Дуговая резка металлов электродами
Обновлено: 28.09.2024
Резка стальным электродом основана на выплавлении металла из зоны резания теплотой электрической дуги, возбуждаемой между электродом и разрезаемым металлом. Этот способ широко применяется для грубой разделки металла. Резку производят стальными электродами с качественным покрытием, но более тугоплавким, чем для сварки. Такое покрытие обеспечивает при резке образование небольшого козырька, закрывающего зону дуги.
Козырек предохраняет электрод от короткого замыкания на разрезаемый металл, а также способствует более сосредоточенному нагреву металла. Электроды изготовляют из проволоки марки Св–08 или Св–08 А диаметром 2,5–6 мм и длиной 250–350 мм.
Применяют покрытие, способствующее улучшению процесса резки, состоящее из марганцевой руды (98 %) и поташа (2 %) или марганцевой руды (94 %), мрамора (3 %) и каолина (3 %). Толщина покрытия – 1–1,5 мм. Ток постоянный или переменный. Напряжение холостого хода не менее 65 В. При толщине разрезаемого металла 6–25 мм и диаметре электрода 2,5 мм применяют ток 130–140 А. Скорость резки составляет 3–12 м/ч. При диаметре электрода 5 мм ток достигает 300–350 А, а скорость резки – 7–25 м/ч. Рекомендуют электроды типа ОЗР–1, позволяющие резать металлы в любом пространственном положении.
Кислородно-дуговая резка отличается от обычной дуговой тем, что на нагретый до плавления участок поверхности металла подают струю чистого кислорода. Кислород прожигает металл участка резания и выдувает образовавшиеся оксиды и расплавленный металл из полости реза. При сгорании металла выделяется дополнительная теплота, которая ускоряет процесс плавки и резки металла. Такой способ применяется для выполнения коротких разрезов в различных строительных конструкциях.
При ручной кислородно-дуговой резке резаком типа РГД резчик в правой руке держит электрододержатель, а в левой – резак. Возбудив дугу и нагрев металл до плавления, резчик нажимает на рукоятку кислородного клапана и направляет струю кислорода на разогретый металл. Затем в процессе резки дугу и резак перемещают вдоль линии реза. Электродами служат стальные стержни диаметром 4–5 мм с покрытием ЦМ–7, ОММ–5, ОЗС–3 и др. Сварочный ток в зависимости от диаметра электрода достигает 250 А. Этим способом можно разрезать металл толщиной до 50 мм. Металл толщиной 10–20 мм режут электродом диаметром 4 мм со скоростью 450–550 мм/мин. Расход кислорода составляет 100–160 л/мин. Углеродистые и низколегированные стали толщиной 50 мм режут электродом диаметром 5 мм со скоростью 200 мм/мин при расходе кислорода до 400 л/мин.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Резка неплавящимся электродом
Резка неплавящимся электродом Применяются следующие виды дуговой резки неплавящимся электродом: разделительная, воздушно-дуговая и плазменно-дуговая.Разделительная резка металла неплавящимся электродом производится с помощью угольного, графитового или
Тест 1. Резка каната
Тест 1. Резка каната Канат был куплен, обмотан малярным скотчем И понеслось… А теперь подробно:Cold Steel Pocket Bushman PEВторое место по количеству отрезов, 95 раз. Впечатления тестеров по комфорту различаются, от "нормальная рукоять" у Сильвера до "режет руку сильно" у Ивана.
Тест 1. Резка каната и оценка эргономики рукояти.
Тест 1. Резка каната и оценка эргономики рукояти. Это самый популярный тест среди ножевиков – дешево и ножу никакого вреда не наносится. Разве что перетачивать придется.Результаты тестирования:Byrd Raven (Сталь 8Cr13Mov).Общее впечатление: Открывание-закрывание ножа понравилось
Резка
Резка Прямые шары, когда они стоят близко, действительно очень хороши и удобны для сыгрывания. Однако прямой шар сковывает руки игроку, допуская всего три варианта продолжения игры: после удара «свой» шар остается на месте, после удара «свой» прокатывается вперед; и
Технология дуговой резки электродами
Дуговая резка металлов выполняется металлическим плавящимся электродом, угольным электродом и неплавящимся вольфрамовым электродом в защитной среде аргона.
Дуговая резка металлическим плавящимся электродом
Сущность способа резки металлическим плавящимся электродом заключается в том, что сила тока подбирается на 30—40% больше, чем при сварке, и металл проплавляют мошной электрической дугой. Электрическую дугу зажигают у начала реза на верхней кромке и в процессе резки перемещают ее вниз вдоль разрезаемой кромки.
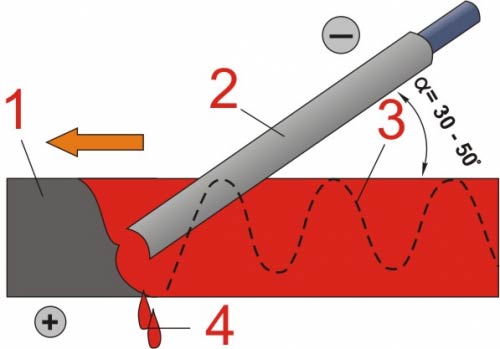
Схема резки металлическим электродом
Капли образующегося расплавленного металла выталкивают козырьком покрытия электрода. Козырек одновременно служит и изолятором электрода от замыкания последнего на металл. Основными недостатками этого способа резки являются низкая производительность и плохое качество реза. Режимы ручной дуговой резки стали металлическим плавящимся электродом приведены в табл. 1.
Таблица 1. Режимы резки плавящимся электродом
| Марка металла | Толщина металла, мм | Диаметр электрода, мм | Режим резки | Марка металла | Толщина металла, мм | Диаметр электрода, мм | Режим резки | ||
| ток, А | Скорость, м/ч | ток, А | Скорость, м/ч | ||||||
| Низкоуглеродистая сталь | 6 12 25 | 2,5 | 140 | 12,36 7,2 2,1 | Коррозионностойкая сталь | 6 12 25 | 2,5 | 130 | 12 4,38 3 |
| То же | 6 12 25 | 3 | 190 | 13,8 8,1 3,78 | То же | 6 12 25 | 3 | 195 | 18,72 8,7 4,5 |
| » | 6 12 25 | 4 | 220 | 15 9,3 4,5 | » | 6 12 25 | 4 | 220 | 18,9 10,2 5,4 |
Иногда применяют автоматическую резку под флюсом легированных сталей, имеющих толщину до 30 мм. Резку выполняют на обычных сварочных автоматах сварочной проволокой Св-08 или Св-08А с применением флюса АН-348 (табл. 2).
Таблица 2. Режимы автоматической резки под флюсом
| Толщина разрезаемой легированной стали, мм | Диаметр сварочной прволоки, мм | Режимы резки | ||
| ток, А | напряжение дуги, В | Скорость, м/ч | ||
| 10 | 4 | 1000 | 40—42 | 34,8 |
| 20 | 4 | 1200 | 42—44 | 30 |
| 30 | 4 | 1500 | 46-50 | 24,9 |
Дуговая резка угольным электродом
При дуговой резке угольными, графитовыми электродами разделение достигают путем выплавления металла вдоль линии его раздела. Этот способ резки применяют при обработке чугуна, цветных металлов, а также стали в тех случаях, когда не требуется соблюдения точных размеров, а ширина и качество реза не имеют значения. Резку выполняют сверху вниз при соблюдении некоторого угла наклона оплавляемой поверхности к горизонтальной плоскости, что облегчает вытекание металла. Резку ведут на переменном или постоянном токе (табл. 3).
Таблица 3. Режимы резки угольным электродом
| Толщина разрезаемой стали, мм | Диаметр электрода, мм | Режим резки | |
| Ток, А | Скорость, м/ч | ||
| 6 | 10 | 400 | 21 |
| 10 | 18 | ||
| 16 | 10,5 | ||
Дуговая резка неплавящимcя вольфрамовым электродом
Резка в защитной среде аргона применяется весьма ограниченно и только в частных случаях при обработке легированных сталей или цветных металлов. Сущность способа резки заключается в том, что на электроде создают повышенный ток (на 20—30% больше, чем при сварке) и проплавляют насквозь металл.
Ручная электродуговая резка металла: особенности, способы и технологический процесс проведения работ
Электродуговая резка уникальна тем, что при таком способе происходит плавка металла в месте, где нужно сделать разрез. Во время работы расплавленный металл убирается силой давления дуги или стекает от собственного веса.
Особенности электродуговой резки металла
Электродуговая резка обычно проводится вручную. Для работы рекомендуется использовать стальные электроды, имеющие толстое тугоплавкое покрытие, но могут также применяться вольфрамовые и угольные электроды.
Для данного метода резки металла не нужно иметь специальное оборудование. Работу можно вести в труднодоступных местах и в любом пространственном положении конструкции.
Однако при разделении металла электрической дугой не удаётся достичь высокого качества. Невозможно обеспечить ровность кромок деталей и в большом количестве имеется выделение шлака. Поэтому для дальнейшего использования полученных металлических частей необходима их механическая обработка. Производительность такого способа остаётся низкой.
Нужно уделять особое внимание технике безопасности. Сварщик должен быть тщательно защищен от попадания капель металла и шлака. Стоит предусмотреть, куда будет стекать расплавленный металл, чтобы избежать возгорания.
Сфера применения
Электродуговую резку применяют исключительно в том случае, если нет необходимого оборудования для резки газом.
Таким методом избавляются от небольших излишеств металлических заготовок и исправляют дефекты путём их поверхностной выплавки. Дуговой резке электродом поддаются цветные изделия, высоколегированные стали, а также чугун и различные сплавы.
Применяемые способы
Электрическую дугу активно используют не только при сварке, но и при резке металла. Существует несколько разновидностей дуговой резки металлических деталей: ручная дуговая резка плавящимся и неплавящимся электродами, а также воздушно- и кислородно-дуговая резка.
Дуговая резка неплавящимся электродом
При данном способе работа проводится как на переменном, так и на постоянном токе прямой полярности. Сила тока должна составлять 400-800 А. При этом используются угольные и графитовые электроды.
Данный метод имеет не столь широкое применение. Его используют для разбора металлического лома крупных размеров, проделывания отверстий и выжигания заклёпок, а также при демонтаже ненужных металлоконструкций.
Разрез осуществляется путём плавления металла в необходимой зоне, а не путём его сгорания. Благодаря этому качеству, появляется возможность работать с материалами, которые не поддаются резке газом, такими, как чугун или высоколегированные стали.
Данный метод не отличается высокой точностью проведения работы: ширина самого разреза большая, а кромки остаются неровными. Если использовать электроды с прямоугольным сечением, то удастся немного улучшить результат работы.
Дуговая резка плавящимся электродом
Этот метод позволяет достичь большей точности и чистоты, а сам разрез выходит более узким в отличие от предыдущего метода. Для резки применяют те же электроды и того же диаметра, что для сварки, повысив при этом силу тока на 20-30%. Проводя подобную работу в бытовых условиях, можно использовать простые электроды, но для улучшения процесса работы рекомендуется приобрести специальные электроды с особым покрытием.
Существует два вида составов покрытия. Первый: марганцевая руда (98%) и поташ (2%). Второй: марганцевая руда (94%), каолин (3%), мрамор (3%). Благодаря такому покрытию, увеличивается устойчивость дуги, внутренний стержень плавится медленнее и обеспечивается его изоляция от стенок реза. Расплавленный металл окисляется, благодаря особым компонентам, содержащимся в покрытии, это позволяет ускорить процесс резки.
Производство вышеописанных электродов осуществляется из проволоки диаметром от 3 до 12 мм и длиной до 300 мм. Толщина особого покрытия должна составлять 1-1,5 мм. Расчёт силы тока производится из следующего соотношения: 55-65 А на 1 мм диаметра используемого электрода.
Воздушно- и кислородно-дуговая резка
Такой способ разделения металлических частей отличается от предыдущих тем, что расплавленный электрической дугой металл сразу выдувается струёй сжатого воздуха или чистого кислорода. Обычно этот метод применяют с целью избавления от дефектов места сварки и разделения заготовок из нержавеющей стали толщиной не более 20 мм.
Из-за подачи кислорода происходит частичное выгорание металла, сопровождающееся выделением дополнительного тепла, что позволяет значительно ускорить процесс плавки. Данный метод применяется, если необходимо выполнить короткий разрез на любой строительной конструкции.
Разделение осуществляют графитовым или стальным электродом при постоянном токе с использованием специальных резаков. Электрод должен быть не тоньше 4-5 мм, имеющий покрытие ОММ-5, ЦМ-7 или ОСЗ-3. Сила тока может доходить до 250А и позволяет резать металл до 50 мм толщины. Сжатый воздух подаётся сбоку с силой давления 0,4-0,5 МПа. Средний расход кислорода варьируется от 100 до 160 л/мин.

Схема воздушно-дуговой резки металла
Если использовать резак типа РГД, тогда электрододержатель держат в правой руке, а сам резак в левой. Как только металл начинает плавиться, на него подаётся струя воздуха и выдувает его.
Тема: Технология ручной дуговой резки плавящимся электродом.
Задачи занятия: Проверить знания предыдущего занятия, освоить новый материал.
Образовательная задача:
Знания (понятия, явления, величины.)
Умения :
специальные (правильно спланировать работу подобрать материалы, для разных видов резки плавящимся электродом)
Оборудование к уроку : Классная доска, проектор, интерактивная доска, компьютер.
1. Организационная часть — 2–3 мин.
2. Актуализация знаний – 10 мин.
4. Закрепление материала — 15 мин.
5. Выставить оценки – 3 мин.
Актуализация знаний – 10 мин.
Сфера применения
Электродуговую резку применяют исключительно в том случае, если нет необходимого оборудования для резки газом. Таким методом избавляются от небольших излишеств металлических заготовок и исправляют дефекты путём их поверхностной выплавки. Дуговой резке электродом поддаются цветные изделия, высоколегированные стали, а также чугун и различные сплавы.
Применяемые способы
Дуговая резка неплавящимся электродом
Дуговая резка металлическим плавящимся электродом
Сущность способа резки металлическим плавящимся электродом заключается в том, что сила тока подбирается на 30—40% больше, чем при сварке, и металл проплавляют мощной электрической дугой. Электрическую дугу зажигают у начала реза на верхней кромке и в процессе резки перемещают ее вниз вдоль разрезаемой кромки.

Схема резки металлическим электродом
Капли образующегося расплавленного металла выталкивают козырьком покрытия электрода. Козырек одновременно служит и изолятором электрода от замыкания последнего на металл. Основными недостатками этого способа резки являются низкая производительность и плохое качество реза. Режимы ручной дуговой резки стали металлическим плавящимся электродом приведены в табл.1.
Марка металла
Толщина металла, мм
Диаметр электрода, мм
Режим резки
Скорость, м/ч
Резка плавящимся электродом
Кислородно-дуговая резка отличается от обычной дуговой тем, что на нагретый до плавления участок поверхности металла подают струю чистого кислорода. Кислород прожигает металл участка резания и выдувает образовавшиеся оксиды и расплавленный металл из полости реза. При сгорании металла выделяется дополнительная теплота, которая ускоряет процесс плавки и резки металла. Такой способ применяется для выполнения коротких разрезов в различных строительных конструкциях.
Толщина разрезаемой
легированной стали, мм
Лекции "Дуговая резка ( сварка) "
Дуговая резка металлов может выполняться металлическим плавящимся, электродом, угольным электродом и неплавящимся вольфрамовым электродом.
Дуговая резка металлическим электродом Данный способ резки заключается в том, что сила тока устанавливается на 30-70% больше, чем при сварке; в результате чего металл проплавляется мощной электродугой. Электрическая дуга зажигается у начала реза на верхней кромке и в процессе резки дугу перемещают вниз вдоль разрезаемой кромки, как показано на рис. 91.
Образующиеся капли расплав ленного металла выталкивают
металлическим электродом козырьком покрытия электрода.
Рис. 91. Схема резки металлическим электродом.
Козырек электрода при этом служит еще изолятором от замыкания на металл.
Основной недостаток этого способа резки — малая производительность и низкое качество реза.
Режимы резки плавящимся электродом
Режимы ручной дуговой резки стали металлическим плавящимся электродом имеются в табл. 30.
Режимы резки
Скорость к/ч
Дуговая резка угольный электродом
При данном способе резки разделение металла достигается путем выплавления его вдоль линии раздела. Способ применяется для резки чугуна и цветных металлов. Сталь этим способом режут, если не требуется обеспечить точные размеры, а ширина и качество реза не имеют значения.
Резка этим способом выполняется сверху вниз, причем должен соблюдаться некоторый угол наклона оплавляемой поверхности к горизонтальной плоскости. Это необходимо для облегчения вытекания металла. Резку ведут на постоянном или переменном токе.
В табл. 31 дан пример режима резки стали угольным электродом.
Дуговая резка вольфрамовым (неплавящимся) электродом производится в защитной среде аргона. Этот вид резки применяется редко. В основном используется при обработке легированных сталей или цветных металлов.
Режимы резки стали угольным электродом
Сущность способа состоит в том, что для резки на электроде создается повышенный ток (на 20-30% выше, чем при сварке) и металл проплавляют насквозь.
Таблица 31
Толщина разрезаемой
Диаметр электрода.
Сущность этого способа резки заключается в том, что металл сначала расплавляется электрической дугой, а затем сгорает в поступающей струе кислорода и выдувается.
Схема кислородно-дуговой резки изображена на рис. 92.
Существует несколько способов кислородно-дуговой резки, один из них — способ резки при помощи стальных трубчатых электродов.
При этом методе кислородно-дуговой резки металл нагревается электрической дугой, возбуждаемой между обрабатываемым изделием и трубчатым электродом. Струя кислорода подается через отверстие трубки и, попадая на нагретую поверхность металла, окисляет его по всей толщине.
Электродами при данном способе служат трубки из низкоуглеродистой или нержавеющей стали (наружный диаметр — 5-7 мм, диаметр отверстия — 1-3,5 мм). Наружная поверхность электрода имеет специальное покрытие для предохранения его от замыкания на обрабатываемый металл при перемещении и опирании.
Еще одна разновидность кислородно-дуговой резки — резка угольным электродом.

Рис.92. Схема оборудования поста для кислородно-дуговой резки стальным стержневым электродом: 1 — сварочной трансформатор, 2— регулятор, 3 — рубильник, 4— провода, идущие к держателю, 5 — электрододержатель. 6— электрод, 7 — резак РГД-1-56, 8— кислородный шланг, 9 — баллон с кислородом, 10 — редуктор
Сущность этого способа резки заключается в том, что металл расплавляется дугой, возбуждаемой между изделием и угольным электродом. Удаление металла производится струей сжатого воздуха.
Схема воздушно-дуговой резки изображена на рис. 93.

Рис. 93. Схема процесса воздушно-дуговой резки: 1 — резак, 2 — воздушная струя, 3 — канавка, 4 — электрод угольный
Воздушно-дуговая резка производится на постоянном токе обратной полярности. Это вызвано тем, что при дуге прямой полярности металл нагревается на слишком широком участке и удаление металла затруднено. Иногда применяют и переменный ток.
Для воздушно-дуговой резки применяются специальные резаки двух разновидностей: с кольцевым расположением воздушной струи и с последовательным расположением. В резаках с последовательным расположением воздушной струя относительно электрода сжатый воздух обтекает его только с одной стороны.
Для воздушно-дуговой резки применяются угольные или графитовые электроды с круглой или пластинчатой формой.
Величина тока при воздушно-дуговой резке определяется по формуле:
где I — сила тока;
Д — диаметр электрода;
К — коэффициент, зависящий от теплофизических свойств материала электрода. Для графитовых электродов К = 60—62 А/мм, для угольных — 46-48 А/мм. Таким образом, для угольных электродов требуется несколько меньший ток.
Электропитание для воздушно-дуговой резки обеспечивается стандартными сварочными преобразователями постоянного тока или трансформаторами. Сжатый воздух подается либо от цеховой сети, либо от передвижных компрессоров.
Воздушно-дуговая резка подразделяется на две разновидности: разделительную резку я поверхностную строжку. Поверхностная строжка применяется для разделки дефектных участков в металле и сварных швах, для подрубки корня шва, а также для снятия фасок. Фаску при этом можно снимать одновременно на обеих кромках листа. Ширина канавки, которая образуется при поверхностной строжке, на 2-3 мм больше, чем диаметр электрода.
В табл. 32 и 33 приведены некоторые характеристики воздушно-дуговой резки (в табл. 32 приведены данные при разделке корня шва, который выполнен встык с X-образной подготовкой кромок).
Таблица 32. Режимы поверхностной воздушно-дуговой резки
Толщина свариваемо го металла,
Диаметр электрода,
Ширила разделки корня ШВА, мм
Глубина разделки корня шва, мм
Таблица 33. Режимы разделительной воздушно-дуговой резки
Толщина моста, м м
Скорость резки, м/ч
Низкоугле- родная сталь
Высоколегированная
Воздушно-дуговая резка чаще всего применяется для обработки нержавеющей стали и цветных металлов. Она имеет целый ряд преимуществ по сравнению с другими способами обработки: более проста, дешева и более производительна.
Плазменно-дуговая резка металлов
Плазма — это газ, состоящий из смеси электрически нейтральных молекул, положительно заряженных ионов и электронов, и нагретый до очень высокой температуры.
Наличие электрически заряженных частиц делает плазму чувствительной к воздействию электромагнитных полей, а поскольку такие поля являются легкоуправляемыми, то плазма тоже хорошо поддается управлению.

Рис. 94. Принципиальная схема процесса плазменно-дуговой резки:
1 — вольфрамовый электрод, 2 — медное водоохлаждаемое сопло, 3 — наружное сопло, 4 — плазменная струя, 5 — разрезаемый металл, 6— изоляционная шайба, 7 — баластное сопротивление,
Суть плазменно-дуговой резки заключается в том, что металл проплавляется мощным дуговым разрядом, локализованным на очень малом участке поверхности с последующим удалением расплавленного метала из области реза с помощью высокоскоростного газового потока.
Схема плазменно-дуговой резки изображена на рис. 94.
Холодный газ подается в горелку и попадает в зону дугового разряда, где обретает свойства плазмы. Плазма затем истекает через отверстие малого диаметра в виде ярко светящейся струи с большой скоростью и температурой 30000'С и выше.
В зависимости от электрической схемы плазменно-дуговая резка может выполняться независимой дугой и зависимой дутой. На рис. 95 приведены схемы плазменной резки дугой прямого действия (а) и дугой косвенного действия (б).

Рис. 95. Принципиальная схема процесса плазменно-дуговой резки: а — прямого действия, б — косвенного действия
В табл. 34 содержатся два примера режимов плазменно-дуговой резки.
Таблица 34
Примеры режимов плазмепно-дутовой резки
Разрезаемый металл
Параметры резки
толщиной 20 мм
Напряжение дуги, В
Диаметр сопла, мм
Расстояние от сопла до изделия, мм
Расход аргона, л/мин.
Расход воздуха, м 3 / час
Дуговая резка под водой
В некоторых жидких средах, в том числе в воде, можно получить достаточно мощный дуговой разряд, который, имея высокую температуру и большую удельную тепловую мощность, испаряет и разлагает окружающую жидкость. Пары и газы, образующиеся при этом, создают вокруг дуги газовую защиту в форме газового пузыря. Таким образом, дуга на самом деле горит не в воде, а в газовой среде.
Газовая среда в этом случае будет состоять в основном из водорода, который образуется при термической диссоциации водяного пара. Кислород, который также образуется при диссоциация, будет окислять материал электрода.
Устойчивая сварочная дуга для подводной резки при использовании обычных источников питания может быть получена при применении металлических или угольных электродов.
Электроды для подводной резки должны иметь толстое водонепроницаемое покрытие, а поскольку оно будет плавиться медленнее стержня (так как охлаждается водой), то на электроде образуется «козырек», который способствует устойчивости газового пузыря и стабильному горению дуги.
Водонепроницаемость покрытия электрода достигается, как правило, пропиткой парафином. Для покрытия используется смесь железного сурика (80%) и мела (20%) с добавлением жидкого натриевого стекла для связки. Покрытие наносится окунанием. Для электродного стержня используется сварочная проволока Св-08 или Св-08 ГС.
Величину сварочного тока устанавливают из расчета 60—70 А на один миллиметр диаметра электрода. Напряжение дуги под водой несколько больше, чем при сварке на воздухе.
Дуговая резка под водой применяется при строительстве различных гидросооружений, ремонте судов и т. д.
Читайте также: