Фреза для резьбы по металлу
Обновлено: 17.05.2024
Во время фрезерной металлообработки важно, какой вид фрезы по металлу выбрал мастер. В статье мы расскажем о многочисленных разновидностях и особенностях их применения – это понадобится как новичку, так и для повторения профессионалу.
Конструкция и принцип работы
Данный инструмент повсеместно используется на современном оборудовании с целью создания на заготовке среза любой формы. Это довольно оптимальное устройство, позволяющее делать отверстия, канавки, а также убирать лишний слой стали.
Инструментная единица создается из прочного инструментального сплава с соблюдением максимальной точности. Чтобы выполнить параметры, которые заявлены в ТУ, используется обработка торцовым инструментом с большим набором зубцов – резцовые вставки регулируют параметры до 1 мк.
Конструктивно резец имеет несколько рабочих острых граней. Вставки часто делаются из алмаза, керамики и кардной проволоки для прочности.
Конструкция состоит из:
- • Части для работы.
- • Хвостика.
- • Центрового отверстия.
- • Торцовых зубьев и канавок между ними.
- • Шейки посередине.
Каждый зубец обладает, в свою очередь, передней и задней поверхностью, режущей кромкой.
Принцип работы заключается в том, что инструмент быстро вращается. Одновременно движется заготовка. При соприкосновении механически под воздействием давления срезается верхний слой стали.
Классификация фрез: по каким параметрам
Во время классифицирования ориентируются на следующие основные признаки:
- • как расположены зубцы;
- • сборная или цельная конструкция;
- • направление режущих кромок;
- • как крепятся насадки;
- • материал изготовления.
Кроме того, важен типоразмер и максимальное напряжение.
Типы фрез по металлу
Обычно при разносторонней деятельности и многочисленных задачах фрезеровщик имеет полный набор, причем сам он отлично знает, как они работают. Но новичкам нужно сделать небольшой обзор.
Дисковые
Они представляют собой диск с зубьями. При этом срезающие кромки бывают или с одной стороны, или с обеих – в зависимости от назначения. В ходе этапов металлообработки (от черновой до финишной) может изменяться размер зазубрин. Твердосплавный инструмент применяется при сложных условиях резки, когда очень сложно выводить стружку из зоны работы. Когда применяют эту разновидность фрез:
- • для обрезки краев или распиловки;
- • для прорезки пазов;
- • для снятия фасок и пр.
Соответственно, среди дисковых можно встретить отрезные, прорезные и другие подвиды. Расскажем о некоторых из них, которые имеют конструктивные отличия.

Двусторонние
Зубья таких дисков оснащены двумя режущими кромками – классической на торцевой части, а также на прямой поверхности. Такая модификация дороже и производительнее.
Трехсторонние
Еще более опасные зубцы – теперь их оснащают тремя лезвиями, то есть с каждой из сторон – по краям, с торцов и сверху.
Пазовые
Здесь только одна кромка, располагающаяся на рабочей поверхности. Инструмент подходит для не очень глубокой и точной выборки стали. Он может быть с различным количеством зубьев и глубиной выемок. Одно распространенное название фрезы этого типа – «ласточкин хвост». Почему? Потому что зона резки имеет форму усеченного конуса, как перья ласточки.
Торцевые
Из наименования уже понятно, что работает такой инструмент своей боковой частью. Именно торцы цилиндра (разной ширины) наделены лезвиями, которые обрабатывают плоскость металлической заготовки. Устанавливается деталь, соответственно, перпендикулярно стальной детали.
Очень часто они бывают со съемными пластинами, что экономит расходные материалы фрезеровщика. Это возможно, благодаря общей массивности конструкции. К преимуществам следует отнести:
- • Легкость работы с плоскими элементами, листами и ступенчатыми поверхностями.
- • Высокая скорость металлообработки.
- • Плавность процесса.

Цилиндрические фрезы по металлу – что это такое
Цилиндрические инструменты могут быть с разной формой зубьев.

Прямые
Менее востребованные и универсальный, даже редко встречающейся. Он хорош и удобен, но при очень узком профиле работ: оснастка должна располагаться параллельно заголовки, а сам участок металлообработки должен иметь легкий доступ, ровную поверхность. В целом такие идеальные условия встречаются редко – это только узкие плоскости.
Винтовые
Наиболее многофункциональные, универсальные и, соответственно, востребованные. Линии реза идут не прямо, а по закрученной спирали. Заданный угол наклона может быть различным. В зависимости от выбранных граней можно проводить фактически любую выборку – на различных деталях. Особенности:
- • Высокое усилие при работе.
- • Возможность использования сдвоенных инструментов, когда грани находятся в противоположных направлениях – это уменьшает силу, воздействующую на кромки.
Отдельный вид фрезы – «кукуруза», которая находит применение в обработке уступов и создании канавок и их шлифовании. Они интересно выглядят.
Угловые
Это усеченный конус, который имеет острые внешние края и торцы зубьев. Основное назначение использования – металлообработка углов и неровных поверхностей, снятие прямоугольных фасок. Также с их помощью делают стружечные желобки и много дополнительных операций. Кромки резания сделаны с наклоном, что позволяет добиться любого угла работы. Посмотрим, какие есть подвиды.

Монолитные
Второе название – цельнометаллические. Их суть в том, что вся конструкция выполняется из одного прочного материала. Дополнительное усовершенствование – наличие кольцевых канавок, которые позволяют беспрепятственно убирать образованную стружку.
Снапаянными режущими пластинами (коронками)
Здесь все просто, наконечники выбираются, а затем припаиваются к основанию. Сами зубцы изготавливаются из твердых сплавов, их модификаций многочисленное множество, распространенной является корончатый.
Для предварительной обработки
Это фрезы, которые не отличаются высокой точностью, а предназначены именно для грубого среза сразу большого объема металла.
Для финишной стадии
Они имеют более мелкие, неглубокие зубья из твердого сплава с добавлением других прочных абразивных веществ. Их не стоит путать со шлифовкой. Задача – достигнуть максимальной чистоты при металлообработке.
С хвостовиком цилиндрического типа
Хвостовая часть не является рабочей, она не взаимодействует с заготовкой, а служит для надежного крепления в крепеже основания. Когда хвост создан в форме цилиндра, то есть бочонка, то возможности довольно ограничены – движение может быть осуществлено только под одним углом, поэтому обрабатываются только прямые поверхности.
Для чего нужны фрезы с хвостовиком конического вида
Концевые
Их также называют пальчиковыми из-за аккуратного внешнего типа – вытянутый цилиндр напоминает палец. Их основное предназначение – врезка пазов, создание выемки, работа с контурными уступами. Очень хорошо они подходят для металлообработки двух перпендикулярных плоскостей. Они делятся аналогично угловым на:
- • монолитные или со сменными пластинами;
- • разную форму хвостовиков;
- • степень обработки – от начальной до финишной.

Фасонные
Подходит для производства фасок и обточки протяжных фасонных деталей. Если они короткие, то обычно фрезеровка не применяется, а используется протягивание. Интересен внешний вид оснастки – два круга с зазубринами. Есть несколько разновидностей.

Острая заточка
Второе название – остроконечные. Их режущий край хорошо виден, а также прекрасно поддается повторной заточке. Их просто корректировать при необходимости.
Затылованные инструменты
Ими очень удобно обрабатывать закрытые канавки и фаски, кромки. Режущие ножи у них немного выступают за пределы основного диска, поэтому их сложно затачивать.
Какие червячные фрезы бывают по металлу
Это многолезвийный инструмент. Его назначение – нарезание зубчатых колес, а также шлицевых валов, которые имеют эвольвентный профиль. Металлообработка заключается в точечном касании лезвий поверхности.

Цельные и сборные
Монолитные инструменты выполнены полностью из инструментальных сплавов – они крепкие и более надежные. Зато вторая модификация отличается тем, что можно менять наконечники, а также заменять их при порче, производить более удобную заточку.
Однозаходные и многозаходные
Это число витков, которые есть на червячной фрезе. Чем их больше, тем выше производительность, но вот точность начинает хромать. Поэтому большое количество заходов применяется в основном только при черновой отделке.
Со шлифовальными и не шлифованными зубьями
Проще говоря – это степень исправности. Чем она выше (тонкая обработка), тем лучше происходит шлифовка. В то время как обдирная, черновая, промежуточная и даже чистовая стадия – это инструменты, которые не предназначены для шлифования.
Корончатые сверла
Их используют для создания отверстий. Можно применять классическую спиральную разновидность, но по степени точности они в 4 раза уступают рассматриваемому варианту. Их назначение – для станков с ЧПУ.
Можно услышать название борфрез. Это аналогичная оснастка, но крепится она в ручной электродрели, выполняет аналогичную функцию.

Шпоночные
Удобный небольшой цилиндр с очень плавно расположенными витками режущих кромок на рабочей части. Особенность заключается в том, что есть специальные выемки, которые предназначены для легкого отвода стружки.

Конические
Или конусные. Имеют вид усеченного конуса и подходят не для прямых участков, а для округлых деталей. Одна из разновидностей – пальчиковая.

Сферические
Не самые популярные, применяются при однопроходной металлообработке с целью создать довольно качественные пазы и фигурные уступы. Маленькие лезвия находятся со всех сторон рабочей сферы.

Фреза под Т-образные выемки
Такая форма необходима при создании углублений в головке крепежных изделий или при подготовке валов со шлицевыми соединениями. Иногда их называют грибком, действительно, они имеют похожую конфигурацию, но перевернутую.

Сборные
Это очень удобный и многогранный инструментальный комплект, который состоит из основания и нескольких отверстий для крепежей нужных резцов. С одной стороны, это крайне эффективно, можно совместить в одном наконечнике массу функций. Но, как и любая универсальная вещь, она уступает узкоспециализированной.

Классификация фрез по некоторым характеристикам
Конечно, приведенные выше разграничения (по конфигурации, назначению) – это не единственные способы различать оснастку. Настоящий фрезеровщик имеет такой большой ассортимент изделий, что не без труда сможет его разложить. Какие еще бывают причины для классифицирования.
Разное число заходов
- • Однозаходные.
- • Двухзаходные.
- • Четырехзаходные.
Но может быть любое количество витков.
Чем меньше заходов, тем больше отведенная площадь под канавки. Особенностью работы с таким инструментом является то, что в каждое мгновение на заготовку оказывает воздействие только одна конкретная режущая кромка. Это очень положительно сказывается на создании продукта на высоких оборотах и при большой скорости, поскольку это позволяет беспрепятственно удалять отходы.
Также это актуально при осуществлении деятельности с мягкими металлами и другими веществами, например, с пластиком или ПВХ,акрилом. Еще их применяют при черновой и обдирочной процедуре, когда качество и точность – это не самые главные показатели.
Многозаходные используются при работе с материалом, имеющим твердую и хрупкую структуру. Движение будет плавным, без ударов, потому что одновременно поверхности касается несколько зубьев.

Тип удаления стружки
Здесь все просто — отход летит либо вверх, с таким направлением привыкли обращаться все фрезеровщики, либо вниз. Первый вариант наиболее удобен, если создаются пазы или глухое отверстие, поскольку металл не скапливается там. Но есть и минус – из всего «вылетевшего» часть может приземлиться опять на рабочую зону и препятствовать хорошему резанию. Второй вариант, соответственно, имеет более узкие возможности, но при некоторых видах работ более рекомендован.

Нюансы выбора
Мы рекомендуем отталкиваться от:
- • поставленной задачи;
- • прочности обрабатываемого материала;
- • потенциала механизма.
На все инструментальные единицы нанесена классическая маркировка, поэтому в типоразмере вы не ошибетесь.
Правила хранения и эксплуатации
Обязательно необходимо следить за:
- • Остротой заточки.
- • Отсутствием ржавчины или прочих загрязнений.
- • Надежной фиксацией в суппорте.
Лучше всего использовать специальные сухие и освещенные шкафы для складирования.
Широкие возможности фрезерных станков
В статье мы рассказали про виды фрез и их назначение по металлу. Будьте внимательны во время работы за станковым оборудованием!
Резьбофрезерование

Хотя резьбофрезерование — это хорошо отработанный процесс, некоторые механические мастерские по-прежнему боятся пробовать его, опасаясь, что он слишком сложен. Фрезерование резьбы требует наличия обрабатывающего центра с возможностью винтовой интерполяции, что требует одновременного движения по трем осям. Две оси выполняют круговую интерполяцию, а третья движется перпендикулярно круговой плоскости. Большинство станков с ЧПУ, построенных за последние 10–15 лет, обладают такой способностью.
Резьбофрезы со вставкой
Вставной тип с несколькими канавками обычно предназначен для фрезерования отверстий диаметром ¾ дюйма или больше, потому что должно быть достаточно места для корпуса инструмента и вставок. Доступны резьбовые фрезы меньшего размера, но они обычно имеют только одну или две канавки.
Во многих случаях, вы все равно можете использовать твердотельную фрезу с 4 или 6 зубьями. Например, в нержавеющей стали 316 однорезьевой фрезы потребуется от 40 до 45 секунд, чтобы нарезать отверстие. С твердосплавной резьбовой фрезой с 4 зубьями, это займет от 6 до 8 секунд ».
По сравнению с твердосплавными фрезами и фрезами со вставной резьбой при больших диаметрах твердый сплав, как правило, лучше подходит для высокой производительности, поскольку он обеспечивает более короткое время цикла.
Хотя твердосплавные фрезы и фрезы со вставной резьбой подходят для отверстий большего диаметра, может быть выгодно использовать твердосплавные инструменты меньшего размера, поскольку они обычно могут работать с более высокими скоростями подачи. Например, если у вас резьба M80 × 1,5, вы можете использовать резьбу диаметром 50 мм, которая имела бы пять режущих кромок. Вы также можете выбрать диаметр 20 мм цельнотвердосплавную резьбовую фрезу, которая также будет иметь пять режущих кромок, но будет работать с более чем удвоенной скоростью подачи, эффективно сокращая время изготовления каждого отверстия вдвое. Это имеет огромное значение для крупных серий».
Фрезы со вставной резьбой подходят для небольших мастерских с небольшими производственными партиями. В одном корпусе инструмента можно использовать несколько сменных пластин с разными формами резьбы, поэтому он более универсален и дешевле в целом.
Разница между твердосплавом и вставкой
Корпус инструмента будет стоить от 300 до 450 долларов, но вставки стоят всего около 30 долларов, когда требуется замена. При использовании твердосплавной резьбовой фрезы весь инструмент необходимо заменить по цене от 200 до 300 долларов. Кроме того, оператору легче заменить пластину, чем сменить инструмент целиком и заново его выставлять.
Вставки должны точно располагаться в карманах. Если это не так, значит, одна пластина не соответствует другой, и вы не можете произвести правильную резьбу. Цельнотвердосплавные фрезы и фрезы со вставной резьбой бывают с винтовыми и прямыми канавками. Спиральные канавки снижают давление резания за счет распределения давления резания по канавке.
С фрезой со спиральной канавкой вы получите гораздо более плавный и тихий рез, потому что зацепление зубьев распространяется на больший диапазон. У фрезы с прямой канавкой все зубья данной канавки входят в зацепление одновременно. Это создает большее радиальное давление, вызывая вибрацию и отклонение. Тем не менее, прямые канавки имеют геометрию, подходящую для твердых материалов.
Многозаходное резьбофрезерование
Большинство резьбовых фрез, твердосплавных или вставных, представляют собой многозубые инструменты. Зубья расположены параллельно, а не по спирали, как метчик. Многозубые резьбовые фрезы нарезают резьбу на всю глубину за один оборот вокруг отверстия.

Многозубые резьбофрезы
Одна многозубая резьбовая фреза может нарезать резьбу одного и того же шага в диапазоне диаметров. Это связано с тем, что диаметр определяется траекторией ЧПУ, а не инструментом (как с метчиком).
Многоформная резьбовая фреза работает быстро, потому что кромки нарезаются одновременно. Обратной стороной является то, что для каждого шага резьбы требуется свой инструмент.

Резьбовая фреза с покрытием AlTiN
Резьбовые фрезы от Harvey Tool с покрытием AlTiN подходят для нарезания резьбы труднообрабатываемым материалам, черным металлам, стали и аэрокосмическим материалам. Они также доступны с покрытием TiB2 для алюминиевых заготовок.
Однозаходное резьбофрезерование
Помимо возможности резания любого диаметра, преимуществом резьбовой фрезы с одним зубом является то, что она может нарезать резьбу любого шага или диапазон шагов резьбы. Однако резьбонарезная фреза с одной формой может нарезать только одну резьбу за один проход и должна перемещаться вокруг отверстия столько раз, сколько имеется кромок(нитей) резьбы.
Несмотря на то, что им приходится покупать резьбовые фрезы для каждого шага, более крупные производственные цеха склоняются к разнообразию, поэтому у них есть хороший набор инструментов. Инструменты единой формы больше подходят для небольших мастерских, которым нужен более гибкий инструмент.

Резьбофрезы с одним заходом
Скажем, вам нужно нарезать нитку 6–12 дюймов, а затем 5–10 дюймов. При использовании резьбовой фрезы для вставки все, что вам нужно сделать, это сменить пластину с шагом 12 на шаг 10 по цене 30 долларов за пластину. Метчик такого размера, вероятно, будет стоить 2500 долларов, а вам нужно будет купить два.
Фрезы могут производить внутреннюю и внешнюю резьбу. Метчики нельзя применять для наружной резьбы.
Если во время работы резьбовая фреза сломается, детали можно вынуть из отверстия и нарезать резьбу новым инструментом. Поскольку метчик обеспечивает значительный контакт вдоль разреза, создавая большое усилие, метчики могут сломаться и застрять в отверстии, что может стать причиной брака.

Резьбовая фреза M1 × 1,5
Всего лишь изменив программирование, одна резьбовая фреза может производить левую или правую резьбу. Метчик может делать только то, для чего предназначен, поэтому пользователю нужен один инструмент для левой резьбы, а другой — для правой.
Нарезные фрезы могут производить полную резьбу близко к основанию глухого отверстия. Когда отверстие глухое, метчик может дотянуться до него только потому, что он имеет конусную точку. Форма вашей резьбы будет в пределах половины шага от дна отверстия.
Резьбовая фреза обеспечивает более качественную обработку поверхности, чем метчик.
Специальные резьбофрезы
Резьбофрезерование обрабатывает резьбу за один или несколько проходов. С резьбофрезерованием вы, вероятно, сможете сделать это за один проход, если это более мягкий материал, например алюминий. Но при работе с твердым материалом вы можете сделать больше проходов, не сломав инструмент. При нарезании резьбы используется вся форма резьбы, и она увеличивается до окончательного размера за один проход.

Комбинированная сверлильно-резьбовая фреза
Резьбофрезерование может начинаться с верха отверстия и переходить к низу или наоборот. Отводы должны начинаться сверху и доходить до низа. Очень часто людям нравится начинать снизу и двигаться к вершине, потому что, надо надеяться, гравитация потянет стружку вниз, и они не будут обработаны повторно
И, наконец, резьбовые фрезы, в отличие от метчиков, могут совмещать различные операции в одном инструменте. Например, производители предлагают инструменты, которые могут просверлить отверстие, снять с него фаску, а затем нарезать резьбу за один прием.
Как нарезать внутреннюю и наружную резьбу монолитными резьбофрезами. Преимущества метода
Нарезание резьбы цельными фрезами не самый дешевый метод металлообработки, однако этому способу нет равных в качестве и эксплуатационной надежности резьбы. Резьбофрезерование позволяет нарезать резьбу в глубоких отверстиях (≥ х3D), отверстиях малого диаметра (М1,6 и т.п.) и в труднообрабатываемых материалах. Обычно метод применяется на трехосевых станках с ЧПУ со спиральной интерполяцией. Доступна наружная и внутренняя резьба (чаще внутренняя), различные шаги и допуски.
В этой статье рассмотрим получение резьбы монолитными твердосплавными резьбофрезами. О корпусных резьбовых фрезах с пластинами читайте в этой статье блога.
Преимущества нарезания резьбы фрезами перед другими методами:
- Можно работать с не вращающимися деталями, в том числе с крупногабаритными, с ассиметричными заготовками, с труднообрабатываемыми материалами, особенно если требуется высокое качество и точность резьбы.
- Универсальность: одну фрезу можно использовать для работы в глухих и сквозных отверстиях, для получения резьбы разных размеров и различных допусков, но с одним шагом.
- Короткий цикл обработки, соответственно высокая производительность, особенно при работе с небольшими диаметрами.
- Довольно высокая чистота поверхности профиля обработанной резьбы, также отсутствует осевая деформация.
- Легко решается проблема налипания стружки при обработке жаропрочных материалов и нержавеющих сталей.
- Отсутствует необходимость применения СОЖ, стружка легко ломается и отводится сжатым воздухом, даже при работе с вязкими материалами.
- Можно обрабатывать тонкостенные детали, работать с большим вылетом фрезы, так как усилия резания меньше, чем при работе с другим резьбонарезным инструментом.
- Допускается нарезать глухую резьбу вблизи дна отверстия.
- Отсутствует проблема удаления сломанного инструмента (в отличие от извлечения обломанных метчиков). К слову, поломки резьбофрез – явление довольно редкое, ведь инструмент состоит из твердого сплава и имеет малую силу резания при работе.
- Метод целесообразен как при нарезании резьб в очень мелких отверстиях, так и при работе с крупными шагами и большими диаметрами.
- Одной фрезой, как правило, можно нарезать левую и правую резьбу, применять попутное или встречное фрезерование.
- Износоустойчивое покрытие для фрез значительно увеличивает стойкость инструмента и позволяет применять высокие скорости резания.
Особенности получения резьбы
Нарезание резьбы цельными твердосплавными фрезами имеет свои нюансы:
- Профиль резьбы формируется благодаря круговому врезанию вращающейся фрезы.
- Шаг резьбы – это величина линейного перемещения фрезы за один проход.
- Для получения нужного качества резьбы учитывайте подачу на зуб. Рекомендуется выставлять до 0,15 миллиметра на один зуб.
- Витки резьбы получаются путем перемещения на один шаг подачи на оборот в осевом направлении, с одновременным движением инструмента по спиральной интерполяции.
- Врезание и отвод фрезы из материала должны быть постепенными и соответствующее значение подачи имеет важное значение для минимизации вибрации.
На рисунках ниже показано, как просто изменяя направление вращения, и/или подачу можно получить внутреннюю/наружную, правую/левую резьбу:


Процесс резьбофрезерования

1-2 Движение к краю (на расстоянии от торца)
2-3 Врезание фрезы по винтовой интерполяции
3-4 Фрезерование по образующей цилиндра
4-5 Отход от края
5-6 Вывод инструмента
Получение внутренней резьбы на станке с ЧПУ

Способы обработки резьбы могут быть различными, для сокращения радиальных сил, действующих на фрезу, рекомендуем использовать вместо осевой стратегии радиальную подачу.
При осевой стратегии необходимо учитывать, что резьбофреза всегда смещается кратно шагу резьбы.

Усилие резания на рабочей части обычно больше, чем воздействие на хвостовик фрезы. Из-за такого действия радиальных сил возникает эффект конусности резьбы. Если это обычная резьбофреза, конусность может составить 1/1000 мм на каждый миллиметр глубины резьбы.

Радиальная подача
Преимущества этой стратегии:
- Возможно получение глубокой резьбы.
- Снижается риск поломки фрезы.
- Фрезерование резьбы возможно при относительно нежёстком закреплении обрабатываемой детали.
- Отсутствует конусность резьбы.
Минусы радиальной подачи:
- Увеличивается износ инструмента.
- Снижается производительность инструмента (соответственно увеличивается машинное время).
Поэтому, чтобы снизить физические факторы, в конструкции резьбовых фрез предусмотрена малая конусность. При тяжелых условиях обработки иногда требуется применение дополнительных мер профилактики (на выбор):
- Делайте несколько радиальных проходов.
- Выполняйте все радиальные проходы в противоположном направлении.
- В конце обработки выполните холостой проход без радиального перемещения.
Как нарезать внутреннюю резьбу фрезами на станке с ЧПУ
Плавное врезание фрезы имеет большое значение для профилактики вибрации и улучшения стойкости инструмента.
Каждой резьбе по резьбофрезе!
Добрый день, друзья!
Всё что вы хотели знать о применении резьбофрез на самодельных фрезерных станках с ЧПУ, но боялись даже спросить…
Немного картинок, чуть-чуть расчета, несколько витков резьбы и небольшой бонус ))
Неравнодушных прошу под кат.
Не знал, в какой раздел написать про резьбофрезы, но учитывая, что здесь будет больше не отзыв об их качестве, а опыт их применения с расчетом траекторий, то решил в DIY. Тем более самоделка всё-таки присутствует.
Кому лениво читать «недоматчасть» — в самом низу картинки )))

Сначала об их назначении и приобретении. Вот так в «интернетах» выглядит однозубая (зубьев на самом деле больше, но они располагаются на одном уровне) резьбофреза.
Нужны резьбофрезы, чтобы нарезать резьбу с заданным шагом исключительно с помощью фрезерного станка с ЧПУ. Да, да… Руками воспользоваться ими по назначению нереально…
Я долго искал, где их приобрести подешевле — в России не вариант, поэтому как всегда первый взгляд пал на Али… положил в корзину и ходил вокруг да около примерно недели две. Одна фреза обходилась примерно в 1800 рублей. Как по мне, это очень дорого для домашних экспериментов.
Решил попробовать на ТаоБао. Никогда там не заказывал ничего, и даже не знал, как это делается. Но один мой товарищ, оказалось, имеет «контакт», через кого можно притащить нужный товар в РФ. Никакой рекламы на «контакта» не будет (речь не об этом), я просто скинул ссылки ему, перевел нужную сумму денег (получилось дешевле Али примерно в 1.4 раза) и подождал 2.5 недели. Ссылки на ТаоБао и на аналогичные резьбофрезы на Али прикладываю:
За то время, пока я ждал резьбофрезы, был продуман алгоритм их использования. На самом деле есть, конечно же, и готовые рецепты по применению, например, специальный плагин в PowerMill (слышал, сам лично не видел). Но мне кажется, устанавливать тяжеловесную программу, да еще и «честно неприобретенную», только для нарезания резьбы — это как-то неправильно.
На YouTube'e встречал каналы, где были ссылки на самописные калькуляторы расчета траектории движения фрезы при нарезании резьбы. Но попробовал один из них, и решил, что лучше сделаю для себя сам. Чтобы я полностью осознавал, что происходит при расчете и имел возможность подкорректировать расчет под конкретную задачу.
А вот теперь стоит оговориться, я не являюсь профессионалом в данной области, поэтому прошу не кидаться в меня ГОСТ'ами и обвинениями в неправильном употреблении терминов или не употреблении их вовсе. В ходе экспериментов я лишь удовлетворил свои хоббийные потребности.
Итак, с помощью одной и той же резьбофрезы можно делать как внутреннюю резьбу, так и внешнюю. Причем диаметр внутренней резьбы ограничен лишь минимальным значением диаметра самой резьбофрезы. Так, например, резьбофрезой с внешним диаметром 4,85 мм и зубом под максимальный шаг 1 мм, можно нарезать резьбу минимум 6 мм (отверстие под резьбу 4.9-5.0 мм в диаметре, плюс сама резьба при шаге 1 мм добавит примерно 1 мм к диаметру). А вот максимальный диаметр ограничен только Вашей фантазией.
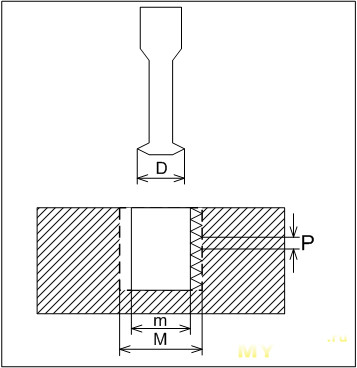
Для неискушенных читателей подготовил картинку, для лучшего понимания.
D — диаметр режущей части фрезы
P — шаг резьбы
m — диаметр подготовленного отверстия
M — диаметр резьбы (наружный диаметр внутренней резьбы для гайки)
Суть процесса такова:
1. Для начала необходимо подготовить отверстие для будущей резьбы. Например, для М6, нужно 4.9 – 5 мм. При нарезании резьбы метчиком я обычно придерживался такого правила — диаметр отверстия равен диаметру резьбы минус шаг резьбы. Не совсем правильно, но для бытовых нужд более чем достаточно.
2. После этого, нужно рассчитать траекторию, по которой будет двигаться резьбофреза. Траектория будет винтовой.
3. А далее, собственно, само нарезание. Резьбофреза опускается в подготовленное отверстие до дна и, совершая винтовое движение вверх, нарезает резьбу. Вроде как все просто.
Для внешней резьбы процесс аналогичный, только заготовка не отверстие, а цилиндр — ну вы поняли.
1. Например, необходимо создать траекторию движения по окружности на плоскости XY с центром в точке (0;0) и радиусом 2 (единицы измерения не ставлю, это абстракция). Движение начнем из точки (0;-2) лежащей на окружности. Необходимо лишь рассчитать параметры I и J.
I = (координата X начальной точки) – (координата X центра окружности) = 0 – 0 = 0
J = (координата Y начальной точки) – (координата Y центра окружности) = 0 – (-2) = 2
Учитывая, что движение по окружности будет осуществляться от точки (0;-2) с возвратом в эту же точку, G код будет выглядеть следующим образом
G0 X0 Y0 Z0 (перемещаемся в центр окружности)
G1 X0 Y-2 F200 (перемещаемся в точку, лежащую на окружности, откуда начнется движение)
G3 X0 Y-2 Z0 I0 J2 F200 (перемещаемся по окружности в ту же самую точку)
на самом деле можно упростить вид последней команды, учитывая, что точка начала и окончания траектории совпадают, а значение I = 0
G3 J2 F200 ( так значительно проще)
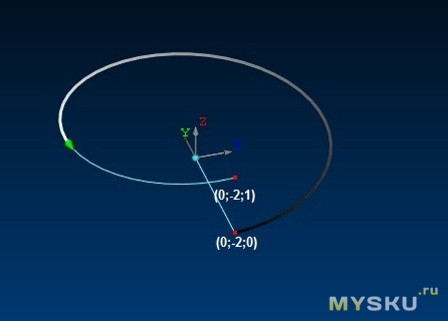
2. А теперь создадим один виток винтовой траектории. Код будет выглядеть точно так же, только в последнюю команду добавим координату Z = 1. Соответственно, при движении по окружности постепенно изменится координата Z с начального значения 0 до 1.
G0 X0 Y0 Z0
G1 X0 Y-2 F200
G3 Z1 J2 F200
Думаю, что этой информации вполне достаточно, чтобы понять, как необходимо «вручную» готовить G-код для движения по винтовой траектории при нарезании резьбы.
Кстати для визуализации процесса я использовал бесплатную программу NC Corrector. Большое спасибо ее авторам!
Конечно же, каждый раз считать «вручную» очень трудоемко, поэтому данный алгоритм был оживлен в «самописном» калькуляторе, да не в простом, а в золотом онлайновом.
За это спасибо! участнику MySKU-сообщества Sega-san, который помог мне и переложил оффлайн калькулятор, написанный на Си++, в онлайн, доступный по ссылке
Это и есть обещанный бонус! ))
Кому интересно — пользуйтесь на здоровье )) Выглядит он вот так.
В калькуляторе вы можете увидеть расчет для внутренней и внешней резьбы. Сформированный код достаточно скопировать в текстовый файл и отдать на растерзание вашему станку. Код проверен под управлением из Mach3 и LinuxCNC. Полёт нормальный.
Еще забыл маленький нюанс. При нарезании резьбы я режу не сразу на всю глубину, а постепенно. Соответственно и траектория получается в результате расчета не одна, а несколько, с постепенно увеличивающимся диаметром.
Вот так.
ВАЖНОЕ ЗАМЕЧАНИЕ: Калькулятор проверен уже примерно на десятке разных резьб, но его использование только на ваш страх и риск. Всегда проверяйте сгенерированный G-код перед использованием.
А теперь, собственно, сами фрезы и практическое их использование.
Фрезы пришли в стандартных контейнерах, с наклейками, указывающими параметры.
По тактильным ощущениям и внешнему виду мне показалось, что качество вполне приемлемое, а когда увидел маркировку на хвостовиках, так и вовсе успокоился (да, вот такой я наивный )) )
Вблизи рабочая часть выглядит вот так.
Я заказал 3 штуки, под шаг 0.5, 0.7 и 1 мм, для метрической резьбы Такие можно использовать для стандартных резьб М3, М4 и М6, соответственно. Но, как уже написано выше, диаметры резьб могут быть и любыми другими.
Кстати, в описании этих фрез у продавца я нашел все параметры, кроме диаметра вот этой части фрезы (не знаю как правильно назвать, то ли хвостовик, то ли еще как-то)
Я был уверен, что этот параметр мне просто необходим при расчете, но и без него справился.
А для любопытных на всякий случай приложу измеренное значение этого параметра (назову его S) тех фрез, что теперь есть у меня в хозяйстве. При этом, я допускаю, что это не обязательно стандарт, и у разных производителей, значение совсем другое.
P1.0*d4.85*15L*D6*50 — S=3,4 мм
P0.7*d3.15*10L*D4*50 — S=2,0 мм
P0.5*d2.35*7.5L*D4*50 — S=1,5 мм
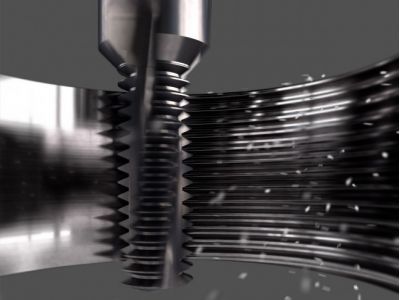
Я не вижу смысла расписывать еще что-то и предлагаю посмотреть, как происходит процесс нарезания резьбы вживую (я попытался повторить ролик, который видел на YouTube от какой-то конторы-производителя) при помощи G-кода, сгенерированного описанным выше способом.
А теперь самое главное — зачем мне так заморачиваться с этими резьбофрезами… есть же обычные дешевые метчики…
Да, я согласен, что способ несколько замороченный и недешевый, особенно учитывая, что я не режу резьбу в промышленных масштабах.
НО!
1. Приятно, когда твой самодельный станок работает за тебя.
2. Очень удобно нарезать резьбу в глухих отверстиях, витки начинаются всего на пол шага выше дна отверстия. А при использовании обычного набора из двух метчиков приходится добавлять третий метчик, специально слегка сточенный, чтоб резьба доставала до дна как можно больше.
3. Я не знаю ни одного человека, кто бы резал резьбу идеально вертикально перпендикулярно поверхности ))) а иногда это очень важно.
Доводы, конечно, так себе, но меня они убедили ))
Возможно всё получилось несколько сумбурно, но мне хотелось поделиться своим опытом, очень надеюсь, что это всё не зря и кому-нибудь пригодится.
Нарезание резьбы корпусными резьбовыми фрезами CNCM. Рекомендации, расчеты, примеры программы ЧПУ

Обратите внимание! Чтобы минимизировать возможные отклонения профиля, диаметр резьбофрезы не должен превышать 70% от диаметра резьбового отверстия.
Операции резьбофрезерования рекомендуется выполнять без использования СОЖ во избежание появления термических трещин.
Применение СОЖ допускается в случаях окончательной обработки нержавеющих сталей, алюминия, обработки жаропрочных сплавов или чугуна. Для улучшения процесса эвакуации стружки рекомендуется использовать обдув сжатым воздухом.
Основные методы врезания резьбофрезы
Для нарезания резьбы фрезой станок должен иметь три оси координат. Винтовая интерполяция − это функция станка с ЧПУ, инструмент управляется станком.
Реализуется спиральная траектория, и спиральная интерполяция образуется путем связывания плоской круговой интерполяции и линейного движения, перпендикулярного плоскости. Например, от точки A до точки B (рис. 1)
Спиральная траектория образована круговым интерполяционным движением плоскости X-Y и линейным движением оси Z.
Для большинства систем ЧПУ эта функция может быть достигнута с помощью следующих двух различных команд.
G02: команда круговой интерполяции по часовой стрелке.
G03: Команда круговой интерполяции против часовой стрелки.

Показано, что движение фрезерования резьбы (рис. 2) формируется за счет собственного вращения инструмента и винтового интерполяционного движения станка. Во время интерполяции круга используйте геометрическую форму инструмента и в сочетании с движением инструмента, перемещающегося на один шаг вдоль оси Z, обрабатывается необходимая резьба.
При нарезании резьбы фрезами можно использовать следующие три метода врезания:
1. Тангенциально дуговое врезание
2. Радиальное врезание
3. Тангенциально линейное врезание
1.Тангенциально дуговое врезание
При использовании этого метода режущий инструмент плавно врезается, не оставляя следов врезки, и отсутствует вибрация, даже при обработке твердых материалов.
Подготовка, программирование являются более сложными, чем метод радиальной врезки, поэтому этот способ рекомендуется использовать при обработке прецизионных резьб.

1-2: быстрое позиционирование, подвод
2-3: Инструмент тангенциально врезается по тангенциальной дуге, с одновременной подачей по оси Z
3-4: Полный круг на 360° для выполнения интерполяции резьбы, перемещение одного отведения в осевом направлении
4-5: Инструмент выходит по тангенциальной дуге, с одновременной подачей по оси Z
5-6: быстрый отвод
2. Радиальное врезание
Этот метод самый простой, но иногда возникают следующие две ситуации.
1. Малый сбег резьбы. В точках врезания и вывода будут заметны очень маленькие вертикальные отметки, но это не повлияет на качество резьбы.
2. При обработке очень твердых материалов, когда врезание близко к полной форме зуба, из-за увеличенной площади контакта между инструментом и заготовкой, может возникнуть явление вибрации инструмента.
Чтобы избежать вибрации, когда врезание близко к полной форме профиля, подача должна быть максимально уменьшена до 1/3 от рабочей подачи.

1-2: быстрое позиционирование, радиальное врезание
2-3: полный круг на 360°, винтовое движение вокруг оси цилиндра, перемещение на один шаг вперед
3-4: радиальный возврат, быстрый отвод
3. Тангенциально линейное врезание
Использование этого метода очень простое и имеет преимущества метода дуговой врезки, но он подходит для фрезерования только наружной резьбы.

1-2: быстрое позиционирование, радиальное врезание с одновременной подачей по оси Z
2-3: полный круг на 360°, винтовое движение вокруг оси цилиндра, один вывод в осевом направлении
3-4: быстрый отвод
Расчет данных для фрезерования резьбы
1. Рассчитать скорость подачи и количество подачи инструмента
Vc = скорость резания (м / мин)
n = скорость вращения инструмента (R. P. M)
D = диаметр режущего инструмента (мм)
Vf = скорость подачи режущего инструмента (мм)
Z = количество режущих кромок
fz = подача на оборот на зуб (мм / р)
Пример расчета данных фрезерования резьбы
1. Расчет скорости вращения шпинделя (n)
Формула применения n = (1000 * Vc) / (π * D)
Vc: линейная скорость (м/мин) π: пи 3.14159 D: диаметр инструмента (мм) n: скорость (об/мин)
Пример: используйте резьбовую фрезу диаметром 25 мм, рекомендуемая линейная скорость 100 м/мин.
n = 1000 * 100/π * 25 = 1280 об/мин
2. Расчет скорости подачи режущего инструмента Vf
Формула применения Vf = fz * n * Z
Vf: количество подачи (мм/мин) n: скорость вращения (об/мин) Z: количество ножей fz: подача на нож
Пример: Однозубая резьбовая фреза режет заготовку со скоростью 1500 об / мин. Какова скорость подачи резания (значение Vf) инструмента? f Рекомендуемое значение 0,05 мм.
Vf = 0,05 * 1500 * 1 = 75 мм / мин.
2. Расчет осевой подачи инструмента

Для большинства станков с ЧПУ для инструмента, нарезающего резьбы, программируется осевая подача.
Для резьбофрез подача и So (подача фрезы за один оборот вокруг оси заготовки) рассчитываются отдельно.
Читайте также: