Фреза по металлу чертеж
Обновлено: 01.05.2024
Торцевое фрезерование (ТФ) металлических изделий выполняется при помощи специальных фрез, которые представляют собой многолезвийный режущий инструмент в форме тела вращения, оснащенный специальными зубьями.
1 Важная информация о торцевом инструменте
Такие фрезы для ТФ (смотрите чертеж) используются на фрезерных станках для обработки ступенчатых и плоских поверхностей. Каждый отдельный зуб этого инструмента является стандартным резцом, причем его режущие кромки размещены на торцевой поверхности. При вращении фрезы на агрегате для фрезерования ее зубья взаимодействуют с обрабатываемой деталью по очереди. Благодаря этому заготовка обрабатывается максимально эффективно и равномерно.
Ось рассматриваемого инструмента по отношению к плоскости изделия, подвергаемого фрезерованию (чертеж), располагается перпендикулярно. При этом ключевую режущую нагрузку выполняют боковые рабочие кромки фрезы (они находятся на наружной поверхности).

Торцевой многолезвийный инструмент характеризуется высокой степенью жесткости. Кроме того, жестким является и его закрепление в шпинделе фрезерной установки (посмотрите на чертеж, чтобы понять, о чем идет речь). За счет этого режущие приспособления для ТФ обеспечивают повышенную производительность работ по металлу, если сравнивать их с распространенными цилиндрическими фрезами. При использовании торцевого инструмента важно лишь грамотно подобрать жидкость для его охлаждения и смазки, чтобы он служил долго, не теряя своих особых режущих свойств.
Даже при малых показателях припуска (обратите внимание на чертеж) фрезы для ТФ гарантируют плавную обработку изделия.

Это связано с тем, что профилирующими элементами такого инструмента являются вершины кромок зубьев, а вспомогательная роль отводится торцевым кромкам. Последние могут иметь практически любую конфигурацию – от окружности до ломаной под разными углами линии.
2 Разновидности инструмента для ТФ – классификация фрез
Огромный объем фрезеровальных работ в настоящее время производится описываемыми нами фрезами. Данный факт обуславливает большое количество разновидностей торцевого многолезвийного инструмента. Прежде всего, его подразделяют на разные типы в зависимости от того, из какого материала выполняется режущая часть фрезы. Чаще всего для этих целей используются быстрорежущие и углеродистые стали, сплавы с высоким показателем твердости и минералокерамические сплавы.
Намного реже применяются торцевые алмазные фрезы. С их помощью обычно обрабатывают не металлы, а всевозможные высокотвердые материалы, используемые в современном строительстве. Торцевые алмазные фрезы незаменимы для шлифовки и грубой обдирки гранитных, кирпичных, мраморных и бетонных поверхностей. Стоимость такого инструмента достаточно высока. Поэтому торцевые алмазные фрезы применяются в тех случаях, когда многолезвийные фрезы из сталей и сплавов использовать неэффективно.

По конструкции интересующий нас инструмент может быть сборным либо цельным. В первом случае на нем монтируются вставные твердосплавные пластины или зубья. Во втором зубья фрезы неотделимы от ее корпуса. Разницу между сборными и цельными инструментами демонстрирует чертеж.
Фрезы для ТФ различаются формой вершин своих зубьев. Вершины бывают:
Более высокими эксплуатационными показателями обладают зубья со скругленными вершинами. На них мало влияют силы биения основных кромок для резания. Также они характеризуются большей износостойкостью по сравнению с зубьями, имеющими прямолинейные вершины. Инструмент со скругленными вершинами рекомендован для получистового и чернового фрезерования.

По варианту крепления различают концевые (монтируются на хвостовик) и насадные (устанавливаются на оправе со шпонкой) многолезвийные фрезы. Насадные приспособления применяются для обработки стальных и чугунных твердых уступов и плоскостей. Делают их обычно из быстрорежущих сталей.
3 Основные положения ГОСТ 26595–85
Данный стандарт содержит описание лево- и праворежущих фрез для ТФ со вставками, которые регулируются либо не регулируются в осевом направлении, и оснащаются минералокерамическими или твердосплавными сменными пластинами (см. чертеж). ГОСТ 26595–85 распространяется также на инструменты с пластинами, имеющими особый износостойкий слой, и на фрезы со сменными пластинами из твердых сплавов, не содержащих вольфрам. С помощью последних фрезеруют изделия и чугуна, легированных и конструкционных сталей.
Фрезы для ТФ по ГОСТ 26595–85 изготавливаются трех типов:
- инструмент, фиксируемый на оправках – Тип А и Тип В;
- инструмент, фиксируемый на шпинделе – Тип С.
Отличия между фрезами разных типов демонстрируют чертежи. Торцевой инструмент со сменными пластинами по ГОСТ маркируется следующим образом – от 2214–0351 до 2214–0532. Поле допуска инструмента варьируется в пределах 50–500 мм. Форма пластин может быть круглой, пяти-, четырех- и трехгранной. Производители без предзаказа выпускают праворежущий инструмент. Если клиенту требуются леворежущие фрезы со сменными пластинами, он должен заранее согласовать свой заказ с предприятием.

Крепление пластин по ГОСТ 26595–85 выполняется по разным схемам (представлен чертеж). Четырех- и трехгранные пластинки фиксируются по одной схеме, круглые и пятигранные – по другой. В первом случае используется два клина, опора, корпус инструмента, непосредственно пластина и специальная вставка. Вторая схема с механическим креплением пластинок предполагает использование втулки либо кольца, корпуса, пружины, державки, штифта и болта.
Первая схема с механическим креплением элементов фрезы рассчитана на инструмент для ТФ сечением от 100 до 500, вторая – на фрезы сечением 50–80 мм. В ГОСТ 26595–85 в таблицах даются советы по монтажу фрез с механическим креплением с указанием рекомендованных величин пластин.
Также в ГОСТ имеются приложения с информацией справочного характера. С ее помощью можно самостоятельно определить сечение режущей части фрезы в конкретной точке обработки заготовки, показатель ее главного угла и высоты.

Выбирая торцевые алмазные фрезы и другие виды многолезвийного инструмента для ТФ, старайтесь приобретать приспособления от известных производителей, которые четко придерживаются требований Государственных стандартов при их изготовлении. В этом случае никаких проблем с обработкой изделий у вас не возникнет.
15 различных чертежей торцевых фрез

Маркировать шрифтом 5 ГОСТ2930-84
Неуказанные предельные отклонения размеров
При сборке болты 3 затягивать равномерно
После сборки произвести проверку правильности
установки всех пластинок на допустимое торце-
Пластина твердосплавная пятигранной
формы по ГОСТ 19066-79
Frtor03.cdw
КД-473.000.00.00.000.
Размеры для справок.
Поворот или замена пластинок может
производиться без съема фрезы со станка.
Допускается комплектация пластинок с откло-
нением по гобаритному размеру до 0.1мм.
Маркировать: Т5К10 ;товарный знак предприятия-
изготовителя; количество зубьев.
Frtor04.cdw

ЧГТУ КАФЕДРА ТОМ И РП
Неуказанные предельные отклонения размеров
Маркировать диаметр фрезы
Пластина твердосплавная
квадратной формы(по ГОСТ19052-73)
Материал:режущей пластинкиТ15К6
Неуказанные предельные отклонения
марку завода изготовителя"
Frtor075.cdw

Материал пластинки Т15К10 по ГОСТ3882-74
Материал опорных пластин ВК15 по ГОСТ3882-74
Материал фрезы НRCэ44 52
Неуказанные предельные отклонения линейных
Маркировать диаметр фрезы
Остальное т.т.поГОСТ22085-76
Frtor100.cdw

пятигранными пластинами
При обработке деталей из стали крепятся пластинки
из твёрдого сплава Т15К6 или Т15К10
деталей из чугуна - пластинки из сплава ВК8.
Frtor112.cdw

Размеры для справок.
Поворот или замена пластинок может
производиться без съема фрезы со станка.
Допускается комплектация пластинок с откло-
нением по гобаритному размеру до0.1мм.
Маркировать:Т5К10;товарный знак предприятия-
изготовителя; количество зубьев.
Frtor140.cdw

Frtor200.cdw

КД-12.01.96.018.04.00.000-
Материал режущей пластины ВК8
Неуказанные предельные отклонения +-IT142
угловых размеров по +-IT162
Маркировать: диаметр фрезы
Пластина твердосплавная
квадратной формы (ГОСТ19052-73)
Frtor215.cdw

* Размеры для справок.
Поворот или замена пластинок может
производиться без съема фрезы со станка.
Допускается комплектация пластинок с откло-
нением по гобаритному размеру до0.1мм.
Маркировать:товарный знак предприятия-
изготовителя; количество зубьев.
Frtor225.cdw

Frtor250.cdw
Frtor255.cdw
ГОСТ 17025-71 Фрезы концевые с цилиндрическим хвостовиком. Конструкция и размеры
Настоящий стандарт распространяется на концевые фрезы с цилиндрическим хвостовиком, предназначенные для обработки поверхностей и уступов.
Требования стандарта в части пп. 1, 2, 5, 7а, 8 (кроме второго абзаца), 11 являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
Вводная часть. (Введена дополнительно, Изм. № 6).
1а. (Исключен, Изм. № 6).
1. Фрезы должны изготовляться двух типов:
1-е нормальным зубом;
2-е крупным зубом.
Фрезы каждого типа изготовляют в двух исполнениях:
А - с цилиндрической ленточкой;
Б - заточенные наостро.
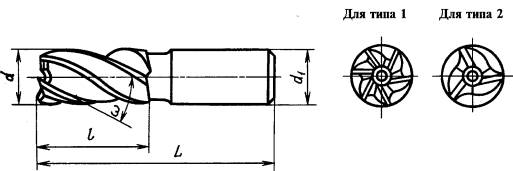
2. Основные размеры фрез должны соответствовать указанным на черт. 1 и в табл. 1.
* Черт. 2 исключен.
Для фрез типа 1
Для фрез типа 2
1. Допускается изготовлять фрезы с диаметром хвостовиков, равным диаметрам рабочей части.
2. Размеры d , l , L соответствуют размерам фрез 1-го ряда нормальной серии по ИСО 1641-1.
Пример условного обозначения фрезы диаметром d = 8,0 мм, типа 1, праворежущей, исполнения А:
Фреза 2220-0009 ГОСТ 17025-71
То же, исполнения Б:
Фреза 2220-0040 ГОСТ 17025-71
Пример условного обозначения фрезы диаметром d = 4,0 мм, типа 2, праворежущей, исполнения А:
Фреза 2220-0063 ГОСТ 17025-71
Фреза 2220-0123 ГОСТ 17025-71:
(Измененная редакция, Изм. № 3, 4, 6).
2а. (Исключен, Изм. № 3).
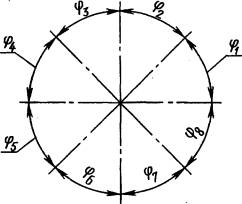
3. Фрезы должны изготовляться с неравномерным окружным шагом зубьев, указанным на черт. 3 и в табл. 3.
Примечание . Допускается изготовление фрез с равномерным окружным шагом.
Число зубьев z
* Табл. 2 исключена.
4. Фрезы должны изготовляться праворежущими, леворежущие фрезы - по требованию потребителя.
5. Фрезы диаметром до 4 мм изготовляют без торцевых зубьев.
(Измененная редакция, Изм. № 3).
6. Угол наклона стружечных канавок w:
30-35° для фрез типа 1;
35-45° для фрез типа 2.
7. Допускается изготовлять фрезы диаметром до 12 мм без шейки.
7а. Размеры хвостовиков - по ГОСТ 25334.
(Введен дополнительно, Изм. № 1; измененная редакция, Изм. № 6).
8. Центровые отверстия - по ГОСТ 14034.
Допускается по согласованию с потребителем изготовлять фрезы диаметром от 2,0 до 6,0 мм без центрового отверстия на торце хвостовика.
(Измененная редакция, Изм. № 3, 5, 6).
8а. Допускается цилиндрическая выточка со стороны рабочей части или на обоих торцах.
(Введен дополнительно, Изм. № 6).
9. Элементы конструкции и геометрические параметры фрез указаны в приложении 1.
10. (Исключен, Изм. № 6).
11. Технические требования - по ГОСТ 17024.
12. Размеры фрез по ИСО 1641-1 приведены в приложении 2.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
ЭЛЕМЕНТЫ КОНСТРУКЦИИ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ФРЕЗ
1. Элементы конструкции и геометрические параметры фрез указаны на черт. 1, 2 и в табл. 1, 2.
Чертежи фрез выполненных в KOMPAS

Инструмент для обработки авиационных материалов
- формат pdf
- размер 4.32 МБ
- добавлен 27 марта 2010 г.
Программа фрез для высокопроизводительной обработки высокопрочных титановых и жаропрочных никелевых сплавов, диаметром от 25 до 40 мм с высокоэффективными режущими твердосплавными пластинами с полным набором радиусов, включая R0.8, R3.2, R4.0 мм. Широкая программа концевых фрез с хвоставиками 7/24 DIN 69871 №40, HSK 63A и HSK 100A выпускаются на заводе СКИФ-М по классу дисбаланса G 2.5. Фрезы поставляются с внутренними каналами для подачи СОЖ.
Корытный Д.М. Фрезы
- формат djvu
- размер 2.72 МБ
- добавлен 09 марта 2010 г.
В брошюре помещены сведения о различных видах фрезерных работ, типах фрез, схемах резания и области применения фрез. Приведены необходимые данные по фрезерным станкам различных типов, способам закрепления обрабатываемых заготовок, наиболее распространенным принадлежностям и приспособлениям к фрезерным станкам. Книга предназначается для рабочих-фрезеровщиков механических и инструментальных цехов машиностроительных заводов.
Люткевич Е.Г.Волчков А.И. Расчет зуборезного инструмента
- формат pdf
- размер 4.93 МБ
- добавлен 15 января 2011 г.
Учебное пособие по курсу "Режущий инструмент" Специальности 151001. Типография политехнического института, г. Новочеркасск. Год:1978. -80 стр. Тираж 1000 экз. В пособии излагается порядок расчета и конструирования зуборезных инструментов: червячных фрез для нарезания зубчатых и червячных колес и шлицевых валов, зуборезных долбяков, шеверов и дисковых модульных фрез.
Маслов А.Р. Приспособления для металлообрабатывающего инструмента
- формат djvu
- размер 3.15 МБ
- добавлен 19 сентября 2010 г.
Приведены справочные сведения о прогрессивной технологической оснастке; приспособлениях для крепления сверл, метчиков, фрез, разверток и другого металлорежущего инструмента, включая сведения из государственных стандартов, заводских нормалей и других источников, апробированных на производстве. Рассмотрены конструкции, позволяющие использовать обычные станки как широкоуниверсальные, особоточные, высокоскоростные или специальные. Предназначен для те.
Никитина И.П. Режущий инструмент. Лабораторный практикум. Часть 2
- формат pdf
- размер 1.47 МБ
- добавлен 14 декабря 2011 г.
Оренбург, Оренбургский государственный университет, Кафедра металлообрабатывающих станков и комплексов, 2002, 49с. Содержание: Лабораторная работа. Геометрические параметры и конструкции фрез Лабораторная работа. Исследование конструкций метчиков Лабораторная работа. Геометрические параметры и конструкция червячных модульных фрез Лабораторная работа. Геометрические параметры и конструкции зуборезных долбяков Лабораторная работа. Геометрические па.
Программа - Расчет режимов резания
- формат exe
- размер 573.65 КБ
- добавлен 30 мая 2011 г.
Автор Брагина Г. С., Программа для расчета режимов резания для фрез. Выбор материала заготовки, типа фрезы, материал и кол-во зубьев и другие параметры. Подойдет для технологов.rn
Сборочній чертеж торцевой Фрезы
- формат doc
- размер 806 КБ
- добавлен 21 декабря 2009 г.
Содержание. общие сведения. Классификация фрез. Фрезы с остроконечными зубьями. Цилиндрические фрезы с остроконечными зубьями. Торцовые фрезы с остроконечными зубьями. Дисковые фрезы с остроконечными зубьями. Концевые фрезы с остроконечными зубьями. Фрезы с затылованными зубьями. Заточка фрез. Геометрические параметры фрез. Литература. с рисунками.
Токарев В.В. Червячные зуборезные фрезы
- формат jpg
- размер 9 МБ
- добавлен 03 декабря 2009 г.
Рассматриваются вопросы проектирования червячных фрез с различными схемами резания, а так же червячных фрез для обработки зубчатых колес под шевингование и шлифование. Приводится методика традиционного расчета и описание программного комплекса и логоритмов автоматизированного проектирования червячных зуборезных фрез в рамках программого комплекса "фреза". Рассчитано на студентов всех форм обучения, изучающих курсы "Теория проектирования металлоре.
Фрайфельд И.А. Расчёты и конструкции специального металлорежущего инструмента
- формат djvu
- размер 18.89 МБ
- добавлен 06 ноября 2010 г.
2-е изд., стер. - М.; Л. : Машгиз, 1959. - 196 с. В книге приведены очень подробные и обстоятельные расчёты фасонных резцов и фрез, фрез для нарезания зубчатых колёс и червяков, червячных фрез для зубчатых деталей (червячных шлицевых фрез, червячных фрез для храповых колёс, червячных фрез для звёздочек).
Чертежи - Фреза
Металлорежущий инструмент, РГЗ№2, проектирование насадного инструмента (фасонная фреза) (4 чертежа: деталь, фасонный резец, одноугловая фреза, маршрут обработки)
- формат doc
- размер 65.35 КБ
- добавлен 15 января 2010 г.
Металлорежущий инструмент, РГЗ№3, проектирование хвостового инструмента (перовоее сверло), (3 чертежа: деталь, токарный резец, фреза, маршрут.)
- формат cdw
- размер 49.81 КБ
- добавлен 15 января 2010 г.
Фасонный резец
- формат doc
- размер 752.64 КБ
- добавлен 16 января 2008 г.
Курсовой по режущему инструменту, пояснительная записка, чертежи в компасе, фреза, фасонный резец три листа, протяжка.
Чертеж - 3D-модель дисковой фрезы [m3d]
- формат rar
- размер 400.64 КБ
- добавлен 31 октября 2010 г.
Фреза дисковая фасонная канавочная с положительным передним углом в 10 градусов. Платформа - Компас 3D v10.rn
Чертеж - 3D-модель фрезы цилиндрической [m3d]
- формат rar
- размер 65.83 КБ
- добавлен 15 декабря 2010 г.
Фреза цилиндрическая наружного диаметра D = 30 мм с винтовыми стружечными канавками, выполненная в среде Компас 3D v10 (параметрическая 3D-модель). Теоретически, Компас может перестраивать данную модель, если ввести новые данные. Но, к сожалению, на практике дело не всегда обстоит так - иногда приходится перестроение выполнять несколько раз до получения должного отображения модели.rn
Чертеж канавочной фрезы
- формат cdw
- размер 32.3 КБ
- добавлен 19 октября 2010 г.
Чертежи - Машиностроительный инструмент
- формат cdw
- размер 789.88 КБ
- добавлен 16 сентября 2009 г.
В архиве собраны чертежи режущего инструмента, выполненные в "КОМПАСе" - сверла, зенкера, зенковки, фрезы, резцы, протяжки. Ценность архива состоит в том, что в нём можно найти практически любой тип режущего инструмента - всего 223 наименования. Примечание: Чертежи выполнены без размеров (только с размерными линиями, т.е. при вставке в чертёж масштаб нужно подгонять), без штампика (основной надписи), в названии файлов указаны только цифры (без на.
Чертежи инструмента
- формат frw
- размер 396.89 КБ
- добавлен 05 марта 2009 г.
В одном файле представлены чертежи многих инструментов для обработки металла (резцы, сверла, фрезы, протяжки и т. д.), выполненные в графическом редакторе "КОМПАС" - всего 101 наименование. Вы в течении пары минут сможете подобрать нужный вид и тип инструмента и вставить его в свой чертёж. Чертежи выполнены без простановки размеров, но с соблюдением всех требований ГОСТа, касающихся правил выполнения чертежей того или иного документа.rn
Читайте также: