Элемент литниковой системы уменьшающий размывающее воздействие струи металла
Обновлено: 19.05.2024
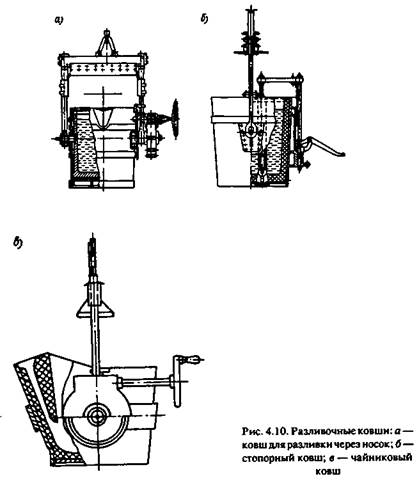
Заливка — одна из операций изготовления отливок, состоящая в заполнении полости литейной формы расплавленным металлом. Расплавленный металл поступает из плавильного агрегата, как правило, в разливочный ковш, а затем разливается по формам. Разливку чугуна и цветных металлов производят из поворотных ковшей через носик или из чайниковых ковшей с забором металла из нижней части ковша. Большие количества металла, в особенности стали, разливают из ковшей со стопорным устройством (рис. 4.10).
4.2.1. ЛИТНИКОВАЯ СИСТЕМА
Литниковая система — это совокупность каналов, через которые расплавленный металл попадает в полость формы.Она должна обеспечить правильное распределение металла в полости формы, не допустив проникновения инородных тел (шлака, огнеупора), разрушения формы, а также завихрения и разбрызгивания металла. Литниковая система, кроме того, должна способствовать созданию такого теплово.го режима в форме и отливке, при котором в процессе затвердевания и охлаждения металла не развивались бы дефекты усадочного происхождения. Литниковая система состоит из следующих основных элементов (рис. 4.11): литниковая чаша (воронка), стояк, распределительный "канал (шлакоуловитель), литники (питатели).
Литниковая чаша направляет металл, заливаемый из ковша, в литниковую систему, гасит энергию струи, поддерживает постоянный уровень металла при заполнении формы и задерживает посторонние
включения (оксиды, шлак, песок), принесенные потоком металла из заливочного ковша. Литниковые чаши применяют при литье чугуна и цветных металлов, заливаемых из поворотных ковшей. При литье стали, заливаемой из стопорного ковша, применяются литниковые воронки. В воронках не отделяется шлак, но металл охлаждается меньше.
Стояк предназначен для подвода металла из литниковой чаши или воронки в нижние части формы. В основании стояка имеется чашечка-зумпф, гасящая удар струи и препятствующая размыванию формы.
Вертикальный стояк, как правило, соединяется с горизонтальным каналом, назначение которого — подвести металл к различным местам отливки. Этот канал называют распределительным или
литниковым ходом, при литье чугуна — шлакоуловителем, при литье цветных металлов — коллектором.
Литники (питатели) — последний элемент литниковой системы — предназначены для подвода металла непосредственно в полость формы.
Различают несколько характерных способов подвода литников.
При сифонной заливке литники подводят к нижней части отливки (рис. 4.12, а). Сифонная заливка обеспечивает спокойное заполнение полости формы без разбрызгивания. Однако пока расплав достигает верхней части формы (см. п. 4.3.1), он успевает остыть, что ухудшает питание отливки из прибылей и может привести к появлению раковин в отливке.
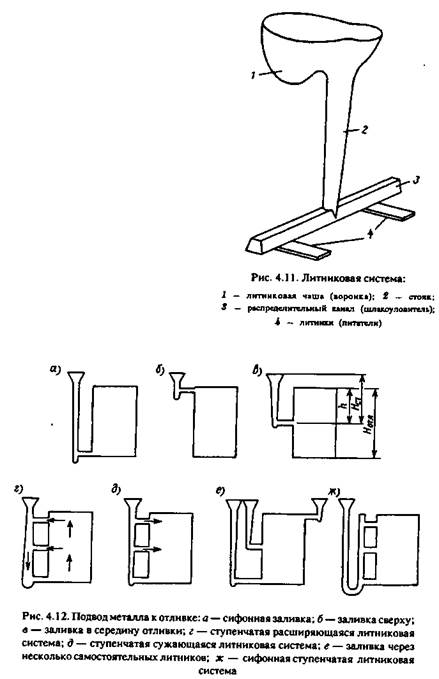
При заливке сверху через литник, подведенный к верхней части отливки (рис. 4.12, б), форма заполняется в направлении, противоположном направлению выхода газов, вследствие чего часть газов может попасть в отливку. Кроме того, расплав, падая на дно формы, разбрызгивается, сильнее окисляется и может размыть форму в местах падения. Преимуществом заливки сверху является поступление самого горячего металла в верхнюю часть отливки и в прибыль.
Для заливки в середину литники подводят к середине отливки, на уровне 1/2 ее высоты (рис. 4.12, в). В этом случае нижняя часть заполняется как при заливке сверху, а верхняя — как при заливке снизу.
Практикуется и заполнение литейной формы через несколько литников. Например, используется ijwa сширяющаяся ступенчатая литниковая система (рис. 4.12, г), суммарная площадь поперечного сечения литников которой больше площади поперечного сечения стояка, благодаря чему жидкий металл, поднявшись до среднего уровня, вновь поступает в стояк. Возникает циркуляция, показанная стрелками.
Обратное движение имеет место, если ступенчатая система заперта (рис. 4.12, д).
Ступенчатая литниковая система может быть разделена на несколько отдельных стояков (рис. 4.12, е), заполнение которых происходит в соответствующем порядке.
Сифонная заливка металла через ступенчатую литниковую систему (рис. 4.12, ж) обеспечивает благоприятное распределение температуры в отливке.
4.2.2. ЗАПОЛНЕНИЕ ФОРМЫ
Заполнение литейной формы металлом сопровождается интенсивным взаимодействием расплавленного металла с атмосферой воздуха, с газами, выделяющимися из формы, с огнеупорным материалом формы.
В случае неудачной организации заполнения возможно разрушение формы, что отрицательно сказывается на качестве отливки.
Металл при заливке охлаждается, теряет жидкотекучесть, что может помешать полному вопроизведению контура формы. Перегрев металла перед заливкой не решает проблемы, поскольку он чреват опасностью окисления, газопоглощения, развития усадочных и других дефектов.
Заливка должна проводиться в определенном температурном интервале и с определенной скоростью.
Рассматривая процесс заполнения литейной формы, можно выделить три стадии движения металла: свободное падение струи металла, течение по каналам литниковой системы, движение в полости формы.
Движение открытой струи металла. Свободное падение струи металла происходит при выпуске металла из печи в ковш, из ковша
в форму и т. д При этом открытая со всех сторон струя проделывает определенный путь; от длины этого пути, скорости течения и площади открытой поверхности металла зависит степень окисления.
Известно, что свободная струя жидкости на определенном расстоянии начинает разбиваться на капли. Заливка форм такой разбрызгивающейся струей недопустима.
Степень окисления металла зависит также от растворимости его в жидком металле. Так, расплавленная медь сильно окисляется вследствие растворения в ней закиси меди. Если же образуются нерастворимые твердые окислы, велика опасность загрязнения металла неметаллическими включениями. При этом не последнюю роль играет механическая прочность пленок. Как уже говорилось, оксиды магния, например, образуют на металле рыхлые, весьма непрочные оболочки, проницаемые для воздуха, вследствие чего магниевые
сплавы при литье легко окисляются. Оксиды алюминия и его сплавов, напротив, образуют плотные пленки на поверхности струи металла. При малой скорости движения металла они не разрушаются, так что струя металла течет в оболочке из пленки оксидов, предохраняющей металл' от дальнейшего окисления. Однако прочность этих пленок весьма ограничена. Достаточно легкого колебания струи, чтобы пленки оборвались и были отнесены в глубь отливки. Тем не менее поверхность струи мгновенно покрывается новой пленкой.
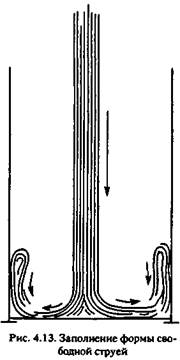
Заливка формы свободно падающей струей металла порождает вихревое движение на дне формы, в которое вовлекаются частички шлака, окислов, пузырьки газов (рис. 4.13). Кроме того, такой способ заливки сопряжен с опасностью разрушения дна формы.
Движение металла по каналам литниковой системы. В этом движении можно выделить несколько стадий.
Движение в литниковой чаше. При попадании струи металла в литниковую чашу ее скоростной напор гасится (рис. 4.14). Заполнение формы происходит под напором, определяемым уровнем металла в чаше.
В литниковой чаше создаются благоприятные условия для удаления шлака (рис. 4.14). Постороннее тело, занесенное струей из точки А в точку В, будет находиться под действием двух сил: силы всплывания,
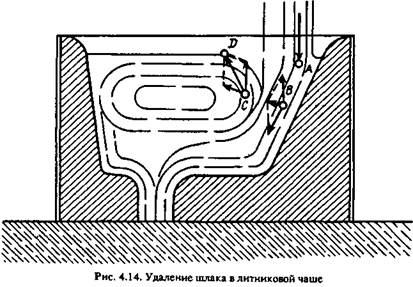
направленной вверх, и силы потока, увлекающей постороннее тело по направлению движения. В результате тело переместится в точку С. В точке С поток снова изменяет свое направление, что сопровождается потерей скорости, и тело передвигается в точку D.
Уровень металла в чаше поддерживают постоянным от начала до конца заливки.
Движение по стояку. Из чаши металл попадает в стояк — вертикальный канал, чаще всего круглого поперечного сечения. Обычно ради удобства формовки стояки делают суженными книзу.
Важное значение имеет заполнение стояка. При частичном заполнении стояка линейная скорость вытекания металла мала. В самом стояке возможно насыщение расплава воздухом, разбрызгивание и окисление металла.
Если стояк заполнен целиком, металл в нем почти не окисляется. Однако в распределительный канал расплав вытекает с большой линейной скоростью, что вызывает большое перемешивание и окисление металла.
Движение по распределительному каналу. Основное назначение этого канала — задержать частицы шлака, флюса, огнеупора, пленки оксидов и других взвешенных включений, которыми загрязнен расплав. При достаточно малой скорости потока загрязнения, в силу того что они легче металла, постепенно всплывают и скапливаются вверху. В итоге в литники, присоединенные к нижней части распределительного канала, поступает чистый металл.
Площадь поперечного сечения распределительного канала должна быть достаточно большой, для того чтобы обеспечить медленное тече-
ние металла, а высоту поперечного сечения выбирают таким образом, чтобы добиться удержания загрязнений.
Для удержания взвешенных частиц в литниковой системе иногда устанавливают фильтрующие элементы.
Движение по литникам. По литникам расплав поступает непосредственно в форму. Линейная скорость движения расплава в литниках, особенно на выходе в полость формы, во избежание разбрызгивания должна быть незначительной. Это условие выполняется, если площадь поперечного сечения литников достаточно велика. Поскольку высота поперечного сечения литника должна быть по возможности небольшой, чтобы предотвратить попадание шлака из распределительного канала в литник, обычно увеличивают поперечный размер. Как правило, литники имеют форму узкой широкой щели. Иногда щелевые литники делают плавно расширяющимися к отливке, что позволяет уменьшить скорость движения металла.
Как уже говорилось, особое значение имеет выбор места подвода литников к отливке. Наиболее спокойное заполнение формы металлом обеспечивается при подводе литников снизу (см. рис. 4.12).
Способ подвода литников оказывает очень большое влияние на характер затвердевания отливки. Через литник протекает весь расплав, заполняющий форму, из-за чего форма около литников разогревается и охлаждение и затвердевание металла в этой области замедляются. Это может послужить причиной развития усадочных пустот в тех зонах отливки, которые затвердевают последними. Заливка металла снизу неблагоприятно сказывается на затвердевании. Последовательное и направленное затвердевание отливки без образования усадочных пустот наиболее легко достигается при заливке сверху. Однако условия заполнения при этом совершенно неудовлетворительны. Вот почему в каждом конкретном случае приходится искать компромиссное решение, такую конструкцию литниковой системы, которая бы позволила удовлетворить первостепенные требования.
Поскольку внутренние усадочные дефекты практически не влияют на качество художественного литья, при выборе места подвода литника к отливке предпочтение должно отдаваться варианту, обеспечивающему спокойное заполнение, т. е. заливке снизу.
Как уже отмечалось, в зависимости от отношения площадей поперечных сечений каналов литниковые системы могут быть сужающимися (запертыми) или расширяющимися (незапертыми).
В сужающихся системах соблюдается условие
**ст •" м>.» > 'лип
где Яст, Fp.r, рлит — площади поперечных сечений стояка, распределительного канала и совокупности литников соответственно.
Сужающиеся системы заполняются первыми потоками расплава. В них линейная скорость истечения металла из литников определяется напором, измеряемом разностью высот от уровня в чаше до литников.
В расширяющихся системах соблюдается обратное соотношение площадей поперечных сечений
Основное достоинство расширяющихся литниковых систем состоит в том, что в первые моменты заливки металл вытекает из литников в полость формы с малой линейной скоростью, определяемой уровнем металла в незаполненном распределительном канале.
Сужающиеся литниковые системы применяют для заливки чугуна, расширяющиеся — для заливки алюминиевых, медных и магниевых сплавов.
Движениеметалла в полости формы. Заполнение литейной формы организуют так, чтобы в результате движения металла в отливке не появились дефекты. Нельзя, например, допускать слива металла с одного уровня на другой, что аналогично заполнению свободно падающей струей.
Движение металла отдельными потоками навстречу друг другу может служить причиной спаев на поверхности отливки.
Резкие переходы в отливке от одного сечения к другому нарушают течение металла и приводят к его разбрызгиванию.Нельзя направлять поток металла перпендикулярно к стенке формы — поток может разрушить форму и вызвать различные дефекты (засоры, вздутия и др.).
4.2.3. РАСЧЕТ ЛИТНИКОВОЙ СИСТЕМЫ
Размеры элементов литниковой системы определяют по элементарным формулам, в которые введены обобщенные опытные коэффициенты. В большинстве случаев расчет ведут методом Озанна-Дитерта, предложенным в первой половине XX века.
Прежде всего находят суммарную площадь поперечного сечения литников
*лит — ——— — ,———— ,
prv pip \ 2 9"р
где М — масса отливки; р — плотность расплава; т — продолжительность заливки; v — скорость истечения металла; ft — коэффициент сопротивления; д — ускорение силы тяжести; Яр — расчетный статический напор металла.
Статический напор Нр определяют из соотношения
•'"ОТЛ
где Нст — высота стояка от места подвода металла в форму; НОТл — высота отливки; ЛоТЛ — расстояние от места подвода металла в форму до верха отливки.
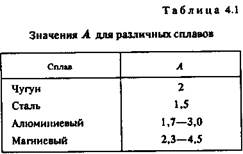
где i — преобладающая толщина отливки; A, m, n — эмпирические величины, значения А приведены в табл. 4.1; m = л = 0,334.
Наиболее часто используют зависимость т = A 3 V
Коэффициент сопротивления ft, характеризующий гидравлические потери, обычно определяют экспериментально. Для мелкого тонкостенного чугунного и стального литья этот коэффициент принимают равным 0,25—0,4, для крупного тонкостенного литья — 0,7—0,8.
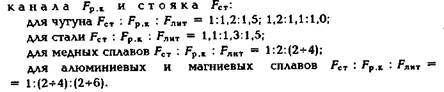
По площади поперечного сечения литников определяют площади поперечного сечения распределительного
При литье по выплавляемым моделям литниковая система должна обеспечивать не только качественное заполнение литейной формы, но и компенсировать объемную усадку металла при затвердевании. Как правило, каждая форма является оригинальной конструкцией и требует разработки особой литниково-питающей системы, оптимальной для этой конструкции.
При изготовлении центробежным способом мелких отливок по выплавляемым моделям литниковая система состоит обычно из чаши, стояка и литников. Ее конструируют так, чтобы до полного затвердевания отливки в стояке и чаше находился жидкий металл.
Для изготовления отливок из медных сплавов массой до 1 кг применяют разветвленную систему, в которой суммарная площадь поперечного сечения литников больше плошади поперечного сечения стояка: FCT : Рлнт = 1:(2+4).
Назначение литниковой системы и ее элементов
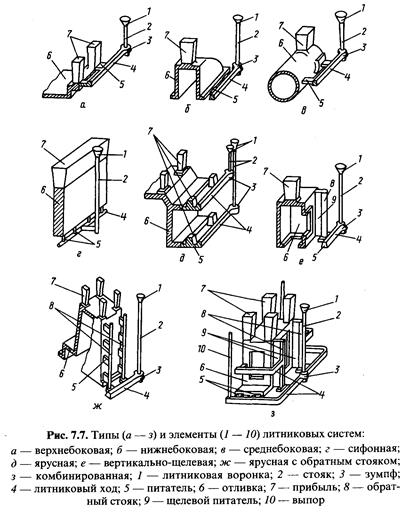
Литниковая система - это система каналов и элементов литейной формы для подвода расплавленного металла в полость формы, обеспечения ее заполнения и питания отливки при затвердевании. В стальном литье применяют литниковую систему, состоящую в простейшем варианте из следующих элементов (рис. 7.7): литниковой воронки 1, стояка 2, зумпфа 3, литникового хода 4, питателя 5 и прибыли 7. В более сложных вариантах она может включать также обратный стояк 8, щелевой питатель 9 и выпор 10.
Литниковая воронка предназначена для приемки расплавленного металла из литейного ковша и направления его в стояк. Она имеет форму усеченного конуса с большим «основанием» наверху.
Стояк представляет собой вертикальный или наклонный канал для подачи расплавленного металла из литниковой воронки к другим элементам литниковой системы или непосредственно в полость формы.
Литниковый ход — это горизонтальный распределительный канал, предназначенный для подачи расплавленного металла из стояка к питателям. При разливке расплава по формам из поворотных ковшей литниковый ход кроме распределительной функции должен выполнять также роль шлакоуловителя.
Зумпф - это углубление под стояком, предназначенное для ослабления размывающего воздействия на форму падающей струи жидкого металла в начале заполнения стояка.
Питатель представляет собой канал для подвода расплавленного металла от литникового хода до полости литейной формы.
Выпор — это канал для вывода газов из формы и контроля заполнения ее расплавленным металлом. Его выполняют над верхней точкой полости отливки при отсутствии над ней прибыли, а также над закрытыми прибылями.
Прибыль как элемент литниковой системы рассмотрен в разделе 7.1.
Литниковая система дополнительно может содержать фильтр для очистки расплава от шлаковых и песчаных частиц, а также неметаллических включений. Фильтр представляет собой вставку из огнеупорного материала в виде сетки, слоя гранул, стержня с тонкими каналами или керамики со сквозными макропорами. Он обеспечивает грубую или тонкую очистку расплава в зависимости от размера фильтрующих каналов. Кроме того, фильтры оказывают дополнительное гидравлическое сопротивление и позволяют уменьшать скорость течения расплавленного металла по каналам литниковой системы.
Требования к литниковым системам
К литниковой системе предъявляют ряд требований, обусловленных необходимостью получения качественных отливок при наименьших затратах энергетических, материальных и трудовых ресурсов.
Литниковая система должна:
1) обеспечивать быстрое, но спокойное заполнение формы. Быстрое заполнение необходимо для обеспечения полноты заполнения формы. Медленное заполнение может быть причиной формирования в отливках таких дефектов, как недолив, неслитина и спай (из-за начала затвердевания расплава до полного заполнения формы), а также ужимины (в результате длительного воздействия теплового излучения жидкой стали на верхние стенки формы). Неспокойное заполнение формы также нежелательно, так как является причиной повышенной дефектности отливок по пленам и газовым раковинам (из-за захвата воздуха потоком жидкой стали) и засорам (из-за размыва стенок формы и стержня струей жидкого металла);
2) быть экономичной по расходу металла. В стальном литье на литниковую систему расходуется до 40—60 % заливаемого в литейную форму жидкого металла. Поэтому снижение расхода металла на литниковую систему является важным фактором уменьшения затрат на изготовление отливок;
3) быть технологичной, т. е. простой по конструкции, удобной для формовки, компактной (занимать мало места в форме) и легко отделяться от отливки;
4) обеспечивать очистку жидкого металла от шлаковых и песчаных частиц, а также неметаллических включений. При необходимости предотвращения попадания в отливку песчаных и шлаковых частиц литниковый ход выполняют как шлакоуловитель. А при необходимости обеспечения более высокой степени очистки жидкой стали применяют фильтры, которые устанавливают на стыке стояка с литниковым ходом или на стыках литникового хода с питателями;
5) способствовать последовательному затвердеванию различных частей отливки по направлению к прибыли. Для этого подвод металла к отливке осуществляют к массивной ее части и подальше от места размещения холодильников;
6) способствовать рассредоточению термических напряжений и не затруднять линейную усадку отливки. В противном случае концентрация внутренних напряжений может привести к образованию в отливках трещин;
7) обеспечивать удаление газов из стержней. Для этого она, прежде всего, не должна перекрывать вентиляционный канал в знаковой части стержня. В противном случае отливки будут поражены дефектами в виде газовых раковин.

Совокупность требований, обязательных для выполнения, определяется конструкцией отливок, а также уровнем и перечнем предъявляемых к ним требований. Отливки, к которым не предъявляют высоких требований, получают с выполнением минимального их количества. Соответственно отливки, к которым предъявляют повышенные требования, получают с выполнением максимального их количества. Так, выполнение трех первых требований актуально при изготовлении любых стальных отливок. Если к отливке предъявляются повышенные требования по загрязненности неметаллическими включениями, то к первым трем обязательно добавляется четвертое требование. Пятое требование необходимо выполнять во всех случаях изготовления отливок, когда в них возможно образование усадочных раковин и не допускаются усадочная пористость и рыхлота. Если отливка склонна к образованию трещин, то актуальным становится выполнение шестого требования.
Типы литниковых систем
Выбор того или другого типа литниковой системы зависит от многих факторов, главными из которых являются: положение отливки в форме и наличие разъема формы; габаритные размеры и конфигурация отливки; предъявляемые к отливке требования (ответственная или неответственная отливка); свойства сплава; возможности питания отливки прибылями; удобство отделения питателей от затвердевшей отливки.
Верхняя литниковая система
Верхняя литниковая система (рис. 1, а) обеспечивает хорошую заполняемость при кратчайшем пути металла до формы, создает наиболее благоприятные условия для последовательной направленной кристаллизации отливки снизу к прибылям, не вызывает развития местных перегревов формы и связанных с этим дефектов. Она наиболее проста по выполнению, легко удаляется при обрубке литья и требует наименьшего по сравнению с другими типами литниковых систем расхода металла за счет уменьшения размеров прибылей. Основной недостаток этого типа систем — каскадный сброс расплава в форму, приводящий к его интенсивному перемешиванию и окислению, захвату воздуха, образованию пены и ее замешиванию внутрь отливки. При верхней литниковой системе ухудшаются также условия задержания шлака в коллекторе, так как питатели большую часть времени заливки не могут работать под затопленный уровень. Кроме того, верхняя литниковая система создает опасность размыва формы и стержней падающим с большой высоты потоком металла.

Рис. 1. Типы литниковых систем: а — верхняя; б — нижняя; в — боковая (по разъему); г — вертикально-щелевая; д и е — ярусные соответственно с горизонтально и вертикально расположенными питателями; ж — комбинированная; 1 — чаша; 2 — стояк; 3 — зумпф; 4 — металлоприемник (промежуточный канал); 5 — коллектор; 6 — питатель горизонтальный; 7 — отливка; 8 — прибыли; 9 — колодец (обратный стояк); 10 — вертикальная щель; 11 — шлакосборник над коллектором; 12 — шлакосборник над питателем — питающая бобышка; 13 — питатель вертикальный; 14 — выпор
Отмеченные недостатки верхней литниковой системы в значительной мере могут быть устранены при заливке форм в наклонном положении или при выполнении заливки с кантовкой. Поэтому верхнюю литниковую систему часто применяют для отливок с высотой до 100 мм, а также при литье мелких деталей в кокиль, кантовку которого обеспечивать значительно проще, чем кантовку песчаной формы.
Нижняя литниковая система
Нижняя литниковая система (рис. 1, б) в наибольшей степени обеспечивает спокойное заполнение формы расплавом, исключающее его вспенивание, разбрызгивание и окисление, хорошо задерживает неметаллические включения, находящиеся в расплаве до его поступления в форму, способствует удовлетворительной заполняемости и последовательному вытеснению воздуха и газов из полости формы. Нижняя литниковая система легко удаляется при обрубке, а расход металла на нее меньше, чем на вертикально-щелевую систему.
Однако при такой литниковой системе из-за перегрева нижних слоев формы могут нарушиться тепловой режим охлаждающейся отливки и, следовательно, самый ход последовательной направленной кристаллизации, что может привести к образованию усадочных раковин и рыхлот. Чтобы избежать образования этих дефектов, применяют холодильники, устанавливают прибыли увеличенных размеров или доливают их горячим металлом. Но этих мер может оказаться недостаточно при литье сплавов с широким температурным интервалом кристаллизации, склонных к образованию рассеянной усадочной пористости. Кроме того, при нижней литниковой системе трудно обеспечить заполняемость тонкостенных высоких отливок с развитой поверхностью. Поэтому при hотл/δотл > 50 (где hотл — высота отливки без прибылей; δотл — средняя толщина стенки) для обеспечения заполняемости формы применяют вертикально-щелевую или комбинированную систему. Такой тип литниковой системы в наибольшей степени отвечает требованиям, предъявляемым к литниковым системам, и поэтому получил наибольшее распространение для литья цветных сплавов.
Боковая литниковая система
Боковая литниковая система (рис. 1, в) обеспечивает заполнение нижней части отливки сверху, а верхней части — снизу. Преимущество системы — удобство выполнения в форме.
Вертикально-щелевая литниковая система
Вертикально-щелевая литниковая система (рис. 1, г) наряду со спокойным вводом расплава в форму обеспечивает хорошую заполняемость форм тонкостенных отливок, задерживает неметаллические включения при отшлаковывании в коллекторе и вертикальном колодце, создает благоприятные условия для последовательной, Направленной снизу вверх кристаллизации отливок, обеспечивая подачу Горячего металла в верхние слои отливки и прибыль. Таким образом, этот тип литниковой системы обеспечивает лучший тепловой режим и лучшую заполняемость тонкостенных высоких отливок, чем нижняя литниковая система.
К недостаткам вертикально-щелевой системы относятся: возможность вспенивания сплава в начальный момент заполнения формы и опасность возникновения местных перегревов формы в области, прилегающей к вертикальным щелям, приводящих к образованию дефектов усадочного характера, а также сложность ее выполнения в форме и удаления при обрубке.
Вертикально-щелевая литниковая система наиболее эффективна при литье высоких тонкостенных (hотл/δотл > 50) отливок цилиндрической и коробчатой форм, а также при литье мелких и средних отливок в кокили, наклоняемые для устранения опасности вспенивания расплава в начальной стадии заполнения.
Ярусная литниковая система
Ярусная литниковая система (рис. 1, д и е) создает благоприятные условия для заполнения формы и кристаллизации отливки, так как наиболее горячие порции расплава поступают в верхнюю часть, а последовательная заливка снизу способствует спокойному заполнению и вытеснению воздуха. Недостаток этой системы — сложность ее изготовления, так как в этом случае необходимы несколько горизонтальных разъемов формы. Преимущественное применение ярусной системы — при литье в кокили с вертикальным разъемом. Кроме того, может использоваться при литье крупных высоких и тонкостенных отливок в песчаные формы.
Комбинированная литниковая система
Комбинированная литниковая система (рис. 1, ж), в которой сочетаются несколько типов систем, например, нижняя система с вертикально-щелевой обладает преимуществами этих систем. В этом случае форма спокойно заполняется расплавом, рационально распределяется температура по сечению отливки и тем самым обеспечивается ее последовательная кристаллизация. Эту систему применяют преимущественно для заливки крупногабаритных отливок сложной конфигурации в песчаных формах, особенно в тех случаях, когда площади горизонтальных сечений отливки резко меняются с ее высотой. Недостаток комбинированной системы — сложность выполнения и удаления ее при обрубке, а также повышенный расход металла.
Вопрос 30 . Назначение и основные элементы литниковой системы
Назначение Литниковая система — обеспечение оптимальных условий и продолжительности заливки формы с целью получения отливки с чёткими гранями и контурами, предотвращение попадания неметаллических включений (при заливке из поворотного ковша), а при затвердевании сплава — питание отливки для предотвращения усадочных раковин. Элементы Литниковая система в соответствии с их назначением разделяют на подводящие и питающие (в некоторых частных случаях такого разделения не существует).
Назначение литниковой системы
Литниковая система – это система каналов и резервуаров для подвода расплавленного металла в полость литейной формы, её заполнения и питания отливки при затвердевании. Литниковая система должна обеспечивать заполнение литейной формы с необходимой скоростью, задержку шлака и других неметаллических включений, выход паров и газов из полости формы, непрерывную подачу металла к твердеющей отливке. После окончания литья избыточный металл, заполняющий литниковую систему, застывает, сохраняя форму её каналов и образуя отход, подлежащий отделению от самой отливки.

Рис. 33Л. Литниковая система
1 – литниковая чаша; 2 – стояк; 3 – шлакоуловитель; 4 – питатель; 5 – выпор; 6 – прибыль.
Основными элементами литниковой системы (рис. 33Л) являются: 1 – литниковая чаша (воронка), которая предназначена для приёма струи расплава, вытекающей из разливочного ковша, и частичного задержания попадающего вместе с расплавом шлака; 2 – стояк – вертикальный или наклонный канал, передающий расплав из литниковой чаши внутрь литниковой системы; 3 – шлакоуловитель – горизонтальный канал, расположенный, как правило, в верхней полуформе и служащий для задержания шлака и передачи расплава из стояка к питателям; 4 – питатель – канал, подающий расплав непосредственно в полость литейной формы (питатель может быть как один, так и несколько, и они обычно располагаются в нижней полуформе); 5 – выпор – вертикальный канал для вывода газов из полости формы, сигнализации об окончании заливки, питания отливки расплавом при затвердевании; 6 – прибыль – резервуар с расплавленным металлом, обеспечивающий его непрерывный подвод к массивной части отливки, застывающей последней (при наличии нескольких массивных частей прибылей также может быть несколько).
Вопрос 31. Изготовление отливок по выплавляемым моделям. Сущность способа. Модельные составы. Формовочные материалы. Последовательность операций процесса литья по выплавляемым моделям. Достоинства и недостатки способа.
Изготовление отливок литьем по выплавляемым моделямэто способ получения отливок изготовленных с использованием одноразовых литейных форм не имеющих плоскости разъема, рабочая полость которых получена с использованием легкоплавких моделей –для изготовления легкоплавких моделей необходимо использовать стальную неразъемную пресс-форму внутреняя полость в которой изготавливается с учетом припуска на мех. Обработку и величину линейной усадки сплавов.
В последнее время предложены новые модельные составы парафин-полиэтиленовые, церезин-полиэтиленовые и парафин-церезин-полиэтиленовые.
Легкоплавкие модельные составы (парафин, стеарин, церезин и др.) приготовляют в водяных, глицериновых или масляных банях с электрическим или газовым подогревом; применяют также бани-термостаты.
Пастообразные модельные составы при малом масштабе производства приготовляют вручную, при более крупном — на специальных установках
Модельные составы с высокой температурой плавления (канифоль, полистирол и др.) изготовляют в специальных поворотных электропечах, оснащенных терморегуляторами.
Способы изготовления моделей разнообразны. Модельный состав вводят в полость формы следующими способами: свободной заливкой, запрессовкой в пастообразном состоянии; заливкой под давлением; запрессовкой под высоким давлением подогретых до состоянии размягчения порошка или крупки модельных составов типа пластмасс
В качестве формовочной смеси исп огнеупорные составляющие –песок в качестве связуещего гидрализованый раствор этил силиката ,воск с добавлением бурого угля.
Для изготовления оболочки керамической литниковой формы блок состоящий из моделей и литниковой системы погружают в суспензию.(песок+гидролизованный раствор этилсиликаты) с последующей обсыбкой каждого промежуточного слоя (5-7раз)
Легкоплавкий бок удаляют из формы погружая конструкцию в горячую воду. Полученную форму устанавливают в опоку (рамку) находящуюся на поддоне укрепляя песком и выдерживаемой в печи при высокой температуре 950 град на длительное времяпосле этого горячую литейную форму заполняют расплавом отливки извлекают из формы разрушая ее механическим или химическим способом. Объем мех обработки снижается в 2-е.
Минусы – 1)самый длительный и дорогостоющий 2)ограничение номенклатуры и массы получаемых изделий 3)использование трудносерийного массовом производстве целесообразно использовать при изготовлении высоколегированных сталей.
Вопрос 32. Изготовление отливок в оболочковые формы. Сущность способа. Литейная оснастка. Формовочные смеси. Последовательность изготовления отливок литьем в оболочковые формы. Достоинства и недостатки способа.
Способ литья в оболочковые формы основан на получении разовых полуформ и стержней в виде оболочек толщиной 6-10 мм. Их изготавливают путем отверждения на металлической оснастке слоя смеси, в которой связующее вещество при нагреве вначале расплавляется, а затем затвердевает (необратимо), придавая оболочке высокую прочность.
Сущность процесса заключается в применении тонкостенных разъемных разовые формы, изготовленных из формовочной смеси. Формовочные смеси изготавливают из мелкозернистого кварцевого песка, перемешанного с термореактивной смолой. Модельную плиту нагревают до температуры 200-250 градусов. На ее поверхность наносят разделительную смазку. Формовочную смесь наносят на на модельную плиту и выдерживают 10-30 секунд; от теплоты модельной плиты термореактивная смола переходит в жидкое состояние, склеивая песчинки с образованием песчано-смоляной оболочковой формы (толщиной 5-10 мм) в зависимости от времени выдержки. При этом смола твердеет. Готовые оболочковые формы снимают с металлической модели и, если они разъемные, то их склеивают. В собранные оболочковые формы заливают металл. Литьем в оболочковые формы получают ребристые цилиндры, коленчатые валы и т.д. Способ применяют для стальных, и для алюминиевых отливок, простой конфигурации без внутренних полостей в серийном производстве. Формовочная смесь состоит из мелкозернистого песка (размер зерна 0,25. 0,06мм) и термореактивной смолы - пульвербакелита. Способ обеспечивает получение шероховатости поверхности Rz =80. 40 мкм, и точность - 12. 14 квалитет. Способ легко можно механизировать и автоматизировать.
Литейная технологическая оснастка (модельно-опочный комплект).
Модельный комплект- комплект технологической оснастки приспособленный и инструментально необходим для изготовления литых форм и стержней. В модельный комплект включают модельные отливки и модельные плиты стержневые ящики, опоки.
Модельная отливка - приспособление с помощью которого в литейной форме получают полость с формой и размером соответствующими форме и размерами будущей отливки. Поверхность модели должна быть гладкой и чистой что бы при ее извлечении из формы она легко отделилась от материала формы. Все размеры модели надо увеличить на величину усадки вертикальным поверхностям модели. Предают уклон для того что бы облегчить извлечение модели из формы.
Модельная плита – плита на которой закрепляют модель и элемент системы при изготовлении литейной формы.
Стержневой ящик – приспособление в котором изготавливают стержни. Они бывают цельными и разъемными. Вертикальные поверхности стержневых ящиков для облегчения готового стержня изготавливают из дерева и из металлов.
Опока – деревянная или металлическая рамка (ящик без дна) в которой производят уплотнение формовочной смеси при изготовлении литейной формы из песчаной глинистой смеси
Формовочная смесьсодержит наполнитель - мелкозернистый кварцевый песок - 100%: связующее - пульвербакелит (фенолформальдегидная смола с добавками уротропина) - 6 - 7%; увлажнитель (керосин, глицерин) - 0,2 - 0,5%; растворитель (ацетон, этиловый спирт) - до 1,5%.
Последовательность изготовления полуформ показана на рис. 39. Металлическую модель с элементами литниковой системы закрепляют на модельной плите, нагревают до температуры 200 – 250 о С и насыпают песчано-смоляную смесь. Смола плавится, склеивает песчинки и через 15 – 25 с на модели (рис. 39, а) образуется полутвердая оболочка толщиной 6 – 12 мм. При повороте модельной плиты на 180 о (рис. 39, б) остатки смеси осыпаются. Затем модельную плиту с оболочкой помещают в печь, где при температуре 280 – 320 °С в течение 2 – 3 мин происходит окончательное твердение оболочки. После извлечения из печи оболочку (полуформу) с помощью толкателей снимают с модели (рис. 39, в). Аналогичным способом изготавливают песчано-смоляные стержни для пустотелых отливок.

| Рис. 39. Изготовление отливки в оболочковой форме |
При сборке формы устанавливают стержень и совмещают полуформы по имеющимся на них выступам и впадинам. Скрепление полуформ производится металлическими скобами, струбцинами или склеиванием (рис. 39, г). Собранную форму помещают в опоку, засыпают снаружи сухим песком или металлической дробью (рис. 39, д) и заливают расплавом. После затвердевания отливки (рис. 39, е) оболочковая форма легко разрушается.
Литьём в оболочковые формы получают коленчатые и кулачковые валы, шатуны, цилиндры с ребрами жесткости и другие о
Преимущества способа литья в оболочковые формы: возможность получения тонкостенных отливок сложной формы; гладкая и чистая поверхность отливок; небольшой расход смеси; качественная структура металла за счет повышенной газопроницаемости форм; широкая возможность автоматизации; небольшие допуски на обработку резанием. Недостатки: ограниченный размер отливок (до 1500 мм); высокая стоимость смесей; выделение вредных паров и газов из смесей при изготовлении форм.
Вопрос 33. Изготовление отливок литьем в кокиль. Сущность способа. Типы кокилей и материалы для их изготовления. Последовательность изготовления отливок литьем в кокиль. Достоинства и недостатки способа.
Литье в кокиль это способ получения отливок с использованием металлических многоразовых литейных форм. Для изготовления в кокили используют следующие конструкционные материалы ( серый чугун, высокопрочный,ковкий, углеродистый, легированные стали, аллюминиевые литейные сплавы
Способ изготовления кокиля литье в песчанно-глинистые фориы с последующей иех.обработкой рабочей полости кокиля.
Сущность способа заключается в применении многократно используемой литейной формы, которая формирует конфигурацию и свойства отливки. При этом способе литья либо совсем исключается применение, либо расходуется малое количество песчаных смесей лишь на изготовление разовых стержней. В связи с этим отпадает необходимость в землеприготовительных отделениях.
По конструкции кокиль может быть неразъемный, вытряхиваемый, разъемный .
Заполнения кокиля расплава осуществляется свободной заливкой под действием сил тяжести или гравитационных сил.
Внутренних полостях отливки получают используют не металлические или оболочковые стержни
Технология получения отливок более сложная т.к теплопроводность кокиля высокое для получения качественных отливок требуемой формы необходимо сохранить жидкотекучесть расплава перед заливкой расплав перегревают на более высокую температуру и кокиль подогревают пламенем газовых горелок и рабочую пов-ть кокиля покрывают огнеупорным составми с целью получения хорошего качества отливки.
Кокиль не податлив поэтому металлический стержень и отливку извлекают из кокиля раньше т.е до того как отливка остынет до темп окружающей среды.
Температура при которой отливку извлекабт из кокиля 0.6 т плавления
Для извлечения из кокиля , кокиль снабжают выталкивателями
Достоинства: многоуровневое использование объем мех.обработки сижается вдвое на поверхности отливки имеются отливки свободные от получения более плотной мелкозернистой структуры давления и как следствие более высокие мех.св-ва
Недостатки 1)ограниченная номенклатура изделия 2) массовое производство редко. 3)целесообразно использовать кокиль из цвет сплавов 4)длительность изготовления процесса кококиля
Вопрос 34. Изготовление отливок литьем под давлением. Сущность процесса и схема процесса ( с холодной и горячей камерами прессования). Последовательность изготовления отливок литьем под давлением. Достоинства и недостатки способа.
Литьем под давлением называется способ получения фасонных отливок в металлических формах, при котором форму принудительно заполняют металлом под давлением. Этот способ применяют в массовом производстве для тонкостенных отливок из сплавов цветных металлов (В последнее время этот метод литья начал применяться и для черных металлов). При данном способе обеспечивается большая точность размеров отливок, последние в подавляющем большинстве случаев не требуют дальнейшей механической обработки.
Сущность литья под давлением
Выполняют машинным способом в металлические формы, называемые пресс-формами. Заполнение металлом пресс формы осуществляют после её смыкания через литниковые каналы, которые соединяют рабочую полость пресс-формы с камерой прессования машины для литья под давлением. Наружные очертания отливки образуются рабочей поверхностью сомкнутой пресс-формы, а внутренние отверстия и полости получают при помощи металлических стержней, которые извлекают из затвердевшей отливки в момент раскрытия пресс-формы. Стержни имеют механически привод в виде реек, шестерен, зубатых секторов, клиньев, эксцентриков, кинематически связанных с механизмом раскрытия пресс формы.
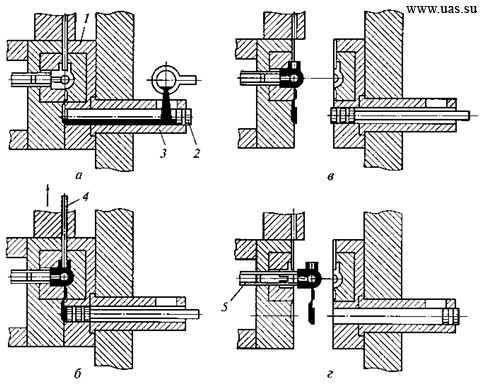
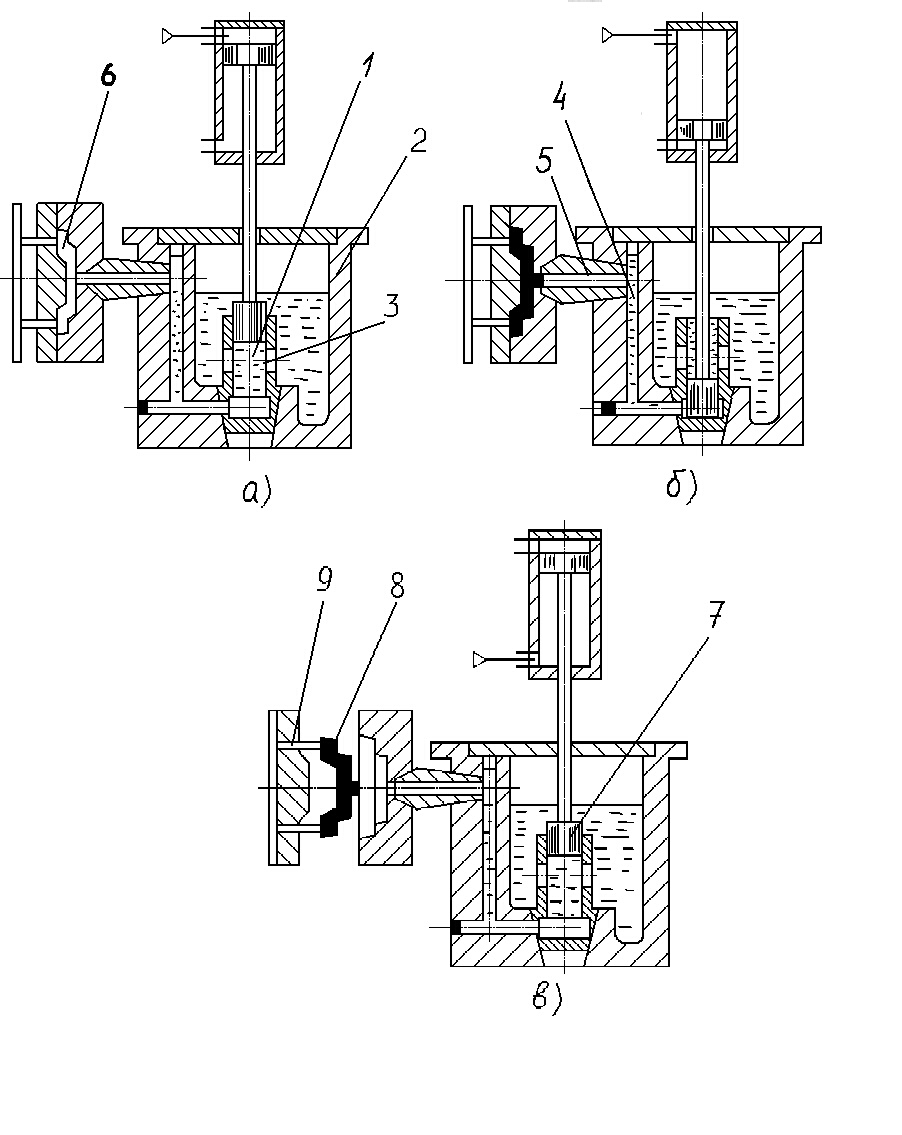
Рисунок 4.1 – Схема технологического процесса литья под давлением на машине с холодной камерой прессования: а – подача расплава в камеру прессования; б – запрессовка; в – раскрытие пресс-формы; г – выталкивание отливки; 1 – пресс-форма; 2 – пресс-поршень; 3 – камера прессования; 4 – стержень; 5 – толкатель
Металл заливают в камеру прессования и запрессовывают внутрь рабочей полости пресс-формы. После кристаллизации отливки происходит раскрытие пресс-формы для из-влечения отливки, при этом отдельная часть остается неподвижной, а остальные части отво-дятся гидроприводом. Отливка удерживается в подвижной части и перемещается с ней до соприкосновения с выталкивателями, которые выталкивают отливку из подвижной части пресс-формы. Отливка может быть извлечена из раскрытой пресс формы при помощи мани-пулятора или робота. Для предотвращения сваривания рабочей поверхности пресс-формы с отливкой и облегчения извлечения отливки полость пресс-формы покрывают составами в виде паст или распыляющих жидкостей, содержащих порошки металлов, графит, сульфид молибдена.
На машинах с холодной камерой прессования после подготовки пресс-формы 1 (рисунок 4.1, а) к очередному циклу, ее сборки и запирания с помощью запирающего механизма литейной машины в камеру прессования 3 подается доза расплава. Затем под действием пресс-поршня 2, перемещающегося в этой камере посредством механизма прессования, через каналы литниковой системы расплав заполняет рабочую полость пресс-формы (рисунок 4.1, б). После затвердевания и охлаждения отливки до определенной температуры извлекают стержни 4 и раскрывают пресс-форму (рисунок 4.1, в), а затем механизмом выталкивания и толкателями 5 отливку удаляют из пресс-формы (ри-сунок 4.1, г). Механизмы машины приходят в исходное состояние. Литники и заливы отделяются, от отливки, как правило, с помощью обрезного пресса, расположенного около литейной машины, либо механизмами пресс-формы. На этом рабочий цикл завершается.
К основным достоинствам литья под давлением относятся:
· универсальность по видам перерабатываемых пластиков,
· высокое качество получаемых изделий,
· возможность изготовления деталей весьма сложной конфигурации или тонкостенных изделий,
· отсутствие дополнительной обработки конечного продукта (за исключением операции удаления литников),
· полная автоматизация процесса.
Недостатки метода:
· литьевые машины являются сложными и недешевыми устройствами, насыщенными современными техническими решениями;
· применение термопластоавтоматов для реализации конкретного технологического процесса требует квалифицированного технико-экономического обоснования.
Читайте также: