Дуговая резка металла покрытыми электродами
Обновлено: 20.09.2024
Дуговой резкой называют процесс выплавления металла, нагреваемого дугой и вытекающего из полости реза. Для обеспечения и ускорения дуговой резки процесс ведут при вертикальном или наклонном положении разрезаемого изделия, так как при этом вытекание расплавляемого металла облегчается.
Дуговая резка по сравнению с газовой имеет ряд недостатков: широкий рез, неровность его краев, натеки на нижнем крае реза, поэтому ее применение сравнительно ограниченно. Дуговую резку применяют в тех случаях, когда металл не поддается газовой резке, когда отсутствует оборудование для резки газом или в случае таких работ, как разделка лома, отрезка литников и т.п. Для увеличения производительности применяют выдувание расплавляемого металла сжатым воздухом.
Основные процессы дуговой резки металла основаны на расплавлении металла в месте реза и удалении его за счет давления дуги и собственного веса, а в некоторых случаях и дополнительного потока воздуха. Резку металла, как правило, выполняют вручную угольными или покрытыми металлическими электродами и используют для чугуна, высоколегированных сталей, цветных металлов и сплавов. Качество реза обычно низкое, с неровными кромками, покрытыми шлаком и оплавившимся металлом. Перед последующей сваркой требуется обязательная механическая обработка. Производительность резки невысокая.
Дуговая резка металла не требует специального оборудования и может быть осуществлена там, где выполняется дуговая сварка. Дуговая резка металла возможна в различных пространственных положениях. Подобная универсальность способствует применению (особенно в монтажных условиях) дуговой резки металла для углеродистых и низколегированных сталей. Резку металла можно выполнять как разделительную, так и поверхностную для выплавления канавок в основном металле, удаления дефектов в сварных швах и литейных отливках и т.д.
Классификация способов дуговой резки металлов
В настоящее время получили распространение несколько разновидностей электродуговой резки металлов. Основные из них:
1. Дуговая резка металлическим электродом;
2. Дуговая резка угольным электродом;
3. Кислородно-дуговая резка;
4. Воздушно-дуговая резка.
5. Разделительная дуговая резка металла.
6. Поверхностная дуговая резка металла.
7. Подводная резка.
8. Вырезка отверстий в металлах.
Способы резки металлов
1. Дуговая резка металла металлическим электродом
Для дуговой резки металла металлическим электродом используют толстопокрытые электроды, обычно те же, что и для сварки. Род тока зависит от марки электрода. На скорость разделительной резки основное влияние оказывают толщина металла, диаметр электрода и величина тока. С увеличением толщины металла скорость резки металла резко уменьшается. Для резки угольными или графитовыми электродами используют постоянный ток прямой полярности, так как в этом случае на изделии выделяется больше теплоты. Науглероживание кромок реза затрудняет их последующую механическую резку. Ширина реза больше, чем при использовании металлического электрода.
Сущность этого способа резки заключается в том, что металл в месте реза проплавляют электрической дугой.
Рис. 1. Схема дуговой резки металлическим электродом
Силу тока при резке берут максимально возможную. Обычно при резке металлическим электродом сила тока на 20--30% больше, чем при сварке электродами такого же диаметра. Металлическим электродом можно резать чугун, нержавеющие стали и цветные металлы, которые не поддаются обычной кислородной резке.
При дуговой резке используют электроды, имеющие специальные электродные покрытия, способствующие улучшению процесса резки. Металлические электроды для резки изготовляют из проволоки марок Св-08 или Св-08А по ГОСТ 2246--70 диаметром 3--12 мм и длиной не более 250--300 мм. На электродные стержни наносят покрытия следующего состава (%):
1. Марганцевая руда ……………………. 98
2. Марганцевая руда .'………………….… 94
Толщина слоя покрытия 1--1,5 мм на сторону
Металлическим электродом можно резать на переменном и на постоянном токе. Режимы резки приведены в табл.
Основные недостатки этого способа резки -- низкая производительность и плохое качество реза. Рез получается с большими неровностями и натеками металлах обратной стороны.
Наряду с ручной резкой применяют автоматическую резку металлическим электродом под слоем флюса. Этим способом в основном раскраивают листы из нержавеющей стали толщиной до 30 мм.

Режут на обычных сварочных автоматах сварочной проволокой марок Св-08 или Св-08А с флюсом АН-348А. Автоматическая резка более производительна. Режимы автоматической резки под слоем флюса приведены в таблице

2. Резка угольным электродом, или угольной дугой. Дуговую резку можно производить и угольным, и металлическим электродом.
Резка угольным электродом, или угольной дугой, отличается от вышерассмотренного способа тем, что вместо металлического электрода в данном случае применяются угольные или графитовые электроды. Угольные и графитовые электроды в процессе резки не плавятся, а только медленно сгорают. Резка угольными или графитовыми электродами производится на постоянном токе и в большинстве случаев при прямой полярности (минусна электроде). Схема процесса резки угольным электродом показана на фиг. 2. По сравнению с металлической дугой рез получается более чистым, так как угольный электрод не плавится и тем самым не создает дополнительного количества расплавленного металла, как при резке металлическими электродами. Однако производительность и чистота реза при резке угольной дугой остаются низкими. Как и при резке металлической дугой, с обратной стороны реза на металле остаются натеки. Кислородно-электродуговая резка заключается в том, что разрезаемый металл разогревается с помощью электрической дуги, а затем сжигается струей кислорода, подающейся к месту реза параллельно электроду. Обычно режущая струя кислорода следует за направлением движения электрода. Окислы, получаемые при сгорании металла, выдуваются из места реза этой же струей кислорода. Для этого способа резки применяются специальные резаки, обеспечивающие закрепление электрода и подвод кислорода к месту реза. При резке применяются угольные, графитовые или стальные электроды. В практике применяются также стальные трубчатые электроды с нанесенным на них специальным покрытием. В этом случае дуга горит между разрезаемым металлом и трубчатым электродом, а кислород к месту реза подается через внутреннее отверстие электродной трубки. В процессе резки трубчатый стальной электрод плавится. Резка производится на постоянном токе при обратной полярности
Металлическими электродами при дуговой резке пользуются в случае небольших толщин подлежащего резке материала (до 20 мм). Резку металлическим электродом можно производить на переменном токе. Преимуществом резки металлическим электродом, кроме возможности работать на переменном токе, является малая ширина и чистота реза; к недостаткам относится большой расход электродов и натеки металла на нижнем крае реза.
Подводную дуговую резку производят так же, как и резку на воздухе. Электроды, применяемые при подводной резке, необходимо покрывать водонепроницаемой обмазкой толщиной около 1 мм. Сила тока, применяемого при подводной резке, должна быть на 20--25% больше, чем при резке на воздухе. Для подводной резки применяют угольные и металлические электроды с дополнительной подачей в дугу режущего кислорода. дуговой резка инструмент безопасность
Метод резки металлов электрической дугой имеет и некоторые недостатки: низкая производительность процесса, недостаточная чистота реза, науглероживание кромок при резке угольным электродом, натеки на нижней кромке, большой расход основного металла.
3. Кислородно-дуговая резка металла
Сущность процесса кислородно-дуговой резки заключается в том, что между трубчатым толстопокрытым электродом и разрезаемой деталью возбуждается дуга, в зоне горения которой через полость электрода подается кислород. Наружный диаметр трубчатых электродов 5-7 мм, внутренний 1,5-2,5 мм, питание дуги может производиться постоянным или переменным током в зависимости от типа толстого покрытия. Для закрепления электрода и подвода кислорода служит электрододержатель специальной конструкции, оборудованный предохранительным щитком.
Одним из преимуществ этого метода при резке стали толщиной 10-12 мм являются высокие скорости резки и в связи с этим малый расход кислорода. Большая скорость резки является результатом сильного подогрева режущего кислорода теплом электрической дуги. Подогрев усиливает и без того высокое окисляющее действие кислорода и способствует повышению производительности резки. Недостатком этого метода является сравнительно быстрое расплавление и высокая стоимость трубчатых электродов.
Этот метод резки применяется главным образом для пробивания отверстий в стальных плитах толщиной до 300 мм и при выполнении работ по резке цветных металлов. Разработан также метод кислородно-дуговой резки металлов с применением угольных электродов. При этом между угольным электродом, закрепленном в специальном электрододержателе, и разрезаемой деталью возбуждается дуга, под тепловым действием которой металл расплавляется на глубину от 2 до 4 мм. На определенном расстоянии от дуги на расплавленный металл подается струя кислорода, которая обеспечивает энергичное окисление и удаление окисленного и расплавленного металла из полости реза.
Процесс резки протекает устойчиво при питании дуги постоянным током, качество реза высокое. При резке малых толщин скорость кислородно-дуговой резки превосходит скорость газовой резки. В настоящее время внедряется в производство воздушно-дуговая резка металлов. Сущность этого метода заключается в том, что обрабатываемый металл расплавляется в месте реза угольной дугой, затем под действием струи сжатого воздуха расплавленный металл частично сгорает, а частично выдувается
4. Дуговая и воздушно-дуговая резка металлов

При дуговой резке расплавленный металл удаляется из зоны резки механическим воздействием сварочной дуги и под действием собственного веса. Этим методом можно резать низкоуглеродистые стали, легированные, цветные металлы и чугун.
Воздушно-дуговая резка представляет собой новый способ обработки металлов и объединяет два физических процесса: расплавление металла теплом электрической дуги и выдувание жидкого металла струей сжатого воздуха. Окисление металла при этом происходит лишь как попутное явление, не влияющее на процесс резки.
Количество выплавленного металла зависит от количества тепла, подведенного электрической дугой, от теплоемкости и теплопроводности металла. Воздушно-дуговым способом можно резать углеродистую, легированную, высоколегированную сталь, чугун, бронзу, латунь, алюминий и его сплавы.
При правильном ведении процесса расплавленный металл полностью удаляется и поверхность основного металла, вследствие кратковременности воздействия нагрева, не изменяет своего состава. Воздушно-дуговая резка применяется при поверхностной обработке металла для выплавки дефектных участков корня сварных швов, срезки заклепок, разделки трещин, выплавки пороков в отливках, для V-образных подготовок кромок под сварку, для пробивки отверстий для соединительных скоб, заклепок и др.
Преимущество воздушно-дуговой резки -- ее экономичность, возможность использования недефицитных материалов, простота оборудования.
При воздушно-дуговой резке используют угольные электроды диаметром 6-12 мм, длиною 250 мм и больше. Электроды при резке нагреваются до белого свечения и быстро «сгорают». При этом стержень заостряется и образует конус. Меньше нагреваются и более устойчивы в работе угольные омедненные электроды, а также угольно-графитовые, графитовые электроды.
Воздушно-дуговая резка наиболее производительна при использовании постоянного тока обратной полярности, а при резке цветных металлов -- прямой полярности.
При дуге прямой полярности под действием высокой температуры катод эмитирует электроны, получающие ускорение в катодной зоне и, тем самым, увеличивающие свою кинетическую энергию. Анод получает от столба дуги энергию в виде потока электронов и в виде теплового излучения. Эта энергия и энергия, выделяемая током за счет сопротивления раскаленного анода, расходуется на плавление металла на широком участке.


Рис. 3. Схема ванны расплавленного металла при горении дуги на прямой (а) и обратной полярности (б)
При этом образуется чашеобразное углубление, по которому растекается расплавленный металл (рис. а), удаление которого затруднено. Производительность резко падает.
При дуге обратной полярности расплавленный металл образует форму конического выступа (рис. б), который обусловлен тем, что движение потока электронов, направленное от катода к аноду (в данном случае от изделия), как бы центрирует массу расплавленного металла, стремясь увлечь металл в своем движении. Металл, расплавленный дугой обратной полярности, более подвижен и текуч. Струя воздуха легко удаляет жидкий металл.
5. Разделительная дуговая резка металла
При разделительной резке металла изделие устанавливают в положение, в котором наиболее благоприятны условия для вытекания расплавленного металла из места реза. При вертикальных резах резку металла ведут сверху вниз, для того чтобы выплавляемый металл не засорял выполненный разрез. Для отклонения дуги магнитным дутьем в направлении реза второй сварочный кабель присоединяют сверху у начала разреза. Разделительную резку металла начинают с кромки или с середины листа. В последнем случае вначале прорезают отверстие. Затем, наклонив электрод так, чтобы кратер был расположен на торцовой кромке реза, оплавляют ее. Если толщина разрезаемого металла меньше диаметра электрода, последний располагают перпендикулярно поверхности и просто перемещают вдоль линии реза без дополнительных колебаний.
6. Поверхностная дуговая резка металла
При поверхностной резке металла электрод наклоняют к поверхности под углом 5--20° и перемещают, частично погружая его конец в образовавшуюся полость. Широкие канавки выплавляют с поперечными колебаниями электрода в вертикальном положении. Глубина канавки зависит от скорости перемещения дуги и наклона электрода. Глубокие канавки выполняют за несколько проходов. Для прорезания дугой круглых отверстий различного размера электрод устанавливают перпендикулярно к поверхности и возбуждают дугу возможно большей длины.
7. Подводная дуговая резка металлов
Подводную дуговую резку производят так же, как и резку на воздухе. Электроды, применяемые при подводной резке, необходимо покрывать водонепроницаемой обмазкой толщиной около 1 мм. Сила тока, применяемого при подводной резке, должна быть на 20--25% больше, чем при резке на воздухе. Для подводной резки применяют угольные и металлические электроды с дополнительной подачей в дугу режущего кислорода.
8. Вырезка отверстий в металле
Для вырезки больших отверстий вначале прорезают маленькое отверстие, несколько отступя внутрь от края реза, а затем рез продолжают, выводя его на края основного отверстия. Особое внимание при дуговой резке металла следует обращать на предохранение от брызг и капель металла и шлака, которые могут вызвать ожоги и загорания.
Технология дуговой резки электродами
Дуговая резка металлов выполняется металлическим плавящимся электродом, угольным электродом и неплавящимся вольфрамовым электродом в защитной среде аргона.
Дуговая резка металлическим плавящимся электродом
Сущность способа резки металлическим плавящимся электродом заключается в том, что сила тока подбирается на 30—40% больше, чем при сварке, и металл проплавляют мошной электрической дугой. Электрическую дугу зажигают у начала реза на верхней кромке и в процессе резки перемещают ее вниз вдоль разрезаемой кромки.
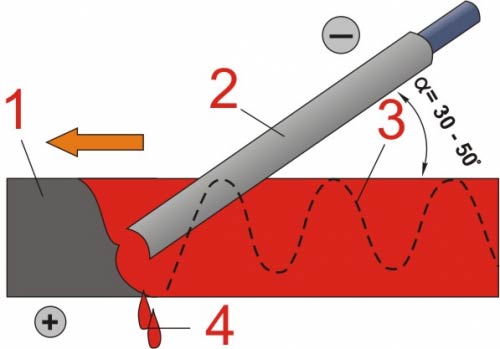
Схема резки металлическим электродом
Капли образующегося расплавленного металла выталкивают козырьком покрытия электрода. Козырек одновременно служит и изолятором электрода от замыкания последнего на металл. Основными недостатками этого способа резки являются низкая производительность и плохое качество реза. Режимы ручной дуговой резки стали металлическим плавящимся электродом приведены в табл. 1.
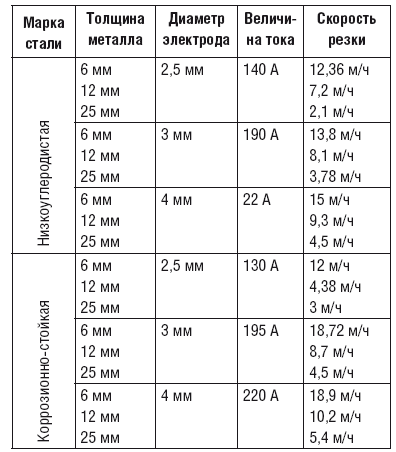
Таблица 1. Режимы резки плавящимся электродом
| Марка металла | Толщина металла, мм | Диаметр электрода, мм | Режим резки | Марка металла | Толщина металла, мм | Диаметр электрода, мм | Режим резки | ||
| ток, А | Скорость, м/ч | ток, А | Скорость, м/ч | ||||||
| Низкоуглеродистая сталь | 6 12 25 | 2,5 | 140 | 12,36 7,2 2,1 | Коррозионностойкая сталь | 6 12 25 | 2,5 | 130 | 12 4,38 3 |
| То же | 6 12 25 | 3 | 190 | 13,8 8,1 3,78 | То же | 6 12 25 | 3 | 195 | 18,72 8,7 4,5 |
| » | 6 12 25 | 4 | 220 | 15 9,3 4,5 | » | 6 12 25 | 4 | 220 | 18,9 10,2 5,4 |
Иногда применяют автоматическую резку под флюсом легированных сталей, имеющих толщину до 30 мм. Резку выполняют на обычных сварочных автоматах сварочной проволокой Св-08 или Св-08А с применением флюса АН-348 (табл. 2).
Таблица 2. Режимы автоматической резки под флюсом
| Толщина разрезаемой легированной стали, мм | Диаметр сварочной прволоки, мм | Режимы резки | ||
| ток, А | напряжение дуги, В | Скорость, м/ч | ||
| 10 | 4 | 1000 | 40—42 | 34,8 |
| 20 | 4 | 1200 | 42—44 | 30 |
| 30 | 4 | 1500 | 46-50 | 24,9 |
Дуговая резка угольным электродом
При дуговой резке угольными, графитовыми электродами разделение достигают путем выплавления металла вдоль линии его раздела. Этот способ резки применяют при обработке чугуна, цветных металлов, а также стали в тех случаях, когда не требуется соблюдения точных размеров, а ширина и качество реза не имеют значения. Резку выполняют сверху вниз при соблюдении некоторого угла наклона оплавляемой поверхности к горизонтальной плоскости, что облегчает вытекание металла. Резку ведут на переменном или постоянном токе (табл. 3).
Таблица 3. Режимы резки угольным электродом
| Толщина разрезаемой стали, мм | Диаметр электрода, мм | Режим резки | |
| Ток, А | Скорость, м/ч | ||
| 6 | 10 | 400 | 21 |
| 10 | 18 | ||
| 16 | 10,5 | ||
Дуговая резка неплавящимcя вольфрамовым электродом
Резка в защитной среде аргона применяется весьма ограниченно и только в частных случаях при обработке легированных сталей или цветных металлов. Сущность способа резки заключается в том, что на электроде создают повышенный ток (на 20—30% больше, чем при сварке) и проплавляют насквозь металл.
Ручная электродуговая резка металла: особенности, способы и технологический процесс проведения работ
Электродуговая резка уникальна тем, что при таком способе происходит плавка металла в месте, где нужно сделать разрез. Во время работы расплавленный металл убирается силой давления дуги или стекает от собственного веса.
Особенности электродуговой резки металла
Электродуговая резка обычно проводится вручную. Для работы рекомендуется использовать стальные электроды, имеющие толстое тугоплавкое покрытие, но могут также применяться вольфрамовые и угольные электроды.
Для данного метода резки металла не нужно иметь специальное оборудование. Работу можно вести в труднодоступных местах и в любом пространственном положении конструкции.
Однако при разделении металла электрической дугой не удаётся достичь высокого качества. Невозможно обеспечить ровность кромок деталей и в большом количестве имеется выделение шлака. Поэтому для дальнейшего использования полученных металлических частей необходима их механическая обработка. Производительность такого способа остаётся низкой.
Нужно уделять особое внимание технике безопасности. Сварщик должен быть тщательно защищен от попадания капель металла и шлака. Стоит предусмотреть, куда будет стекать расплавленный металл, чтобы избежать возгорания.
Сфера применения
Электродуговую резку применяют исключительно в том случае, если нет необходимого оборудования для резки газом.
Таким методом избавляются от небольших излишеств металлических заготовок и исправляют дефекты путём их поверхностной выплавки. Дуговой резке электродом поддаются цветные изделия, высоколегированные стали, а также чугун и различные сплавы.
Применяемые способы
Электрическую дугу активно используют не только при сварке, но и при резке металла. Существует несколько разновидностей дуговой резки металлических деталей: ручная дуговая резка плавящимся и неплавящимся электродами, а также воздушно- и кислородно-дуговая резка.
Дуговая резка неплавящимся электродом
При данном способе работа проводится как на переменном, так и на постоянном токе прямой полярности. Сила тока должна составлять 400-800 А. При этом используются угольные и графитовые электроды.
Данный метод имеет не столь широкое применение. Его используют для разбора металлического лома крупных размеров, проделывания отверстий и выжигания заклёпок, а также при демонтаже ненужных металлоконструкций.
Разрез осуществляется путём плавления металла в необходимой зоне, а не путём его сгорания. Благодаря этому качеству, появляется возможность работать с материалами, которые не поддаются резке газом, такими, как чугун или высоколегированные стали.
Данный метод не отличается высокой точностью проведения работы: ширина самого разреза большая, а кромки остаются неровными. Если использовать электроды с прямоугольным сечением, то удастся немного улучшить результат работы.
Дуговая резка плавящимся электродом
Этот метод позволяет достичь большей точности и чистоты, а сам разрез выходит более узким в отличие от предыдущего метода. Для резки применяют те же электроды и того же диаметра, что для сварки, повысив при этом силу тока на 20-30%. Проводя подобную работу в бытовых условиях, можно использовать простые электроды, но для улучшения процесса работы рекомендуется приобрести специальные электроды с особым покрытием.
Существует два вида составов покрытия. Первый: марганцевая руда (98%) и поташ (2%). Второй: марганцевая руда (94%), каолин (3%), мрамор (3%). Благодаря такому покрытию, увеличивается устойчивость дуги, внутренний стержень плавится медленнее и обеспечивается его изоляция от стенок реза. Расплавленный металл окисляется, благодаря особым компонентам, содержащимся в покрытии, это позволяет ускорить процесс резки.
Производство вышеописанных электродов осуществляется из проволоки диаметром от 3 до 12 мм и длиной до 300 мм. Толщина особого покрытия должна составлять 1-1,5 мм. Расчёт силы тока производится из следующего соотношения: 55-65 А на 1 мм диаметра используемого электрода.
Воздушно- и кислородно-дуговая резка
Такой способ разделения металлических частей отличается от предыдущих тем, что расплавленный электрической дугой металл сразу выдувается струёй сжатого воздуха или чистого кислорода. Обычно этот метод применяют с целью избавления от дефектов места сварки и разделения заготовок из нержавеющей стали толщиной не более 20 мм.
Из-за подачи кислорода происходит частичное выгорание металла, сопровождающееся выделением дополнительного тепла, что позволяет значительно ускорить процесс плавки. Данный метод применяется, если необходимо выполнить короткий разрез на любой строительной конструкции.
Разделение осуществляют графитовым или стальным электродом при постоянном токе с использованием специальных резаков. Электрод должен быть не тоньше 4-5 мм, имеющий покрытие ОММ-5, ЦМ-7 или ОСЗ-3. Сила тока может доходить до 250А и позволяет резать металл до 50 мм толщины. Сжатый воздух подаётся сбоку с силой давления 0,4-0,5 МПа. Средний расход кислорода варьируется от 100 до 160 л/мин.

Схема воздушно-дуговой резки металла
Если использовать резак типа РГД, тогда электрододержатель держат в правой руке, а сам резак в левой. Как только металл начинает плавиться, на него подаётся струя воздуха и выдувает его.
Воздушно-дуговая резка металла

Резка – технологический процесс, цель которого разделение различных металлов на заготовки необходимого размера и формы.
Для выполнения данной процедуры используются ручные и автоматические инструменты и оборудование. Однако, не всегда исполнитель располагает необходимым оснащением. В подобных случаях подходящим вариантом станут электроды. Для резки исполнителю, кроме электродов, будет нужен только инвертор или иной источник сварочного тока. Таким образом, ручная дуговая резка с помощью данных материалов и оборудования является распространенным видом работ среди профессиональных и начинающих исполнителей.
Резка металла применяется при строительно-монтажных работах на объектах различного назначения.
Из-за большой популярности обработки также востребованными являются электроды для резки металла инвертором (см. марки ниже).
Резка электродами: плюсы и минусы
Каждый из способов обработки материалов с помощью электродов характеризуется собственными преимуществами и недостатками.

Преимущества резки:
- удобство и простота процесса даже для начинающего исполнителя, не обладающего специальной квалификацией;
- не требуется никакого специализированного оборудования;
- безопасность процесса для исполнителя.
- скорость резки зависит от толщины обрабатываемого металла;
- при увеличении толщины скорость значительно уменьшается;
- плохое качество получаемого реза, он отличается неровностями и натеканиями;
- низкая производительность.
Виды резки металла
В зависимости от вида реза выделяют следующие типы резки:
- Разделительный метод подразумевает использование электрода, диаметр которого больше толщины основного изделия. Пруток следует располагать перпендикулярно рабочей поверхности и перемещать вдоль линии будущего разреза;
- Поверхностная резка(строжка) менее востребована, используется для изготовления канавок на поверхности и для удаления дефектов. Электрод необходимо наклонять на 5-10° к поверхности. Его перемещение выполняется с частичным погружением стержня в полость, образующуюся в процессе резки. Для получения широкой канавки, исполнителю нужно производить колебательные движения электродом.
- Резка отверстий отличается

простотой процесса: в металле выполняется небольшое отверстие, которое потом постепенно расширяется до необходимых размеров. Электрод при этом располагается практически перпендикулярно поверхности, допускаются лишь небольшие отклонения.
Виды и технология сварочной резки металла
Прежде чем приступить к работе, необходимо в обязательном порядке проверить, исправны ли шнуры оборудования. Рекомендация опытных сварщиков заключается в том, чтобы обернуть кабель держака вокруг предплечья и в процессе работы прижимать руку к телу, удерживая тем самым шнур. Это позволяет в большей степени расслабить кисть, уменьшая усталость при работе.
Чтобы активировать электрическую дугу, необходимо либо постучать, либо чиркнуть электродом о поверхность металла. Описание может показаться несколько сложным, однако в действительности научиться быстро зажигать и удерживать дугу можно уже со второго-третьего раза.
Резка намного проще, чем сварка металлов, поскольку к качеству работы не предъявляются повышенные требования. Резание наилучшим образом подходит для того, чтобы освоить азы использования инвертора. Попрактиковавшись, можно добиться плавных и ровных краев разрезаемых заготовок.

На устанавливаемый на инверторе ток влияют размер электродов, толщина стали и вид разреза.
Существует три вида реза:
- Разделительная резка. Этот вариант требует установки листа таким образом, чтобы из места реза беспрепятственно вытекал расплавленный металл. Заготовка разрезается сверху вниз. Если металл расположен горизонтально, то движение лучше начинать от кромки листа.
Для больших по размеру заготовок допустимо начинать рез с середины, сделав в листе отверстие. Для этого подходит электрод с диаметром, превышающим толщину обрабатываемого металла. Электрод необходимо разместить перпендикулярно плоскости листа и перемещать его вдоль линии будущего разреза. - Поверхностная резка. Используется не столь часто, подходит для устранения дефектов и выполнения канавок на поверхности заготовки. Электрод располагается под углом 5–10 ° к обрабатываемой поверхности. Он перемещается, частично погружаясь в полость, образующуюся при резке. Для увеличения ширины канавки перемещение электрода необходимо сопровождать поперечными колебательными движениями нужной амплитуды.
- Резка отверстий. Первоначально необходимо сделать небольшое отверстие в заготовке, которое затем увеличить до требуемого размера. Электрод при этом располагается перпендикулярно поверхности металла, отклонения могут быть минимальными.
При резке металла сварочным инвертором важно учитывать следующее:
- в отличие от плазменной резки, получить ровную линию реза не удастся, поэтому область применения технологии ограничена;
- резка тонких листов требует использования тока большей мощности;
- специальные электроды для резки металла могут быть заменены обычными, в том числе старыми, непригодными для сварочных работ.
Резать металл можно также воздушно- и кислородно-дуговым способами. Обе технологии практически идентичны, за исключением того, что в процессе воздушной резки материал изначально плавится за счет тепла дуги, а потом выдувается сжатым воздуха. При кислородной резке воздух заменен потоком кислорода.
Таким способом обрабатывают детали из нержавеющей стали с толщиной листа не более 20 мм. Кроме того, технология позволяет удалять дефектные части заготовок.
Для резки требуется постоянный ток и графитовые электроды. Подходят также трубчатые электроды. В случае использования последних подача кислорода осуществляется через сквозное отверстие в сварочном стержне. Несмотря на эффективность, сам способ достаточно трудоемок. Подача сжатого воздуха или кислорода к месту разреза намного проще.

Электроды для резки металлов: виды, достоинства и недостатки
1. Металлические электроды для ручной дуговой резки металла со специальным покрытием. Данные материалы улучшают качество реза. Состав покрытия позволяет сделать комфортным рабочий процесс, а также:
- предотвратить переход дуги на боковые поверхности реза;
- обеспечить стабильность горения дуги и исключить возможность ее гашения;
- способствовать окислению металла в месте реза и создавать давление газа в месте плавления.
К сведению! Процесс резки выполняется на повышенных величинах тока, вид напряжения зависит от марки используемых электродов.
Отличия электродов для резки от обычных для сварки: высокая тепловая мощность дуги; высокая теплостойкость обмазки; интенсивная окисляемость жидкого металла.
Металлические расходники целесообразно применять для удаления дефектных швов, прихваток, заклепок, болтов, разделки трещин.
Рекомендуется выполнять прокалку сварочных материалов в течение 1 часа при температуре 170°С, если на упаковке не указано иначе Также стоит отметить, что для ручной дуговой резки металла подойдут и обычные сварочные электроды. Для проведения работ необходимо только увеличить показатель тока на 30-40%, вид напряжения зависит от марки применяемых расходников.
Однако, существует несколько недостатков использования обычных прутков:
- увеличение расхода электродов и электроэнергии;
- обмазка некоторых стержней не предназначена для работы в подобных режимах, происходит плавление покрытия и его стекание в рабочую зону. Из-за этого становится затруднительным получить качественный рез.
Поэтому рекомендуется использовать специализированные электроды для резки.
Предлагаем посмотреть ролик, где известный в Ютубе сварщик дядя Гена тестирует марку Zeller 880AS:

2. Рабочий процесс с применением угольных (графитовых) электродов практически не отличается от резки с помощью металлических прутков. Электрическая дуга полностью проплавляет металл и он стекает вниз, под действием гравитации. Однако, есть некоторые отличия: угольные расходники не расплавляются, а постепенно сгорают. Это уменьшает количество расплавленного металла и шлака. Т.е. срез получается более чистым.
Еще одно преимущество угольных расходников – они способны разогреться до высоких температурных величинах при небольших значениях силы тока. При этом, температура плавления прутков достаточно высока и превышает 3800°С, что обеспечивает долговечность и экономичность применения данных материалов.
Угольные (графитовые) электроды используются для ручной дуговой и кислородно-дуговой резки.
Резка осуществляется на постоянном токе прямой полярности, “сверху-вниз”. Возможно применение и переменного тока.

3. Трубчатые электроды предназначены для кислородно-дуговой резки. Основное отличие данных материалов – в качестве плавящего элемента выступает не сварочная проволока, а полая толстостенная трубка. Суть процесса включает несколько этапов:
- дуга возбуждается между электродом и обрабатываемым изделием;
- металл плавится под воздействием электрической дуги;
- кислород, поступающий из трубки, окисляет металл по всей толщине и выдувает его.
Основной недостаток такого вида процедуры – поток кислорода отрицательно влияет на стабильность горения дуги.

4. Вольфрамовые неплавящиеся электроды используются для проведения дуговой резки в защитной среде и плазменно-дуговой резки.
Сущность первого метода заключается в том, что для резки устанавливается повышенная величина тока (примерно на 20-30% больше, чем при сварке) и металл проплавляется по всей толщине.
Плазменно-дуговая резка подразумевает возбуждение дуги между обрабатываемым металлом и вольфрамовым электродом.
Ручная дуговая резка покрытыми электродами
Ручная дуговая резка покрытыми электродами основана на расплавлении металла электрической дугой и «проваливанию» жидкого металла вниз под собственным весом. В отличии от ручной дуговой сварки при резке силу тока источника питания устанавливают на 30-40% больше. Это необходимо для более интенсивного расплавления металла. Во время ручной резки необходимо обеспечить легкое стекание жидкого основного и электродного металла.
Разрезать тонкие детали покрытым электродом достаточно легко. Для того чтобы облегчить разрезание более толстых деталей электродом выполняют пилообразные движения по всей толщине разрезаемого торца постепенно продвигаясь вперед. Рекомендуемый угол наклона электрода к основному металлу 30-60°.

При резке покрытыми электродами ширина реза выходит очень большей, а кромки деталей с грубой, не ровной поверхностью. Поэтому этот метод используют только для грубой, черновой резки сталей, чугуна и цветных металлов.
Существуют специально разработанные электроды для дуговой резки, которые повышают стойкость горения дуги при резке, замедляют горение стержня, ионизируют его от стенок реза и увеличивают скорость реза за счет окисления металла компонентами покрытия. При этом можно получить более чистый и узкий рез.
Для резки, строжки, прожигания отверстий, вырезанию дефектов швов и литья можно использовать электроды следующих марок: АНР-2, АНР-3, АНР-4, ОЗР-1, ОЗР-2. Используя эти электроды можно получить чистую поверхность реза, кромки не насыщаются углеродом, а аэрозоли не содержат вредных примесей. Стальными плавящимися электродами можно резать детали толщиной до 15 мм.
Режимы дуговой резки и практически не отличаются от режимов сварки. При резке сила сварочного тока должна быть выше, примерно на 20 А для каждого миллиметра толщины электрода. Если для сварки электродами диаметром 3 мм был выбран сварочный ток 120 А, то для резки необходимо взять 120 + (20 * 3) = 180 А.
Преимуществом дуговой резки покрытыми электродами является универсальность оборудования, которое не отличается от оборудования для сварки и может быть использовано для обеих технологических процессов. Переход от одного процесса к другому осуществляется лишь сменой режимов и в некоторых случаях электродов.
Недостатком процесса является большая ширина реза, неровности разрезаемых кромок и низкая производительность процесса по сравнению с кислородной и плазменной резкой.
Процесс резки металла с помощью электродов
Так как ручной дуговой способ резки металлов с помощью специальных электродов и инвертора является наиболее востребованным, рассмотрим основные этапы данного рабочего процесса:
- предварительная подготовка включает проверку исправности использующихся кабелей;
- зажигание дуги осуществляется постукиванием или чирканьем электрода о поверхность металла;
- ток на инверторе устанавливается исходя из диаметра электрода, толщины разрезаемого металла и вида реза: тонкий металл следует разрезать стержнем диаметром 3 мм.;
- для металла большей толщины – 4 или 5 мм.
Важно! При резке тонкого металла, следует увеличить показатель тока (можно вплоть до в два раза выше обычного).
Резка угольным электродом с помощью воздушной струи
Этот процесс может быть использован для резки различных металлов. Его можно использовать не только для резки, с его помощью в металле делают всевозможные выемки. Для резки используется источник постоянного или переменного тока. Ток от источника идет по двум кабелям, один подключен к электродному держателю, другой – к заготовке. В этом процессе металл плавится электрической дугой, а затем сдувается струей воздуха. Струя воздуха может подаваться от баллона или компрессора. Подача воздуха контролируется с помощью рычага на держателе электрода. Длина угольного электрода должна быть установлена так, чтобы струя воздуха эффективно выдувала расплавленный металл.
Схема резки угольным электродом с помощью воздушной струи.
Кислороднодуговая резка
В этом процессе дуга разогревает основной металл, а затем раскаленный металл разрезается с помощью струи кислорода. Это довольно быстрый процесс, используемый для резки сталей и других металлов. В оборудование входит специальный электродный держатель с пустотелым электродом. Поток кислорода контролируется с помощью регуляторов на держателе и на баллоне. Для горения дуги может использоваться постоянный или переменный ток, который подается по двум кабелям. Один подключен к держателю, другой – к заготовке. Для резки сначала зажигается дуга, затем, когда образуется расплавленная точка, с помощью рукоятки регулятора на держателе открывается поток режущего кислорода, он быстро окисляет металл и выдувает его. Этот процесс может использоваться как на воздухе, так и под водой.

Схема кислороднодуговой резки.
Резка неплавящимся электродом в среде защитного газа
В этом процессе в качестве источника тепла используется дуга между электродом и основным металлом. Защитный газ выдувает расплавленный металл. Данный процесс используется для резки нержавеющих сталей, алюминия, никеля и других металлов. Горелка, в которой крепится неплавящийся электрод, оснащена водяным охлаждением. В качестве защитного газа используется аргон, гелий или водород. Для обеспечения горения дуги используется постоянный ток прямой полярности. Сварщик управляет величиной тока, подачей воды и защитного газа. Движение горелки может управляться как вручную, так и автоматически. Защитный газ выполняет две функции. Он сдувает расплавленный металл и защищает разрезаемую поверхность от окисления.

Схема резки неплавящимся электродом в среде защитного газа.
Резка покрытым электродом
Этот процесс использует дугу, горящую между электродом и основным металлом. Применяемый электрод покрыт слоем флюса. Движение электрода контролируется вручную. Нагрев металла регулируется длиной дуги, величиной тока и материалом электрода. Этот процесс используется в основном при потребности в нетрудоемкой резке.

Схема резки покрытым электродом.
Плазменная резка
В этом процессе для расплавления и резки металла используется электрическая дуга и поток ионизированных газов. Данный способ применяется для быстрой резки алюминия, нержавеющей стали и других металлов. Плазменная резка также может использоваться для резки неметаллических материалов, например бетона. Установка для резки снабжена специальным режущим соплом, охлаждающимся водой, в котором установлен неплавящийся электрод. Обычно это автоматизированный процесс.
Схема плазменной резки.
Резка кислородным копьем
В этом процессе горение смеси кислорода и горючего газа разогревает металл, а струя кислорода, направленная на уже разогретый металл, разрезает (сжигает) его. Кислородное копье представляет собой прямую железную трубку с регулятором. Копье шлангом присоединяется к кислородному баллону. Резка кислородным копьем может использоваться вместе с обычной кислородной резкой. Кислородное копье направляется в щель, образовавшуюся при резке горелкой. Это позволяет резать металл очень большой толщины. Кислородное копье часто меняется по причине его постепенного расплавления.
Технология дуговой резки
Разработано и используется несколько способов резки металлов (стали, чугуна, цветных металлов) электрической дугой.
1. Дуговая резка металлов осуществляется с помощью:
1) металлического плавящегося электрода. Этот способ состоит в том, что металл расплавляют с помощью более высокой величины тока (на 30–40 % больше, чем при дуговой сварке).
Электрическую дугу возбуждают на верхней кромке у начала реза и постепенно перемещают ее вниз вдоль кромки (рис. 73).
Капли жидкого металла выталкивают козырьком электродного покрытия. Кроме того, он изолирует электрод, препятствуя его замыканию на металл.
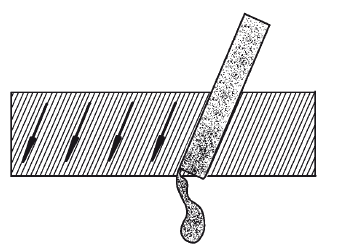
Рис. 73. Схема резки металлическим плавящимся электродом
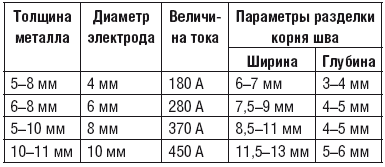
Резка таким способом обладает рядом недостатков, в частности имеет низкую производительность и дает некачественный рез. Режимы, при которых проводят резку, представлены в табл. 39;
Примерные режимы резки металла плавящимся электродом
2) угольного электрода. Этот способ используют при резке чугуна, цветных металлов и стали тогда, когда нет необходимости строго соблюдать все размеры, а качество и ширина реза не играют никакой роли. При этом разделку проводят, выплавляя металл вдоль линии раздела. Резку ведут при постоянном или переменном токе сверху вниз, располагая оплавляемую поверхность под небольшим углом к горизонтальной плоскости, чтобы облегчить вытекание жидкого металла. Режимы резки представлены в табл. 40.
3) неплавящегося вольфрамового электрода в среде аргона. Этот способ резки используется редко, в основном при работе с легированными сталями и цветными металлами. Его суть заключается в том, что на электрод подают ток, величина которого превышает таковую при сварке на 20–30 %, и насквозь проплавляют металл.
Примерные режимы резки стали угольным электродом
2. Кислородно-дуговая резка (рис. 74). В данном случае металл расплавляют электрической дугой, которую возбуждают между изделием и стержневым электродом из низко углеродистой или нержавеющей стали (наружный диаметр – 5–7 мм, внутренний – 1–3,5 мм), после чего он сгорает в струе кислорода, подаваемого из отверстия трубки и окисляющего металл, и выдувается. Кислородно-дуговую резку применяют в основном при подводных работах.
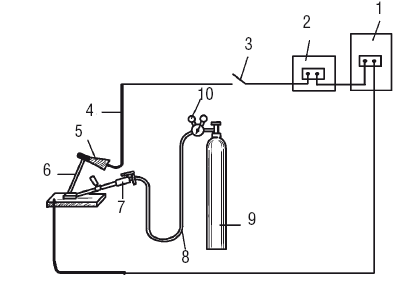
Рис. 74. Схема оборудования поста для кислородно-дуговой резки: 1 – источник питания (трансформатор); 2 – регулятор; 3 – рубильник; 4 – кабель; 5 – электродержатель; 6 – электрод; 7 – резак РГД-1–56; 8 – кислородный шланг; 9 – кислородный баллон; 10 – редуктор
3. При воздушно-дуговой резке (рис. 75) металл расплавляют электрической дугой, возбуждаемой между изделием и угольным электродом (пластинчатым или круглым), и удаляют струей сжатого воздуха.
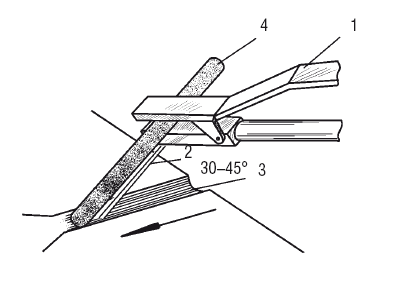
Рис. 75. Схема осуществления воздушно-дуговой резки: 1 – резак; 2 – струя воздуха; 3 – канавка; 4 – электрод
Процесс резки проводят при использовании постоянного тока обратной полярности (при прямой полярности зона нагрева более широкая, что создает трудности при удалении металла) или переменного тока.
Величину тока определяют по формуле:
K – коэффициент 46–48 и 60–62 А/мм для угольных и графитовых электродов соответственно;
d – диаметр электрода.
Для этого способа применяют особые резаки, которые бывают двух типов и поэтому предполагают разные режимы резки:
? резаки с последовательным расположением струи воздуха;
? резаки с кольцевым расположением струи воздуха.
Воздушно-дуговая резка подразделяется на два типа, которым соответствуют разные режимы (табл. 41 и 42):
? поверхностная строжка, используемая для разделки образовавшихся в металле или сварном шве дефектов, подрубки корневого шва и снятия фасок;
? разделительная резка, применяемая при обработке нержавеющей стали и цветных металлов.
Примерные режимы поверхностной воздушно-дуговой резки
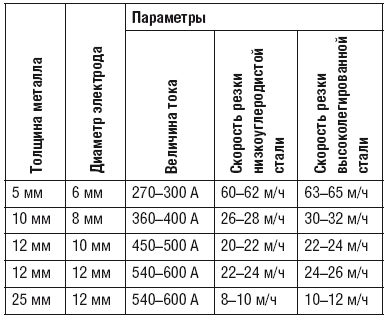
Примерные режимы разделительной воздушно-дуговой резки
4. Плазменно-дуговая резка, суть которой заключается в том, что металл проплавляется мощным дуговым разрядом, сконцентрированным на небольшом участке поверхности разрезаемого металла, и удаляется из зоны реза высокоскоростной газовой струей. Холодный газ, проникающий в горелку, обтекает вольфрамовый электрод и в зоне разряда превращается в плазму, которая затем истекает через небольшое отверстие в медном сопле в виде яркосветящейся струи с высокой скоростью и температурой, доходящей до 30 000 °C (или больше). Принципиальная схема плазменно-дуговой резки показана на рис. 76.
Плазменная резка может осуществляться независимой или зависимой дугой. В таком случае говорят о плазменной дуге прямого или косвенного действия.
Режимы резки, на которые можно ориентироваться, наглядно представлены в табл. 43.
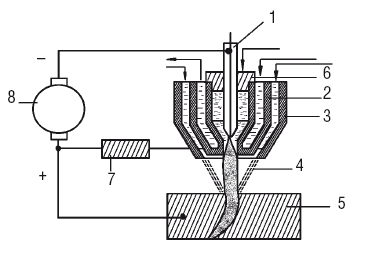
Рис. 76. Схема процесса плазменно-дуговой резки: 1 – электрод; 2 – водоохлаждемое сопло; 3 – наружное сопло; 4 – струя плазмы; 5 – металл; 6 – изоляционная шайба; 7 – балластное сопротивление; 8 – источник питания
5. Дуговая резка под водой. В жидкой среде, например в воде, можно создать мощный дуговой разряд, который, обладая высокой температурой и значительной удельной тепловой мощностью, сможет испарять и диссоциировать жидкость. Дуговой разряд сопровождает образование паров и газов, которые заключат сварочную дугу в газовую оболочку, т. е. фактически дуга будет находиться в газовой среде.
Примерные режимы плазменно-дуговой резки двух видов материала

Стабильную сварочную дугу от стандартных источников питания дадут угольные и металлические электроды.
Для осуществления резки под водой на них должно быть нанесено толстое водонепроницаемое (пропитанное парафином) покрытие, которое, охлаждаясь снаружи водой, будет плавиться медленнее, чем стержень электрода. В результате этого на его конце образуется небольшой чашеобразный козырек, благодаря которому будет обеспечиваться устойчивость газовой оболочки и горения дуги.
Величина тока выставляется из расчета 60–70 А на 1 мм диаметра электрода.
Описанный способ резки применяют при ремонте судов и т. п.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Глава 3 ИНСТРУМЕНТЫ И ОБОРУДОВАНИЕ ДЛЯ РЕЗКИ И ХРАНЕНИЯ СТЕКЛА
Глава 3 ИНСТРУМЕНТЫ И ОБОРУДОВАНИЕ ДЛЯ РЕЗКИ И ХРАНЕНИЯ СТЕКЛА 1. Оборудование и инструменты для резки стекла Для выполнения стекольных работ, в том числе для раскроя, бригады должны быть обеспечены следующими оборудованием и инструментами (рис. 164): столами для раскроя
1. Оборудование и инструменты для резки стекла
1. Оборудование и инструменты для резки стекла Для выполнения стекольных работ, в том числе для раскроя, бригады должны быть обеспечены следующими оборудованием и инструментами (рис. 164): столами для раскроя стекла, стеклорезами, линейками, угольниками, метрами, рулетками
Технология кислородной резки
Технология кислородной резки Суть кислородной резки заключается в сгорании разрезаемого металла под воздействием струи кислорода и удалении из разреза шлаков, образованием которых неизбежно сопровождается этот процесс (рис. 21).Углеродистые, а также низколегированные
Сварочные материалы и оборудование для дуговой сварки
Сварочные материалы и оборудование для дуговой сварки Сварочная проволока Чтобы заполнить зазор между свариваемыми частями, применяют присадочный материал, который имеет вид прутка или проволоки и вводится в зону сварочной дуги.Если осуществляется ручная дуговая
Техника дуговой сварки
Техника дуговой сварки Сварочные работы предполагают определенную подготовку деталей, которая включает в себя несколько операций:? правку, которую осуществляют на станках или вручную. Например для правки листового и полосового металла применяют различные
Техника безопасности при дуговой сварке и резке
Техника безопасности при дуговой сварке и резке Сварочные работы сопряжены с определенными факторами, которые могут быть опасными для здоровья человека.К ним относятся:? поражение электрическим током;? отравление токсичными газами и пылью;? ожоги расплавленным
Читайте также: