Фреза пальчиковая по металлу гост
Обновлено: 18.05.2024
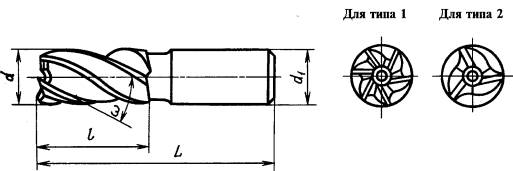
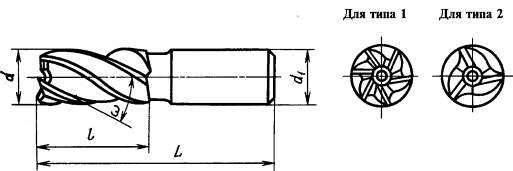
Настоящий стандарт распространяется на концевые фрезы с коническим хвостовиком, предназначенные для обработки поверхностей и уступов.
| Обозначение: | ГОСТ 17026-71* |
| Название рус.: | Фрезы концевые с коническим хвостовиком. Конструкция и размеры |
| Статус: | действующий |
| Заменяет собой: | МН 412-65 МН 411-65 ГОСТ 8237-57 (в части фрез с коническим хвостовиком) |
| Дата актуализации текста: | 01.01.2009 |
| Дата добавления в базу: | 29.04.2009 |
| Дата введения в действие: | 01.01.1973 |
| Разработан: | Министерство станкостроительной и инструментальной промышленности СССР |
| Утвержден: | Госстандарт СССР (09.06.1971) |
| Опубликован: | Издательство стандартов № 1972 ИПК Издательство стандартов № 1998 |
ГОСУДАРСТВЕННЫЙ СТАНДАРТСОЮЗА ССР
ФРЕЗЫ КОНЦЕВЫЕ С КОНИЧЕСКИМ ХВОСТОВИКОМ
Конструкция и размеры
End mills with tapered shank. Design and dimensions
ГОСТ
17026-71
Дата введения 01.01.73
Настоящий стандарт распространяется на концевые фрезыс коническим хвостовиком, предназначенные для обработки поверхностей и уступов.
Требованиястандарта в части пп. 1.1, 1.2,1.6, 1.7, 1.10являются обязательными, другие требования настоящего стандарта являютсярекомендуемыми.
(Измененнаяредакция, Изм. № 5).
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1.Фрезы должны изготовляться двух типов:
1 - снормальным зубом;
2 - с крупнымзубом.
Фрезы каждоготипа изготовляют в двух исполнениях:
А - сцилиндрической ленточкой;
1.2.Основные размеры фрез должны соответствовать указанным на черт. 1 и в табл. 1.

* Черт. 2 исключен.
Для фрез типа 1
Продолжение табл. 1
Для фрез типа 2
Примечание .Размеры a , l , L соответствуют размерам фрез 1-го ряданормальной серии по ИСО 1641-2.
Примерусловного обозначения фрезы диаметром d = 16 мм, типа 1, праворежущей,исполнения А:
Фреза 2223-0003 ГОСТ 17026-71
То же,исполнения Б:
Фреза 2223-0043 ГОСТ 17026-71
Примерусловного обозначения фрезы диаметром d = 18 мм, типа 1, праворежущей,исполнения А:
Фреза 2223-0085 ГОСТ 17026-71
Фреза 2223-0265 ГОСТ 17026-71.
(Измененнаяредакция, Изм. № 3, 5).
1.2а. (Исключен,Изм. № 3).
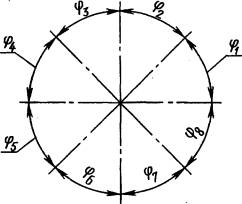
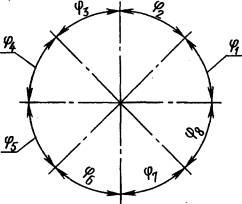
1.3. Фрезы должны изготовляться с неравномернымокружным шагом зубьев, указанным на черт. 3 и в табл. 3.
Примечание .Допускается изготовление фрез типа 1 с равномерным окружным шагом.
Фреза пальчиковая по металлу гост
End mills. Specifications
Дата введения 2017-01-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом "ВНИИИНСТРУМЕНТ" (ОАО "ВНИИИНСТРУМЕНТ")
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 95 "Инструмент"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 12 ноября 2015 г. N 82-П)
За принятие проголосовали:
Краткое наименование страны по
МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Минэкономики Республики Армения
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
4 Приказом Федерального агентства по техническому регулированию и метрологии от 8 июня 2016 г. N 565-ст межгосударственный стандарт ГОСТ 17024-2015 введен в действии в качестве национального стандарта Российской Федерации с 1 января 2017 г.
6 ПЕРЕИЗДАНИЕ. Июль 2020 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
1 Область применения
Настоящий стандарт распространяется на технические условия концевых фрез с цилиндрическим, коническим хвостовиком Морзе и хвостовиком конусностью 7:24, предназначенных для обработки поверхностей и уступов.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 8.051 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 1050 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 2848 Конусы инструментов. Допуски. Методы и средства контроля
ГОСТ 4543 Металлопродукция из конструкционной легированной стали. Технические условия
ГОСТ 9378 (ИСО 2632-1-85, ИСО 2632-2-85) Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 18088 Инструмент металлорежущий, алмазный, дереворежущий, слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и хранение
ГОСТ 19265 Прутки и полосы из быстрорежущей стали. Технические условия
ГОСТ 19860 Конусы внутренние и наружные конусностью 7:24. Допуски
ГОСТ 23726 Инструмент металлорежущий и дереворежущий. Приемка
ГОСТ 25706 Лупы. Типы, основные параметры. Общие технические требования
3 Технические требования
3.1 Характеристики
3.1.1 Фрезы следует изготовлять из быстрорежущей стали по ГОСТ 19265. Допускается изготовлять фрезы из быстрорежущей стали других марок, обеспечивающих стойкость фрез в соответствии с требованиями настоящего стандарта.
3.1.2 Фрезы диаметром не менее 12 мм следует изготовлять сварными.
В месте сварки раковины, непровар, поджоги, кольцевые трещины не допускаются.
3.1.3 Хвостовики сварных фрез следует изготовлять из стали марок 45 или 50 по ГОСТ 1050 или стали марки 40Х по ГОСТ 4543.
ГОСТ 17025-71 Фрезы концевые с цилиндрическим хвостовиком. Конструкция и размеры
Настоящий стандарт распространяется на концевые фрезы с цилиндрическим хвостовиком, предназначенные для обработки поверхностей и уступов.
Требования стандарта в части пп. 1, 2, 5, 7а, 8 (кроме второго абзаца), 11 являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
Вводная часть. (Введена дополнительно, Изм. № 6).
1а. (Исключен, Изм. № 6).
1. Фрезы должны изготовляться двух типов:
1-е нормальным зубом;
2-е крупным зубом.
Фрезы каждого типа изготовляют в двух исполнениях:
А - с цилиндрической ленточкой;
Б - заточенные наостро.
2. Основные размеры фрез должны соответствовать указанным на черт. 1 и в табл. 1.
1. Допускается изготовлять фрезы с диаметром хвостовиков, равным диаметрам рабочей части.
2. Размеры d , l , L соответствуют размерам фрез 1-го ряда нормальной серии по ИСО 1641-1.
Пример условного обозначения фрезы диаметром d = 8,0 мм, типа 1, праворежущей, исполнения А:
Фреза 2220-0009 ГОСТ 17025-71
То же, исполнения Б:
Фреза 2220-0040 ГОСТ 17025-71
Пример условного обозначения фрезы диаметром d = 4,0 мм, типа 2, праворежущей, исполнения А:
Фреза 2220-0063 ГОСТ 17025-71
Фреза 2220-0123 ГОСТ 17025-71:
(Измененная редакция, Изм. № 3, 4, 6).
2а. (Исключен, Изм. № 3).
3. Фрезы должны изготовляться с неравномерным окружным шагом зубьев, указанным на черт. 3 и в табл. 3.
Примечание . Допускается изготовление фрез с равномерным окружным шагом.
Число зубьев z
* Табл. 2 исключена.
4. Фрезы должны изготовляться праворежущими, леворежущие фрезы - по требованию потребителя.
5. Фрезы диаметром до 4 мм изготовляют без торцевых зубьев.
(Измененная редакция, Изм. № 3).
6. Угол наклона стружечных канавок w:
30-35° для фрез типа 1;
35-45° для фрез типа 2.
7. Допускается изготовлять фрезы диаметром до 12 мм без шейки.
7а. Размеры хвостовиков - по ГОСТ 25334.
(Введен дополнительно, Изм. № 1; измененная редакция, Изм. № 6).
8. Центровые отверстия - по ГОСТ 14034.
Допускается по согласованию с потребителем изготовлять фрезы диаметром от 2,0 до 6,0 мм без центрового отверстия на торце хвостовика.
(Измененная редакция, Изм. № 3, 5, 6).
8а. Допускается цилиндрическая выточка со стороны рабочей части или на обоих торцах.
(Введен дополнительно, Изм. № 6).
9. Элементы конструкции и геометрические параметры фрез указаны в приложении 1.
10. (Исключен, Изм. № 6).
11. Технические требования - по ГОСТ 17024.
12. Размеры фрез по ИСО 1641-1 приведены в приложении 2.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
ЭЛЕМЕНТЫ КОНСТРУКЦИИ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ФРЕЗ
1. Элементы конструкции и геометрические параметры фрез указаны на черт. 1, 2 и в табл. 1, 2.
Пальчиковая фреза

Пальчиковые фрезы – это концевой или шпоночный металлорежущий инструмент цилиндрической формы с рабочей боковой и торцевой поверхностями. Основные отличия заключаются в форме режущей части, которая определяет конфигурацию обрабатываемой поверхности. Как правило, пальчиковая фреза имеет от 3 до 5 рабочих кромок, на боковой части которой производится основной съём металла. Торцевая часть выполняет зачистку поверхности. Данный тип фрез применяется на металлорежущих станках и в электроинструменте.
Сфера применения
Пальчиковые фрезы широко применяются при обработке металлических деталей для нарезки пазов, уступов и плоскостей. Он удобен для вырезания выемок и контурных уступов, съёма металла и зачистки поверхностей, находящихся под углом 90° по отношению друг к другу. В зависимости от размера зуба они могут быть использованы для получистовой и чистовой обработки. В частности это:
- нарезка пазов для замков;
- зачистка пазов в деталях машин под канавки для закладки уплотнителя;
- подготовка дренажных отверстий;
- изготовление деталей в автомобильной промышленности, а также во многих других случаях.
Классификация
Основной характеристикой является форма режущей части инструмента, которая определяет и назначение фрезы. В зависимости от данного параметра они подразделяются на:
- цилиндрические применяемые для нарезания шпоночных пазов и других работ;
- сферические, используются для подготовки круглых выемок;
- радиусные для нарезания пазов сложной конфигурации.
Инструмент имеет неравномерный шаг зубьев, который зависит от количества режущих кромок. Это т. н. окружной шаг и его размер определен требованиями ГОСТ.
В зависимости от направления реза пальчиковые фрезы делятся на право- и леворежущие. Также они подразделяются по типу хвостовика на конические и цилиндрические. По исполнению данный инструмент может быть цельным, со съёмными твердосплавными пластинками или коронками. Цельными являются фрезы малого диаметра, применение инструмента большого диаметра целесообразно с заменой режущих частей по мере износа.
Пальчиковые фрезы имеют маркировку на хвостовой части, в которой указан материал, диаметр и логотип производителя. Исключением является инструмент диаметром до 5 мм. когда указывается только данный размер. Фрезы повышенной точности маркируются литерой «Т» перед маркой сплава.
Метод заточки
Правильная и своевременная заточка пальчиковой фрезы позволяет значительно продлить срок эксплуатации инструмента. Метод заточки зависит от материала инструмента, пример работы вы можете посмотреть на приведенном ниже видео.
При простой форме зубьев можно использовать для заточки алмазные круги или бруски с разными абразивными частицами. При сложной конфигурации режущих кромок не обойтись без специальных станков. При заточке необходимо полностью устранить заусенцы. Неровные края приводят к быстрому затуплению зубьев и низкому качеству обработки.
Особенности эксплуатации
Срок эксплуатации инструмента во многом зависит и от качества охлаждения. Для работы с деталями из конструкционных и легированных сталей рекомендуется применение эмульсолам типа ЭТ 1, с концентрацией от 5 до 10%.Для более прочных материалов, жаропрочных и нержавеющих сталей, рекомендованы масляные смазывающе-охлаждающие жидкости или эмульсол ЭТ 2 с концентрацией от 10 до 15%.
Все параметры обработки, такие как скорость, ширина и глубина должны соответствовать материалу инструмента, его твердости и диаметру. Для этого необходимо воспользоваться технической литературой и рекомендациями производителя. Так, для обработки деталей из сталей твердостью HRC 47 скорость реза должна быть в пределах 25 – 35 м/мин. для инструмента диаметром от 3 до 6 мм. При использовании того же инструмента для обработки жаропрочных сталей скорость необходимо уменьшить до 10 – 15 м/мин.
ГОСТы
Параметры пальчиковых фрез с цилиндрическим хвостовиком определяет ГОСТ 17025. Для конических действует ГОСТ 17026.
ГОСТ 17025-71* «Фрезы концевые с цилиндрическим хвостовиком. Конструкция и размеры»
| Обозначение: | ГОСТ 17025-71* |
| Название рус.: | Фрезы концевые с цилиндрическим хвостовиком. Конструкция и размеры |
| Статус: | действующий |
| Заменяет собой: | МН 410-65 МН 409-65 ГОСТ 8237-57 (в части фрез с цилиндрическим хвостовиком) |
| Дата актуализации текста: | 01.01.2009 |
| Дата добавления в базу: | 29.04.2009 |
| Дата введения в действие: | 01.01.1973 |
| Разработан: | Министерство станкостроительной и инструментальной промышленности СССР |
| Утвержден: | Госстандарт СССР (09.06.1971) |
| Опубликован: | Издательство стандартов № 1982 ИПК Издательство стандартов № 1998 |
ФРЕЗЫ КОНЦЕВЫЕ С ЦИЛИНДРИЧЕСКИМ ХВОСТОВИКОМ
End mills with cylindrical shank. Design and dimensions
ГОСТ
17025-71
Настоящий стандартраспространяется на концевые фрезы с цилиндрическим хвостовиком,предназначенные для обработки поверхностей и уступов.
Требованиястандарта в части пп. 1, 2,5,7а, 8 (кроме второгоабзаца), 11являются обязательными, другие требования настоящего стандарта являютсярекомендуемыми.
Вводная часть.(Введена дополнительно, Изм. № 6).
1а. (Исключен,Изм. № 6).
1.Фрезы должны изготовляться двух типов:
2.Основные размеры фрез должны соответствовать указанным на черт. 1 и в табл. 1.
1. Допускается изготовлять фрезы с диаметромхвостовиков, равным диаметрам рабочей части.
2. Размеры d , l , L соответствуютразмерам фрез 1-го ряда нормальной серии по ИСО 1641-1.
Примерусловного обозначения фрезы диаметром d = 8,0 мм, типа 1, праворежущей,исполнения А:
Примерусловного обозначения фрезы диаметром d = 4,0 мм, типа 2, праворежущей,исполнения А:
(Измененнаяредакция, Изм. № 3, 4, 6).
2а. (Исключен,Изм. № 3).
3. Фрезыдолжны изготовляться с неравномерным окружным шагом зубьев, указанным на черт.3 и в табл. 3.
Примечание .Допускается изготовление фрез с равномерным окружным шагом.
4. Фрезы должныизготовляться праворежущими, леворежущие фрезы - по требованию потребителя.
5.Фрезы диаметром до 4 мм изготовляют без торцевых зубьев.
(Измененнаяредакция, Изм. № 3).
6. Уголнаклона стружечных канавок w :
30-35° дляфрез типа 1;
35-45° для фрезтипа 2.
7. Допускаетсяизготовлять фрезы диаметром до 12 мм без шейки.
7а.Размеры хвостовиков - по ГОСТ 25334.
(Введендополнительно, Изм. № 1; измененная редакция, Изм. № 6).
8.Центровые отверстия - по ГОСТ 14034 .
Допускается посогласованию с потребителем изготовлять фрезы диаметром от 2,0 до 6,0 мм безцентрового отверстия на торце хвостовика.
(Измененнаяредакция, Изм. № 3, 5, 6).
8а.Допускается цилиндрическая выточка со стороны рабочей части или на обоихторцах.
(Введендополнительно, Изм. № 6).
9. Элементыконструкции и геометрические параметры фрез указаны в приложении 1.
10. (Исключен,Изм. № 6).
11.Технические требования - по ГОСТ 17024 .
12. Размеры фрез по ИСО 1641-1 приведены вприложении 2.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
1. Элементыконструкции и геометрические параметры фрез указаны на черт. 1, 2 и в табл. 1,2.
Читайте также: