Эмульсия для обработки металла
Обновлено: 01.06.2024
При всех видах механической обработки металлов в зоне контакта инструмента с заготовкой действуют мощные силы трения и выделяется большое количество тепла. Это приводит к ухудшению качества обработки поверхностей, ускоренному износу инструментальной оснастки и оборудования, изменению свойств и структуры обрабатываемого металла из-за перегрева. Чтобы избежать негативных последствий, при токарной и других видах металлообработки рекомендуется применение СОЖ.
Что такое СОЖ?

Аббревиатура СОЖ в производстве и металлообработке расшифровывается как “смазочно-охлаждающая жидкость”, также употребляется термин СОТС — “смазочно-охлаждающие технологические средства”. СОЖ — это многокомпонентные составы, главным назначением которых является охлаждение и смазка инструментов и обрабатываемых деталей из черных и цветных металлов и сплавов. Они уменьшают трение и защищают инструменты и заготовку от перегрева и коррозии, эффективно удаляют абразивную пыль и мелкую стружку из рабочей зоны, предотвращают быстрый износ основных элементов оборудования.
Виды и характеристики СОЖ
Основными техническими характеристиками СОЖ являются плотность и вязкость, которые зависят от состава и определяют их смазывающие и охлаждающие качества. Также важным свойством охлаждающей жидкости является температура замерзания, определяющая условия, в которых возможно применение смазки.
В зависимости от состава, СОЖ подразделяются на две группы:
По форме выпуска различают концентраты и готовые к применению эмульсии. В особую группу можно выделить аэрозоль, применяемый на нестационарных рабочих местах.
Масляные СОЖ
Масляные СОЖ — это чистые минеральные масла (вязкость 2 — 40 мм2/с при 50°С) или с добавками разнообразных функциональных присадок (противозадирные, антифрикционные, антитуманные, антикоррозионные и пр.). Производятся из нефтепродуктов, в связи с чем относятся к горючим жидкостям.
Имеют отличные смазывающие свойства, но при этом отмечается ряд недостатков: низкая способность к охлаждению, испаряемость и высокий уровень пожарной опасности. Масляные смазочно-охлаждающие жидкости не требуют специального приготовления, они выпускаются готовыми к применению.
Выбор и применение СОЖ на масляной основе
Масляные СОЖ характеризуются показателями плотности, вязкости и температурой вспышки, что и является основными критериями выбора определенной марки смазочно-охлаждающей жидкости. Они традиционно используются при тяжелых режимах работы на металлорежущих станках — с низкими скоростями подачи и большой глубиной резания. Эмульсолы на основе минерального масла широко применяются при хонинговании, развертывании и сверлении, а также в случаях, когда уплотнение станка не позволяет использовать водосодержащие продукты.
Чистые минеральные масла без присадок имеют ограниченное применение и чаще всего применяются при простых работах с цветными металлами (бронза, латунь, медь), а также с углеродистыми сталями и чугуном. Для труднообрабатываемых материалов подходят масляные смазочно-охлаждающие жидкости более сложного состава с присадками.
Делая выбор между несколькими марками смазочно-охлаждающей жидкости с аналогичными характеристиками, специалисты рекомендуют отдать предпочтение тем продуктам, которые:
- имеют более высокую прозрачность для лучшего обзора рабочей зоны
- не образуют масляный туман и безопасные для персонала
- не содержат хлора и при этом обладают высокими смазывающими свойствами и обеспечивают требуемое качество обработки
Синтетические и полусинтетические СОЖ
Водосмешиваемые СОЖ в своем составе содержат различные органические и неорганические вещества, среди которых: спирты, вода, эмульгаторы, электролиты, биоциды, ингибиторы коррозии, противозадирные присадки и пр.
Преимущества этого вида эмульсолов — невысокая стоимость, простота приготовления рабочих эмульсий, низкая пожароопасность, хорошие охлаждающие свойства. Недостатки — пенообразование, высокая степень биопоражения микроорганизмами и расходы на утилизацию.
Классификация водорастворимых СОЖ
Поставка водосмешиваемых эмульсолов осуществляется в виде концентрата, который используется для приготовления рабочих эмульсий непосредственно на месте применения. При этом обязательным условием получения качественного продукта является правильное разбавление концентрата водой — он добавляется в воду и тщательно перемешивается.
Эта группа включает три основных разновидности СОЖ с разной дисперсностью основного компонента:
- Эмульсионные: грубодисперсные продукты, получаемые путем разбавления водой эмульсолов, содержащих до 85% минеральных масел. Вследствие смешивания эмульсола и воды в концентрации 5-30% образуется эмульсия белого цвета, обладающая высокими смазывающими характеристиками.
- Полусинтетические: концентрированные продукты с коллоидной степенью дисперсии, содержат до 50% минеральных масел. Рабочий полупрозрачный раствор концентрацией 1-10% получают при смешивании с водой. Он в равной мере характеризуется хорошими смазывающими и охлаждающими свойствами.
- Синтетические: концентраты, не содержащие масел, имеют молекулярную степень дисперсности. Основные компоненты: поверхностно-активные вещества (ПАВ), вода, водорастворимые полимеры и присадки. Рабочий раствор в концентрации 1-10% обладает высокими охлаждающими свойствами.
Состав и характеристики СОЖ на водной основе
Водорастворимые СОЖ характеризуются отличными охлаждающими свойствами и поэтому подходят для высокоскоростных режимов обработки металлов. Кроме того, они дают возможность получить рабочий раствор различной концентрации, что расширяет применяемость данного вида эмульсолов в металлообработке.
Например, одна и та же марка смазочно-охлаждающей жидкости может использоваться для черновой механической обработки в концентрации 2-5%, а при выполнении особо трудных операций (глубокого зенкования, сверления и пр.) — в повышенных концентрациях до 8%. Синтетические СОЖ с невысокой концентрацией 1,5-2,5% обычно выбирают для шлифовальных операций.
Рекомендуемые концентрации и применяемость каждой марки СОЖ для определенного вида механической обработки приводятся в технической документации производителей. Точное соблюдение дозировок гарантирует стабильность готового раствора СОЖ и позволяет достичь максимально эффективной обработки металлов.
Выбор и применение СОЖ
Основными сферами применения смазывающе-охлаждающих жидкостей являются токарная и фрезерная обработка металлов. Эмульсол для металлообработки выбирается, исходя из конкретных условий производства: типа оборудования, применяемого инструмента, выполняемых технологических операций, материала заготовки, способа подачи рабочей эмульсии и пр.
СОЖ для токарных станков - какую выбрать?
Однозначного ответа на вопрос, какая СОЖ лучше для токарной обработки , нет: ее нужно выбирать с учетом скоростного режима и свойств обрабатываемого металла.
При высокоскоростной токарной обработке необходимо использовать СОЖ с улучшенными теплоотводящими и антифрикционными характеристиками.
Даже при обработке нержавеющих металлов в составе концентрата СОЖ, эмульсола или эмульсии для токарных станков должны быть специальные присадки для предотвращения коррозии инструмента и узлов оборудования.
В состав токарной эмульсии для обработки вязких металлов обязательно вводят антизадирные компоненты.
Как выбрать СОЖ для фрезерования?

Требования к СОЖ для фрезерных станков зависят от режима резания, материала инструмента и заготовки. Например:
при использовании фрез с твердосплавными пластинами они должны сочетать высокие смазочные и низкие охлаждающие свойства (фрезерование является прерывистым процессом, поэтому интенсивное охлаждение зоны реза приводит к образованию термических трещин на режущих кромках инструмента из-за резких перепадов температуры);
при обработке деталей из алюминия и нержавейки необходимо для улучшения качества обработки поверхностей следует применять СОЖ с антизадирными присадками.
Особенности выбора СОЖ для шлифовальных станков
К СОЖ для шлифовки металлов предъявляются повышенные требования по пожаробезопасности, пено- и туманообразованию, содержанию опасных для здоровья персонала веществ.
Во время шлифования в рабочей зоне образуется большое количество мелкой стружки и абразивной пыли, что приводит к образованию царапин на обрабатываемых поверхностях. Поэтому для обеспечения высокого качества деталей необходимо выбирать СОЖ с улучшенными моющими свойствами.
СОЖ для сверления

Выбирая смазочно-охлаждающую жидкость для сверлильного станка, необходимо обязательно учитывать глубину отверстий: СОЖ для глубокого сверления должны обладать повышенными теплоотводящими и антифрикционными свойствами.
Для повышения качества обработки поверхностей отверстий в деталях из нержавеющей стали в состав СОЖ вводят компоненты, предотвращающие налипание металла на сверло.
Одним из важнейших требований к СОЖ при использовании твердосплавных сверл является содержание присадок, препятствующих выгоранию кобальта.
СОЖ для обработки металлов давлением
Подбор СОЖ для обработки металлов давлением осуществляют с учетом особенностей технологических режимов выполняемых процессов (прессование, горячая или холодная штамповка).
В основном для операций горячей штамповки применяются пожаробезопасные смазочно-охлаждающие жидкости на водной основе с графитом и без графита, а также масляные СОЖ с графитом. Эти продукты образуют термостойкую смазочную пленку с хорошими разделительными свойствами. Они уменьшают износ оборудования, предотвращая жесткий контакт матрицы и заготовки.
Широкое применение получило также специальное испаряющееся масло для штамповки, в состав которого входят особые полярные присадки (эфиры). Оно отличается невысокой вязкостью, легко наносится на рабочие поверхности, испаряется при нагреве и не требует последующей очистки.
Для холодной обработки металлов давлением выпускаются СОЖ на масляной основе со значительным содержанием различных присадок и смазочных добавок, придающих нужные эксплуатационные свойства — коррозионную устойчивость и износостойкость, хорошие противозадирные качества. Создаваемая защитная масляная пленка снижает трение, уменьшает дефекты и улучшает качество поверхности получаемой детали.
Марки и рейтинг СОЖ
Первые места в рейтинге СОЖ для металлообработки занимают продукты марок Henkel, Blaser, Cimcool - данные фирмы специализируются на выпуске смазочно-охлаждающих жидкостей. Для компаний Castrol, Shell, Mobil основным направлением является производство моторных масел, а выпуск СОТС для них - "побочное" дело. При этом стоимость СОЖ всех вышеперечисленных марок одинаково высока , в том числе из-за немалых затрат на доставку и растаможку.
Кроме того, под видом эмульсий и эмульсолов известных марок нередко продаются фальсификаты, опасные не только для оборудования, но и для здоровья людей.
Смазывающе-охлаждающие жидкости отечественного производства стоят значительно дешевле, но при этом обладают рядом недостатков, в числе которых:
- быстрое расслоение, бактерицидное заражение и, как следствие, и потеря рабочих свойств;
- коррозия и разрушение деталей станка, выполненных из цветных материалов;
- вспенивание и выпадение осадка при использовании с жесткой водой;
- аллергические реакции и другие проблемы со здоровьем у персонала;
- высокая токсичность отработанной эмульсии и проблемы с её утилизацией.
При разработке нашей продукции мы учли эти факторы, поэтому концентрат СОЖ для металлообработки марки Oilсool полностью отвечает современным санитарно-гигиеническим требованиям, а пакет присадок Ecoboost 2000 обеспечивает высокие антикоррозионные, антифрикционные, противозадирные и другие важные эксплуатационные свойства. Производимые нами смазочно-охлаждающие жидкости ничем не уступают зарубежным аналогам и при этом стоят дешевле.
Когда требуется замена СОЖ
Замена эмульсола производится по истечению срока годности продукта, а также в тех случаях, когда в процессе использования его качество, внешний вид и эксплуатационные характеристики значительно ухудшились.
Как показывает практика, масляные эмульсолы имеют более длительный срок годности по сравнению с СОЖ на водной основе. Это объясняется тем, что вода является хорошей средой для развития всевозможных микроорганизмов, что приводит к снижению уровня кислотности рН и появлению неприятного запаха. Вредными факторами для водосмешиваемых СОЖ являются также повышенные температуры, загрязнение смазочными материалами и абразивами. Такая эмульсия теряет стабильность и свои свойства, становится более токсичной. Текущий контроль состояния СОЖ дает возможность своевременно выявить несоответствия и внести корректировки. Периодичность контроля устанавливается стандартами:
СОЖ своими руками - как приготовить эмульсию для токарного станка?
Самодельные аналоги СОЖ делают на основе масла (при необходимости лучшей смазки заготовки и инструмента) или воды (если требуются более высокие охлаждающие свойства).
На вопрос о том, из чего лучше самому приготовить СОЖ для станка, нет однозначного ответа. Например, дорогую смазку WD-40 для сверления алюминия можно заменить смесью керосина (70 %) и скипидара (30 %). При изготовлении эмульсий для обработки черных металлов нужно помнить о том, что в их составе обязательно должны быть ингибиторы коррозии.
Как самому сделать СОЖ на основе масла

Чтобы приготовить эмульсию на масляной основе своими руками, достаточно тщательно смешать три компонента – масло, воду и ПАВ (поверхностно-активное вещество).
Как самому приготовить СОЖ на водной основе
На изготовление самодельных СОЖ для токарного станка по этим рецептам вы потратите минимум времени и денег: все компоненты дешевые и доступные, быстро растворяются в теплой воде.
Растворы соды и тринатрий-фосфата оказывают одинаковое охлаждающее действие.
Мыло специальное калийное
Сода кальцинированная техническая или тринатрийфосфат
Черновое и фасонное точение.
Сода кальцинированная техническая
- нейтрализует жесткость и снижает кислотность воды, за счет чего уменьшается риск коррозии металла заготовки, инструмента, деталей станка;
- препятствует развитию бактерий и грибков, чем продлевает срок службы раствора.
Калийное мыло повышает смазывающие и очищающие характеристики самодельных аналогов водосмешиваемых СОЖ, оказывает дезинфицирующее действие. Его можно заменить любым водорастворимым мылом, не содержащим хлористых соединений (например, хозяйственным, натертым мелкой стружкой).
Чем можно заменить СОЖ
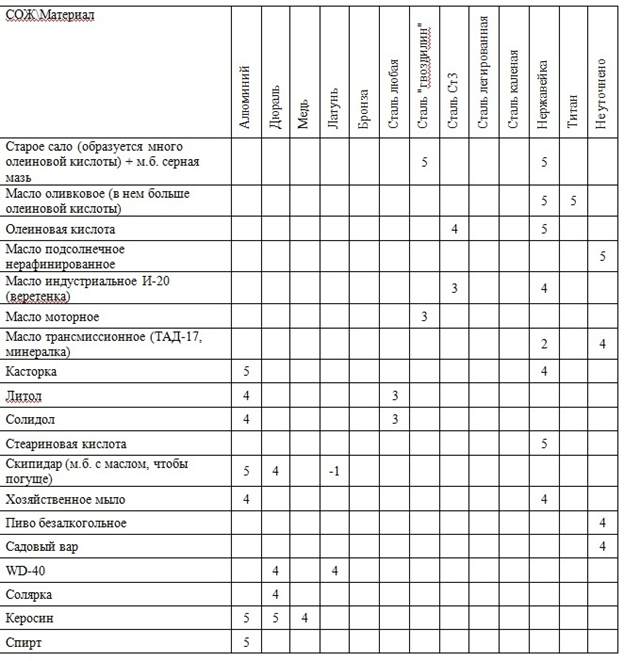
Точные аналоги современных эмульсий для станков приготовить своими руками невозможно, но ряд из них вполне реально заменить, воспользовавшись этой таблицей:
Здесь по пятибалльной шкале резание «всухую» - это 1 балл. Если применение заменителя СОЖ дает улучшение/ухудшение по сравнению с сухой обработкой, баллы добавляются/вычитаются.
Если вы решите заменить эмульсию в станке самодельным аналогом, тщательно промойте и продезинфицируйте бачок и систему подачи. Это необходимо, чтобы избежать проблем из-за совместимости составов, уничтожить бактерии, грибки и плесень. Для этой процедуры вы можете использовать системные очистители Oilcool XR.

Некоторые «домашние Кулибины» считают аналогами СОЖ тормозную жидкость и незамерзайку. Эти жидкости действительно обладают отличными охлаждающими и смазывающими свойствами, но содержат вещества (метанол, этиленгликоль, пропиленгликоль), которые могут вызвать тяжелое отравление, привести к инвалидности и даже летальному исходу. Поэтому заменять ими эмульсию для станка нельзя.
Что лучше: приготовить СОЖ самому или купить фабричную
Хоббийщики-металлообработчики упорно разрабатывают собственные рецепты изготовления эмульсий для станков по разным причинам: кто-то хочет создать аналог импортной СОЖ, которая исчезла из продажи, кому-то просто нравится самому достигать желаемых результатов.
Сделанные своими руками СОЖ дешевле фабричных, но проигрывают им по эксплуатационным характеристикам и сроку службы, а некоторые самодельные составы еще и весьма опасны для здоровья.
Сегодня российские предприятия производят полные аналоги СОЖ мировых брендов и публикуют таблицы взаимозаменяемости, с помощью которых можно самому выбрать качественную и недорогую эмульсию для токарного станка. Поэтому не стоит проводить рискованные домашние эксперименты с изготовлением составов по рецептам из интернета.
СОЖ - видео изготовления своими руками
Для тех, кто всё-таки решился сделать СОЖ самостоятельно, напоследок, предлагаем ознакомиться с одним из популярных видео по этой темеСОЖ (смазочно-охлаждающие жидкости) для токарных станков
Любой, даже начинающий специалист по обработке металлов знает, что, выполняя токарные работы на станке, необходимо обязательно использовать смазочно-охлаждающие жидкости (СОЖ). Применение таких технических жидкостей (их состав может варьироваться) позволяет решить одновременно несколько важных задач:

Применение СОЖ при токарной обработке
- охлаждение резца, активно нагревающегося в процессе выполнения обработки (соответственно, продление срока его эксплуатации);
- улучшение чистоты обработки поверхности заготовки;
- повышение производительности процесса резания металла.
Виды используемых при токарной обработке СОЖ
Все виды СОЖ, применяемых для токарных работ на станке, подразделяются на две большие категории.
СОЖ на основе воды
Жидкости данной категории отличаются хорошими охлаждающими характеристиками, они поглощают тепло, активно образующееся в процессе токарной обработки, и отводят его из зоны резания.
СОЖ на основе масла
Такие жидкости значительно хуже отводят тепло из области обработки, но обеспечивают отличное смазывание поверхностей заготовки и инструмента.
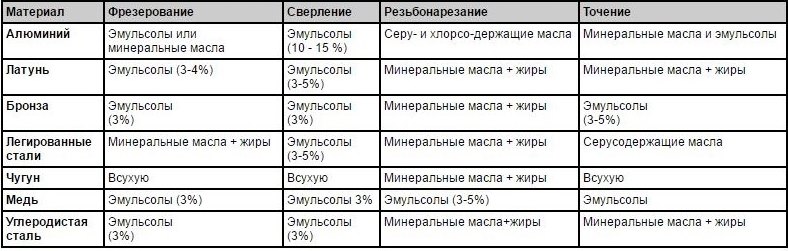
Рекомендации по выбору СОЖ для конкретных операций и материалов (нажмите для увеличения)
Среди наиболее распространенных СОЖ, которые используются при обработке металла на токарных станках, можно отметить следующие.
- Раствор кальцинированной технической соды (1,5%) в кипяченой воде. Такая жидкость используется при выполнении чернового обтачивания на токарном станке.
- Водный раствор, содержащий 0,8% соды и 0,25% нитрита натрия, который повышает антикоррозионные свойства СОЖ. Применяется также при черновом обтачивании на станке.
- Раствор, состоящий из кипяченой воды и тринатрийфосфата (1,5%), практически идентичный по своему охлаждающему действию жидкостям, содержащим кальцинированную соду.
- Водный раствор, в составе которого находятся тринатрийфосфат (0,8%) и нитрит натрия (0,25%). Обладает улучшенными антикоррозионными свойствами и также используется при выполнении чернового обтачивания на токарных станках.
- Раствор на основе кипяченой воды, содержащий в своем составе специальное калийное мыло (0,5–1%), кальцинированную соду или тринатрийфосфат (0,5–0,75%), нитрит натрия (0,25%).
- Раствор на основе воды, содержащий 4% калийного мыла и 1,5% кальцинированной соды. СОЖ, в составе которых содержится мыло, используются при выполнении чернового, а также фасонного точения на токарном станке. Калийное мыло при необходимости может быть заменено на любое другое, не содержащее в своем составе хлористых соединений.
- Раствор на основе воды, в которую добавлен эмульсол Э-2 (2–3%) и кальцинированная техническая сода (1,5%). СОЖ данного типа используется при токарной обработке деталей, к чистоте обработанной поверхности которых не предъявляют высоких требований. С применением такой эмульсии обрабатывать заготовки на станке можно на высоких скоростях.
- Водный раствор, содержащий 5–8% эмульсола Э-2 (Б) и 0,2% соды или тринатрийфосфата. С использованием такой СОЖ на токарном станке выполняется чистовое точение.
- Водный раствор, в состав которого входят эмульсол на основе окисленного петролатума (5%), сода (0,3%) и нитрит натрия (0,2%). Использовать такую эмульсию можно при выполнении черновой, а также чистовой токарной обработки на станке, она позволяет получать поверхности более высокой чистоты.
- Жидкость на основе масла, в которой содержится 70% индустриального масла 20, 15% льняного масла 2-го сорта, 15% керосина. СОЖ такого состава используется в тех случаях, когда нарезают высокоточную резьбу и обрабатывают заготовки дорогостоящими резцами фасонного типа.
Варианты применения СОЖ для токарных станков
- Сульфофрезол – маслянистая СОЖ, активированная серой. Используется такая смазочно-охлаждающая жидкость при выполнении точения с небольшим сечением среза. При выполнении черновых работ, характеризующихся активным и значительным нагревом инструмента и обрабатываемой заготовки, использование такой СОЖ может быть вредным для оператора станка, так как она выделяет летучие сернистые соединения.
- Раствор, состоящий из 90% сульфофрезола и 10% керосина. Используется такая жидкость при нарезании резьбы, а также при глубоком сверлении и чистовой обработке заготовок.
- Чистый керосин – применяется, когда на токарном станке необходимо обработать заготовки, выполненные из алюминия и его сплавов, а также при финишной обработке с использованием колеблющихся абразивных брусков.
Особенности применения смазочно-охлаждающих жидкостей
Чтобы использование СОЖ было эффективным, следует учитывать несколько несложных правил. Расход такой жидкости (вне зависимости от того, эмульсия это или водный раствор) должен быть не меньше 10–15 л/мин.
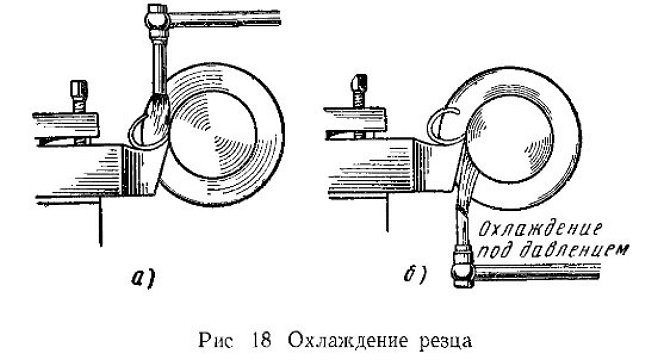
Очень важно направлять поток СОЖ в то место, в котором образуется максимальное количества тепла. Таким местом при выполнении токарной обработки является участок, на котором стружка отделяется от обрабатываемой детали.
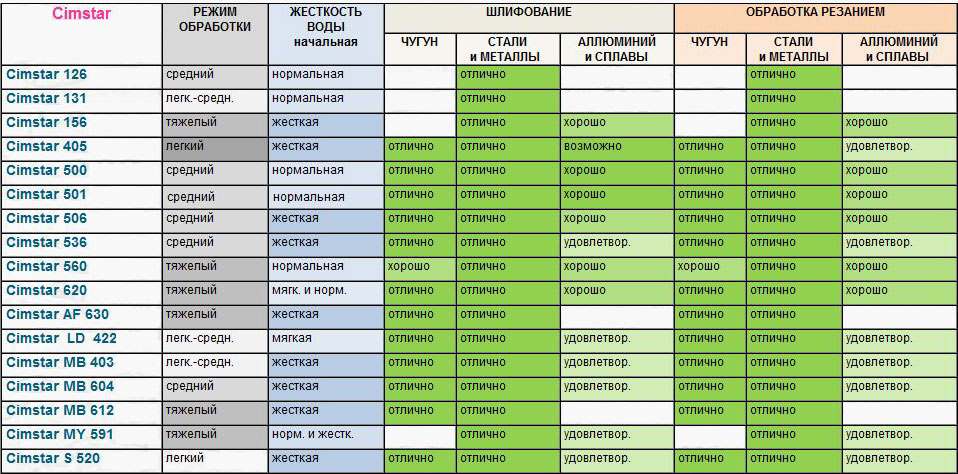
Результаты испытаний полусинтетических водорастворимых СОЖ Cimstar (нажмите для увеличения)
С самого первого момента выполнения токарной обработки на станке режущий инструмент начинает активно нагреваться, поэтому подавать СОЖ следует сразу, а не спустя некоторое время. В противном случае при резком охлаждении сильно нагретого токарного резца в нем могут образоваться трещины.
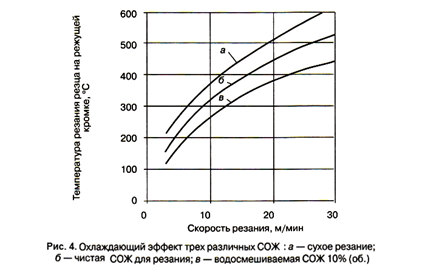
Совсем недавно стали использовать передовой метод охлаждения, подразумевающий подачу тонкой струи СОЖ со стороны задней поверхности резца. Особую эффективность такой способ охлаждения демонстрирует в том случае, когда на токарном станке инструментом из быстрорежущих сплавов требуется обработать заготовку из труднообрабатываемых материалов.
Следует иметь в виду, что СОЖ не применяют при токарной обработке материалов, отличающихся высокой хрупкостью (чугун, бронза и др.), при которой формируется мелкая стружка. Такая стружка, смешиваясь со смазочно-охлаждающей жидкостью, может забивать элементы суппорта, каретки и направляющие станины, что приводит не только к их преждевременному износу, но и выходу из строя.
Эмульсия станков по металлообработке
Одним из смазочно-охлаждающих технологических средств (СОТС) или по-другому смазочно-охлаждающих жидкостей (СОЖ) - является эмульсия для обработки металла. Применение СОТС (СОЖ) необходимо для повышения эффективности работы металлообрабатывающего оборудования и повышения качества обрабатываемой поверхности.
Смазочно-охлаждающие жидкости применяются для облегчения лезвийной и абразивной обработки металлов - распространенных и трудоемких технологической операции в машиностроении. Процессы лезвийной обработки различаются скоростью (до 80 м/сек), температурой в рабочей зоне (до 1700 гр.) и давлением (до 4000 Мпа).
Функциональное назначение смазочно-охлаждающей жидкости (СОЖ) при лезвийной обработке металла - это повышение износостойкости режущего инструмента, снижение силы трения и потребляемой мощности станка, удаление отходов из рабочей зоны, защита от коррозии.
Для выполнения данных функций СОЖ должна иметь:
- хорошие смазывающие свойства
- охлаждающие свойства
- моющие свойства
Условия применения СОЖ отличаются от условий, в которых работают смазочные материалы в узлах трения (подшипники, валы и пр.). На локальном участке, где происходит обработка, в результате силы трения возникает высокая температура. Поверхности трения в таких условиях имеют высокую химическую активность. В рабочей зоне под воздействием температуры происходит разрушение смазочно-охлаждающей жидкости. Её компоненты вступают в контакт со стружкой и режущей поверхностью резца, образуя прочные смазочные пленки. Кроме этого, ингредиенты СОЖ делают поверхностный слой обрабатываемого участка менее прочным, чем нижележащие слои металла, облегчая образование стружки.
Деформация металла сопровождается его нагревом. Чем выше прочность металла и скорость резания, тем больше теплоотдача в зоне обработки. Режущая кромка может нагреваться до 800 гр., что ведет к деформации инструмента, ухудшению качества обрабатываемой поверхности. При использовании СОЖ за счет отвода тепла температура снижается на 100-150 гр., что улучшает механические характеристики работы. Происходит понижение температуры трущихся поверхностей.
Моющее действие СОЖ заключается в удалении стружки и частиц инструмента из рабочей зоны, что особенно важно при шлифовании и хонинговании, так как улучшается качество обработки.
Помимо основных требований, СОЖ должна соответствовать следующим требованиям:
- не вызывать коррозии
- иметь длительный срок действия
- не иметь бактериального заражения
- не быть токсичной
- не пениться
- не разрушать резиновые уплотнители оборудования
- не разрушать лако-красочное покрытие оборудования
- быть пожаро- и взрывобезопасной
Классификация смазочно-охлаждающих средств, применяемых для металлорежущего оборудования:
- Минеральные масла; растительные масла; керосины; минеральные масла, активированные присадками ПАВ и химически активными веществами; растительные масла и жиры;
- водные растворы электролитов;
- водные растворы ПАВ;
- эмульсолы и пасты;
- активированные эмульсии.
При выборе СОЖ ориентируются на следующие параметры обработки:
- скорость и глубину резания
- требования к качеству поверхности
- способ подачи жидкости
Принцип работы металлообрабатывающих станков заключается в деформации металлических заготовок в заданном режиме. В результате трения рабочей поверхности инструмента и обрабатываемой поверхности происходит нагрев соприкасающихся частей. Возникают термические напряжения, разрушающие режущую кромку инструмента (сверла, фрезы и др.), а также нарушающие физико-химические свойства поверхности обрабатываемого участка.
Дисперсная система (эмульсия) предназначена для уменьшения силы трения и понижения температуры в зоне соприкосновения. Применяемая эмульсия для металлообработки – это вода, в которой растворены минеральные масла. Для того, чтобы раствор не расслаивался, в его состав вводятся эмульгаторы. Эти водорастворимые соединения позволяют создавать устойчивые лиофильные смеси, обладающие охлаждающим и смазывающим действием.
В состав СОЖ могут входить также другие добавки и присадки: бактерицидные, антикоррозионные, противозадирные. Бактерицидная устойчивость особенно важна, так как срок действия раствора после его приготовления ограничен. Неприятный запах и расслоение означает, что эмульсия для металлообработки пришла в негодность.
Для получения устойчивой коллоидной жидкости нефтехимическая промышленность выпускает концентрированную смесь эмульсол, в состав которого входят нефтяные масла (до 85%), ПАВ, эмульгаторы и прочие добавки (спирт, бактерицидные, антикоррозийные средства). Процентное содержание концентрата в воде колеблется от 1 до 5%.
Преимуществом данного вида смазочно-охлаждающей жидкости является:
- высокая теплопроводность
- низкая пожароопасность
- низкая токсичность
Основные недостатки – это недостаточность охлаждения, низкая эффективность на высоких режимах обработки, требование частой замены.
Имеющиеся в продаже импортные смазочно-охлаждающие средства – это пасты, спреи, концентрированные растворы.
Область применения – сверление, точение, резание черных металлов, шлифование, хонингование, токарная обработка.
Эмульсия для обработки металлов

Главный критерий при металлообработке – это получение поверхности определенного класса. Существует 14 классов чистоты поверхности, в которых указана допустимая шероховатость. Шероховатость или наличие микронеровностей влияет на коррозионную стойкость металла (чем ниже, тем устойчивее металл к коррозии), на силу трения, отражательную способность, теплопроводность, удлиняет или укорачивает срок службы детали в 2-3 раза.
Факторы, влияющие на качество поверхностного слоя детали:
- материал заготовки;
- метод обработки;
- режим резания;
- вид СОЖ.
Высокое качество поверхности получается у хрупких, мелкозернистых, однородных металлов (бронзы, латуни). Высокопрочная легированная сталь лучше поддается обработке, чем углеродистая. Свинец и сера в составе металлов уменьшают шероховатость обрабатываемой поверхности.
Использование смазочно-охлаждающих растворов способствует уменьшению шероховатости, удлиняет срок службы режущего инструмента. Применение при обработке минеральных масел улучшает (уменьшает) показатель шероховатости на 25-45%.
Скорость резания при токарной обработке играет главную роль для получения минимальной шероховатости. При сверлении основополагающим для получения качественного результата является подача. Физико-механические и химические свойства металлов также оказывают влияние на свойства обрабатываемой поверхности.
Применение смазочно-охлаждающих средств, одним из которых является эмульсия для металлов, позволяет не только сохранить природные физико-химические свойства материала, но и изменить их в лучшую сторону. Абсорбция молекул водно-масляного раствора в микротрещины на обрабатываемом участке приводит к их разрыву, что облегчает отслаивание стружки, уменьшая напряжение в рабочей зоне. Испарение воды приводит к понижению температуры, оказывает влияние на кристаллическую решетку металла, меняя его свойства. Механизм этого воздействия до конца не изучен и во многом определяется экспериментальным путем.
Для каждого металла и сплава, в зависимости от вида и режима обработки, а также заданного класса чистоты поверхности, используется определенный коллоидный раствор.
Алюминий – легкий, пластичный металл, не окисляющийся на воздухе, хорошо поддающийся механической обработке. Однако, не во всех случаях применяется эмульсия для обработки алюминия: не используется при токарной обработке, шлифовании. При обработке вязких, высоко пластичных металлов, с увеличением скорости резания, уменьшается образование стружки. Эти операции проводятся либо всухую, либо с применением других СОТС (СОЖ). При фрезеровании и сверлении алюминиевых сплавов применяется 10-15% коллоидный раствор. В этом случае происходит удаление стружки из зоны резания фрезы и ее охлаждение.
При механической обработке заготовок из углеродистой стали эмульсия для стали должна выполнять в первую очередь охлаждающую функцию. Пластичность металла зависит от содержания углерода и легированных присадок: чем выше % содержание, тем тверже обрабатываемая поверхность. Для такой обработки применяется твердосплавный режущий инструмент, требующий повышенного охлаждения, чтобы избежать его деформации. При сверлении легированных сталей применяется 5% эмульсионная жидкость. При фрезеровании и сверлении углеродистых сталей используются 3% растворы.
Чугун может обрабатываться всухую или с использованием смазочно-охлаждающих растворов. Так, например, фрезерование серого чугуна производится всухую. При обработке ковкого чугуна на токарном станке во время обтачивания и при фрезеровании длинных деталей применяется эмульсионная жидкость, так как заготовки нагреваются до 70 градусов. Применяемая эмульсия для чугуна должна иметь большую концентрацию масел, чтобы обеспечить лучшую адгезию и предотвратить сколы.
Магниевые сплавы имеют небольшой удельный вес, легко поддаются механической обработке, что дает возможность использовать высокие скоростные режимы. Особенность обработки магния заключается в том, что в дисперсном виде он легко вступает во взаимодействие с кислородом. При повышенной температуре может произойти возгорание. Но и использование охлаждающе-смазочной жидкости требует особой осторожности при применении. В процессе обработки от взаимодействия с водой образуются нерастворимые соли, выделяется водород. Происходит расслоение смазочно-охлаждающего раствора, сопровождающееся сильным нагревом, последствием которого может быть взрыв. Из-за высокой окислительной способности магниевые сплавы обладают низкой коррозионной стойкостью. По этим причинам эмульсия для магния содержит низкий процент минеральных масел, большее количество антикоррозийных присадок.
Читайте также: