Дуговая и воздушно дуговая резка металлов
Обновлено: 28.09.2024
Открытый урок оформлен в виде методической разработки.
Цель этой разработки – показать возможность использования активных методов процесса обучения с помощью мультимедийной установки на уроках, что позволяет развить познавательную активность обучающихся, а также экономить время на уроках, вызвать интерес и внимание к предмету, и демонстрировать слайды при объяснении нового материала.
Проблемно-развивающее обучение основано на взаимодействии участников учебного процесса и направлено на решение учебных задач.
Автор: Назинцев Н.Н. – преподаватель предметов профессионального цикла ГБПОУ СО «Ершовский агропромышленный лицей».
2.2 Методика проведения.
5.Приложение.
2.1. План открытого урока
Междисциплинарный курс: Техника и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами
Преподаватель: Назинцев Н.Н.
Группа № 23 – профессия 15.01.05. « Сварщик (электросварочные и газосварочные работы)»
Время: 45мин.
Дата:18.03.2019
Тема урока:« Воздушно-дуговая резка металлов»
Формируемые компетенции:ОК1-ОК6; ПК2.1-2.4
Образовательная:
- сформировать знания по воздушно-дуговой резке металлов;
- обеспечить усвоение обучающимися процессов, протекающих при воздушно-дуговой резке.
Развивающая:
- развить навыки самостоятельной работы обучающегося;
- способствовать развитию абстрактного, наглядно-образного мышления;
- побуждать интерес к изучаемому материалу.
Воспитательная:
- способствовать воспитанию любознательности, развивающей творческие способности;
- развивать умение работать в коллективе.
Методическая цель: усвоение нового материала с использованием элементов информационных технологий, методика организации контроля качества обучения.
Тип урока: Урок формирования и совершенствования знаний.
Вид урока: Урок с применением элементов информационных технологий.
Методы и методические приемы: словесный (беседа, рассказ, объяснение), проблемный, частично-поисковый,наглядный(показ схем, образцов аппаратуры), видеометод, практический (тестирование, работа с книгой, решение задач).
Учебник: Г.Г.Чернышев Сварочное дело: Сварка и резка металлов. Учебник для нач. проф. Образования.- М. Издательский центр «Академия», 2016
Средства обучения: компьютер, мультимедийная приставка, карточки-задания, схемы, таблицы, плакаты.
Приветствие обучающихся, заполнение журнала, проверка наличия обучающихся.
Приветствуют, староста группы называет отсутствующих.
Введение в учебную ситуацию
Называет тему занятия, урока, записывает на доске план, осуществляет мотивацию познавательной деятельности
Записывают тему, план занятия, слушают.
Актуализация знаний обучающихся
Предлагает ответить на вопросы:
1.Источники питания переменного тока.
2.Источники питания постоянного тока.
3. В чем отличие источников питания постоянного и переменного тока.
4.Буквенно-цифровое обозначение источников питания сварочной дуги.
5.Способы регулирования силы тока при РДС.
6.Дуговая резка металла
Размышляют над поставленными вопросами. Четко формулируют ответы.
Усвоение новых понятий и способов действия с использованием межпредметных связей
Формирование умений и навыков
Постановка проблемного задания: В каком случае возможно объединение в одном процессе электрической дуги и сжатого воздуха.
Осуществляет постановку проблемы
Осознание обучающимися сущности возникших затруднений.
1.Дает характеристику воздушно-дуговой резки.
Зрительное восприятие показываемого материала
2. Предлагает на экране посмотреть процесс воздушно-дуговой резки.
3. Объясняет процесс воздушно-дуговой резки.
Размышляют над поставленными вопросами и отвечают с места.
4. Предлагает подумать над вопросами:
А) В каких случаях целесообразно применять воздушно-дуговую резку металла?
Б) Отличие воздушно-дуговой резки от кислородно-дуговой и плазменной резки.
Рассматривают и размышляют над поставленными вопросами и отвечают с места.
5. Предлагается на экране посмотреть схематическое изображение ВДР металла.
Устное изложение и демонстрация слайдов
Слушают и рассматривают показываемый материал
6.Объясняет и показывает разновидности дуговой резки металла.
Оказание помощи обучающимся в формулировании выводов, исходя из проблемного задания
1.Предлагает выполнить тестовые задания 1 и 2 уровня по карточкам: №1 и №2.
Формулирование выводов исходя из проблемного задания
Рефлексия. Анализ итогов и содержания работы, выводы.
Оказание помощи обучающимсяв формулировании выводов, исходя из проблемного задания и поставленной цели урока,. Анализ работы группы по реализации поставленных задач.
- раскрыта ли тема?
- показалась ли интересной такая форма проведения урока?
- что нового узнали?
- какие выводы для себя сделали?
Оценка работы группы в целом и индивидуально.
Выстраивают логику доказательств и свою позицию. Формулирование выводов, самоанализ, самооценка.
Г.Г. Чернышов: Сварочное дело. Сварка и резка металлов.Стр.27-61.
В.С.Виноградов: Электрическая дуговая сварка. Стр.21-46.
Слушают и записывают
2.2. Методика проведения
На теоретических занятиях по оборудованию, технике и технологии электросварки учащиеся приобретают не только знания, но и приучаются к творческому подходу в своей профессии. На своем занятии я использовал метод проблемного изложения нового материала, который является наиболее перспективным, сточки зрения развития личности. Проблемно-развивающее обучение основано на взаимодействии участников учебного процесса и направлено на решение учебных задач.
Целью проблемного обучения на моем уроке является формирование творческой личности, обладающей исследовательской активностью и самостоятельностью
На занятии я использовал следующие моменты:
- при планировании темы учитывались знания, ранее полученные на уроках физики, химии, материаловедения и подготовке металла к сварке;
- при формировании проблемных ситуаций исходил из возможности их появления на практике.
Периодически осуществлялась смена методов работы обучающихся.
Прослеживались межпредметные связи с химией, физикой, материаловедением подготовкой металла к сварке.
В ходе урока применялся уровневый контроль качества знаний:
- предлагалось выполнить тестовые задания по карточкам, что обеспечивало возможность обучающихся объективной диагностической проверки и оценки качества и полноты знаний и умений;
- позволяло преподавателю оперативно предъявить обучающимся задания для выполнения упражнений и самостоятельной работы.
3. Заключение
Методическая разработка дает возможность показать применение информационных технологий на различных этапах занятия. Показ материала в виде слайдов позволяет экономить время, оптимизировать процесс обучения, структурировать материал.
Использование проблемного метода обучения на уроке позволяет преодолеть рутинное мышление, внутреннее раскрепощение молчаливых обучающихся. Данный метод дает возможность найти оригинальное решение. становится субъектом деятельности, осуществляет ее. Обучающийся целостно на всех этапах, осознает процесс обучения и управляет им.
Основная задача обучения – поиск и открытие новых способов деятельности, развитие мышления, координация деятельности учения.
4.Литература
1.Брушлинский А.В. Психология мышления и проблемное обучение. М.,2016г., с.315
2.Виноградов В.С. Электрическая дуговая сварка. М.: Академия., 2016г.
3.Маслов В.И. Сварочные работы. М.: Академия., 2016г.
4.Овчинников В.В. Технология электросварочных и газосварочных работ. М.: Академия., 2016г.
5.Чернышов Г.Г. Сварочное дело. Основы теории сварки и термической резки металлов. М.: Академия., 2016г.
5. Приложение
Тесты 1,2 уровня
1)Укажите какой из видов сварки не относится к классификации по физическим признакам:
2) На какую максимальную силу тока предусмотрены электрододержатели:
3) Не входит в оборудование сварочного поста:
А) средства освещения;
Б) средства кондиционирования воздуха;
В) средства вентиляции.
4) Укажите из предоставленных на рисунке источников питания сварочный трансформатор:
А) Б) В)
5) Не входит в устройство сварочного выпрямителя:
1) выпрямительный блок
2) первичная обмотка
6) Вставить пропущенные слова в предложение
Сваркой называется ……… получения ……….. соединений посредством установления межатомных связей.
7) Основные параметры дуговой сварки :
8) Расшифровать марку источников питания сварочной дуги:
9) Что не относится к источникам питания постоянного тока:
1) сварочный выпрямитель
2) сварочный инвертор
3) сварочный трансформатор
10)Указать, что входит в принадлежности сварщика:
1)Вставить пропущенные слова в предложение:
Электрическую дугу, …………. для сварки металлов называют ………… дугой
2)Что не относится к основным узлам сварочного трансформатора:
А) первичная обмотка
В) вторичная обмотка
3) Что относится к видам сварки по физическим признакам:
4) Укажите из предоставленных на рисунке источников питания сварочный агрегат:
5)Из каких областей состоит сварочная дуга:
6) Сварочный трансформатор – это электромагнитный ……….. преобразующий напряжение 220-380 В промышленной сети в более ……… напряжение на сварочное оборудование.
7) Указать соответствие электрододержателя, указанному на рисунке6
а) зажимной; б) вилочный; в) пружинный
8) Классификация сварочных электродов по назначению:
9) Закончить предложение:
Сварочная дуга – это электрическая дуга, используемая дл ……….. ………. .
10) Чем отличаются сварочный агрегат от сварочного преобразователя?
Вариант I
6. Сваркой называется процесс получения неразъемных соединений посредством установления межатомных связей.
7. а) вилочный; б) пружинный; в)зажимной.
8. 1) ВД-306У- выпрямитель для дуговой сварки, с номинальной силой тока 300А, для работ в умеренном климате;
2) ТД-500 – трансформатор для дуговой сварки, с номинальной силой тока 500А
3) АДД-305 – агрегат дуговой сварки, с номинальной силой тока 300А.
10. 1)защитная одежда
2) лицевой щиток со светофильтром
Вариант II
1. Электрическую дугу, предназначенную для сварки металлов называют сварочной дугой.
3. 1)термический
5. 1) анодная
6. Сварочный трансформатор – это электромагнитный аппарат преобразующий напряжение 220-380 В промышленной сети в более низкое напряжение на сварочное оборудование.
7. а) вилочный; б) пружинный; в)зажимной.
8. 1) для сварки углеродистых и низколегированных сталей (У)
2)для сварки легированных сталей (Л)
3) для сварки высоколегированных сталей (В)
4) для сварки теплоустойчивых сталей (Т)
5) для наплавки (Н)
9. Сварочная дуга – это электрическая дуга, используемая для сварки металлов.
10. В сварочном агрегате генератор приводится в действие двигателем внутреннего сгорания, а в преобразователе – электродвигателем.
2. Предлагает на
экране посмотреть процесс воздушно-дуговой резки.
Б)Отличие воздушно-дуговой резки от кислородно-дуговой и плазменной резки.
Оказание помощи обучающимся в формулировании выводов, исходя из проблемного задания и поставленной цели урока,. Анализ работы группы по реализации поставленных задач.
Оценка работы группы в целом и индивидуально
Воздушно-дуговая резка
Воздушно-дуговая резка основывается на расплавлении металла электрической дугой и его непрерывном удалении направленной струей сжатого воздуха. Данная технология требует применения инструментов специальной конструкции. Использующиеся в работе резаки могут иметь кольцевое или последовательное расположение воздушной струи. В последнем случае обтекание электрода сжатым потоком осуществляется только с одной стороны.
Особенности
В воздушно-дуговой резке используются угольные или графитовые электроды. Последние являются более прочными, отличаются меньшим электрическим сопротивлением. Возможно использование угольных омедненных электродов.
В качестве источника питания при дуговой резке металла используются преобразователи постоянного тока или трансформаторы. Подача сжатого воздуха на резак идет от цеховой сети или передвижного компрессора. Давление должно находиться в пределах 0,4–0,6 МПа. Его больший уровень нецелесообразен, так как слишком сильный поток снижает стабильность электрической дуги.
В воздушно-дуговой резке, как правило, используется постоянный ток обратной полярности как более производительный. Применение же переменного целесообразно при мелких работах, например, удалении местных неровностей сварного шва. Использование в таких случаях постоянного тока прямой полярности приводит к увеличению зоны нагрева, что затрудняет устранение расплавленного металла.
Величина тока при воздушно-дуговой резке вычисляется по формуле:
где d – диаметр электрода в мм, К – линейный коэффициент, составляющий 46–48 А/мм для угольных и 60–62 А/мм для графитовых электродов. Полученное число дает значение тока в амперах.
Сфера использования
Воздушно-дуговая резка широко применяется для обработки большинства черных и цветных металлов.
Чаще всего она используется в следующих случаях:
для устранения дефектных участков сварных швов;
резки металлических листов толщиной до 20–25 мм;
выплавки пороков литья;
срезки заклепок и т. п.
Виды воздушно-дуговой резки
Разделительная. Используется для резки листов из низкоуглеродистой и легированной стали толщиной до 25 мм. Величина тока (300–600 А) и диаметр электрода (6–12 мм) подбираются в зависимости от размеров материала. Разделение листа осуществляется выплавкой металла вдоль траектории движения электрода. Использование разделительной воздушно-дуговой резки целесообразно, когда необходимо обработать большое количество листового металла, а требования к ширине и точности реза невысоки.
Поверхностная. Применяется для обработки дефектов сварных швов, подрубки их корней, снятия фасок. Последняя операция может осуществляться одновременно на обеих кромках листа. Ширина канавки, которая образуется при такой обработке, на 2–3 мм больше диаметра использующегося электрода. Для поверхностной обработки требуется меньшая величина тока, чем для разделительной дуговой резки.
Аппаратура и технология
Стандартный пост для воздушно-дуговой резки включает:
шланг с компрессором;
При установке в производственном помещении шланг подсоединяется к цеховому воздухопроводу, а не к компрессору. На строительных площадках пост оборудуется в передвижном или уже существующем машинном зале, с подключением к сварочному оборудованию постоянного тока.
Основным рабочим инструментом является резак типа РВД, оснащенный воздушным клапаном и устройством для зажима электрода. В качестве источников питания для резки используется стандартное сварочное оборудование: преобразователи типа ПСО, выпрямители ВД или ВДУ, другие ИП. При отсутствии компрессора и центральной сети допустимо использование баллонов со сжатым воздухом при оснащении их редуктором, понижающим давление.
Техника безопасности при воздушно-дуговой резке
Все сварочные работы связаны с определенными факторами, которые могут нанести вред здоровью человека.
К основным относятся:
источники постоянного тока большой величины;
расплавленный металл, образующийся при резке;
ультрафиолетовое излучение электрической дуги;
токсичные газы и пыль, образующиеся в процессе воздушно-дуговой резки.
Чтобы обезопасить себя от перечисленных факторов, следует точно выполнять инструкции по эксплуатации оборудования и работать только в специальной одежде. Помещение, в котором производится воздушно-дуговая резка, должно хорошо вентилироваться. Исключение составляют открытые строительные площадки, где происходит естественный воздухообмен.
В связи с высокой мощностью сварочного электрооборудования перед его включением обязательно следует проверить заземление.
Основные правила работы при воздушно-дуговой резке
Вылет электрода не должен быть более 100 мм, по мере обгорания его следует выдвигать вперед.
Сначала открывается клапан для подачи воздуха в рабочую зону, и лишь затем подается напряжение.
Резка производится постоянным током обратной полярности, при этом электрод следует передвигать справа налево под углом 50–60° к поверхности.
Не следует слишком сильно нажимать на угольный/графитовый электрод, так как он может сломаться.
Скорость резки падает с увеличением толщины листа, при этом ширина полученной линии увеличивается.
При поверхностной и разделительной технологии используются одни и те же инструменты и оборудование.
Воздушно-дуговая резка
Особенности
В воздушно-дуговой резке используются угольные или графитовые электроды. Последние являются более прочными, отличаются меньшим электрическим сопротивлением (0,0008 Ом против 0,0032 Ом для кубика с ребром 1 см). Возможно использование угольных омедненных электродов.
I = K x d,
Сфера использования
Чаще всего она используется в следующих случаях:
- для устранения дефектных участков сварных швов;
- резки металлических листов толщиной до 20–25 мм;
- пробивки отверстий;
- выплавки пороков литья;
- срезки заклепок и т. п.
Виды воздушно-дуговой резки
Разделительная. Используется для резки листов из низкоуглеродистой и легированной стали толщиной до 25 мм. Величина тока (300–600 А) и диаметр электрода (6–12 мм) подбираются в зависимости от размеров материала. Разделение листа осуществляется выплавкой металла вдоль траектории движения электрода. Использование разделительной воздушно-дуговой резки целесообразно, когда необходимо обработать большое количество листового металла, а требования к ширине и точности реза невысоки.
Поверхностная. Применяется для обработки дефектов сварных швов, подрубки их корней, снятия фасок. Последняя операция может осуществляться одновременно на обеих кромках листа. Ширина канавки, которая образуется при такой обработке, на 2–3 мм больше диаметра использующегося электрода. Для поверхностной обработки требуется меньшая величина тока, чем для разделительной дуговой резки.
Аппаратура и технология
Стандартный пост для воздушно-дуговой резки включает:
- пусковую аппаратуру;
- шланг с компрессором;
- источник питания;
- сварочный кабель;
- резак.
Техника безопасности при воздушно-дуговой резке
К основным относятся:
- источники постоянного тока большой величины;
- расплавленный металл, образующийся при резке;
- ультрафиолетовое излучение электрической дуги;
- токсичные газы и пыль, образующиеся в процессе воздушно-дуговой резки.
При воздушно-дуговой резке металл расплавляется дутой, горящей между изделием и угольным электродом, а удаляется струей сжатого воздуха. Воздушно-дуговую резку металлов выполняют постоянным током обратной полярности, так как при дуге прямой полярности металл нагревается сравнительно на широком участке, вследствие чего удаление расплавляемого металла затруднено. Возможно применение и переменного тока. Для воздушно-дуговой резки применяют специальные резаки, которые делятся на резаки с последовательным расположением воздушной струи и резаки с кольцевым расположением воздушной струи. В резаках с последовательным расположением воздушной струи относительно электрода сжатый воздух обтекает электрод только с одной стороны.
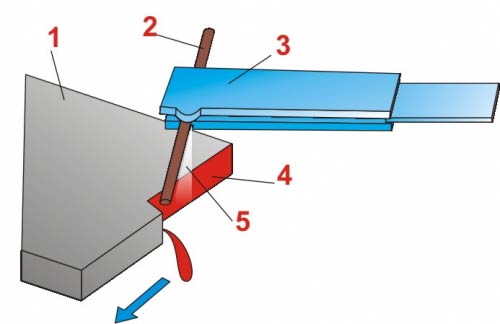
Схема воздушно-дуговой резки металла: 1 — разрезаемый металл; 2 — электрод; 3 — воздушно-дуговой резак; 4 — разрезанный металл; 5 — струя воздуха
Для воздушно-дуговой резки применяют угольные или графитовые электроды. Графитовые электроды более стойки, чем угольные. По форме электроды бывают круглыми и пластинчатыми. Величину тока при воздушно-дуговой резке определяют по следующей зависимости:
I = K ּd ,
где I — ток, А; d — диаметр электрода, мм; K— коэффициент, зависящий от теплофизических свойств материала электрода, равный 46—48 А/мм, для угольных электродов и 60—62 А/мм для графитовых.
Источниками питания для воздушно-дуговой резки служат стандартные сварочные преобразователи постоянного тока или сварочные трансформаторы.
Питание резака сжатым воздухом осуществляют от цеховой сети, имеющей давление 4—6 кгс/см2, а также от передвижных компрессоров. Применение сжатого воздуха при воздушно-дуговой резке давлением выше 6 ат нецелесообразно, так как сильная воздушная струя резко снижает устойчивость горения дуги.
Воздушно-дуговую резку разделяют на поверхностную строжку и разделительную резку.
Поверхностную строжку применяют для разделки дефектных мест в металле и сварных швах, а также для подрубки корня шва и снятия фасок. Фаску можно снимать одновременно на обеих кромках листа. Ширина канавки, образующаяся при поверхностной строжке, на 2—3 мм превышает диаметр электрода.

Установка воздушно-дуговой резки: 1 — резак; 2 — воздух; 3 — источник питания дуги
Воздушно-дуговую разделительную резку и строжку применяют при обработке нержавеющей стали и цветных металлов. Она имеет ряд преимуществ перед другими способами огневой обработки металлов, так как более проста, а также более дешевая и более производительная.
В табл. 1 приведены режимы разделительной воздушно-дуговой резки угольным электродом, а в табл. 2 приведены данные по разделке корня шва, выполненного встык с К-образной подготовкой кромок.
Таблица 1. Режимы разделительной воздушно-дуговой резки
Лекции "Дуговая резка ( сварка) "
Дуговая резка металлов может выполняться металлическим плавящимся, электродом, угольным электродом и неплавящимся вольфрамовым электродом.
Дуговая резка металлическим электродом Данный способ резки заключается в том, что сила тока устанавливается на 30-70% больше, чем при сварке; в результате чего металл проплавляется мощной электродугой. Электрическая дуга зажигается у начала реза на верхней кромке и в процессе резки дугу перемещают вниз вдоль разрезаемой кромки, как показано на рис. 91.
Образующиеся капли расплав ленного металла выталкивают
металлическим электродом козырьком покрытия электрода.
Рис. 91. Схема резки металлическим электродом.
Козырек электрода при этом служит еще изолятором от замыкания на металл.
Основной недостаток этого способа резки — малая производительность и низкое качество реза.
Режимы резки плавящимся электродом
Режимы ручной дуговой резки стали металлическим плавящимся электродом имеются в табл. 30.
Режимы резки
Скорость к/ч
Дуговая резка угольный электродом
При данном способе резки разделение металла достигается путем выплавления его вдоль линии раздела. Способ применяется для резки чугуна и цветных металлов. Сталь этим способом режут, если не требуется обеспечить точные размеры, а ширина и качество реза не имеют значения.
Резка этим способом выполняется сверху вниз, причем должен соблюдаться некоторый угол наклона оплавляемой поверхности к горизонтальной плоскости. Это необходимо для облегчения вытекания металла. Резку ведут на постоянном или переменном токе.
В табл. 31 дан пример режима резки стали угольным электродом.
Дуговая резка вольфрамовым (неплавящимся) электродом производится в защитной среде аргона. Этот вид резки применяется редко. В основном используется при обработке легированных сталей или цветных металлов.
Режимы резки стали угольным электродом
Сущность способа состоит в том, что для резки на электроде создается повышенный ток (на 20-30% выше, чем при сварке) и металл проплавляют насквозь.
Таблица 31
Толщина разрезаемой
Диаметр электрода.
Режим резки
Сущность этого способа резки заключается в том, что металл сначала расплавляется электрической дугой, а затем сгорает в поступающей струе кислорода и выдувается.
Схема кислородно-дуговой резки изображена на рис. 92.
Существует несколько способов кислородно-дуговой резки, один из них — способ резки при помощи стальных трубчатых электродов.
При этом методе кислородно-дуговой резки металл нагревается электрической дугой, возбуждаемой между обрабатываемым изделием и трубчатым электродом. Струя кислорода подается через отверстие трубки и, попадая на нагретую поверхность металла, окисляет его по всей толщине.
Электродами при данном способе служат трубки из низкоуглеродистой или нержавеющей стали (наружный диаметр — 5-7 мм, диаметр отверстия — 1-3,5 мм). Наружная поверхность электрода имеет специальное покрытие для предохранения его от замыкания на обрабатываемый металл при перемещении и опирании.
Еще одна разновидность кислородно-дуговой резки — резка угольным электродом.

Рис.92. Схема оборудования поста для кислородно-дуговой резки стальным стержневым электродом: 1 — сварочной трансформатор, 2— регулятор, 3 — рубильник, 4— провода, идущие к держателю, 5 — электрододержатель. 6— электрод, 7 — резак РГД-1-56, 8— кислородный шланг, 9 — баллон с кислородом, 10 — редуктор
Сущность этого способа резки заключается в том, что металл расплавляется дугой, возбуждаемой между изделием и угольным электродом. Удаление металла производится струей сжатого воздуха.
Схема воздушно-дуговой резки изображена на рис. 93.

Рис. 93. Схема процесса воздушно-дуговой резки: 1 — резак, 2 — воздушная струя, 3 — канавка, 4 — электрод угольный
Воздушно-дуговая резка производится на постоянном токе обратной полярности. Это вызвано тем, что при дуге прямой полярности металл нагревается на слишком широком участке и удаление металла затруднено. Иногда применяют и переменный ток.
Для воздушно-дуговой резки применяются специальные резаки двух разновидностей: с кольцевым расположением воздушной струи и с последовательным расположением. В резаках с последовательным расположением воздушной струя относительно электрода сжатый воздух обтекает его только с одной стороны.
Для воздушно-дуговой резки применяются угольные или графитовые электроды с круглой или пластинчатой формой.
Величина тока при воздушно-дуговой резке определяется по формуле:
где I — сила тока;
Д — диаметр электрода;
К — коэффициент, зависящий от теплофизических свойств материала электрода. Для графитовых электродов К = 60—62 А/мм, для угольных — 46-48 А/мм. Таким образом, для угольных электродов требуется несколько меньший ток.
Электропитание для воздушно-дуговой резки обеспечивается стандартными сварочными преобразователями постоянного тока или трансформаторами. Сжатый воздух подается либо от цеховой сети, либо от передвижных компрессоров.
Воздушно-дуговая резка подразделяется на две разновидности: разделительную резку я поверхностную строжку. Поверхностная строжка применяется для разделки дефектных участков в металле и сварных швах, для подрубки корня шва, а также для снятия фасок. Фаску при этом можно снимать одновременно на обеих кромках листа. Ширина канавки, которая образуется при поверхностной строжке, на 2-3 мм больше, чем диаметр электрода.
В табл. 32 и 33 приведены некоторые характеристики воздушно-дуговой резки (в табл. 32 приведены данные при разделке корня шва, который выполнен встык с X-образной подготовкой кромок).
Таблица 32. Режимы поверхностной воздушно-дуговой резки
Толщина свариваемо го металла,
Диаметр электрода,
Ширила разделки корня ШВА, мм
Глубина разделки корня шва, мм
Таблица 33. Режимы разделительной воздушно-дуговой резки
Толщина моста, м м
Диаметр электрода, мм
Скорость резки, м/ч
Низкоугле- родная сталь
Высоколегированная
Воздушно-дуговая резка чаще всего применяется для обработки нержавеющей стали и цветных металлов. Она имеет целый ряд преимуществ по сравнению с другими способами обработки: более проста, дешева и более производительна.
Плазменно-дуговая резка металлов
Плазма — это газ, состоящий из смеси электрически нейтральных молекул, положительно заряженных ионов и электронов, и нагретый до очень высокой температуры.
Наличие электрически заряженных частиц делает плазму чувствительной к воздействию электромагнитных полей, а поскольку такие поля являются легкоуправляемыми, то плазма тоже хорошо поддается управлению.

Рис. 94. Принципиальная схема процесса плазменно-дуговой резки:
1 — вольфрамовый электрод, 2 — медное водоохлаждаемое сопло, 3 — наружное сопло, 4 — плазменная струя, 5 — разрезаемый металл, 6— изоляционная шайба, 7 — баластное сопротивление,
Суть плазменно-дуговой резки заключается в том, что металл проплавляется мощным дуговым разрядом, локализованным на очень малом участке поверхности с последующим удалением расплавленного метала из области реза с помощью высокоскоростного газового потока.
Схема плазменно-дуговой резки изображена на рис. 94.
Холодный газ подается в горелку и попадает в зону дугового разряда, где обретает свойства плазмы. Плазма затем истекает через отверстие малого диаметра в виде ярко светящейся струи с большой скоростью и температурой 30000'С и выше.
В зависимости от электрической схемы плазменно-дуговая резка может выполняться независимой дугой и зависимой дутой. На рис. 95 приведены схемы плазменной резки дугой прямого действия (а) и дугой косвенного действия (б).

Рис. 95. Принципиальная схема процесса плазменно-дуговой резки: а — прямого действия, б — косвенного действия
В табл. 34 содержатся два примера режимов плазменно-дуговой резки.
Таблица 34
Примеры режимов плазмепно-дутовой резки
Разрезаемый металл
Параметры резки
толщиной 20 мм
Напряжение дуги, В
Диаметр сопла, мм
Расстояние от сопла до изделия, мм
Расход аргона, л/мин.
Расход воздуха, м 3 / час
Дуговая резка под водой
В некоторых жидких средах, в том числе в воде, можно получить достаточно мощный дуговой разряд, который, имея высокую температуру и большую удельную тепловую мощность, испаряет и разлагает окружающую жидкость. Пары и газы, образующиеся при этом, создают вокруг дуги газовую защиту в форме газового пузыря. Таким образом, дуга на самом деле горит не в воде, а в газовой среде.
Газовая среда в этом случае будет состоять в основном из водорода, который образуется при термической диссоциации водяного пара. Кислород, который также образуется при диссоциация, будет окислять материал электрода.
Устойчивая сварочная дуга для подводной резки при использовании обычных источников питания может быть получена при применении металлических или угольных электродов.
Электроды для подводной резки должны иметь толстое водонепроницаемое покрытие, а поскольку оно будет плавиться медленнее стержня (так как охлаждается водой), то на электроде образуется «козырек», который способствует устойчивости газового пузыря и стабильному горению дуги.
Водонепроницаемость покрытия электрода достигается, как правило, пропиткой парафином. Для покрытия используется смесь железного сурика (80%) и мела (20%) с добавлением жидкого натриевого стекла для связки. Покрытие наносится окунанием. Для электродного стержня используется сварочная проволока Св-08 или Св-08 ГС.
Величину сварочного тока устанавливают из расчета 60—70 А на один миллиметр диаметра электрода. Напряжение дуги под водой несколько больше, чем при сварке на воздухе.
Дуговая резка под водой применяется при строительстве различных гидросооружений, ремонте судов и т. д.
Читайте также: