Физические явления возникающие при резании металлов
Обновлено: 04.10.2024
Основоположником теории резания является русский ученый проф. И. А. Тиме, который экспериментально исследовал и определил силы, возникающие в процессе резания, и сущность образования стружки.
Процесс резания (стружкообразования) является сложным физическим процессом, сопровождающимся большим тепловыделением, деформацией металла при образовании стружки, износом режущего инструмента и наростообразованием на резце. Знание закономерностей процесса резания и сопровождающих его явлений позволяет рационально управлять этим процессом и обрабатывать детали более качественно, производительно и экономично.
Резец под действием силы Р при перемещении врезается в обрабатываемый металл и часть его сжимает. Это сжатие металла возникает между границей видимой деформации — плоскостью скалывания А-А и передней гранью резца Б. Плоскость скалывания непрерывно переносится параллельно самой себе находясь всегда впереди вершины движущегося резца. Сжатие металла нарастает, и когда наступает предел его пластической деформации, то по одной из мгновенных плоскостей скалывания происходит разрушение и смещение (скалывание) первого элемента и образование нового видимого элемента стружки. При дальнейшем перемещении резца происходит скалывание элемента 2, затем 3, 4, 5, 6, 7
Схема образования стружки
В процессе резания различных материалов могут образовываться следующие основные виды стружек: сливные (непрерывные), скалывания (элементные) и надлома (рис. 82).
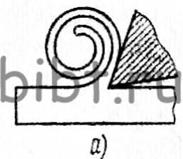


Рис. 82. Типы стружек: а —сливная, б — скалывания, в — надлома
Сливная стружка (рис. 82, а) образуется при уменьшении толщины среза, повышении скорости резания и увеличении переднего угла отдельные элементы стружки становятся менее отчетливыми и сходят без зазубрин на ее внешней стороне.
Стружка надлома (рис. 82, в) образуется при резании хрупких металлов, например серых чугунов. Такая стружка состоит из отдельных, почти не связанных между собой элементов. Обработанная поверхность при образовании такой стружки получается шероховатой, с большими впадинами и выступами.
Стружка скалывания (рис. 82, б) состоит из отдельных элементов. Образуется в результате обработки сталей и других пластичных материалов при большой толщине срезаемого слоя, относительно низкой скорости резания и небольшом переднем угле лезвия.
Фрезы фасонные. Затылование фрез. Фасонные фрезы
Фасонные фрезы имеют сложную форму режущих кромок, которая зависит от формы и размеров обрабатываемой поверхности, кинематики резания и расположения фрезы относительно детали. Фасонными фрезами обрабатываются поверхности с прямолинейной направляющей, винтовые поверхности, тела вращения. Фасонные фрезы обеспечивают высокую производительность.
Незатылованные фрезы
Имеют более рациональную геометрию, вследствие чего стойкость их выше, чем у затылованных фрез. Перетачивают по задней поверхности на специальных приспособлениях по копиру.
На копировально-фрезерных станках применяют конические концевые фрезы с закругленной вершиной. При их изготовлении необходимо обеспечить наличие режущих кромок на оси фрезы, поэтому концевую часть копирных фрез конструируют так, чтобы свести к центру два, в крайнем случае, четыре зуба, остальные зубья до центра не доходят.
Затылованные фрезы
Затылованные фрезы применяются для обработки деталей фасонного профиля и имеют форму задней поверхности, обеспечивающие постоянство профиля режущей кромки при переточках. Переточка – простая операция, так как производится по передней поверхности. Однако при переточке с передней поверхности удаляется слой металла в 4…5 раз больший, чем при переточке незатылованных фрез по задней поверхности. Затылованные фрезы имеют меньшее число зубьев, что снижает их производительность и качество обработки.
Кривые затылования должны обеспечить получение положительных задних углов в любой точке режущего лезвия и неизменность профиля после переточки. Для сохранения размеров профиля режущей кромки при переточках необходимо постоянство передних и задних углов. Если постоянство переднего угла обеспечивается самой заточкой, то сохранение заднего угла обеспечивает форма задней поверхности.
Кривой с постоянным углом давления (угол давления кривой β – это угол между касательной к кривой и радиусом-вектором, проведенным в точку касания, β = 90 0 - α) является логарифмическая спираль, однако она не технологична.
В качестве кривых для затылования , как правило, используют архимедову спираль, у которой приращение радиуса-вектора прямо пропорционально приращению полярного угла
Изменение угла давления, а следовательно и заднего угла фрезы с задней поверхностью, выполненной по архимедовой спирали, при переточках невелико. Что обеспечивает фактическое сохранение размеров профиля .
Виды затылования
Применяют три способа затылования: Радиальное - затыловочному резцу сообщается равномерное поступательное перемещение в радиальном направлении при одновременном равномерном вращении затылуемой фрезы; Угловое - суппорт затыловочного станка перемещается вдоль оси станка по копиру, а резец совершает возвратно-поступательное движение под углом τ к оси фрезы; Осевое – затыловочныйГеометрия
Передний уголпринимают равным нулю, чтобы профиль фрезы соответствовал профиля обрабатываемой детали.
Задний угол на вершинеполучают путем затылования.
Величина затылования К – падение архимедовой спирали в пределах углового шага, измеренное в радиальном направлении.
Задний угол на вершине α принимают равным 10…12 0 . Значение К округляют до значения стандартного ряда.
Угловое затылование фрез
В тех случаях, когда затылованные фрезы имеют участки режущей кромки с углами профиля φx менее 5 0 и значительную разность максимального и минимального диаметров для повышения стойкости фрезы рекомендуется не радиальное, а угловое затылование.
Затыловочный резец перемещается под углом τ к оси фрезы на величину затылования К, при этом осевая составляющая затылования Ко, а радиальная - Кр
Фактическая величина радиального затылования Крф равна сумме радиальных составляющих Кр и Кор, где Кор – радиальная составляющая осевого затылования .
Зная величину углового затылования К, можно определить задний угол в нормальном сечении в любой точке режущей кромки по формуле:
где φx – угол профиля, а Dx - диаметр фрезы в рассматриваемой точке
Явления, сопровождающие процесс резания
Как указывалось выше, процесс резания металлов при фрезеровании не имеет принципиальных отличий от процесса резания при точении. Остановимся на некоторых явлениях, сопровождающих процесс резания.
Срезанный слой металла в виде стружки, как известно, может иметь различный вид в зависимости от условий обработки. По классификации проф. И. И. Тиме, стружка может быть следующих типов: сливная, скалывания и надлома.
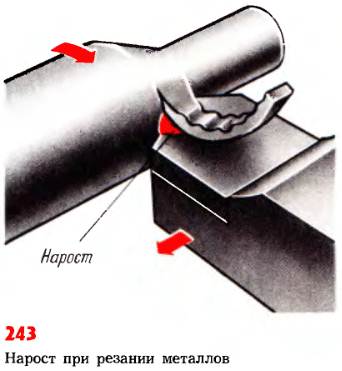
Нарост при резании металлов. При резании вязких металлов в некоторых случаях на передней поверхности инструмента образуется так называемый нарост. Это прикрепившийся (приварившийся) к передней поверхности резца сильно деформированный кусочек обрабатываемого материала в виде клина большой твердости (рис. 243). Этот кусочек металла непрерывно сходит со стружкой и снова образуется. Он по существу является режущей частью инструмента и предохраняет режущую кромку от износа. Однако если на передней поверхности инструмента образовался нарост, то ухудшается качество обработанной поверхности. Поэтому при чистовой обработке металлов, а также при нарезании резьбы нарост является вредным явлением. Для его ликвидации следует тщательно доводить переднюю поверхность инструмента или изменять скорость резания (чаще в сторону ее увеличения до 30 м/мин и выше), а также применять соответствующие условиям обработки смазывающеохлаждающие жидкости.
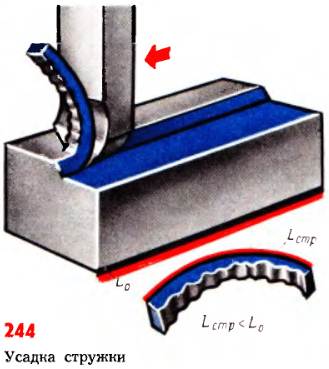
Усадка стружки. При резании металлов стружка деформируется и оказывается короче того участка, с которого она срезана (рис. 244).
Это явление укорочения стружки по длине называется продольной усадкой стружки.
Объем металла при деформировании практически не меняется. Следовательно, укорачивание стружки по длине должно сопровождаться увеличением площади поперечного сечения стружки. Увеличение площади поперечного сечения называется поперечной усадкой стружки.
Деформирование стружки приводит к ее завиванию. Канавки режущих инструментов (сверл, протяжек, фрез и др. ) должны обеспечивать возможность свободного размещения завивающейся стружки.
Тепловые явления при резании металлов. В процессе резания металлов обрабатываемая деталь, режущий инструмент и стружка нагреваются. При увеличении скорости резания, особенно во время снятия тонких стружек, температура в зоне резания увеличивается до 60°. При дальнейшем повышении скорости резания в ряде случаев можно наблюдать сходящую стружку, нагретую до ярко-красного каления (900°С).
На обработанной поверхности стальной детали при этом могут быть заметны оттенки всех цветов побежалости, свидетельствующие о высокой температуре тончайшего поверхностного слоя детали в момент соприкосновения ее с задней поверхностью инструмента. Повышение температуры в зоне резания происходит в результате превращения затрачиваемой на процесс резания механической энергии в тепловую. Еще Я. Г. Усачев установил, что в стружку уходит от 60 до 86% общего количества теплоты, образующейся при резании, в режущий инструмент - от 10 до 40% общего количества теплоты, а в обрабатываемую заготовку - от 3 до 10%. Необходимо отметить, что как в стружке, так и в инструменте теплота распределяется неравномерно. В режущем инструменте при непрерывной его работе устанавливается постоянный тепловой режим за несколько минут работы. Практически выравнивание температуры в обрабатываемой детали заканчивается уже после ее обработки. Образующееся в зоне резания тепло оказывает большое влияние на весь процесс резания и связанные с ним явления (наростообразование, износ инструмента и др.) Поэтому в теории резания металлов тепловым явлениям при резании металлов уделяется большое внимание.
Шероховатость обработанной поверхности. Проблема улучшения качества выпускаемой продукции наряду с непрерывным повышением производительности труда является важнейшей в машиностроении.
При оценке качества готовой детали учитывают следующие основные показатели: точность размера, точность геометрической формы и шероховатость поверхности.
Шероховатость обработанной поверхности зависит от следующих факторов: правильного выбора геометрических параметров (углов заточки) инструмента и прежде всего переднего угла. углов в плане, правильного выбора подачи, скорости резания, а также применения соответствующих смазывающеохлаждающих жидкостей.
Для получения высокого класса чистоты поверхности необходимо также, чтобы передняя и задние поверхности инструмента были тщательно доведены (обработка алмазными кругами или пастой карбида бора).
Вибрации при резании металлов. В процессе резания металлов при определенных условиях возникают вибрации (колебания). Появление вибраций во многих случаях является основной причиной, ограничивающей возможность повышения режимов резания и производительности труда. Вибрации при резании металлов вредно отражаются на стойкости инструмента. Даже слабые вибрации препятствуют достижению высокого класса чистоты обработанных поверхностей. При прочих равных условиях возможность возникновения вибраций при обработке чугуна значительно меньше, чем при обработке стали.
Вибрации можно устранить или уменьшить путем применения инструмента с малыми задними и большими передними углами, а также выбором соответствующих скоростей резания и условий охлаждения, при которых снижается интенсивность колебаний. Для устранения или уменьшения вибраций применяют специальные устройства виброгасители.
Физические явления возникающие при резании металлов
Как выбрать и купить фрезерно-гравировальный станок с ЧПУ
1. Общие сведения о резании металлов
Pезание - это наиболее сложный процесс обработки материалов. При резании снимается слой материала (стружка) и образуются как по конфигурации, так и по физическим свойствам новые поверхности деталей. Наивыгоднейшей формой режущего инструмента является клин, с определенными геометрическими параметрами. Срезание клином слоя материала сопровождается различными физико-химическими явлениями:
1) Возникает сложное напряженное и деформированое состояния материалов в зоне резания. Имеют место все виды упругих и пластических деформаций- сжатие, растяжение и сдвиг. Пластические деформации и напряжения достигают очень больших величин. Происходит хрупкое и вязкое разрушения материала.
2) Создается неоднородное температурное поле. В зоне контакта температура достигает 1000-1500 С. Имеют место сложные схемы теплопередачи и теплообмена.
3) Помимо сухого и граничного трения в контактных областях происходит трение неокисленных (чистых, ювенильных) поверхностей при очень больших удельных давлениях и высокой температуре.
4) В определенных условиях на передней поверхности инструмента происходит образование нароста.
5) После обработки поверхности слой деталей имеет различную высоту микронеровностей, возникают упрочнение (наклеп) материала и остаточные напряжения.
6) Применение смазочно-охлаждающих веществ сопровождается сложными физико-химическими явлениями: окислением, конвективным теплообменом, образованием пленки, адсорбцией, диспергированием, коррозией и т.п.
7) Появляются вибрации в технологической системе - вынужденные и автоколебания.
Все вышеперечисленные явления находятся в определенной взаимозависимости. Для управления различными видами механической обработки необходимо иметь четкое качественное и количественное описание всех перечисленных явлений, необходимосоздать механическую и физическую модель процесса резания.
Первые научные исследования процесса резания были проведены русским ученым И.А.Тиме и изложены им в монографии "Сопротивление металлов и дерева резанию" (1870г.). Предложенная им элементарная механическая схема стружкообразования (рис. 1) была первой попыткой дать качественное описание процесса отделения срезаемого слоя от заготовки. И.А.Тиме считал, что резание является процессом последовательного скалывания отдельных элементов по "плоскости скалывания" (рис.1.). При этом предполагалось, что:
а) вся деформация концентрируется в очень узкой области (плоскости ВС), в которой происходит мгновенное разрушение материала - скалывание;
б) силы трения отсутствуют;
в) деформирования подрезцового слоя не происходит.
Рис.1. Схема стружкообразования по И.А.Тиме (1870г.)
И.А.Тиме впервые предложил классификацию стружек, дал наименование углам резца, ввел понятие о "коэффициенте усадки стружки", показал, что закономерности стружкообразования едины для всех видов обработки резанием.
В дальнейшем многие отечественные и зарубежные ученые, базируясь на схеме И.А.Тиме, уточняли ее вносили существенные изменения (работы К.А.Зворыкина-1893г., А.А.Брикса-1896г., А.В.Гадолина 1886-1890гг.). Hо слабое развитие теории пластичности и физики твердого тела, примитивная аппаратура для экспериментальных исследований конца XIX и начала XX веков не позволили дать более или менее полное описание механики процесса резания. В дальнейшем бурное развитие физико-химических наук способствовало развитию физической теории резания материалов, родоначальником которой был Я.Г.Усачев. Он определил размеры зоны деформированного материала, дал объяснение образованию наростов на резце, разработал оригинальные конструкции термопар и динамометра. Кроме этого, большой вклад в теорию резания внесли работы российских ученых: академика Кузнецова В.Д., профессоров Pозенберга А.М., Глебова С.Ф., Кривовухова В.А., Зорева H.H., Грановского Г.И.и других.
ЗАНЯТИЕ 22
Резание металлов - сложный процесс взаимодействия режущего инструмента и заготовки, сопровождающийся определенными физическими явлениями, например деформированием срезаемого слоя металла. Упрощенно процесс резания можно представить по следующей схеме. В начальный момент процесса резания, когда движущийся резец под действием силы резания Р (рис. 3.3.1) вдавливается в металл, в срезаемом слое возникают упругие деформации. При движении резца они, накапливаясь по абсолютной величине, переходят в пластические. В прирезцовом срезаемом слое материала заготовки возникает сложное упругонапряженное состояние. В плоскости, перпендикулярной к траектории движения резца, возникают
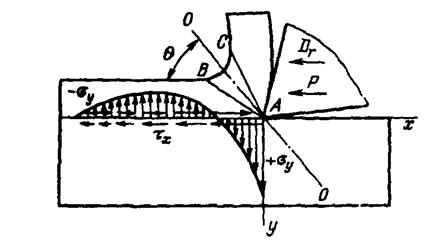
Рис 3.3.1. Упругонапряженное состояние металла при обработке резанием
нормальные напряжения σу, а в плоскости, совпадающей с траекторией движения резца, - касательные напряжения τх. В точке приложения действующей силы значение τх наибольшее. По мере удаления от точки А τх уменьшается. Нормальные напряжения σу вначале действуют как растягивающие, затем они уменьшаются и, переходя через нуль, превращаются в напряжения сжатия. Срезаемый слой металла находится под действием давления резца, касательных и нормальных напряжений.
Сложное упругонапряженное состояние металла приводит к пластической деформации, а рост ее - к сдвиговым деформациям, т.е. к смещению частей кристаллитов относительно друг друга. Сдвиговые деформации происходят в зоне стружкообразования ABC, причем деформации начинаются по плоскости АВ и заканчиваются по плоскости АС, в которой завершается разрушение кристаллитов, т.е. скалывается элементарный объем металла и образуется стружка. Далее процесс повторяется и образуется следующий элемент стружки.
Условно считают, что сдвиговые деформации происходят по плоскости ОО, которую называют плоскостью сдвига. Она располагается под углом θ ≈ 30° к направлению движения резца. Угол θ называют углом сдвига. Наличие поверхности сдвига в процессе стружкообразования и положение ее в пространстве установлены русскими учеными И. А. Тиме и К. А. Зворыкиным. Срезанный слой металла дополнительно деформируется вследствие трения стружки о переднюю поверхность инструмента. Структуры металла зоны АБС и стружки резко отличаются от структуры основного металла. В зоне ABC расположены деформированные и разрушенные кристаллиты, сильно измельченные и вытянутые в цепочки в одном, вполне определенном направлении, совпадающем с направлением плоскости 0101, которая с плоскостью сдвига составляет угол β (рис. 3.3.2).
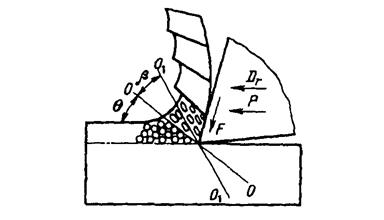
Рис.3.3.2. Схема процесса образования стружки
Характер деформирования срезаемого слоя зависит от физико-механических свойств материала обрабатываемой заготовки, геометрии инструмента, режима резания, условий обработки. В процессе резания заготовок из пластичных металлов и сталей средней твердости превалирует пластическая деформация. У хрупких металлов пластическая деформация практически отсутствует. Поэтому при обработке хрупких металлов угол β близок к нулю, а при обработке пластичных металлов βдоходит до 30°, что свидетельствует о сложном внутреннем процессе деформирования кристаллитов и формировании новой структуры. Знание законов пластического деформирования и явлений, сопровождающих процесс резания, позволяет повысить качество обработанных поверхностей деталей машин и их надежность.
При резании металлов образуется стружка сливная, суставчатая или элементная. Сливная стружка, появляющаяпри резании пластичных металлов, представляет собой сплошную ленту с гладкой прирезцовой стороной. На внешней стороне ее видны слабые пилообразные зазубрины. Стружка суставчатая, образующаяся при резании металлов средней твердости, представляет собой ленту с гладкой прирезцовой стороной, на внешней стороне - ярко выраженные зазубрины. Стружка элементная образуется при резании хрупких металлов и состоит из отдельных, не связанных между собой элементов. Вид образующейся стружки зависит от физико-механических свойств металла обрабатываемой заготовки, режима резания, геометрических параметров режущего инструмента, применяемых в процессе резания смазочно-охлаждающих средств.
Вид образующей стружки влияет на износ режущего инструмента, шероховатость обработанной поверхности, силу резания, конструкцию инструмента. От вида стружки зависит возможность ее автоматического отвода из зоны резания и транспортирования. Особые проблемы отвода и транспортирования стружки из зоны резания возникают при обработке заготовок на станках с ЧПУ в условиях ГПС. Станки с ЧПУ оснащаются специальными транспортными системами (шнековыми, скребковыми), что в ряде случаев вызывает перекомпоновку узлов станков и ГПС.
Чтобы перевести стружку из одного состояния в другое, например стружку суставчатую в элементную, в конструкции режущего инструмента вводят стружколомательные устройства, пороги, разделительные канавки. Иногда применяют прерывистый процесс резания, например при сверлении отверстий на станках с ЧПУ, или вибрационное резание материалов. Кроме того, стружка в процессе обработки заготовки может забиваться в ее полости, оставаться в отверстиях. Для удаления стружки из заготовок в линиях ГПС приходится встраивать специальные автоматические моечные машины. Однако все эти мероприятия полностью не решают проблем удаления стружки из заготовок и со станка, ее транспортирования и дальнейшей переработки.
Стружка, образующаяся в процессе резания, подвергается значительному пластическому деформированию, в результате которого происходят ее укорочение и утолщение. Эти изменения стружки состоят в том, что длина стружки оказывается меньше длины обработанной поверхности, а толщина - больше толщины среза. Изменение размеров стружки характеризуется коэффициентами укорочения и утолщения (Ki и Ка).
Чем пластичнее металл заготовки, тем больше значение коэффициента Ki стружки. Для заготовок из хрупких металлов Ki близко к 1, а для заготовок из пластичных металлов Ki доходит до 5 . 7. Величины укорочения и утолщения стружки зависят от физико-механических свойств обрабатываемого металла, режима и условий резания, геометрических параметров инструмента.
Изменение размеров стружки следует учитывать при проектировании режущего инструмента и назначении размеров стружечных канавок между режущими элементами инструмента, например, размеров канавок между двумя соседними зубьями фрезы, протяжки.
Физические основы процесса резания
Процесс резания представляет собой сложный физический процесс, в котором имеют место как упругие, так и пластические деформации, который сопровождается интенсивным трением, тепловыделением и др. явлениями.
Процесс образования стружки сопровождается двумя видами деформаций: сжатие определенного объема металла, непосредственно примыкающего к передней поверхности режущего инструмента, и его сдвиг. Для того чтобы этот сдвиг произошел необходимо, чтобы напряжения на плоскости сдвига превышали предел текучести материала.
Основные гипотезы процесса стружкообразования
Первые научные исследования процесса резания были проведены в 19 в. русским ученым И.А.Тимэ. Согласно гипотезе Тимэ процесс резания представлялся как процесс последовательного скалывания отдельных элементов стружки по единственной плоскости скалывания, наклоненной к поверхности резания под углом β (угол скалывания, сдвига) (рис.25). Считалось, что вся деформация концентрируется в очень узкой плоскости, в которой происходит мгновенное разрушение материала в виде скалывания.
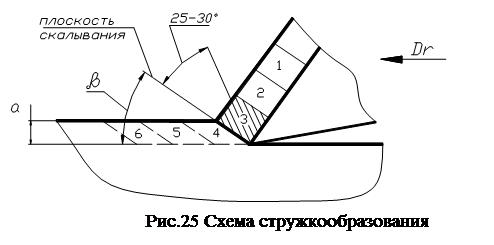 |
В дальнейшем Усачевым Я.Г. были обнаружены дополнительные плоскости сдвига в самом элементе стружки, которые располагались под углом 25-30º к единственной плоскости скалывания (рис.25). Согласно Усачеву по этим плоскостям происходит сдвиг частиц металла при сжатии элемента стружки перед тем, как он отделится от основного металла по единственной плоскости сдвига.
Данные гипотезы не отражают физической картины процесса резания и существование единственной плоскости сдвига невозможно по двум основным причинам:
1) при прохождении данной плоскости частицы металла должны получать ускорение, равное бесконечности, т.к. скорость их движения мгновенно изменяется от скорости резания до скорости стружки;
2) в каждой точке этой плоскости скалывания градиент напряжения также должен быть равен бесконечности, т.к. металл на этой плоскости находится как бы в двух состояниях: с одной стороны – недеформированный, с другой – передеформированный, предел текучести которого выше недеформированного в 3-5 раз.

Данные противоречия заставляют предположить, что перед передней поверхностью режущего инструмента должна находиться какая-то зона, в которой постепенно происходит превращение обрабатываемого материала в стружку.
Зона стружкообразования включает в себя две зоны (рис.26). Зона OLM – зона основных пластических деформаций, образуется в результате сжатия металла срезаемого слоя при внедрении в него режущего инструмента. OL - начальная граница зоны стружкообразования, здесь частицы металла получают первую деформацию; OM – конечная граница зоны стружкообразования, на ней частицы металла получают наибольшую деформацию и имеют свойства, характерные для готовой стружки. Семейство линий OL-OM представляет собой линии скольжения, по которым происходит сдвиг металла.
Зона OEF – зона дополнительных пластических деформаций, протяженность ее приближенно равна половине полной длины контакта стружки с передней поверхностью режущего инструмента – Сγ. Причиной образования этой зоны являются процессы трения на передней поверхности режущего инструмента. Стружка, образуясь в зоне OLM, вступает в контакт с передней поверхностью режущего инструмента. Образующиеся поверхности стружки являются физически и химически чистыми – ювенильными (то есть на них отсутствуют окислы и адсорбированные пленки), которые обладают высоким коэффициентом трения, достигающим единицы и выше. Из-за высокого трения стружка, перемещаясь по передней поверхности, испытывает высокое сопротивление своему перемещению, при этом прирезцовые слои стружки (слои, непосредственно примыкающие к передней поверхности режущего инструмента) притормаживаются, а вышележащие начинают сдвигаться относительно них. Таким образом возникают линии дополнительных пластических деформаций. Несмотря на малые размеры зоны OEF установлено, что деформация стружки в ней может превышать среднюю деформацию стружки до 20 раз.
Сложность физических явлений, протекающих в зоне стружкообразования, не позволяет дать простых математических методов их количественного описания, поэтому для инженерных расчетов реальную схему стружкообразования заменяют упрощенной с единственной условной плоскостью сдвига. Правомерность такой замены объясняется тем, что для скоростей резания, толщин среза и передних углов режущего инструмента, характерных для реальных производственных условий, границы зоны OLM резко сближаются. Это позволяет предположить, что вся деформация концентрируется в очень узком слое металла – Δх, а семейство линий OL-OM можно заменить одной условной плоскостью сдвига.
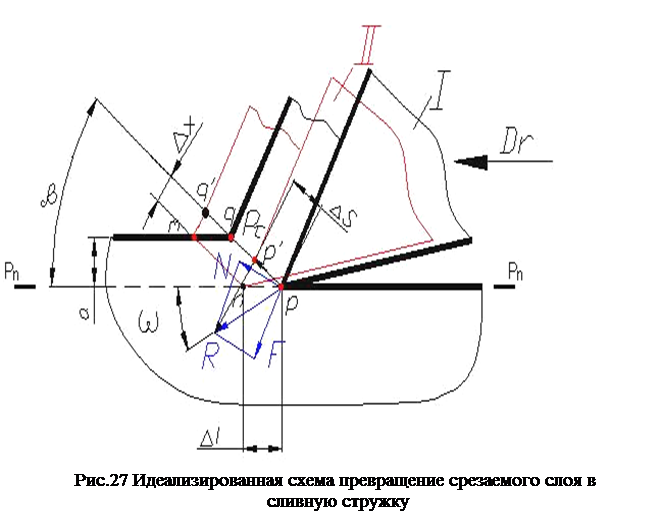
Рассмотрим образование сливной стружки (рис.27). Разложение сил резания покажем при расположении режущего инструмента в точке Р: N,F- нормальная сила и сила трения по передней поверхности; R- равнодействующая сил N и F сил (сила стружкообразования); w- угол действия, угол между силой R и плоскостью резания (Pn –Pn); Pn- сила действующая по нормали к плоскости сдвига, которая сжимает слой Δх; Pτ- сила сдвига, которая сдвигает слой металла толщиной Δх.
При перемещении режущего инструмента на величину Δl из положения 1 в положение 2, параллелограмм mqpn, принадлежащий обрабатываемому материалу, сдвигаясь вдоль основания mn на величину Δs, превращается в параллелограмм mq’p’n’, который принадлежит уже готовой стружке. При дальнейшем перемещении режущего инструмента процесс повторяется. Таким образом превращение срезаемого слоя в сливную стружку происходит в результате последовательных и непрерывных сдвигов весьма тонких слоев металла по условной плоскости сдвига без нарушения связи между сдвигнутыми слоями, т.е. без нарушения сплошности материала стружки.
Условие начала процесса сдвига материала имеет вид: τсд >= [τ], где
Читайте также: