. Монолитный вариант обеспечивает высокие характеристики по жесткости и гашению вибрации. Основной его недостаток – большой вес. В качестве такого основания отлично подойдет металлическая плита толщиной 10-20 мм. В зависимости от назначения станка возможно применение и других материалов. Монолитные основания доступно получить и с помощью других технологий, например, литьем из полимербетона.

Станина для самодельного токарного станка
Сварная станина выполняется в виде рамы прямоугольного сечения. Для ее изготовления, наиболее часто применяются разнообразные металлические профили. Сварная рама токарного станка отличается простотой изготовления и малой массой. Но кажущаяся простота такого решения оборачивается необходимостью дополнительной обработки посадочных мест под установку оборудования. Компромисс можно достичь, выбрав обычный швеллер. На горизонтальной грани швеллера устанавливаются необходимые элементы, боковые используются в качестве подставки и места крепления вспомогательных устройств.
Станочный суппорт
Чтобы изготовить самодельный суппорт токарного станка своими руками понадобятся направляющие, по которым будет выполняться продольное и поперечное перемещения. В промышленном оборудовании традиционно используются направляющие скольжения типа «ласточкин хвост». В домашних условиях качественно изготовить такой узел невозможно. Поэтому, при выборе, предпочтение отдается готовым цилиндрическим или профильным рельсам с линейными подшипниками. Наилучший вариант построения системы перемещений заключается в установке рельс с подшипниками качения. Они позволяют получить высокую точность, отсутствие люфтов, надежность и длительный срок службы. Не зря такие рельсы стали очень популярны у производителей станков во всем мире. Ведущим их недостатком считается только высокая стоимость.
Существует и дешевое решение. Оно подразумевает использование полированных валов от старых принтеров или иного оборудования.

Движение в продольном и поперечном направлениях, создается с использованием ходовых пар типа винт-гайка. В машиностроении применяются механизмы, построенные на основе резьбовых шпилек, трапецеидальных винтов или шарико-винтовых пар (ШВП). Выбор стандартных шпилек оправдан только для очень простых станков, так как не обеспечивает должной точности и долговечности. Трапецеидальный винт более надежен, устойчив к большим нагрузкам. Лучший, но дорогой, вариант подразумевает применение ШВП. Именно они устанавливаются в точном промышленном оборудовании. Крепление ходовых винтов требует применения подшипниковых блоков, обеспечивающих свободное вращательное движение и невозможность возвратно-поступательного. Такой блок можно сделать самостоятельно, но лучше использовать модели серийного изготовления.
Сборка суппорта будет напоминать работу с детским конструктором, а результат окажется не хуже, чем у заводских моделей.
Шпиндель и коробка подач
Шпиндельная бабка используется для крепления оси шпинделя, установки коробки скоростей и коробки переключения подач (КПП). Рабочая часть устройства любой коробки требует большого числа шестерен и трудно реализуется в домашних условиях. Простым решением проблемы шпинделя будет применение регулируемого привода на основе асинхронного двигателя с частотным инвертором. Такой комплект полностью заменяет классический редуктор.

Самодельная КПП для миниатюрного токарного станка вряд ли понадобится. Небольшие размеры обрабатываемых деталей не потребуют от токаря больших физических усилий, а мелкую резьбу гораздо продуктивнее нарезать леркой. Если все же требуется токарный самодельный аппарат с коробкой подач, то не обязательно искать набор шестерен. Автоматическую подачу можно выполнить на основе маломощных электродвигателей, что позволит в дальнейшем даже применить устройство ЧПУ.
Инструменты, материалы и чертежи
Изготовление настольного токарного станка и его сборку выгоднее всего проводить с использованием серьезного оборудования. Доступ к фрезерному и сверлильному оборудованию позволяет избежать некоторых проблем. Если такого доступа нет, то остается использовать то, что есть под рукой. Не только токарные станки, но и другие сложные самоделки, изготавливаются с помощью ограниченного набора слесарного инструмента и электродрели. Конечно, ко всему этому должны быть приложены «прямые» руки.
Материалы для будущей конструкции выбирают из того, что есть под рукой, стараясь ограничить финансовые затраты. Востребованными окажутся металлический профиль для станины, детали из листового металла, узлы крепления подшипников шпинделя и ходовых винтов, крепежные изделия. Приобрести потребуется рельсовые направляющие, приводные винты, преобразователь частоты. Благо, сегодня существует множество фирм, предлагающих их поставку.
Возможных вариантов, как сделать мини токарный станок, существует множество. Для выбора конкретного решения следует четко определить, для чего будет использоваться станок, какие заготовки на нем будут точиться. Обработка стали требует иного подхода к проектированию, чем для мягкого исходного сырья. В техническое задание включаются габариты конечного изделия, максимальные параметры обрабатываемых заготовок, доступные ресурсы, способы транспортировки станка и иные необходимые пожелания. Проанализировав все пожелания, выполняют чертежи самодельного токарного станка.

Чертеж для сборки станка
Необходимая детализация разрабатывается под имеющиеся комплектующие и возможности. Если этот этап кажется затруднительным, готовые чертежи на токарные станки находятся в свободном доступе.
Инструкция по сборке
Строить самодельный токарный станок по металлу, лучше всего начав со станины. На верхней грани основания готовятся посадочные места под продольные направляющие суппорта, шпинделя, двигателя и другие необходимых элементов. Ведущее требование к этим поверхностям — обеспечение базовой плоскости всего оборудования. Самым лучшим подходом будет фрезеровка площадок на промышленном оборудовании. На нем же желательно сразу просверлить и крепежные отверстия. В противном случае потребуется значительно больше времени для установки и выверки направляющих.
Продольные направляющие суппорта крепятся непосредственно к основанию станка с помощью винтов. Там же устанавливаются и подшипниковые блоки ходового винта. При монтаже добиваются соосности всех элементов. После окончательного закрепления направляющих, на них надеваются подшипниковые модули. Сверху, на монтажную поверхность, крепят основание поперечной оси. В качестве последнего используется металлическая пластина с крепежными отверстиями. Такая же пластина устанавливается на подшипники поперечного перемещения и служит для крепления резцедержки. Завершит самодельный токарный суппорткрепление миниатюрных индикаторных лимбов и маховиков ручного привода на концы приводных винтов.
Шпиндельный узел выполняется из двух подшипниковых щитов, которые также крепятся на станине. Щиты могут быть готовыми или самодельными.
При монтаже следует добиться совпадения главной оси с осями направляющих.
Вал шпинделя необходимо изготовить на токарном станке, либо попытаться подобрать готовый. При монтаже вал запрессовывается в подшипники. С одной его стороны устанавливается токарный патрон, с другой шкив для ременной передачи. Применение каких-либо других типов передач в небольшом станке нецелесообразно. Для возможности грубого регулирования скорости и увеличения вращающего момента шпинделя рекомендуется изготовить ступенчатые многоручьевые шкивы. Аналогичный шкив монтируется и на вал электромотора. Сам мотор устанавливается на раме снизу или сзади шпиндельной бабки. Крепление двигателя должно предусматривать механизм натяжения ремня.

Составные части самодельного токарного станка
На последнем этапе осуществляется монтаж электрооборудования станка. Он заключается в комплектации силового шкафа, в который устанавливаются преобразователь частоты, вводной автоматический выключатель и кнопки пуска и останова шпинделя. Также подключается двигатель и электрическая сеть. На этом сборка станка может считаться оконченной.
Модернизация токарных станков
Человек постоянно пытается сделать труд более лёгким, а его результаты более точными и красивыми. Те или иные усовершенствования орудий труда касаются любых инструментов, а тем более станков, на которых производятся изделия для:
- промышленного оборудования;
- бытовой техники;
- сложные или тяжёлые детали, необходимые для отрасли пассажирских перевозок;
- деталей теплостанций для обеспечения городского населения теплом;
- и др.




Всё, что касается жизни и здоровья человека, должно быть выполнено с надлежащей точностью и аккуратностью. К сожалению, даже у самых высококлассных мастеров может дрогнуть рука, или произойти заминка в действиях на доли секунды, что может привести к браку. От этого никто не застрахован, кроме автомата, запрограммированного на точное выполнение операции.
В этой статье мы хотели бы рассказать об основных направлениях доработки и усовершенствования токарных станков по металлу и дереву.
Первое программирование станков, правда, ткацких, было произведено в самом начале VIX века. Для токарного оборудования подобная модернизация, оснащение ЧПУ – числовым программным управлением, коснулось в самом конце 2 Мировой войны. Это произошло в Америке. Использовались токарные станки с ЧПУ только для изготовления пропеллеров для вертолётов.
Далеко не просто происходило, да и сейчас происходит компьютеризация процесса. Только в 1954 году были поставлены на поток станки с числовым программным управлением. Сейчас всё больше, в цехах с массовым производством одинаковых изделий, можно встретить токарных станков с числовым программным управлением. Скорость производства деталей увеличилась на этих станках значительно, даже за счет того, что автомат на перекур не выходит в середине процесса. Брак фактически сведён к нулю, а изделия имеют практически идеальное качество. Многое зависит и от правильно составленной программы.
Не только новые станки управляются при помощи компьютерной программы, но и на старое оборудование можно установить ЧПУ. Цель та же – повысить конкурентоспособность изделий выпускаемых на старом оборудовании. Установленное ранее на станок автоматическое управление с годами устаревает, появляются новые разработки, да и износ узлов и частей на старых станках со временем даёт о себе знать.
При замене или установке на станке ЧПУ с ним вкупе меняется вся система КСУ – комплексная система управления:
- гидравлическая система;
- электродвигатель;
- шпиндельные узлы;
- автоматические системы станка;
- приводы.
Необходима установка автоматического управления с ЧПУ и для станков повышенной точности, как для производственных мощностей, так и для экспериментальных цехов при НИИ и других организаций, занимающихся разработками в области точной механики и сверх надёжной техники.
Как работает станок с ЧПУ
Не следует думать, что для работы на токарном станке с программным управлением нужно знать меньше, чем при работе на механическом или полуавтоматическом станке. Для работы на нём так же необходимо:
- уметь читать чертежи;
- знать, какая скорость подачи и скорость проведения определённой операции необходима;
- порядок обработки заготовок.
Выполняя длительное время одну и ту же операцию на станке, его нет необходимости перепрограммировать. Достаточно нажать кнопку пуск, после того как в кулачках была зажата заготовка, что осуществляется при помощи кнопок, находящихся снаружи закрываемого корпуса станка.
Для выполнения сложных деталей с различным внутренним диаметром отверстия и различной шириной внешнего диаметра детали, наиболее выгоден станок с револьверной головкой. Станок с ЧПУ не обязательно будет работать только в автоматическом режиме. Панель управления станком имеет кнопки для ручного управления, что даёт возможность, не меняя программы, по чертежу выполнить деталь другой формы, если после неё опять будут выполняться прежние.
Станки с ЧПУ имеют управляемую как в ручном, так и в автоматическом режиме, пиноль, удерживающую длинные заготовки.
В отличие от механических станков, компьютеризированный имеет транспортёрную ленту, вывозящую стружку за пределы станка. В нижнем резервуаре находится охлаждающая эмульсия. Её подача на заготовку программируется наравне со скоростью подачи резцов и скоростью вращения.
Физически работать на станке с ЧПУ легче, но прежде чем запустить станок в автоматическом режиме, необходимо представить в каком порядке были бы проведены операции в ручном режиме, и заложить все сведения при помощи кнопок на панели в программу станка. Теоретические знания и умение обращаться с электроникой – это второстепенно, главное заключается в опыте работы на станке без программного обеспечения. Ведь под панелью находится всё тот же токарный станок, с теми же системами и принципом работы, только усилий от токаря при закреплении заготовки в кулачках, настройке скоростей, фиксации задней бабки потребуется в разы меньше.
После пройденной всеми инструментами обработки, изделие отрезается резцом и падает в контейнер всё в том же автоматическом режиме. Чистота рабочего пространства оператора обеспечивается не только тем, что отходы по транспортёру вывозятся в специальный резервуар, но и тем, что весь процесс обработки происходит в закрытом режиме. При проведении обработки детали в ручном режиме, следить за ходом можно через большое смотровое оконце на крышке, которое даёт полный обзор обрабатываемой заготовки.
Есть у токарных станков с ЧПУ ещё одна интересная возможность – получение вида детали с компьютера по электронной почте или другими способами. Специальные программы способны поворачивать виртуальную деталь, считывая её параметры, что значительно упрощает перенос чертежа оператором с бумажного носителя в систему станка.
Сколько стоит модернизация
Существуют и станки, в работе которых постоянное перепрограммирование приведёт к снижению темпов производства. К таким видам токарных станков относятся те, что предназначаются для выполнения единичных изделий. Но и для этого ряда станков необходима модернизация, которая сделает работу на них более удобной и качественной.
Для токарных станков, используемых для изготовления штучных изделий, модернизация может заключаться:
- повышением точности, за счёт установки подшипников другого типа;
- облегчения самого станка ввиду ограничения в данном производстве диаметра и веса заготовки;
- изготовлением станины с выемкой, что вызвано удобством в обработке определённого вида заготовок.
Расходы на установку ЧПУ и всей сопутствующей модернизация станка могут составлять около половины суммы нового оборудования. Да и не каждый станок, отработавший немалый срок, сможет выдержать подобное усовершенствование. Для старого оборудования, безотказно работающего в своём формате, достаточно доработать или обновить некоторые узлы:
- повысить мощность, поставив электродвигатель нового поколения;
- увеличить число рабочих передач;
- повысить жёсткость;
- механизировать процесс закрепления и снятия заготовок.
Такие усовершенствования могут проходить по плану во время капитального ремонта станков, но если учесть их возраст и то, что запасные части для них уже не выпускаются, остаётся их дорабатывать методом подбора узлов, предназначенных для других моделей токарных станков или изготавливать самостоятельно.
Проводимая модернизация может способствовать выходу из строя других узлов. Например, при установке более мощного двигателя, могут не выдержать такой нагрузки:
- ременная передача;
- фрикционная муфта;
- зубчатое колесо и другие узлы и механизмы.
Устанавливая новые мощные узлы, необходимо заранее просчитать, не приведёт ли такая модернизация к выходу из строя других. Чтобы избежать случайностей, необходимо провести проверочный расчёт на прочность всего оборудования станка, и усилить более слабые его узлы. Только в этом случае усовершенствование будет целесообразным и принесёт доход, а не дополнительные траты на покупку и изготовление запчастей.
Модернизация очень старого станка может заключаться:
- в смене вида ременной передачи с плоской на клиновую;
- установке зубчатых колёс из более прочных сплавов и композитов;
- в повышении жёсткости путём установки станка на более широкие тумбы;
- в укреплении станины за счёт дополнительных рёбер жёсткости;
- в удлинении станины, если того требует производственный процесс;
- в оснащении револьверной головкой другого типа.
Любая модернизация производится для того, чтобы продлить срок службы станка и сделать его более современным и производительным.
Относительно приобретения нового, полная модернизация, с установкой автоматического узла управления на старый, обойдётся примерно в 2 раза дешевле.
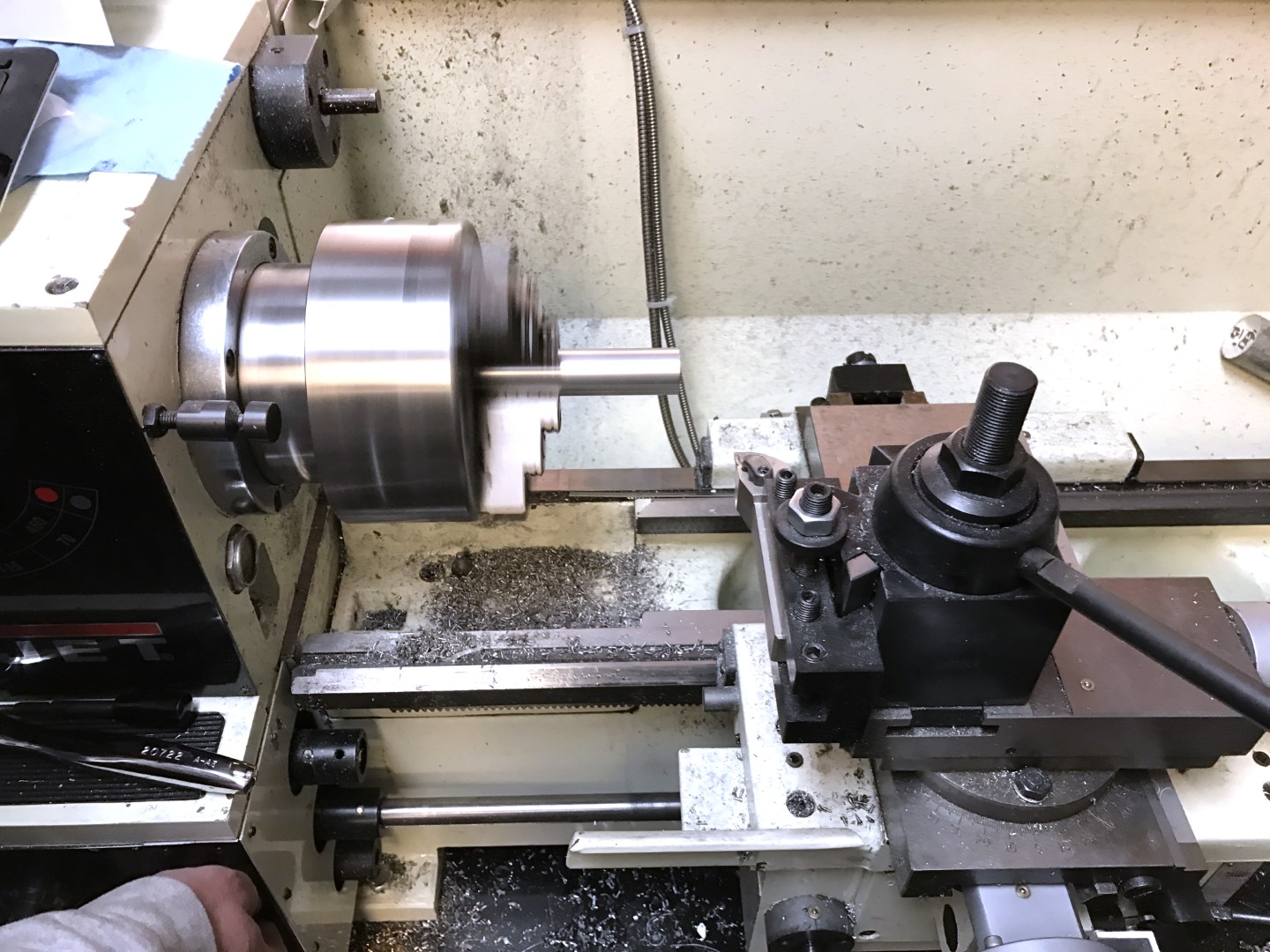
Модернизация токарного станка под работу с ЧПУ
В нашей домашней мастерской есть токарный станок по металлу Jet GBH-1340A с устройством цифровой индикации (УЦИ). Мы давненько обсуждали возможность добавить к нему ЧПУ, потому что без компьютерного контроля некоторые виды деталей чрезвычайно сложно изготавливать с высокой точностью. Статья повествует о полученном в этом процессе опыте, включая допущенные ошибки и рекомендации по их избежанию, а также детально раскрывает весь процесс от начальной комплектации до получения готового результата.
Подготовка
Тем не менее к проекту мы подошли с некоторой долей прокрастинации. С самого начала мы выбрали контроллер частотно-регулируемого электропривода для шпинделя, шаговые моторы NEMA 34 и драйверы для осей станка на основе того, что обнаружили в нашем фрезерном станке Tormach 770. Мы также нашли в интернете интерфейсную плату с параллельным портом для управления ЧПУ. Одним из основных критериев выбора всех запчастей была их дешевизна, хотя в конечном счете пришлось переплачивать. Как говорится, скупой платит дважды.
Детали прибыли и примерно на год были отложены в сторону ввиду большого количества других активных проектов. Мы лишь изредка обращались к этому, чтобы сделать кое-какие измерения и продумать конкретное размещение шаговых двигателей. Полноценно же переключиться обратно к реализации задуманного нас заставил внезапный отказ двигателя шпинделя нашего Jet. Вот тогда уже мы достали все заготовленные детали и всерьез занялись переделкой.
Общая сводка по проекту
Затраченное время: множество выходных
Сложность: продвинутая
Стоимость: $2,500–$2,800
Материалы
Инструменты
- Фрезерный станок ЧПУ, концевые фрезы, расточные оправки, токарные инструменты для обработки креплений двигателя.
- Дрель, отвертки, гаечные ключи, инструменты для зачистки проводов, обжимные устройства и т.д.
- Паяльник и олово.
- Модификация самого механизма.
- Сборка блока управления.
- Установка и настройка управляющего ПК.
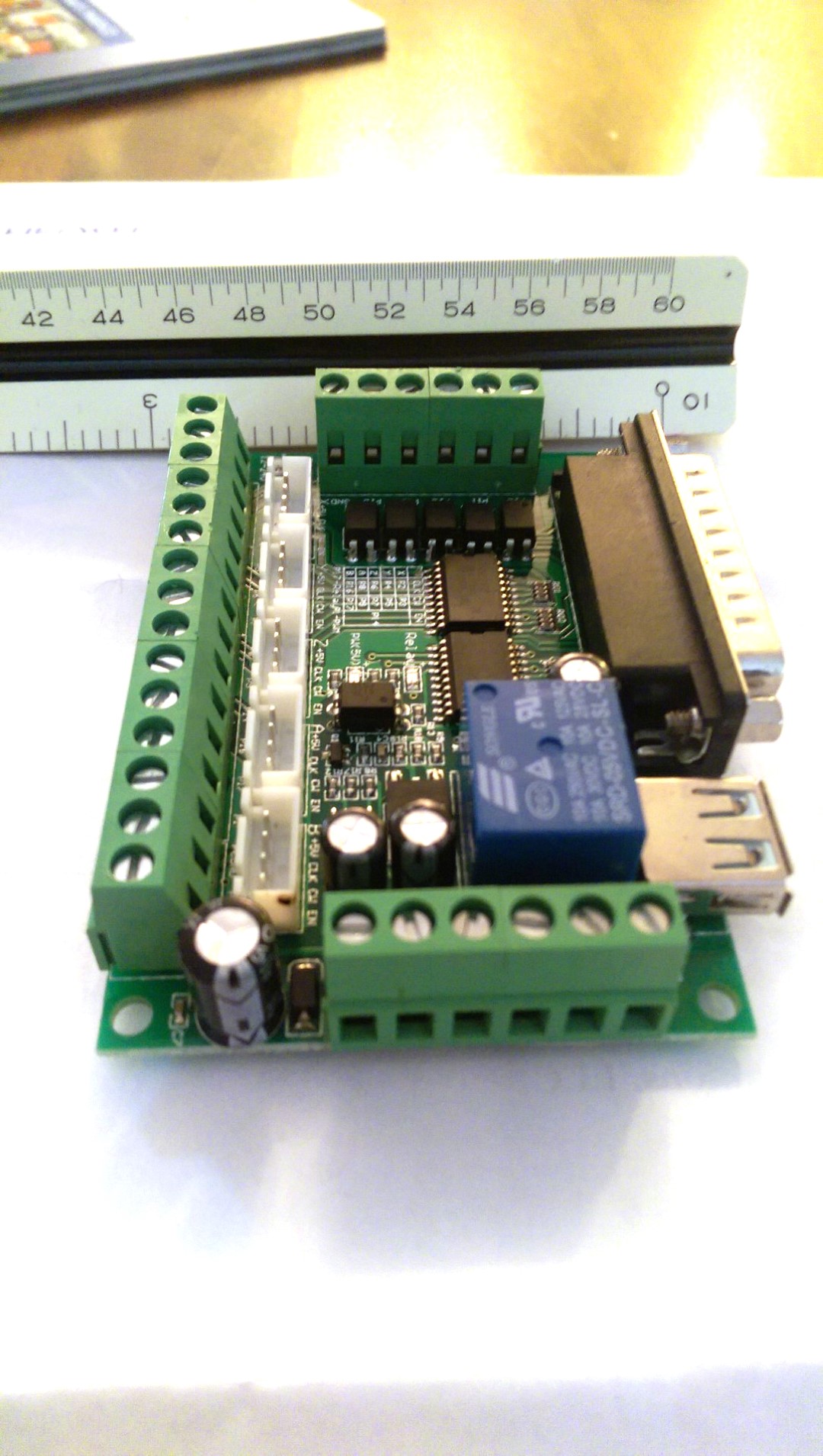
Плата управления для LPT-порта/интерфейсная плата
Модификация станка. Часть 1

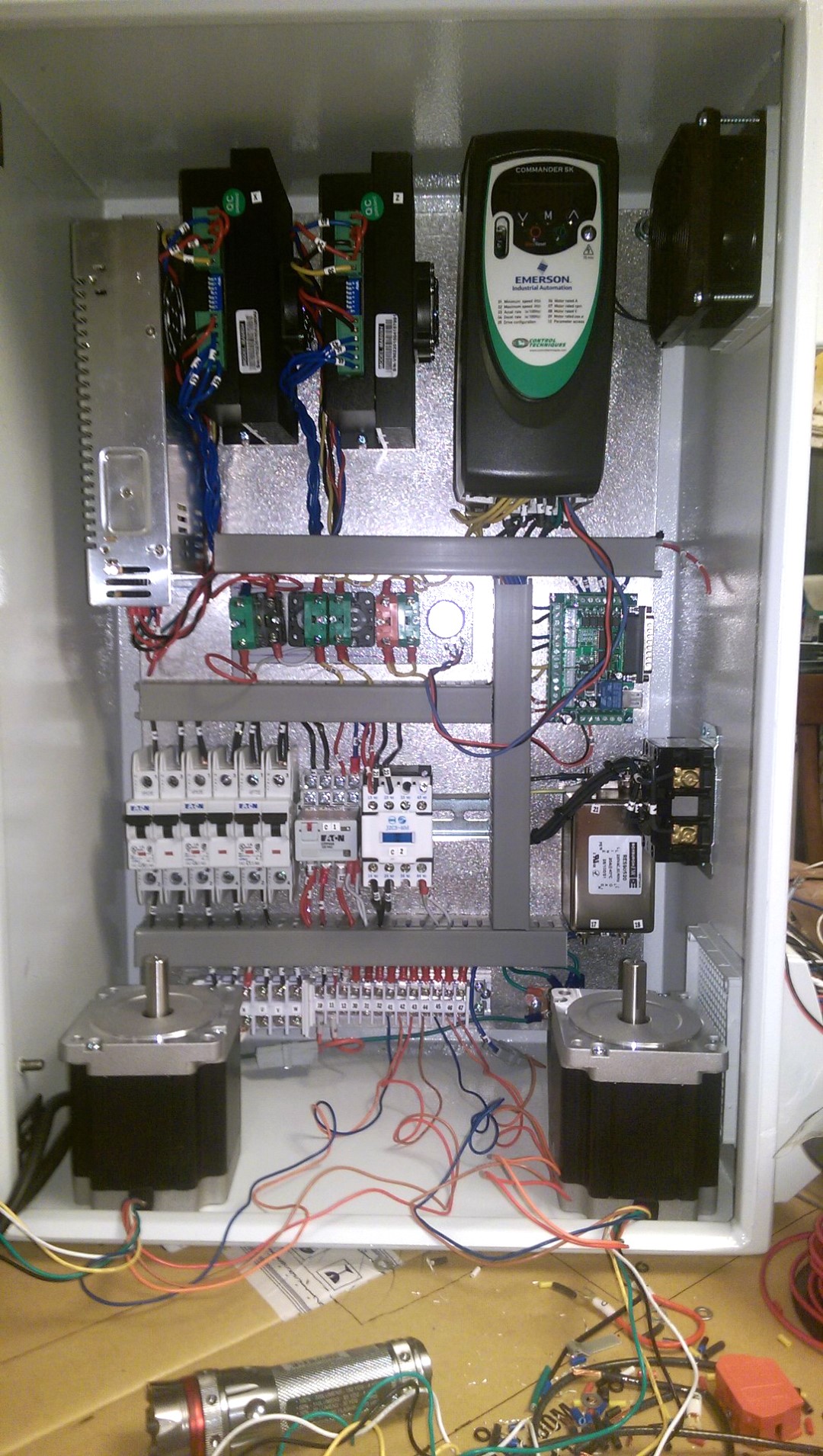
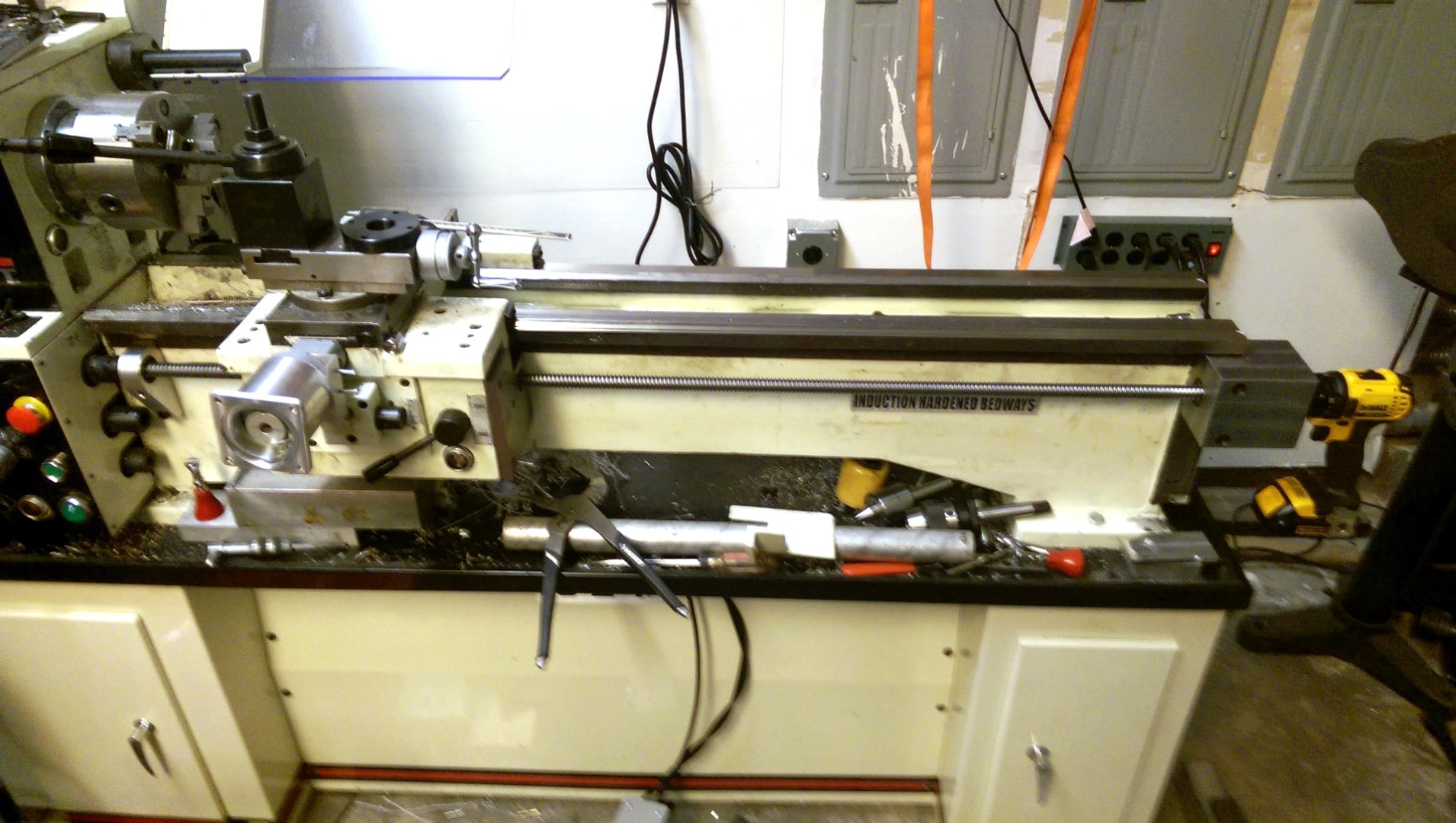
Наш 40″ станок по металлу до апгрейда
Этот станок имеет следующие характеристики: расстояние между центрами 40 дюймов и максимально возможный диаметр заготовки 13 дюймов. По умолчанию скорость шпинделя контролируется через редуктор, расположенный за шпинделем и приводимый в действие однофазным двигателем 230В. Редуктор изменять не потребовалось; мы просто выбрали оптимальные настройки передачи, и далее при использовании ЧПУ управление скоростью уже будет осуществляться контроллером частотного преобразователя. Выход из строя оригинального однофазного двигателя, фактически, только сыграл нам на руку, так как его замена трехфазным аналогом давала большую степень контроля и позволяла удвоить максимально возможную скорость вращения, которая для умершего мотора составляла 1 750 Об/мин. Самое же удачное, что частотный преобразователь был способен преобразовать 220В из одной в три фазы. Оригинальный блок управления был снят с задней части станка, и некоторые из его контрольных реле вместе с другими деталями мигрировали в новый.

Фрезеровка первой опоры двигателя оси Z
Каретка, удерживающая режущие инструменты, предполагала два варианта управления своим движением по оси Z. (На токарном станке ось Z идет слева направо, а ось X является осью поперечной подачи). Есть основной ходовой винт для общего резания и второй ходовой винт, который вращается синхронно со шпинделем для нарезания резьбы. Оба винта приводятся в движение одним редуктором и задействуются для перемещения каретки с помощью рычагов управления на самой каретке. Мы решили убрать винт нарезания резьбы и стержень, управляющий первичным ходовым винтом. Это позволило нам приводить в движение основной ходовой винт с помощью шагового двигателя (ШД), размещенного на противоположном конце и закрепленного шкивами с ремнем. Основному винту требовалось всего чуть более 50 вращений для перемещения каретки на 1”, и мы рассчитывали, что это даст некоторую степень контроля точности.
Первый вариант привода двигателя оси Z
При помощи фрезерного станка ЧПУ мы изготовили опору двигателя, которая крепится болтами к токарному станку на вертлюге, почти также как генератор в автомобиле устанавливается для натяжения ремня.

Замена поперечной подачи: основная рукоятка оси X
Для оси X, иначе говоря, поперечной подачи, очевидным выбором стал прямой привод от шагового двигателя. Мы сняли рукоятки со станка и фрезеровали еще одну алюминиевую опору. Для смягчения жесткости ходовой винт был присоединен к шаговому двигателю через соединительную муфту.
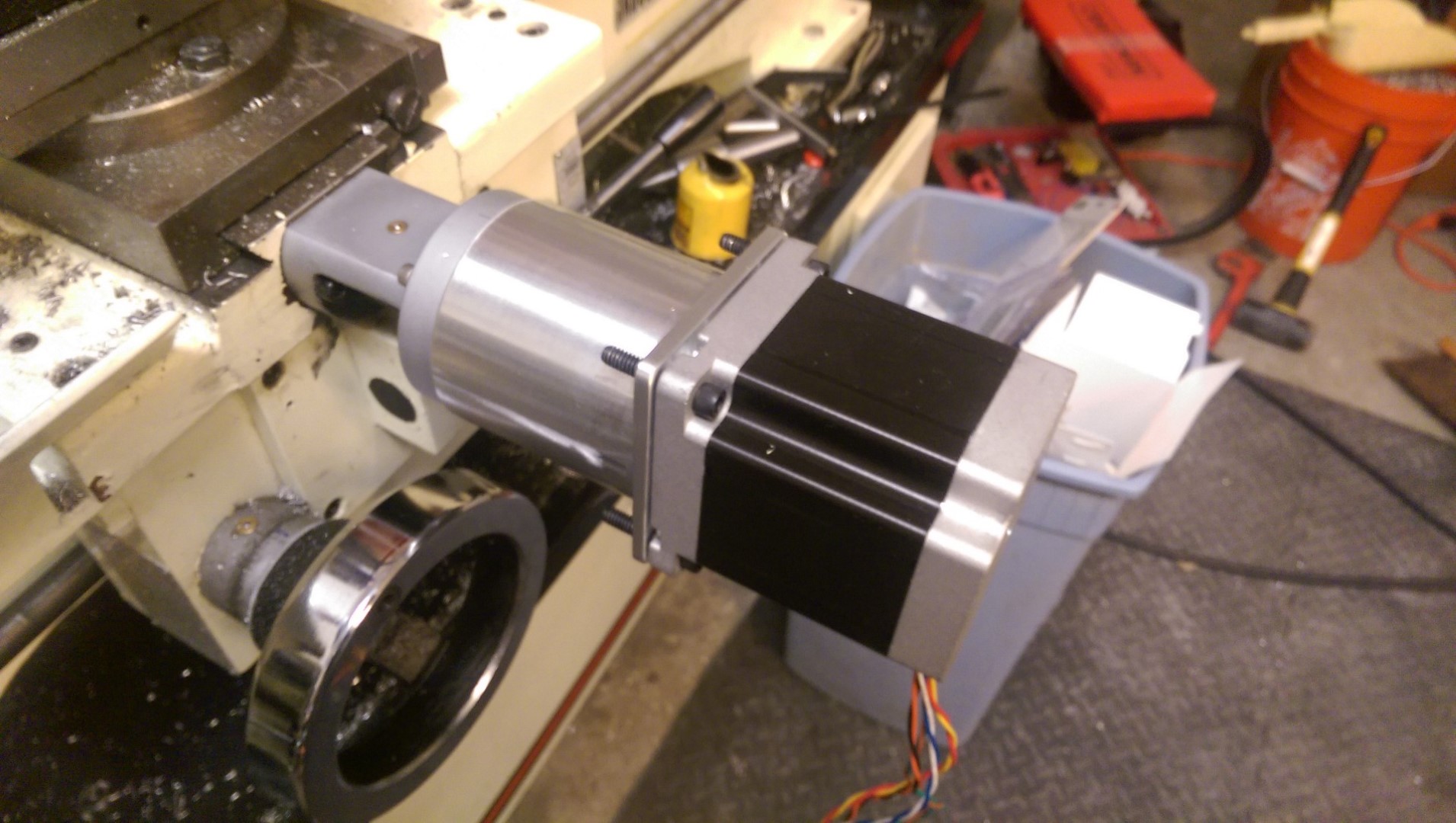
Мотор с поперечной подачей в сборе: новый шаговый двигатель оси X
В задней бабке токарного станка доработок мы не делали. Она останется под ручным управлением, в то время как компьютер будет выполнять всю тяжелую работу по осям X и Z.
Сборка блока управления
Оригинальный блок был слишком мал и просто не вместил бы все компоненты, необходимые для управления станком. Поэтому мы заказали корпус размером 24″×16″×10″, в который бы точно все поместилось. Глубина 10” была, возможно, излишней, но зато обеспечила достаточно пространства для крепления вентиляторов охлаждения и переключателей на боковой стенке. В то же время корпус оказался достаточно жестким, чтобы, будучи установленным на задней стенке станка, удерживать на себе монитор и при этом не падать.
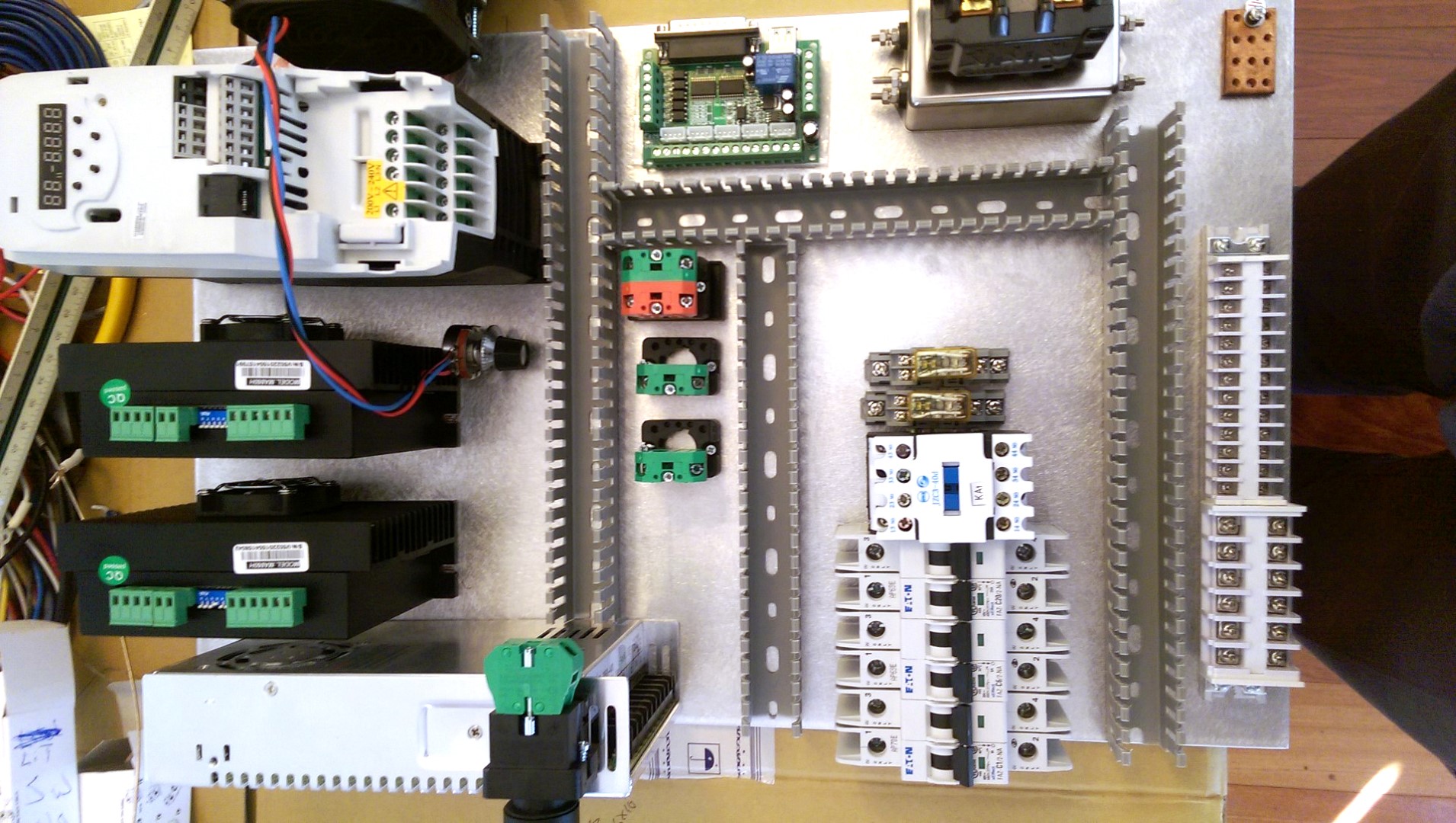
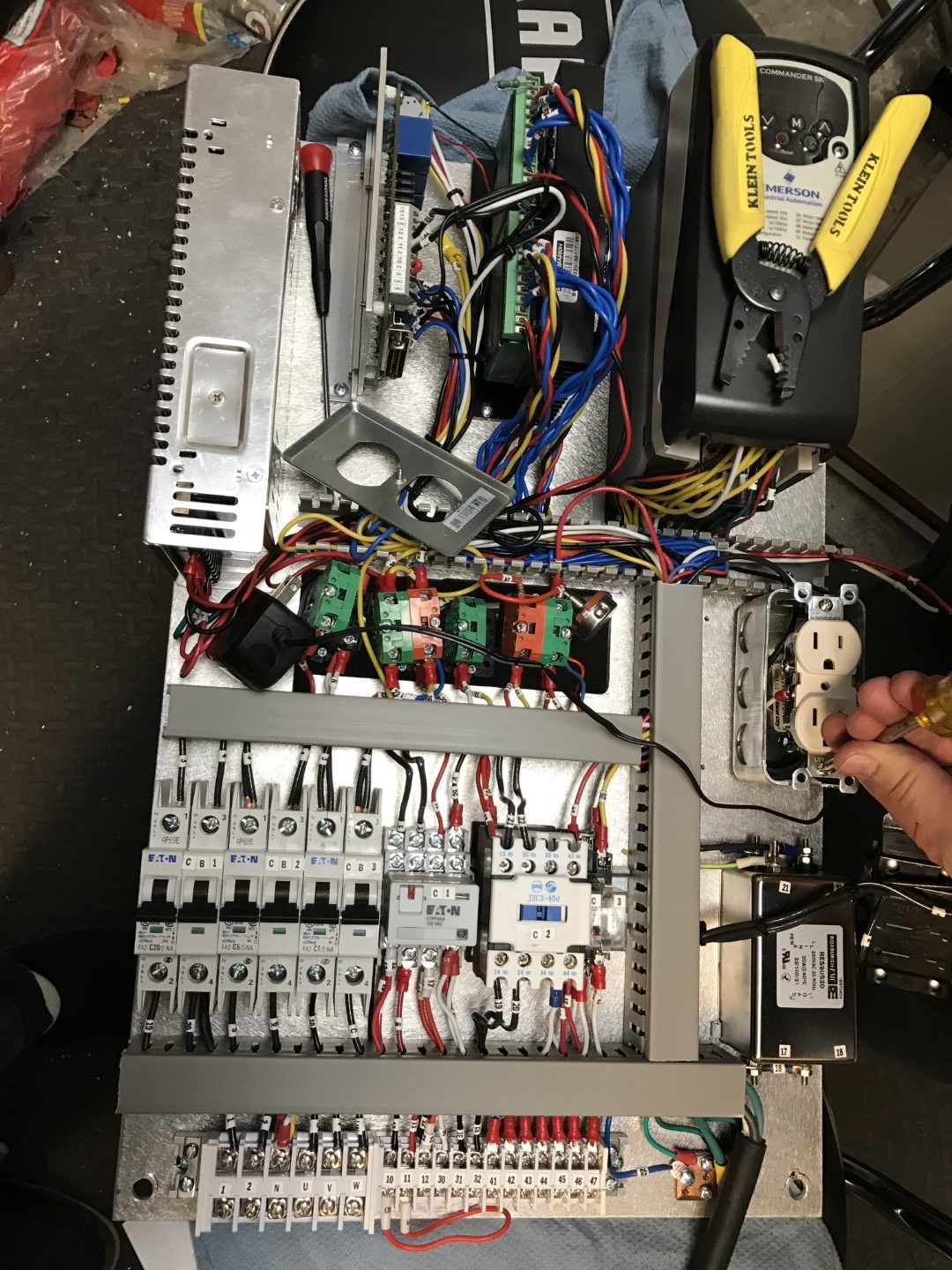
Расположение элементов управления
Мы закрепили все компоненты на листе алюминия толщиной 1/8”, который можно было вынимать из корпуса для удобства доступа. При этом он также выступал в качестве теплоотвода. Для элементов ручного управления шпинделем мы вырезали в листе и корпусе соответствующие отверстия.
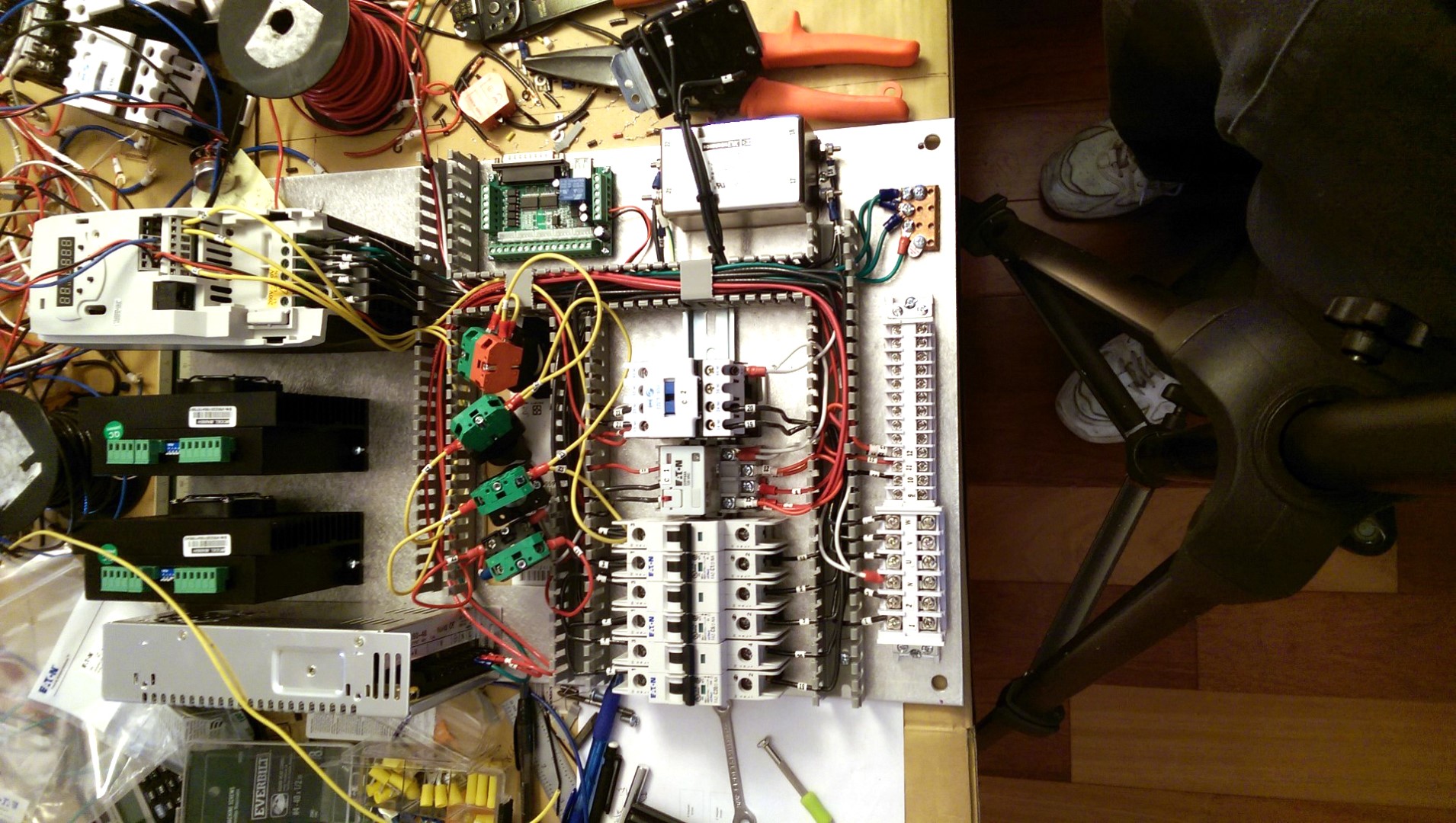
Прокладка проводов
Во избежание спутывания проводов мы добавили кабельные каналы с открытыми пазами.
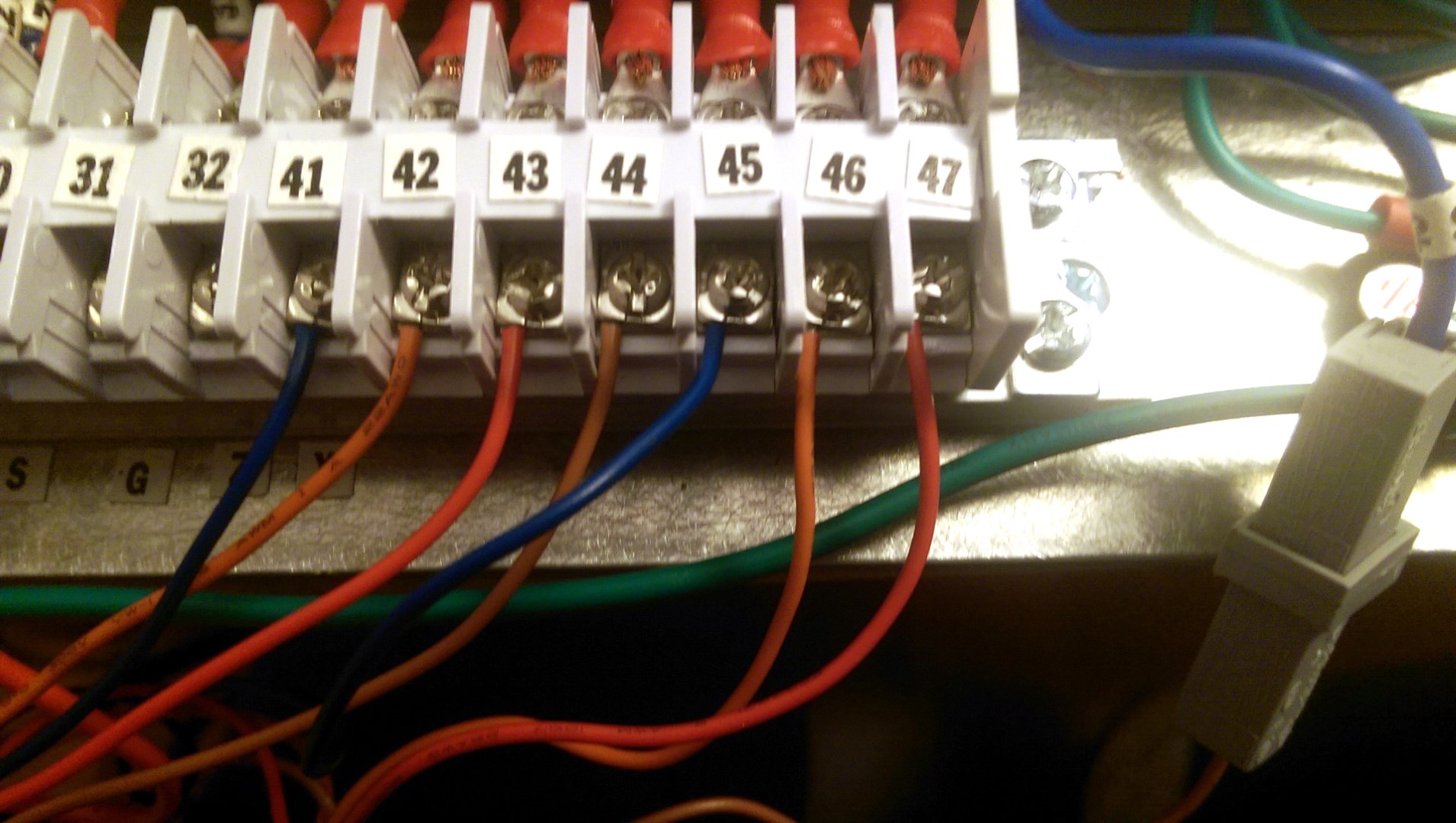
Тщательно промаркированное соединение
В течение всего процесса схема обрабатывалась в Visio, где все соединения тщательно пронумеровывались, а провода для соответствия помечались с обоих концов.

Собранный блок управления (с головой Стэна внутри)
Блок управления в сборе. Первое тестирование
Весь процесс сборки блока управления занял около 60 часов.
Настройка управляющего ПК
Хоть во многих проектах ЧПУ для управления устройством и используют параллельный порт, в них зачастую не используется новейшее наиболее производительное аппаратное обеспечение. Во-первых, многие современные ПК не оборудованы параллельными портами, к тому же многие из современных процессоров оптимизированы таким образом, что хорошо работают с ПО, но малоэффективны в прямой реализации портов ввода/вывода по технологии bit-banging для чувствительного ко времени управления аппаратной частью. Это не проблема для ПК, управляющего принтером, потому что USB снижает степень нагрузки, но в нашем случае с фрезером на ЧПУ неверная конфигурация оборудования/ПО может привести к тому, что рез будет сделан в десятках тысячных долей от места, куда указывал G-code. (Например из-за пропуска шагов, прим. переводчика).
К счастью, для основных возможностей программного обеспечения ЧПУ есть списки протестированных компьютеров, так что подбирать было уже куда легче. Мы выбрали старый Dell Optiplex с процессором Pentium 4 и ОС LinuxCNC. Два таких ПК (один на запчасти) мы удачно приобрели в местном магазине подержанных компьютеров по $30 за каждый.
LinuxCNC предлагает очень широкий набор вариантов управления и отлично поддерживается сообществом компьютерных энтузиастов. Следуя инструкциям с сайта, установить LinuxCNC оказалось достаточно просто, и эта ОС отлично запустилась на нашем древнем ПК. С помощью программы StepConf мы смогли настраивать отдельные контакты параллельного порта любым нужным нам образом. Однако, как оказалось, лучше было настроить LinuxCNC до покупки каких-либо управляющих устройств, так как эта ОС предлагала предустановленные конфигурации для нескольких типов оборудования, о некоторых из которых во время начальных закупок мы попросту не знали.
Все это не заняло много времени, и наша плата для LPT-порта при нажатии клавиш уже светилась как новогодняя елка, разве что магический дым не появлялся. И вроде бы все должно было быть четко, но… ничего не работало.
Скупой платит дважды
Все-таки нечестно говорить, что не работало ничего. Были намеки на практически правильное функционирование некоторых компонентов. Один из ШД реагировал на команду повернуться единственным глухим звуком. На драйвере этого двигателя даже светился светодиод зелёным вплоть до этого момента, после чего переключался на красный. Драйвер другого ШД демонстративно горел красным сразу при подаче питания и продолжал пялиться на нас, словно глаз Саурона.
Я уже упоминал, что многое из купленного нами для собственного блока управления было выбрано по образцам из имеющегося фрезерного станка. Эти драйверы ШД были той же модели MA860H, что и в нем. Так что, рисуя в воображении счета на ремонт этого фрезера, мы начали заменять подозреваемые детали, устанавливая их в него. Шаговые двигатели были первыми, и к нашему облегчению оба заработали отлично. Следующими на проверку отправились их драйверы, и вот из них уже ни один не функционировал. Глаз Саурона продолжал насмехаться над нами. Заподозрив, что это был наш косяк, мы заказали еще пару драйверов той же модели. Оба оказались недееспособны сразу по прибытии. Один вообще отказался работать во фрезерном станке, а второй обеспечивал вращение, но только в одном направлении. Очевидно, что эти драйверы не являлись надежным решением.
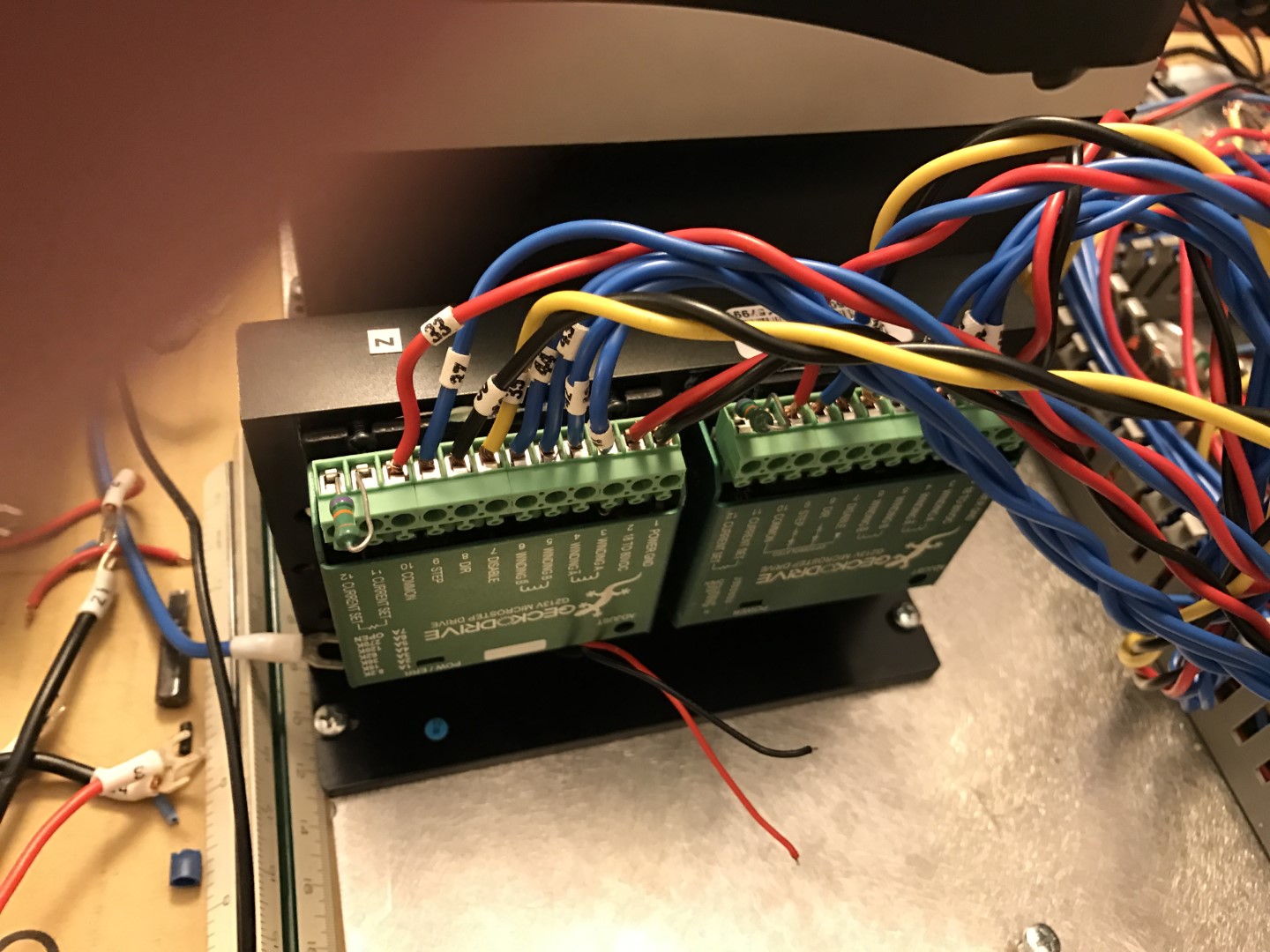
Франкенштейн-драйвер двигателя: новые GeckoDrives, установленные в каркас нерабочего драйвера
Получше изучив информацию в интернете, мы вышли на модели GeckoDrive, которые полноценно оправдали наши ожидания. Эти платы отлично заработали сразу же после подключения, и обе прекрасно вписались в одно посадочное место, где ранее стоял один дешевый драйвер. При должном напряжении этим платам требовался отвод тепла, которым по умолчанию они оборудованы не были. Оставшиеся же нерабочие аналоги как раз оснащались теплоотводами и вентиляторами, которые оказались единственной рабочей их частью. В итоге мы просто встроили платы GeckoDrive в опустошенный каркас мертвого драйвера, решив таким образом сразу две проблемы.
Детали управления в сборе, но пока без корпуса
Новая интерфейсная плата оказалась намного крупнее изначальной, и теперь мы могли установить ее на место одного из оригинальных драйверов шаговых двигателей.
Небольшая заметка по поводу драйверов: они бывают аналоговыми и цифровыми. Вы можете найти на YouTube видео сравнения их в работе. На видео демонстрируется, и мы это подтверждаем, что цифровые экземпляры обеспечивают намного более плавную и тихую работу двигателя. Так что их повышенная стоимость себя оправдывает.
Сборка всего воедино
Все было на своих местах. Мы могли управлять ШД при помощи кнопок UI или инструкций G-code, а с помощью элементарного крепления двигателей к ходовым винтам можно было перемещать каретку вдоль обеих осей.
Мы не знали точного отношения скорости вращения ходовых винтов к боковому смещению, так что правильные установки для программы StepConf искали методом проб и ошибок. Эта программа запрашивает несколько значений: количество шагов двигателя на оборот, микрошаг драйверов, соотношение зубьев шкивов и шаг ходового винта. Если вы не уверены в этих значениях, имейте ввиду, что они перемножаются в одно значение, которое означает «шаги на дюйм». Если все эти значения кроме одного (не важно какого) установить на 1, то в итоге оставшееся значение будет большим числом, которое можно подстроить с отличной точностью.
Для этого мы следовали такому алгоритму:
- Двигаясь слева направо, переместить каретку на приблизительную известную позицию. В UI ЧПУ сбросить смещения, установив значение позиции как 0.
- Измерить расположение каретки.
- С помощью G-code передвинуть каретку на 1” дальше вправо, то есть к Z1.
- Измерить новое положение каретки и посчитать разницу в дюймах.
- Разделить значение «шаги на дюйм» на пройденное кареткой расстояние, получив новое значение «шагов на дюйм». Например, если количество шагов на дюйм равно 20 000, и вы производите смещение на 1.015”, то новое значение будет 20 000/1.015 или 19 704 шагов на дюйм.
- Повторять процесс, пока команда выполнить смещение на 1” не будет давать конкретно смещение на 1”.
Цифровой индикатор по-прежнему был прикреплен к токарному станку, что сильно упрощало процесс сравнения вводимых на ПК инструкций с фактическим перемещением каретки. Следуя разработанному нами алгоритму, мы должны были получить значение шагов на дюйм, которое бы давало согласованные результаты независимо от оси, на которой проводились измерения. Этот подход отлично работал для оси X, но при измерении оси Z результаты варьировались в диапазоне до 0.012”, что зависело от места проведения измерений. В чем-то крылась серьезная ошибка.
Модификация станка. Часть 2
Ходовые винты могут быть неточными, но винт должен быть совсем плох, чтобы отклонение то возрастало, то опять уменьшалось вдоль всех 40”. Проблема была в том, что помимо ходового винта в движении по оси Z были задействованы и другие шестерни, а также червячные передачи. Нам нужно было учесть неточность во всем этом связанном механизме. Люфт оси Z был таким же ужасным. В LinuxCNC есть способы компенсировать это, но для этого потребовалось бы вычислить ошибку в каждой точки вдоль всех 40” оси. Достичь желаемой точности было практически невозможно. Передаточный механизм нужно было менять.
Замеры места для расположения двигателя оси Z
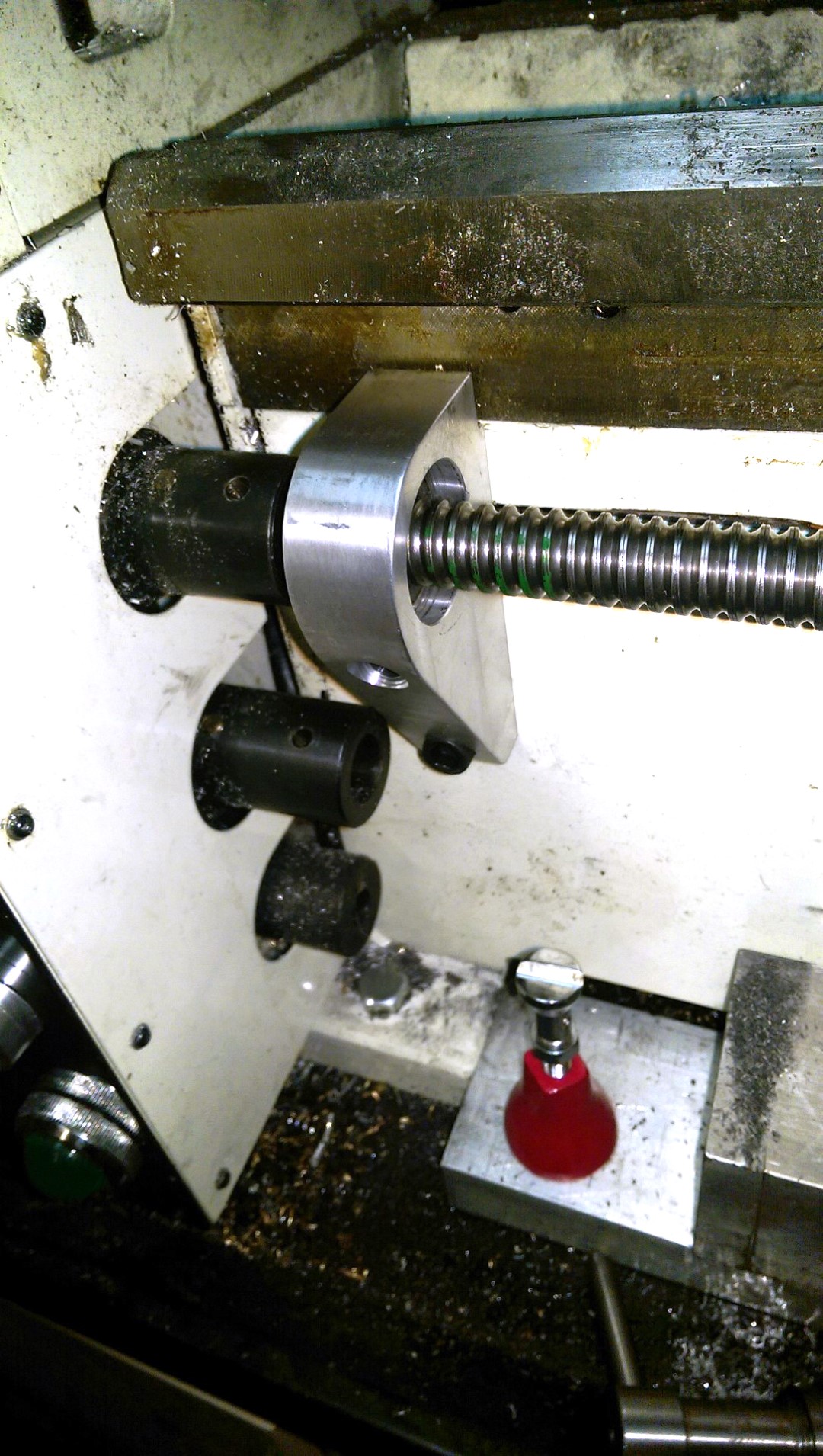
Прецизионная шарико-винтовая пара (ШВП) может практически полностью устранить люфт, вопрос лишь в цене. В одной компании ШВП предлагалась аж за $3 500. В конечном итоге мы приобрели ШВП и гайку за $225 в Roton Products, расположенной в Миссури. Дополнительно потребовалась ее подгонка под купленные ранее подшипники, что в местной шлифовальной мастерской обошлось еще в $336. У данной ШВП люфт составлял уже всего 0.007”, но он хотя бы не изменялся по ходу длины винта, что позволило легко это компенсировать в LinuxCNC.
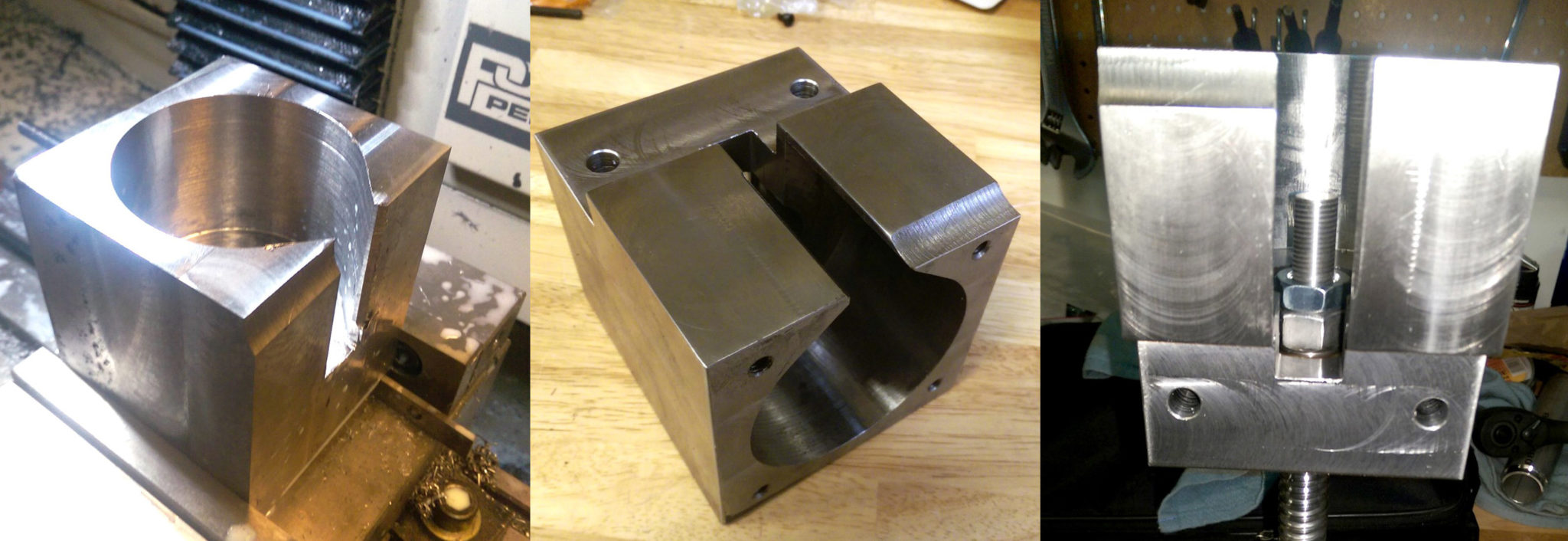
Вторая опора двигателя оси Z: середина вырезана фрезой, обработана и смонтирована вместе с ШВП
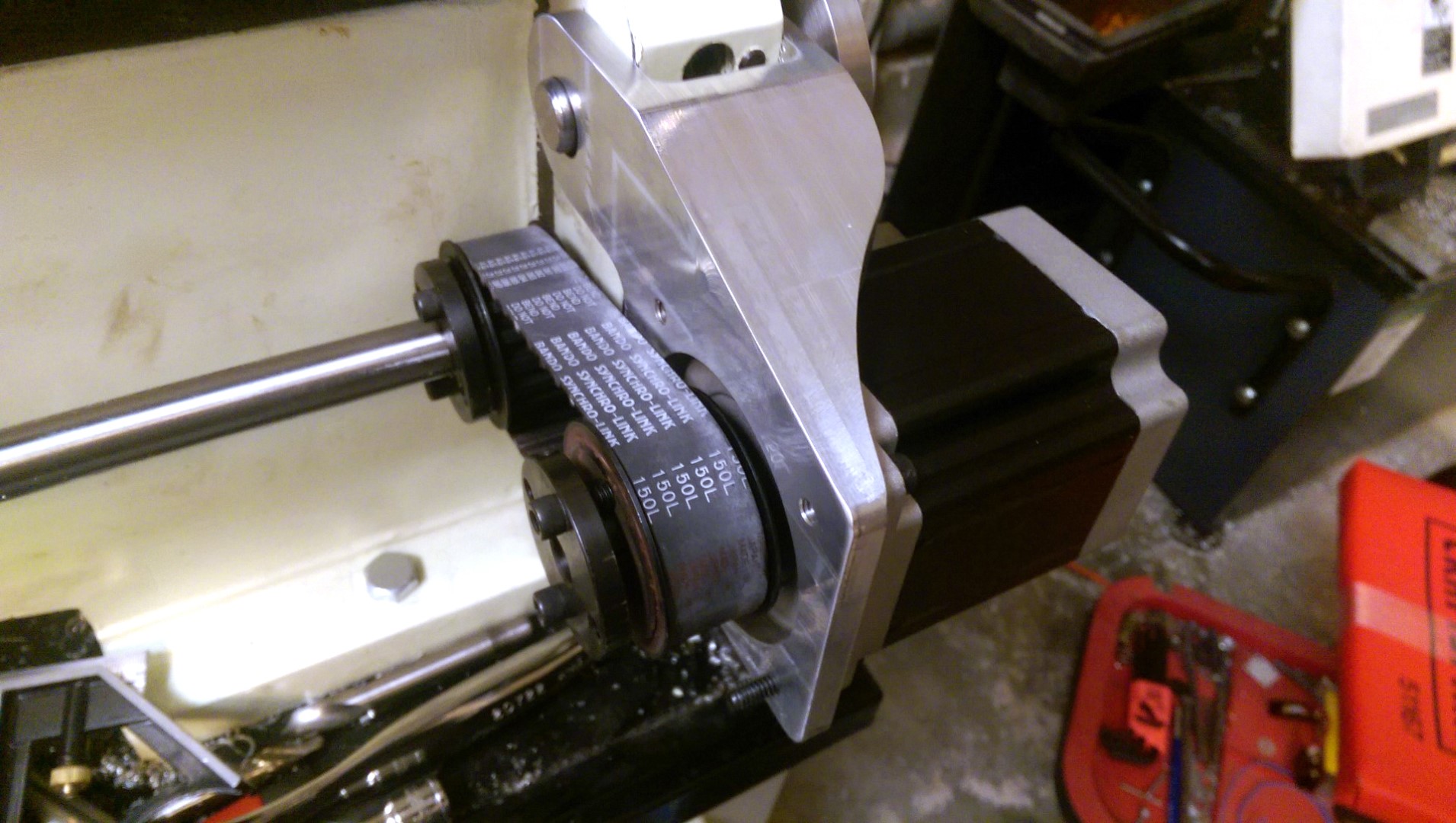
Мы также решили убрать ремень со шкивом и сделать новое крепление для ШВП, чтобы можно было реализовать прямой привод от ШД.
Крепление бабки ШВП оси Z
Каждый конец вала удерживается парой упорных подшипников, закрепленных один к одному для блокировки подвижности с одновременным сохранением вращения. Сам вал закреплен между этими двумя опорами подшипников под некоторым натягом.
Модифицированный токарный станок с новыми опорами, подготовленными для ШД
Любому ЧПУ требуются конечные выключатели, чтобы машина могла находить базовую позицию на каждой оси.

Монтирование конечного выключателя
К счастью, когда мы разобрали блок ручного управления, то обнаружили два переключателя без фиксации, идеально подходящих для этой цели, которые разместили в удобном положении для каждого приводного винта.
Прокладка проводов обычно осуществляется через кабельные каналы, но для оси X мы этого не стали делать, просто позволив проводам, идущим от блока управления сзади к оси X, запитываемой спереди, свободно свисать под станком.
Последние штрихи
Токарный станок с ЧПУ в действии. Тестовый запуск
Теперь у нас был полностью функционирующий токарный станок с ЧПУ. LinuxCNC работала отлично, хоть ее UI и напоминал приложение для старой Windows 98.
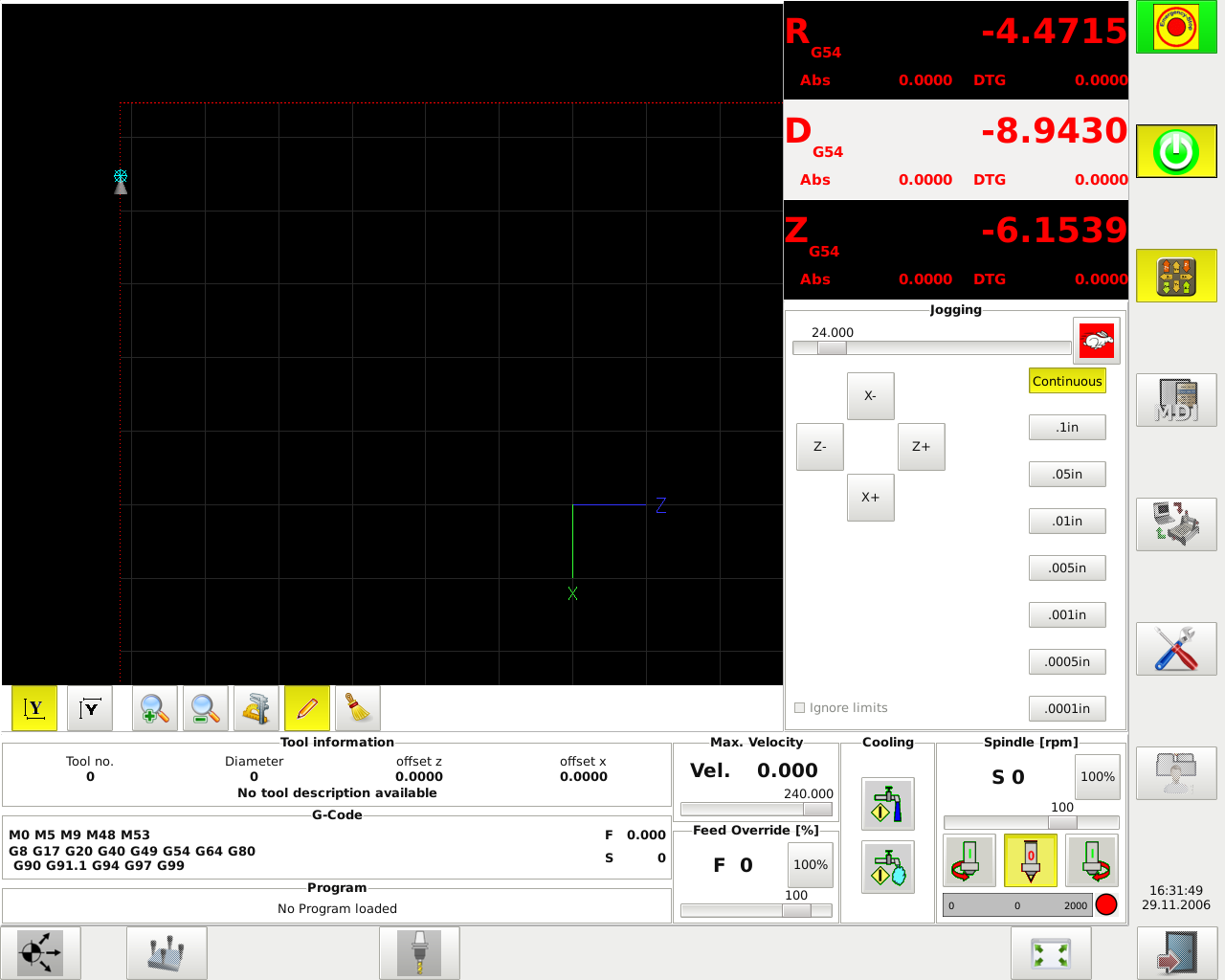
Скриншот LinuxCNC (Ни одна программа не загружалась, пока я не выяснил, как заставить ее игнорировать то, что она не подключена к станку)
К счастью, немного пошерстив форумы мы нашли два альтернативных UI, которые выглядели и работали на порядок лучше.
И как это обычно бывает с Linux, готовьтесь к чтению множества форумов и документации, а также редактированию текстовых файлов для получения нужной вам конфигурации.

Приспособление для заточки ножей. Рукоятки изготавливаются на токарном станке ЧПУ!
Токарный станок по металлу своими руками
Многие типы станков по металлу, с ЧПУ или без него, приобретают у производителей подобного оборудования только в случаях серийного и крупносерийного производства из-за большой их стоимости. Именно поэтому для домашнего использования и мелкосерийного производства многие решают создать станок своими руками.

Самодельный токарный станок по металлу
Область применения
На протяжении многих лет станок по металлу, с ЧПУ или без подобной системы, использовался для получения деталей различных форм. При этом было создано огромное количество моделей: токарный станок по металлу, фрезерный или сверлильный с ЧПУ или без подобной системы. При этом каждая модель создается под определенные задачи.
Токарный станок по металлу используется для получения деталей цилиндрической формы. ЧПУ позволяет в большой степени автоматизировать процесс. Детали применяются как в бытовых условиях, так и при промышленном производстве. Промышленный станок по металлу, с ЧПУ или с ручным управлением, дорогой и большой. Именно поэтому многие решают создать подобную конструкцию своими руками.
Конструктивные особенности
Для того чтобы создать токарный станок следует знать из чего он состоит. Он состоит из следующих частей:
- рама;
- задняя и передняя бабка;
- электропривод;
- суппорт с держателем для резца;
- двигатель.
Кроме этого конструкция может включать и другие элементы, в зависимости от предназначения токарного станка по металлу.
Самодельный токарный станок Мини токарный станок по металлу Самодельный токарный станок по обработке металлических заготовок
Основным предназначением рамы – жестко связывать между собой все элементы. Сделать ее можно своими руками. При этом учитывают следующие нюансы:
- Размеры детали.
- Мощность установленного привода.
- То как расположены составляющие токарного станка по металлу: практически все чертежи токарного станка по металлу схожи, но все же имеют отличия.
Как правило, основание изготавливают из стали, элементы станины связывают между собой сваркой и резьбовым соединением.
Сделать станину можно из стальных уголков или профиля. Своими руками сделать станину для токарного станка довольно просто, главное учитывать правильность, выдерживать параллельность и перпендикулярность.
Передняя бабка
Основным составляющими конструкции можно назвать переднюю бабку, которую также можно сделать самому. Ее основными особенностями является:
- через нее происходит связь ведущего центра и электродвигателя;
- промышленный вариант имеет переднюю часть, которая состоит из коробки скоростей и подач самому сделать подобную конструкцию, которая позволит регулировать скорость вращения шпинделя и силу подачи, довольно сложно.
При создании подобной конструкции своими руками зачастую выходной вал жестко соединен с патроном, в котором крепится заготовка. Изготовление более сложной конструкции требует определенных расчетов. Единственным простым решением, которое позволяет регулировать скорость вращения шпинделя, можно назвать использование ременной передачи и различных по диаметру шкивов. Она имеет корпус для защиты мастера и окружающих от движущихся элементов. Токарный станок должен иметь мощность привода более 800 Вт.
Электродвигатель
В движение шпиндель и другие элементы приводит установленный двигатель. Своими руками создать электродвигатель достаточно сложно, поэтому его придется приобрести. При его покупке следует учесть:
- может использоваться даже 200-ваттный вариант;
- при выборе стоит помнить о том, что слабый двигатель может перегреться от сильной нагрузки;
- если двигатель установлен без ременной передачи, то при продолжительной остановке электродвигатель выйдет из строя.
Мини или настольный вариант подобного оборудования может быть без передачи. Это связано с тем, что токарный настольный вариант исполнения не предназначен для обработки больших деталей. Настольный токарный станок своими руками по металлу создается с учетом того, что вдоль направления вала электродвигателя также присутствует усилие. При условии длительной обработки происходит разрушение подшипников.
Создавая мини вариант своими руками не рекомендуется использовать коллекторный электродвигатель. Это связано с тем, что при падении нагрузки значительно повышается количество оборотов. Создаваемая центробежная сила даже при использовании мини кулачкового патрона может привести к вылету заготовки.
Задняя бабка и резцедержатель
Часто в конструкцию включают блок для крепления заготовки со второго конца, который используется для лучшей фиксации. Сделать ее можно самостоятельно с учетом следующих нюансов:
- она должна быть расположена параллельно длинной стороне станины;
- для того чтобы можно было обрабатывать как мини и так и большие заготовки она должна передвигаться вдоль станины.
Однако ее может и не быть. Все зависит от того, будет ли обрабатываться мини или большая заготовка.
Резцедержатель сделать самому можно. При рассмотрении данного устройства стоит помнить, что резец должен крепиться крепко и устанавливаться под различным углом к обрабатывающей поверхности.
Процесс сборки
Если не использовать уже испробованные чертежи, тогда следует провести разработку своего проекта.

Чертеж общего вида самодельного токарного станка по металлу
Возможность создания вариант с ЧПУ не рассматривается, а вот обычный вариант можно сконструировать следующим образом:
- создаем чертеж с плановым расположением всех элементов, создаем посадочные места для них;
- подираем электродвигатель и устанавливаем его;
- согласно расчетам создаем ременную передачу в передней бабке;
- соединяем привод и ведомый центр, крепим кулачковый патрон;
- крепим резцедержатель, под который создаются салазки для подачи резца;
- также создаются салазки для передвижения задней бабки.
Оборудование для точной обработки, к примеру, с ЧПУ, создается при помощи точного оборудования.
Читайте также: