Электропечь для нагрева металла
Обновлено: 05.07.2024
Пламенные печи отличаются максимальной универсальностью. В пламенных печах нагревают (в зависимости от размеров и конструкции печи) как мелкие заготовки , так и слитки весом до 300 т. Пламенные печи работают на твердом, в том числе и пылевидном, жидком и газообразном топливе.
Наиболее совершенными в отношении регулирования и получения минимальных потерь от физической и химической неполноты горения являются печи, работающие на газообразном топливе. Распыление жидкого топлива и его сжигание осуществляется при помощи форсунок, которые обеспечивают хорошее смешение топлива с воздухом. Для сжигания газообразного топлива применяются газовые горелки. Сжигание пылевидного топлива производят в специальных устройствах, в которых угольная пыль с помощью шнека и воздуха подается к горелке.
Нагревательные печи по конструкции делятся на камерные, в которых температура по всему рабочему пространству одинакова, и методические, у которых температура в рабочем пространстве повышается от загрузочного окна к окну выдачи нагретых заготовок. Схема камерной печи приведена на рис. 108, а для обычного нагрева и на рис. 108, б для скоростного нагрева. При скоростном нагреве уменьшается обезуглероживание поверхностного слоя заготовки и снижаются потери на угар до 0,5 ÷ 0,7% вместо 3% при обычном нагреве.
Рис. 108 . Камерная печь: а - для обычного нагрева; б — для скоростного нагрева
Высокая температура в рабочей камере печи (1400 — 1500°С) достигается применением высококаллорийного топлива и подогретого воздуха в рекуператорах. Горелки или форсунки в этих печах располагаются как над нагреваемыми заготовками, так и под ними ( рис. 108, б ). В камерных печах при нагреве крупных заготовок для облегчения загрузки и выгрузки применяют различные загрузочные механизирующие устройства, машины, а также печи с выдвижным подом и со съемным сводом.
Для уменьшения отхода на окалину применяются печи с использованием нейтральных или защитных атмосфер, доставляющие которых не вступают в реакцию с нагреваемым металлом.
Разновидностью камерных печей являются нагревательные колодцы, которые находят применение в прокатных цехах для нагрева слитков, часто поступающих из сталелитейных цехов в горячем состоянии. Слитки в колодцы загружаются сверху и устанавливаются вертикально. Использование тепла горячих слитков обеспечивает экономию топлива.
Для нагрева концов штанги и прутков при работе на горизонтально-ковочных машинах применяются щелевые печи, загрузочным окнам которых придают вид щели.
Муфельные печи имеют муфель, герметически закрывающийся ящик, который загружают металлом, а нагревание осуществляется без доступа воздуха и газов. Такой способ нагрева применяется для нагрева специальных сплавов без образования окалины.
Методические печи имеют вытянутую форму. Температура в этих печах понижается в направлении движения пламени к загрузочному окну. Наиболее нагретые заготовки омываются наиболее горячим пламенем. В методических печах достигается непрерывная выдача нагретых заготовок, методичный (постепенный) нагрев и лучшее использование тепла образовавшихся при сгорании топлива газов. Чем печь длиннее, тем полнее теплоиспользование. При выходе из печи отходящие газы имеют более низкие температуры, чем в камерных печах, поэтому они экономичнее камерных.
Методические печи широко применяются в прокатном производстве и в крупносерийном кузнечно-штамповочном производстве. Переходной конструкцией от камерной печи к методической является полуметодическая печь, которая отличается от методической меньшей длиной. В них так же, как и в методических печах нагреваются заготовки, форма которых удобна для проталкивания через печь. Полуметодические печи обслуживают штамповочное оборудование высокой производительности.
Полуметодическая печь с толкателем ( рис. 109, а ) предназначена для нагрева мелких заготовок для штамповки. Печь механизирована: имеет магазинную коробку для непрерывного питания печи заготовками. Коробка периодически (через 1—1,5 час) заполняется заготовками. Из магазинной коробки заготовки снизу по одной выталкиваются в печь вначале в подогревательную камеру А, а затем продвигается в нагревательную камеру Б, где нагреваются до заданной температуры. Такие печи можно обеспечить механизмом подачи заготовок к обрабатываемой машине (рис. 109, б). В этом случае заготовка по мере, продвижения по поду печи достигает отверстия 1, проваливается на заслонку 3, которая под тяжестью заготовки или посредством пневматического цилиндра 4 открывается, и заготовка падает на транспортер 2, который все заготовки из-под печи подает к штамповочной машине. Продукты горения из печи ( рис. 109, а ) по каналу уходят в рекуператор, где они подогревают воздух, предназначенный для горения в печи топлива.
Рис. 109. Полуметодическая печь с толкателем и транспортером для подачи заготовок к кузнечной машине.
Для нагрева заготовок применяют печи с вращающимся подом (карусельные). Они бывают кольцевого типа и тарельчатые. Печь кольцевого типа представляет собой как бы свернутую в кольцо конвейерную печь. Эти печи позволяют в широких пределах регулировать желаемый режим нагрева металла путем изменения скорости вращения пода, расположения горелок и подачи топлива. Нагрев металла в этих печах протекает быстрее и равномернее, так как заготовки на поду печи укладываются на некотором расстоянии одна от другой. Угар металла при нагреве в этих печах будет меньше, чем в печах с толкателем на поду, в которых заготовки укладываются вплотную друг к другу и требуется большое время нагрева, и, кроме того, при продвижении заготовок в печи сбивается окалина и происходит повторное ее образование.
Более совершенными считаются печи, использующие тепло отходящих газов, так называемые, регенеративные и рекуперативные.
Регенеративные печи с помощью регенераторов используют тепло отходящих газов на подогрев воздуха и газа (в газовых печах), поступающих в печь. Принцип действия и устройство регенераторов у нагревательных пламенных печей такие же, как у мартеновских плавильных печей, применяемых для плавки стали, рассмотренных в главе II раздела II.
В рекуперативных печах осуществляют только подогрев воздуха, поступающего в печь для горения. Поток отходящих газов и нагреваемого воздуха в рекуператорах непрерывны, каждый поток течет по своим каналам. Газы нагревают стенки рекуператора с одной стороны, а воздух отнимает тепло с другой.
Применение рекуператоров и регенераторов повышает к. п. д. всех печей. В методических регенеративных печах к. п. д. может быть доведен до ~ 40%, а в простых камерных печах он обычно не превышает 10 ÷ 12%.
Электрические печи сопротивления ( рис. 110 ) применяют чаще всего для нагрева цветных металлов и сплавов, реже — для нагрева стали, так как температурный интервал штамповки, например алюминия, находится в пределах 475 — 400°С.
В электрических печах можно поддерживать и изменять температуру с большой точностью. Рабочее пространство этих печей свободно от продуктов горения, угар металла получается минимальным. Электропечи улучшают условия работы обслуживающего персонала. На рис. 110 показана электропечь камерного типа. Печь имеет загрузочное окно 1, спираль 2, рабочее пространство 3. Стрелками изображена циркуляция воздуха.
Рис. 110. Электрическая нагревательная печь. Расход условного топлива (с теплотворной способностью 7000 ккал/кг) в печах без использования тепла отходящих газов достигает 10 ÷ 12 % веса нагреваемого металла, а в печах с использованием тепла отходящих газов расход составляет 4,5 — 6%.
Камерные печи для термообработки металлов, керамики, стекла

Температурный режим наших стандартных печей 1200 (термопара нихросил нисил) и 1300 градусов Цельсия (термопара вольфрам рений). Высокотемпературные печи до 1700 град.С с карбидкремниевыми нагревателями, смотрите информацию далее.
Производство печей с объемом рабочей камеры от 10 литров (размеры 295*230*150 мм) до 3900 литров (2000*1500*1300 мм).
Высокотемпературные печи – это камерные печи для термообработки металлов и их сплавов при температурах свыше 1300 град.С. Температура в рабочей камере которых достигает отметки + 1700 С за счет использования мощных дисцилит-молибденовых нагревателей и специальной многослойной теплоизоляции рабочего пространства. Высокотемпературные печи термические используются, когда требования к термообработке заготовок из металла обусловлены высокими температурами. Так, например мы предлагаем к изготовлению печи с температурой в рабочей камере до + 1450С с карбидокремнивыми нагревателями. По требованию заказчика мы можем изготовить данные печи после соглассования их мощности и степени автоматизации и управления.
Стандартные камерные электрические печи: Обогрев до 1200 или 1300 градусов Цельсия происходит с трех сторон - с боков и пода, четырех, либо с шести сторон - стенки, потолок, дверь. Нагревательные элементы пода (фехраль) изолированы карбидокремниевыми плитами или высоколегированной жаропрочной стальной плитой. Спирали имеют основания в виде керамических трубок МКР со стенками 5 мм на расстоянии каждые 40 мм. Температура распределяется равномерно по объему камеры. Система защиты от теплового излучения при подъеме двери. Энергоэффективность достигается за счет идеальной теплоизоляции печи. Контроллер режимов работы, нагрева и остывания печи, в том числе на основе процессорного управления. Надежные датчики контакторы при открывании двери выключают нагрев.
Дополнительно камерные печи (печи промышленные) могут иметь электромеханический или гидравлический механизм подъема двери, на противовесе и рычагах, либо вертикально на цепном приводе. Нагревательные элементы могут быть расположены сзади на стенке камеры и на двери. Возможны дополнительные механизмы для подачи материала в печь. Сбор и анализ информации с помощью датчиков и компьютера, поставляемых дополнительно. Поставляются ящики из жаропрочной стали для работы в защитной атмосфере, для пайки и других процессов. Механизированный привод двери и выкатного пода оборудован частотным преобразователем для плавного начала и окончания движения.
Футеровка пода - кирпич, усилен кирпичом ШБ, термошов для компенсации расширения кладки. Футеровка стен - ШБ кирпич или блоки из керамоволокна (или совместно). Футеровка потолка блоками из керамоволокна.
Отдельно следует отметить использование камерных электропечей в качестве: Печь для обжига керамики, печь для обжига глины фарфора и стекла – это камерные (муфельные) электропечи, которые используют для термообработки указанных выше материалов. Печи для термообработки металлов, обжига керамики, глины, фарфора и стекла камерного типа (изготовленные по специальному запросу) работают в температурном режиме до + 1700 С°, производство оборудования по спец. заказу.
Видео: Печь 500 литров с выкатным подом
Серия камерных печей ПКЭ - это професcиональные электропечи, предназначенные для термообработки: закалка металла, отпуск металла, ювелирное дело, обжига керамики и полуфарфора, а так же данные печи используются для сплавления стекла и его моллирования. Терморегуляторы Термодат с поверкой. Печи испытываются на равномерность температурного слоя.
Камерная электропечь может быть изготовлена с вертикальной и горизонтальной загрузкой изделий, печи изготавливаются из сварной надежной конструкции в которую монтируется основная футеровка дополнительно усиленная волокнистым термостойким волокном. Именно такая система теплоизоляции гарантирует эффективную аккумуляцию внутреннего тепла печи. Надежная тепловая герметизация двери практически на нет сводит потери тепла. Особое внимание следует обратить на печи для обжига керамики и прокалки опок, обжига делоли, данное оборудование может оснащаться вентиляционным "окном" для устройства системы вытяжки. Электропечи камерные работают как печи для обжига керамики, при использовании специальной печной оснастки могут быть использованы как печи для плавки алюминия, свинца, бабита и других "низкотемпературных" металлов и их сплавов. Камерные печи нашли широкое применение в ювелирном деле.
Производство печей закаливания и отпуска в линии с ванной закаливания, с электроприводом передвижения корзины с заготовками и лифтом в ванну. Ссылка на страницу с закалочными ваннами.
Работа с алюминием:
Для работы с алюминием печи серии ПКЭ комплектуются защитными щитами (экранами) из нержавеющей стали, которые закрывают спирали нагревательных элементов, для защиты алюминиевых заготовок от прямого воздействия инфракрасного излучения. При обработке в печах заготовок из алюминия, температурный режим должен быть очень точный, +-2 град С. Для этого используется система вентиляции , в том числе крыльчатка из термостойкого материала до 800 град С, для конвекции в камере печи. Коснтрукция системы вентиляции съемная, для обеспечения работы печи при более высоких температурах, вплоть до 1500 град С. Цена системы вентиляции на печь ПКЭ от 30 000 рублей .
Камерные электропечи ПКЭ - это надежное термическое оборудование, реализована простая система замены нагревательных элементов. Печи имеют программированный режим работы с сохранением параметров действующей программы даже после отключения электричества. Быстрый разогрев до нужной температуры, равномерное распределения тепла в рабочей камере, возможность программирования включения печи в заданное время с заданными параметрами температуры, экономичная система энергопотребления. Дополнительно все печи оснащаются подставкой, полками и стойками. Выкатной под печей изготавливаем по требованию заказчика или из необходимости обязательного применения.
Шахтные печи смотрите далее на странице сайта
Камерная печь электрическая для металлов и сплавов серии ПКЭ
Печи для термической обработки малого объема предназначены для нагрева таких материалов как: металлы и их сплавы, стекло, керамика и т.д. Нагрев осуществляется до + 1200 С, 1300 (до + 1700 град С - по запросу). В стандартную комплектацию входит терморегулятор ОВЕН ТРМ 500 или ОВЕН ТРМ 251, в зависимости от объема и предназначения печи, подовая плита.
Возможна установка терморегуляторов "Термодат" - от 32000 руб. Программный, графический ЖК интерфейс, электронный самописец, USB, до 40 программ по 20 шагов, с возможностью объединения программ в одну более емкую. Для больших печей возможна установка терморегулятора с несколькими каналами работы, соответственно с несколькими термопарами.
Вытяжное отверстие диаметром 30 мм с заглушкой – 4000 руб.
(максимальная температура работы съемной жаропрочной крыльчатки до + 800 С)
Смотровое отверстие (для ввода доп.приборов, пирометров, визуального контроля) диаметром 30 мм или 40 мм с заглушкой – от 3000 руб.
Подготовка под установку газового оборудования (проем в двери) на фото печи ниже - от 9000 руб.

Электропечи для термообработки металла – обзор, сравнительные характеристики, описание моделей
Термическая обработка металлов применяется в отраслях промышленности, в научных исследованиях. Мы предлагаем подборку электропечей для термообработки металлов от литовского производителя SNOL. В ней вы найдете как лабораторные экземпляры для проведения опытов, так и оборудование для установки непосредственно в цехах.
Сравнение популярных моделей электропечей для термообработки металла
SNOL – бренд с мировой известностью, оборудование которого востребовано на предприятиях в России, Европе, США. Инженеры компании постоянно изучают рынок и внедряют передовые технические разработки. Это важно для того, чтобы оборудование было надежным, качественным, безопасным, простым в эксплуатации и соответствовало требованиям стандартов. Электропечи для термообработки металлов по применению подразделяются на:
- Оборудование для закалки и отжига.
- Печи для цементирования и азотирования.
- Для старения и отпуска.
- Плавки цветных металлов.
Характеристики популярных моделей электропечей для термической обработки металлов представлены в таблице.
Рабочий объем камеры, л
Диапазон температур, о С
Размеры камер, см
Напряжение питания, В
Описание моделей электропечей для термообработки металла
Все модели этого производителя выполнены только из качественных материалов. Для корпуса использована высокопрочная сталь, покрытая термостойкой порошковой краской. Печи устанавливаются отдельно, у них своя опора, покупать дополнительные элементы мебели не нужно.
Двери в них открываются вверх с помощью специального механизма, для обеспечения безопасности. Камера в них может быть выполнена по запросу заказчика из огнеупорного кирпича или термоволокна. Применение этих материалов делает минимальными потери тепла, поэтому оборудование экономичное, в плане затрат электроэнергии на операции нагрева.
Модель SNOL 98/1200 позиционируется как промышленная. Благодаря небольшим габаритам, она найдет применение как в цехах, так и в исследовательских центрах, лабораториях НИИ. С ее помощью проводят описанные выше операции – плавление, обжиг, отжиг, отпуск, озоление и т.д.

SNOL 165/1200 также позиционируется как промышленная, но у нее камера вдвое больше. В ней легко поместятся большие по размеру образцы. Пригодна для проведения основных операций по термообработке металлов.
SNOL 360/1200 и SNOL 430/1200 отличаются только размерами камеры. Нагрев до максимальной температуры достигается при одинаковой мощности. Это полноценные промышленные печи, которые устанавливаются на средних по масштабам производствах и пригодны для работы с образцами любого размера.
Аналогичны предыдущим, но более мощные – печи SNOL 540/1200 и SNOL 610/1200. Необходимую точность операций обеспечит программируемый терморегулятор, который можно подключить к ПК. Герметичная дверь открывается вверх, что делает проще загрузку-выгрузку из печи и защищает оператора от ожогов.

SNOL 720/1200 – самая большая в линейке по объему, при этом энергоэкономичная. Ей присущи все описанные выше особенности. Это полноценная промышленная печь, которую можно использовать в металлургии, машиностроении, авиастроении и на других производствах.
SNOL 72/1250 – компактная, экономичная, но при этом высокотемпературная печь, которая может использоваться в ювелирном деле, в НИИ и лабораториях для проведения исследований опытных образцов.

В качестве дополнительных опций к моделям могут быть выбраны противни, усиленный под, смотровое окно и др. Это делает работу более удобной и эффективной.
Как видно из обзора, компания SNOL разработала модельный ряд электропечей для обработки материалов таким образом, чтобы можно выбрать нужное оборудование, как по объему, так и по мощности. Абсолютно все устройства выполняют основные операции по термической обработке металлов, выполнены их качественных металлов, удобны и просты в эксплуатации.
Нагревательные печи кузнечно-штамповочных цехов
Нагревательная печь – это технологический энергетический агрегат, в котором в результате горения топлива или преобразования электрической энергии выделяется теплота, используемая для тепловой обработки металлов. Печи должны удовлетворять ряду основных требований, к которым относятся: обеспечение высокой производительности при заданных технологических условиях нагрева (температуре, перепаде температур по сечению заготовки и пространству печи); минимальный удельный расход топлива; возможность регулирования производительности; нагрев различных сортаментов; наличие механизации процессов загрузки и выгрузки; простота и безопасность эксплуатации и обслуживания; возможность автоматического управления процессами нагрева.
В кузнечных цехах используют большое разнообразие печей, что позволяет их классифицировать по технологическим, конструктивным и иным признакам. По технологическим признакам печи подразделяются на прокатные, кузнечные (для нагрева металла под ковку и штамповку) и термические. По конструктивным особенностям различают кузнечные горны, наочковые, щелевые, камерные, методические, полуметодические, карусельные и др. В кузнечных цехах массового и крупносерийного производств большое распространение получили печи, имеющие высокую производительность: методические, полуметодические и карусельные. В проходных печах (методических и карусельных) загрузка и выгрузка заготовок осуществляются непрерывно.
В цехах с индивидуальным и мелкосерийным производством, к каким относятся кузнечные цеха авиамоторостроительных предприятий, используют камерные и щелевые печи; в небольших кузницах – кузнечные горны и очковые печи. В камерных печах загрузка и выгрузка заготовок осуществляется через одно и то же окно, заготовки в процессе нагрева остаются неподвижными. Для нагрева цветных металлов и сплавов в кузнечных цехах авиационного производства применяют камерные электропечи, позволяющие выполнять процесс нагрева в защитных атмосферах.
По виду энергоносителя печи подразделяют на пламенные и электрические, а первые, в свою очередь, делят на газовые и мазутные. Иногда пламенные печи классифицируют по способу утилизации теплоты отходящих газов: рекуперативные и регенеративные.
Более общим признаком классификации печей служит температурный режим, в соответствии с которым все нагревательные печи подразделяют на три класса: с постоянной температурой рабочего пространства; с его переменной температурой и проходные печи. Для первого класса печей характерен одноступенчатый режим нагрева, для второго – многоступенчатый. В проходных печах могут быть реализованы как одно-, так и многоступенчатые режимы нагрева.
В зависимости от максимальной рабочей температуры камерные электропечи также можно подразделить на: низкотемпературные, с температурой рабочего пространства 650…700 °С (сушильные, отпускные, для нагрева цветных металлов и сплавов под горячую обработку давлением). В этих печах значительная часть теплоты заготовки передается конвекцией.
К среднетемпературным относятся печи с температурой рабочего пространства 700…1250 °С. В этих печах основной вид теплоотдачи происходит излучением. Печи с рабочей температурой >1250 °С относят к высокотемпературным.
Газовые камерные печи с постоянной температурой рабочего пространства предназначены для нагрева заготовок под высадку и штамповку массой до нескольких килограммов. Они имеют мощность в диапазоне 100…150 кВт, обладают высокой производительностью, но отличаются низким коэффициентом полезного действия (КПД), не превышающим 15 %. Рабочее пространство камерной печи характеризуется размерами: длиной А, шириной Б, высотой В. Номенклатурный ряд камерных печей представлен ниже:
На рис. 8 приведена схема камерной нагревательной печи.
Камерные щелевые печи используют для нагрева концов прутковых заготовок под ковку, штамповку, высадку и другие кузнечные операции. Схема камерной щелевой печи приведена на рис. 9. Применяется большой ряд типоразмеров рабочего пространства этих печей.
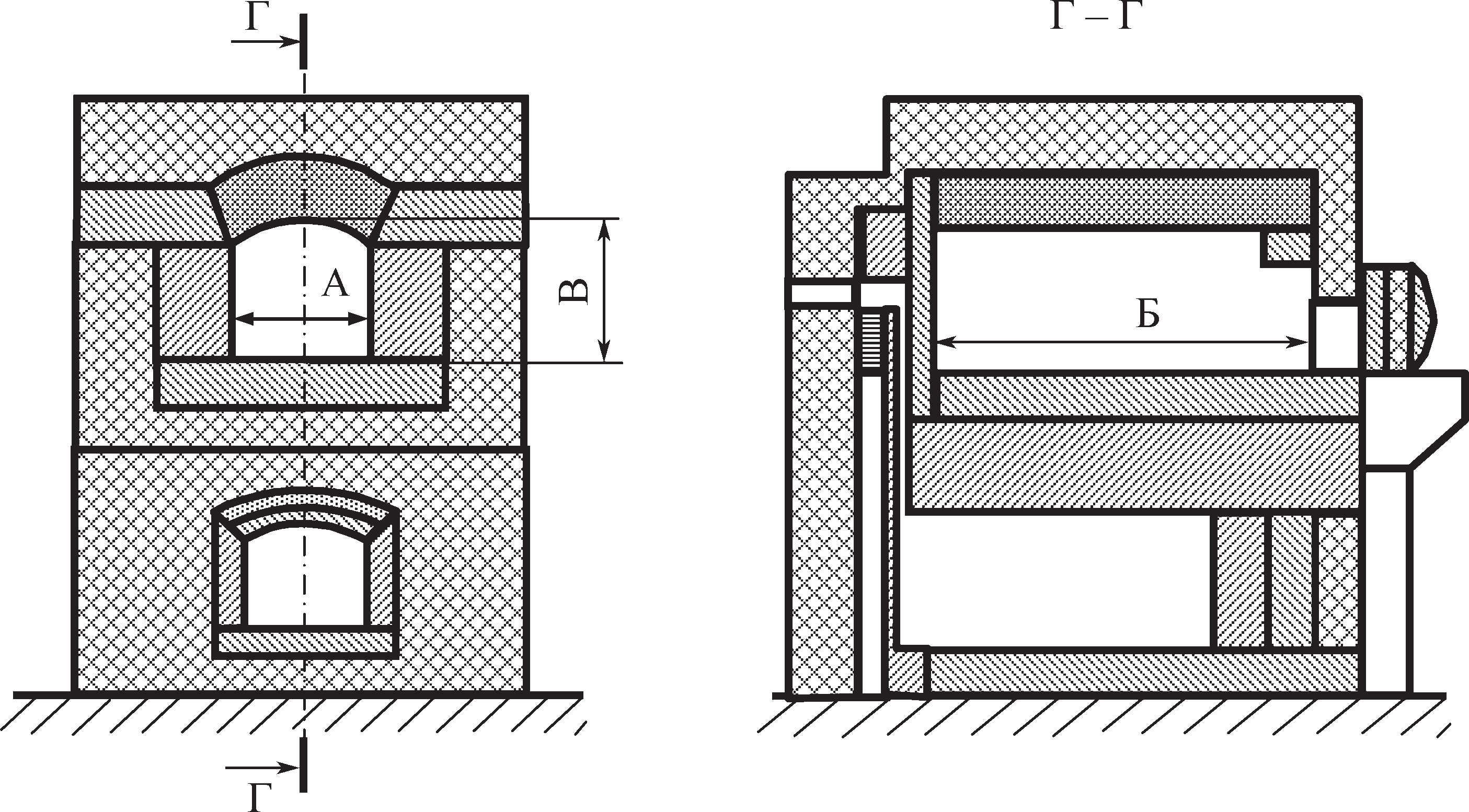
Рис. 8. Схема камерной нагревательной печи
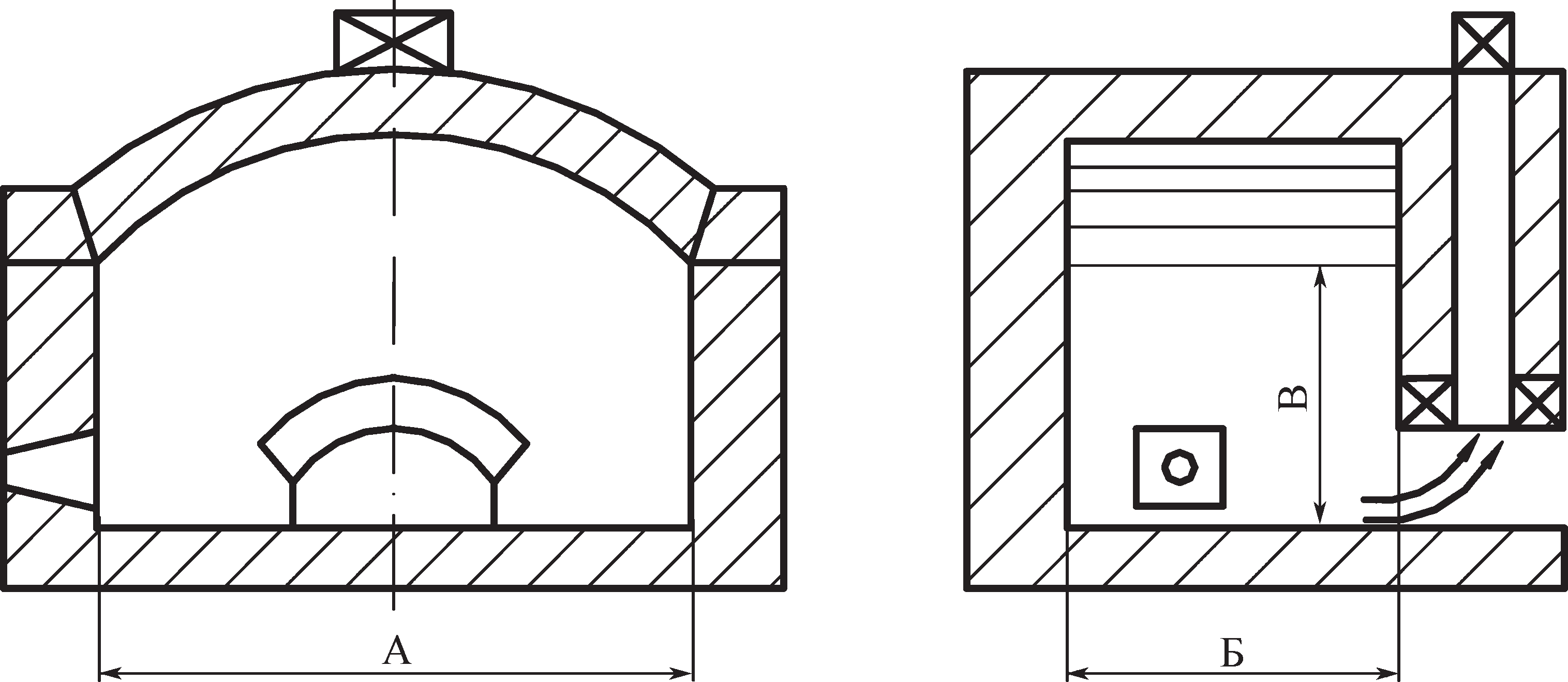
Рис. 9. Схема камерной щелевой печи
Номенклатурный ряд размеров рабочей зоны щелевых печей
Производительность печей при нагреве углеродистых и низколегированных сталей составляет ~400 кг/(м 2 ч). При нагреве легированных сталей она снижается в 2 раза.
Расход топлива: мазут 110…125 кг/т; природный газ 130…150 м 3 /т. При нагреве легированных сталей расход увеличивается вдвое.
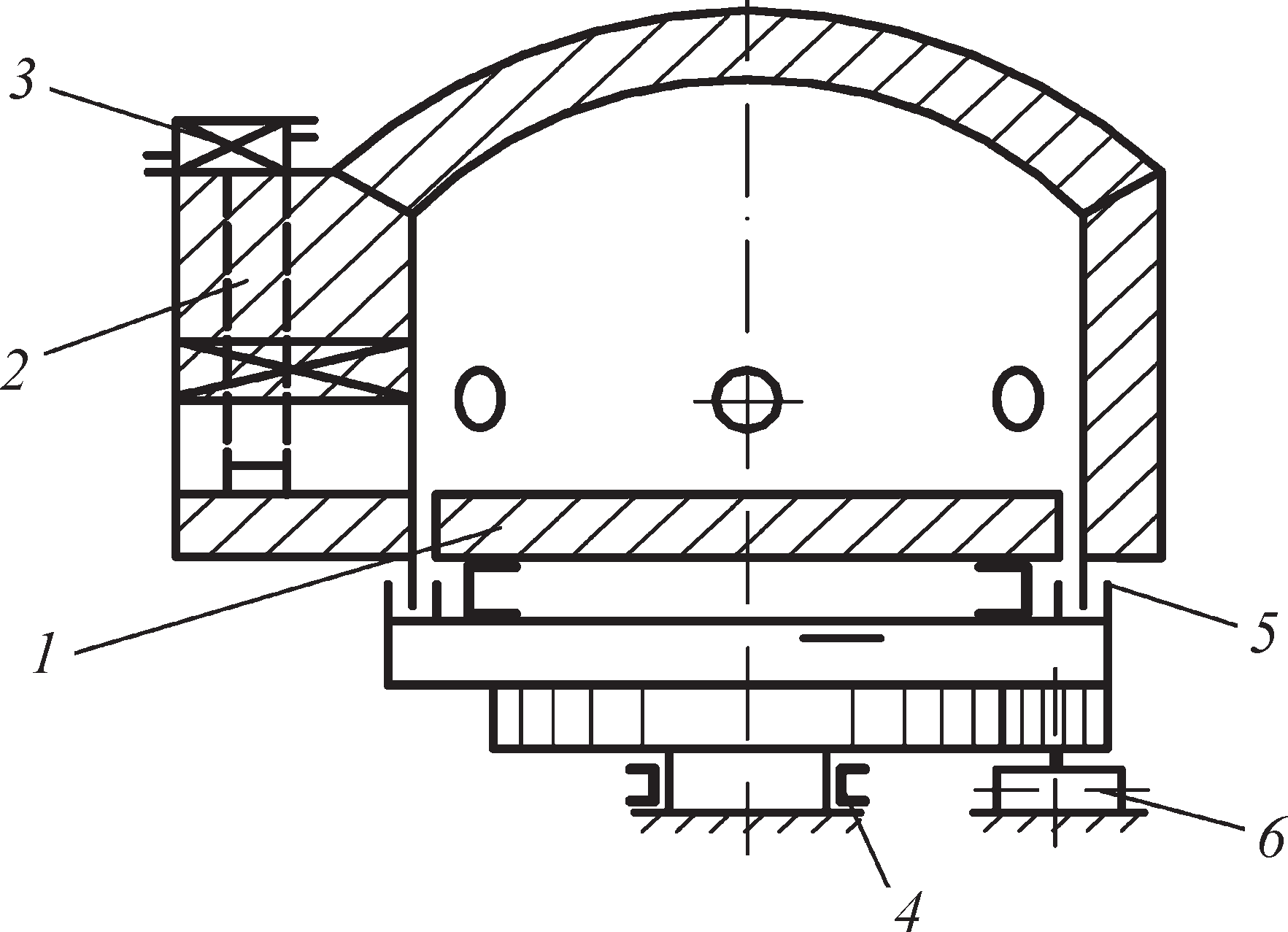
Рис. 10. Схема печи с вращающимся подом: 1 – под печи; 2 – каналы; 3 – рекуператор; 4 – пятовый упорный подшипник; 5 – водяной затвор; 6 – механизм вращения печи
Камерные печи с вращающимся подом (рис. 10) обычно используют для нагрева под ковку, штамповку заготовок небольшой массы. В данных печах удается получить высокую равномерность прогрева заготовок вследствие хорошего их промывания печными газами.
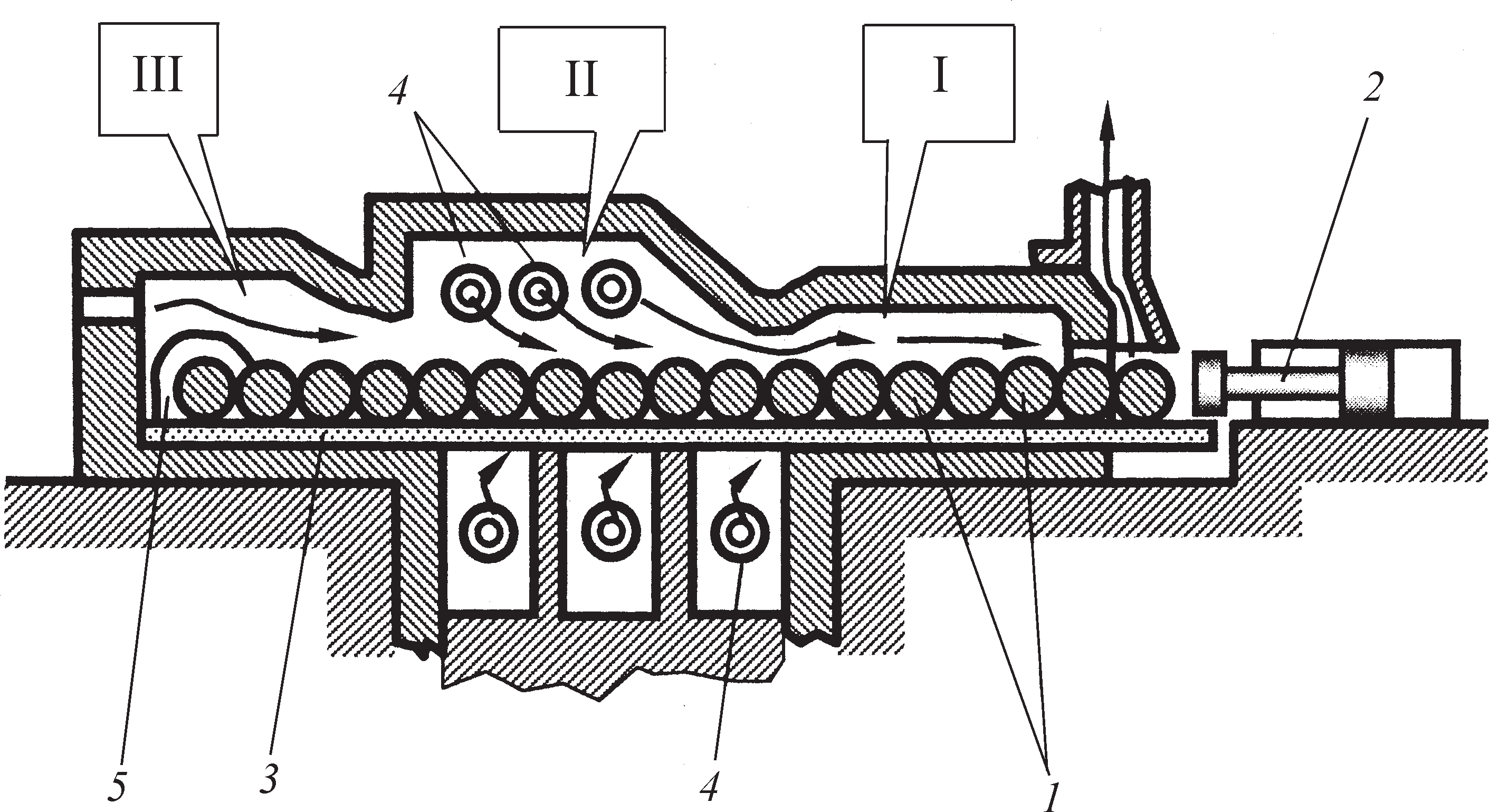
Рис. 11. Схема трехзонной методической печи: 1 – заготовки; 2 – толкатель; 3 – под печи; 4 – горелки; 5 – окно извлечения нагретых заготовок
Традиционно печи имеют шесть горелок, создающих равномерное температурное поле.
Для кузнечных цехов массового и крупносерийного производств целесообразно применение механизированных методических печей. На рис. 11 приведена схема трехзонной методической печи.
Рабочее пространство методической печи имеет вытянутую форму и включает в себя три (иногда две – полуметодические) зоны с различной температурой: I – зона подогрева (методическая) с температурой нагрева 600…800 °С, II – зона максимального нагрева (1250…1350 °С), III – зона выдержки (томильная)
Заготовки 1 проталкиваются толкателем 2 и, перемещаясь по поду 3 печи, последовательно проходят все три зоны нагрева. Горячий газ от горелок 4 подается навстречу движущимся заготовкам, которые извлекаются из печи через окно 5.
Благодаря встречному движению газов, имеющих высокую температуру, и нагреваемых заготовок температура уходящих газов используется более рационально, чем в обычных камерных печах, потери теплоты ниже, а коэффициент полезного действия выше и достигает 40…60 %.
Трехзонные методические печи позволяют нагревать заготовки толщиной (диаметром) > 100 мм. Их применение позволяет выровнять температуру нагрева заготовки по всему ее объему путем выдержки в томильной зоне.
В табл. 1 рассмотрены основные типы пламенных печей, применяемых в кузнечных цехах для нагрева заготовок под ковку и штамповку.
Камерные и карусельные электрические нагревательные печи сопротивления получили широкое распространение в кузнечно-штамповочных цехах авиационного производства для нагрева высоколегированных сталей, никелевых, титановых и алюминиевых сплавов. Камерные электропечи дают возможность получить любой
Таблица 1. Типы пламенных печей для нагрева заготовок под ковку и штамповку
температурный режим с обеспечением его автоматического регулирования. Электрическая энергия в печах сопротивления преобразуется в тепловую с помощью нагревательных элементов, изготавливаемых из материалов с высоким электрическим сопротивлением.
Как уже отмечалось, печи сопротивления подразделяют на низко-, средне- и высокотемпературные. В низкотемпературных печах основной теплообмен осуществляется путем конвекции, поэтому в них организуют искусственную циркуляцию печной атмосферы печными вентиляторами. В средне- и высокотемпературных печах основной теплообмен выполняется посредством излучения. Электронагреватели печей сопротивления изготавливают в зависимости от рабочей температуры из различных материалов. Материалы, применяемые для изготовления нагревателей, и их рабочие температуры приведены ниже.
Материалы нагревателей и рабочие температуры, С
Металлокерамический материал — До 1600
Дисилицид молибдена (MoSi2) — 1400…1450
Карбидокремниевые (корундовые SiC) — 1450…1500
Модели низко- и среднетемпературных камерных печей, выпускаемые отечественной промышленностью, приведены в табл. 2 и 3.
В качестве примера ниже представлена структура условного обозначения камерной электропечи модели СНО-3.4.3/6: С — нагрев сопротивлением; Н — камерная;
Таблица 2. Перечень выпускаемых низкотемпературных камерных печей
Таблица 3. Перечень выпускаемых промышленностью среднетемпературных камерных печей
О — среда в рабочем пространстве — окислительная (воздушная) (если вместо О стоит З, то в рабочем пространстве — защитная атмосфера); 4 — длина рабочего пространства в дециметрах; 3 — высота рабочего пространства в дециметрах; 6 — номинальная температура, сотни °С.
Некоторые технические характеристики выпускаемых промышленностью карусельных электропечей сопротивления приведены в табл. 4.
Таблица 4. Технические характеристики карусельных электропечей сопротивления с номинальной температурой нагрева 1100 °С
Читайте также: