Фрезерный станок по металлу схема электрическая
Обновлено: 02.07.2024
Собрать электрическую схему своими руками совсем несложно, если вы обладаете должным уровнем знаний по электротехнике, даже отличным знанием электротехники.
Как ы понимаете это дело не для новичков и тех, кто не понимает ничего в электрических схемах. Разберем этапы работы на примере фрезерного станка и узнаем что такое принципиальная электрическая схема фрезерного станка.

Что это такое принципиальная электрическая схема?
Принципиальная электрическая схема фрезерного станка представляют набор схем (чертежей), описывающих работу отдельных узлов агрегата. Таких, как питание цепей управления станка, подключение привода станка, управление кареткой станка, защиту, блокировки, сигнализацию и др.
Основные разновидности
К основным разновидностям относят:
- Схемы питающей сети (источники питания и отходящие от них линии) и цепи распределительной сети (электроприемники, линии, их питающие).
- Монтажные схемы, которые нужны для выполнения по ним электрических связей, т. е. соединений аппаратов между собой, аппаратов с наборными рейками и т. п.
- Схемы внешних соединений, которые служат для соединений электрооборудования между собой проводами и кабелями.
Схема принципиальная электрическая консольно-фрезерного станка 6Р11

Ниже показана схема фрезерного станка 6Р11







Принцип действия
Принцип действия основан на отображении работы каких-либо конечных приемников электрической энергии от работы или взаимодействия остальных компонентов, входящий в данную принципиальную электрическую схему фрезерного станка.
На нашем примере — это отработка магнитных пускателей в зависимости от положения рукояток управления, положения концевых выключателей, состояния тепловых реле и т. п.
Принципиальная электрическая схема управления ЭП вертикально-фрезерного станка





Можно ли ее собрать своими руками?
До самостоятельной сборки схемы своими руками прежде всего необходимо помнить, что предстоящая работа связана с электроэнергией, и соблюдение правил безопасности при ее производстве крайне важно!
Необходимые материалы и инструменты
Что нам понадобится:
- сама принципиальная электрическая схема фрезерного станка;
- набор составляющих элементов (магнитные пускатели, концевые выключатели, трансформаторы, кнопки управления, тумблеры, реле и т. п.;
- набор электромонтажника, в который входят необходимые элементы (пассатижи, отвертки, маркеры, изолента и т. д.);
- кабельная продукция (кабели, монтажные провода разных сечений);
- тестер или мультиметр электрических сигналов.
Пошаговая сборка
Сборку желательно начинать с монтажа основных составляющих, тесть сначала смонтировать кабели к электроприводам, провода к магнитным пускателям. Затем постепенно переходить к вторичным цепям управления, цепям блокировки, сигнализации, защиты.
Концы кабелей и жил проводов необходимо оконцевать и промаркировать, согласно с принципиальной электрической схемой фрезерного станка. Это крайне важно, потому что сбережет выше время и силы при пусконаладочных работах. Да и о тех, кто будет эксплуатировать станок после вас, необходимо помнить.

Подключение и проверка исправности
После монтажа нужно убедиться, что все основные работы закончены и все посторонние предметы удалены из зоны действия станка.
После подачи питания на станок можно приступить к проверке его работоспособности. Проверить, управляется ли он от рукояток и кнопок управления, действует ли торможение электродвигателя шпинделя, управляется ли продольное перемещение стола и т. д.
Возможные ошибки и способы их исправления
- двигатель гудит при пуске, но не вращается — отсутствие напряжения в одной из фаз электросети — проверить мультиметром, где произошел обрыв (плавкие вставки, автоматический выключатель, тепловое реле, соединительный кабель);
- при вращении электродвигатель гудит и перегревается — межвитковое замыкание, короткое замыкание между фазами — заменить электродвигатель или отремонтировать обмотку;
- срабатывает тепловая защита — перегрузка электродвигателя — снизить нагрузку до номинальной.
Более подробные неисправности относятся к пусконаладочным работам, их множество и это материал для статьи другого профиля.
Вертикальный консольно-фрезерный станок 6Т13, характеристики, схемы
Универсальные фрезеровочные станки с широким профилем очень выгодны для самого разного рода крупных предприятий. Агрегат 6Т13 относится к вертикально-фрезерному оборудованию, позволяющему обрабатывать прямые, угловые, рамочные детали.
На станке можно производить обработку по горизонтальной, вертикальной поверхности, а также под углом в 45°, и не только, болле подробно о всех возможностях агрегата.

Производитель
В 1931 году был основан Горьковский завод фрезерных станков. это предприятие специализировалось на выпуске самого широкого ассортимента фрезерного оборудования, в том числе и с УЦИ, и с ЧПУ. Уже с 1932 года, завод становится экспертом по изготовлению различного металлорежущего оборудования. Станки серии Т выпускаются на заводе с 1985 года. В эту серию входит целый ряд аналогичного оборудования с некоторыми конструктивными особенностями.
Назначение и область применения
Применяется в серийном и единичном производстве для фрезерования деталей из самого разного материала. Оборудование обрабатывает:
- вертикальные и горизонтальные поверхности;
- пазы;
- углы;
- рамки;
- зубчатые колеса.
На агрегате есть возможность работать в трех режимах. На станке используются торцевые, фасонные, угловые, цилиндрические, дисковые фрезы. Есть возможность получить дополнительные винтовые поверхности с применением универсальной делительной головки.

Конструкционные особенности консольно-фрезерного станка
Конструкционные особенности станка помимо высокой производительности направлены на обеспечение безопасности оператора, работающего с оборудованием. На агрегате имеется подвижное ограждение. Также безопасность обеспечивается:
- дублированием стоп-кнопок агрегата;
- система блокировок;
- механизм пропорционального уменьшения подачи при выходе и врезании.
Есть и другие особенности конструкции, которые делают работу более эффективной.
Габариты и масса
Станок относится к крупному оборудованию. Его вес составляет 4200 кг. Габариты агрегата:
- длина – 256 см;
- ширина – 226 см;
- высота – 212 см.

Поверхность стола имеет размеры 1600х400 мм.
Перечень составных частей
Основные узлы агрегата те же, что и в большинстве фрезерных станков. Но все составные части имеют некоторые особенности конструкции, которые позволяют выполнять необходимые функции:
- Литая станина. Это широкая прямоугольная платформа, на штифтах с вертикальной горловиной.
- Шпиндельная головка с гильзой. Поворотный механизм, закрепленный в кольцевой выточке станины, с двигателем зажима режущей детали.
- Шкаф управления. В его состав входит электропривод шпинделя, а также коробка скоростей, пульт управления и несколько важных переключателей.
- Передняя консоль. Движок направляющих элементов стола, и приборы регулировки их перемещения.

Также к особенностям конструкции относятся:
- Механизированное крепление инструмента. Это повышает параметры точности обработки детали.
- Стол станка способен поворачиваться вокруг вертикальной оси на 45°. Так можно фрезеровать винтообразные спирали.
- Автоматическое торможение шпиндельной головки.
- Три режима работы: ручной, автоматический и толчковый.
- Ограничение зазора в винтовой паре.
Дополнительная жесткость станка позволяет обрабатывать пластины из твердых и сверхтвердых синтетических материалов.
Описание и расположение органов управления
Одним из основных органов управления является коробка скоростей, которая содержит 18 частот вращения шпиндельного узла. Для этого имеется специальная головка с делениями. Отдельно установлена рукоятка для зажима гильзы.

Управление приводом подач осуществляется при помощи фрикционов обычного и быстрого хода. Также имеются механические зажимы салазок, а также консоли на направляющих частях станины. Все рабочие элементы имеют отдельные маховики для ручного управления.
Кинематическая схема

Схема электрическая

Особенности строения поворотной головки
Станина служит базой для поворотной головки агрегата. Сама головка оснащена механизмом ручного и осевого перемещения. Это позволяет проводить обработку поверхностей, которые расположены под углом в 45°.
Центрируется поворотная головка в кольцевой выточке, к которой крепится 4 болтами. Сама шпиндельная головка – двухопорный вал, который смонтирован в выдвижной гильзе. От насоса станины происходит смазка подшипников и шестерен поворотной головки.
Технические характеристики
Агрегат 6Т13 имеет следующие технические характеристики:
- наибольший ход стола вдоль – 1 метр;
- поперечный – 30 см;
- вертикальный – 42 см;
- от торца шпиндельной головки до стола расстояние – 30–500 мм;
- частота вращения шпинделя до 2000 об/мин;
- пиноль шпинделя перемещается на 80 мм;
- одно деление лимба – 0.05 мм.

Станок снабжен четырьмя электродвигателями. Мощность движка основного составляет 10 кВт.
Эксплуатация и ремонт, паспорт
Сам механизм требует установки на бетонный фундамент толщиной не меньше 30 см. При этом поверхность должна быть идеально ровной. Тогда снизится риск неточностей при тонком фрезеровании.
При первоначальном пуске обязательно следует заполнить маслом резервуар смазочной системы. Раз в год нужно осуществлять промывку масляного резервуара. При любой неисправности следует отключить станок и его должен осмотреть мастер. Любая деталь в станке подлежит замене при износе, поэтому сам агрегат не имеет срока эксплуатации.
Техника безопасности при работе с устройством
Станок является объектом повышенной опасности. Поэтому при работе с ним следует соблюдать определенные правила. Новички обязательно проходят инструктаж по технике безопасности.
При работе оператор должен быть в спецодежде. Запрещено подходит к станку в нетрезвом виде. Перед работой следует проверить заземление. Скорости и режимы переключать при вращающейся головке также запрещено. Дверца шкафа управления и доступ к электроприводам запирается на ключ.

Модернизация и аналоги
У данного вида станков есть аналоги как отечественные, так и зарубежные:
- Гомельский станкостроительный завод выпускает эти модели консольно-фрезерных станков, которые по техническим характеристикам схожи с рассматриваемым оборудованием.
- X5032, X5040. Известные Китайские аналоги.
- Аналог Болгарского производства.
При наличии необходимых инструментов и навыков агрегат можно модернизировать и увеличить функциональность.
Отзывы
В большинстве своем крупные предприятия с удовольствием приобретают оборудование 6т13. На таком станке легко обрабатывать крупногабаритные детали, весом до 630 кг. При этом оборудование снабжено дополнительными элементами безопасности и поворотным столом, который позволяет обрабатывать заготовку под углом. Также пользователи отмечают долгий срок службы данного оборудования.
Консольно-фрезерный станок 6Т13 начал выпускаться в 1985 году и с тех пор успешно используется на серийном производстве. Жесткость конструкции позволяет обрабатывать наиболее твердые материалы и использовать фрезы из быстрорежущей стали.
Электросхемы фрезерных станков 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6P13
схемы, описание, характеристики
Сведения о производителе консольно-фрезерных станков 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6P13
Производитель универсальных фрезерных станков - Горьковский завод фрезерных станков, основанный в 1931 году.
Производство фрезерных станков на Горьковском станкостроительном заводе началось в 1932 году.
Серия 6Р Горьковского завода фрезерных станков ГЗФС
Электросхемы консольно-фрезерных станков 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6Р12Б, 6P13, 6Р13Б
Общие сведения
В настоящем руководстве приведены сведения по эксплуатация электрооборудования станков моделей 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6Р12Б, 6P13, 6Р13Б.
На каждом из указанных станков могут применяться следующие величины напряжений переменного тока:
- силовая цепь 3х50 Гц, 60 Гц - 220, 380, 400, 415, 440 В;
- цепь управления 50 Гц, 60 Гц - 110 или 220 В;
- цепь местного освещения 50 Гц, 60 Гц - 36, 24 или 110 В;
- цепь электродинамического торможения -56-60 В (для сети 380-440 В) и 36 В (для сети 220 В).
Конкретно для каждого станка питающее напряжение указывается в свидетельстве о приемке (см. руководство к станкам, ч. III).
Освещение рабочего места производится светильником местного освещения, смонтированным слева на станине станка.
В консоли рассоложен электромагнит Y1 для быстрых перемещений.
Кнопки управления смонтированы на пультах - на консоли и левой стороне станины.
Все аппараты управления размещены на четырех панелях, встроенных в нишах с дверками, на лицевую сторону которых выведены рукоятки следующих органов управления:
- F1 - вводный выключатель;
- S2 (S4) - реверсивный переключатель шпинделя;
- S6 - переключатель режимов;
- S3 - выключатель охлаждения.
Станки 6Р82Ш и 6Р83Ш в отличие от других станков имеют два электродвигателя для привода горизонтального и поворотного шпинделей.
Завод-изготовитель оставляет за собой право вносить в электрооборудование станков дальнейшие изменения и усовершенствования.
При уходе за электрооборудованием необходимо периодически проверять состояние пусковой и релейной аппаратуры.
При осмотрах релейной аппаратуры особое внимание следует обращать на надежное замыкание и размыкание контактных мостиков.
Во время эксплуатация электродвигателей следует систематически производить их технические осмотры в профилактические ремонты. Периодичность технически осмотров устанавливается в зависимости от производственных условий, но не реже одного реза в два месяца. При профилактических ремонтах должна производиться разборка электродвигателя, внутренняя в наружная чистка, замена смазки подшипников. Смену смазки подлинников при нормальных условиях работы следует производить через 4000 часов работы, но при работе электродвигателя в пыльной в влажной среде ее следует производить чаще -по мере необходимости.
Перед набивкой свежей смазкой подшипники должны быть тщательно промыты бензином. Камеру заполняют смазкой на 2/3 ее объема.
Первоначальный пуск станка
При первоначальном пуске станка необходимо прежде всего проверить внешним осмотром надежность заземления и состояние монтажа электрооборудования. При помощи вводного выключателя F1 станок подключить к цеховой сети.
Проверять четкость срабатывания магнитных пускателей в реле при помощи кнопок в переключателей станка, ограничение движений в наладочном режиме, при управлении станком от рукояток в автоматическом цикле в при работе с круглым столом.
История выпуска станков Горьковским заводом, ГЗФС
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков: 6М12П, 6М13П, 6М82, 6М82Г, 6М83, 6М83Г, 6М82Ш.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т13-1, 6Т82-1, 6Т83-1 и ГФ2171.
Описание работы электросхемы консольно-фрезерных станков
Электросхема (рис. 1, 2) позволяет производить работу на станке в следующих режимах:
- управление от рукояток и кнопок управления
- автоматическое управление продольными перемещениями стола
- режим - круглый стол
Выбор режима работы производится переключателем S6.
При работе станка от рукояток и невращающемся шпинделе необходимо переключатель S2 (S4) установить в нулевое положение.
ВНИМАНИЕ! ПРЕЖДЕ ЧЕМ ОТКЛЮЧИТЬ СТАНОК ОТ СЕТИ ИЛИ ПРОИЗВЕСТИ РЕВЕРС ПРИ РАБОТАЩЕМ ЭЛЕКТРОДВИГАТЕЛЕ ШПИНДЕЛЯ НЕОБХОДИМО КНОПКОЙ "СТОП" ОТКЛЮЧИТЬ ЭЛЕКТРОДВИГАТЕЛЬ
Для облегчения переключения скоростей шпинделя я подачи в станке предусмотрено импульсное включение электродвигателя шпинделя - кнопкой S9, а электродвигателя подачи - конечным выключателем S14. При нажатии на кнопку S9 включается контактор шпинделя К4 в реле напряжения К1, н.о. контакты которого включают реле КЗ, последний через свой н.о. контакт становится на самопитание, а н.з. контакт разрывает цепь питания контактора К4.
При управлении от рукояток работа электросхемы обеспечивается замыканием контактов соответствующих конечных выключателей и кнопок.
Включение в отключение электродвигателя подачи осуществляется от рукояток, воздействующих на конечные выключатели продольной подачи (S17, S19), вертикальной в поперечной подач (S16, S15).
Включение и отключение шпинделя производится соответственно кнопками "Пуск" - S10, S11; "Стоп" - S7, S8. При нажатии на кнопку "Стоп" одновременно с отключением электродвигателя шпинделя отключается и электродвигатель подачи.
Быстрый ход стола происходит при нажатии кнопки S12 (S13) "Быстро", включающей контактором К3 электромагнит быстрого хода Y1.
Торможение электродвигателя шпинделя - электродинамическое. При нажатии кнопок S7 или S8 включается контактор К2, который подключает обмотку электродвигателя к источнику постоянного тока, выполненному на выпрямителях Y1. Реле К1 служит для защиты селеновых выпрямителей от пробоя повышенным напряжением в момент отключения электродвигателя.
При работе на одной из подач исключается возможность случайного включения другой подачи: блокировка осуществляется конечными выключателями S15- S19. При автоматическом управлении переключатель S6 должен быть установлен в положение "Автоматический цикл". Кроме того, необходимо произвести механическое переключение валика, расположенного в салазках станка, в положение "Автоматический цикл". При последнем положения валика кулачковая муфта продольного хода заперта в конечный выключатель S20 нажат.
Автоматическое управление осуществляется при помощи кулачков, устанавливаемых на столе. При движения стола кулачки, воздействуя на рукоятку включения продольной подачи в верхнюю звездочку (рис. 3), производят необходимые переключения в электросхеме конечными выключателями S17, S19, S18. Конечный выключатель S20 исключает возможность включения поперечных и вертикальных подач в этом режиме работы.
Описание работы рукояток и звездочек, воздействующих на конечные выключателя, а также настройки кулачков см. в руководстве по эксплуатации, часть I.
Работа электросхемы в автоматическом цикле - быстрый подвод - рабочая подача - быстрый отвод - происходит следующим образом: при отключенной рукоятке продольной подачи шток, воздействующий на конечный выключатель S18, должен находиться в глубокой впадине нижней звездочки. Контакты 41-17 конечного выключателя S18 должны быть замкнуты. С включением рукоятки продольного хода вправо происходит быстрое движение стола вправо. Отключение быстрого хода в нужной точке производится при воздействия кулачка на верхнюю звездочку, при повороте которой оба контакта конечного выключателя S18 размыкаются. Стол продолжает движение на рабочей подаче. При воздействии кулачков на рукоятку в звездочку происходят реверс подачи и включение быстрого хода влево. При переходе рукоятки через нейтральное положение питание контактора К5 осуществляется через контакты 35-43 конечного выключателя S18. Шток, воздействующий на конечный выключатель, в этот момент должен находиться на участке постоянной кривизны нижней звездочки.
Отключение быстрого хода влево в конец цикла осуществляются при переводе рукоятки кулачком в нейтральное положение. Работа станка на других циклах производится путем настройки соответствующих кулачков. Работа электросхемы в этом случае аналогична.
При работе с круглым столом переключатель S6 устанавливается в положение "Круглый стол". При этом включение продольных, поперечных и вертикальных подач исключается. Блокировка осуществляется конечными выключателями S14- S20.
Вращение круглого стола осуществляется от электродвигателя подач, пуск которого производится контактором К6 одновременно с электродвигателем шпинделя.
Быстрый ход круглого стола происходит при нажатии кнопки "Быстро", включающей контактор К3 электромагнита быстрого хода.
Электрооборудование фрезерных станков

Фрезерные станки предназначены для обработки наружных и внутренних плоских и фасонных поверхностей, прорезки канавок, нарезки наружной и внутренней резьбы, зубчатых колес и т.п. Особенностью этих станков является рабочий инструмент — фреза, имеющая множество режущих лезвий. Главное движение — вращение фрезы, а подача — перемещение изделия вместе со столом, на котором оно закреплено. В процессе обработки каждое лезвие фрезы снимает стружку в течение доли оборота фрезы, а сечение стружки изменяется непрерывно от наименьшего до наибольшего. Выделяются две группы фрезерных станков: общего назначения (например, горизонтальные, вертикальные и продольно-фрезерные) и специализированные (например, копировально-фрезерные, зубофрезерные).
В зависимости от числа степеней свободы перемещений стола различают консольно-фрезерные (три движения — продольное, поперечное и вертикальное), бесконсольно-фрезерные (два движения — продольное и поперечное), продольно-фрезерные (одно движение — продольное) и карусельно-фрезерные (одно движение — круговая рабочая подача) станки. Все эти станки имеют одинаковый главный привод, обеспечивающий вращательное движение шпинделя, и различные приводы подачи.
Копировально-фрезерные применяются для обработки пространственно сложных плоскостей методом копирования по шаблонам. В качестве примера можно назвать поверхности штампов, прессовых форм, рабочих колес гидротурбин и др. На универсальных станках обработка таких поверхностей слишком сложна или вообще невозможна. Разновидностью этих наиболее распространенных станков являются электрокопировальные, имеющие электрическое следящее управление.
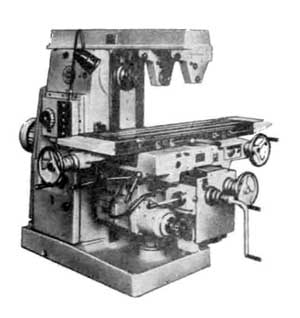
Устройство универсально-фрезерного станка модели 6Н81 показано на рисунке 1. Станок предназначен для фрезерования различных деталей сравнительно небольших размеров.
Рис. 1 Устройство универсально-фрезерного станка модели 6Н81
В корпусе шпиндельной бабки находится двигатель шпинделя, коробка скоростей и шпиндель для фрезы. Шпиндельная бабка перемещается по направляющим траверсы вдоль своей оси, а траверса, в свою очередь, — по неподвижной стойке, имеющей вертикальные направляющие.
Таким образом, станок имеет три взаимно перпендикулярных движения: горизонтальное перемещение стола, вертикальное перемещение шпиндельной бабки вместе с траверсой, поперечное перемещение шпиндельной бабки вдоль своей оси. Объемная обработка производится горизонтальными или вертикальными строчками. Рабочий инструмент: пальцевые цилиндрические и конусные или торцевые фрезы.
В состав электрооборудования фрезерных станков входят привод главного движения, привод подачи, приводы вспомогательных движений, различные электрические аппараты управления, контроля и защиты, системы сигнализации и местное освещение станка.
Электропривод фрезерных станков
Привод главного движения фрезерного станка: асинхронный короткозамкнутый двигатель; асинхронный двигатель с переключением полюсов. Торможение: противовключением с помощью электромагнита. Общий диапазон регулирования (20 - 30) : 1.
Привод подачи: механический от цепи главного движения, асинхронный короткозамкнутый двигатель, двигатель с переключением полюсов (движение стола продольно-фрезерных станков), система Г—Д (движение стола и подача головок продольно-фрезерных станков), система Г—Д с ЭМУ (движение стола продольно-фрезерных станков); тристорный привод, регулируемый гидропривод. Общий диапазон регулирования 1 : (5 - 60).
Вспомогательные приводы используют для: быстрого перемещения фрезерных головок, перемещения поперечины (у продольно-фрезерных станков); зажима поперечин; насоса охлаждения; насоса смазки, насоса гидросистемы.
У горизонтально-фрезерных станков фланцевые электродвигатели обычно устанавливают на задней стенке станины, а у вертикально-фрезерных — чаще всего вертикально на верху станины. Применение отдельного электродвигателя для привода подачи значительно упрощает конструкции фрезерных станков. Это допустимо, когда на станке не производят зуборезных работ. На фрезерных станках распространены цикловые системы программного управления. Их применяют для прямоугольного формообразования. Широко применяют числовые системы программного управления для обработки криволинейных контуров.
У продольно-фрезерных станков для привода каждого из шпинделей обычно применяют отдельные асинхронные короткозамкнутые двигатели и многоступенчатую коробку скоростей. Диапазоны регулирования скорости приводов шпинделей доходят до 20 : 1. Цепи управления двигателями шпинделей, не участвующих в обработке детали, отключают переключателями управления. Останов работающего привода шпинделя производится только после полного прекращения подачи. Для этого в схеме устанавливают реле времени. Пуск двигателя подачи возможен только после включения двигателя шпинделя.
Привод стола тяжелых продольно-фрезерных станков должен обеспечить подачи от 50 до 1000 мм/мин. Кроме того, необходимо быстрое перемещение стола со скоростью 2 - 4 м/мин и медленное перемещение при настройке станка со скоростью 5 - 6 мм/мин. Общий диапазон регулирования скорости привода стола доходит до 1 : 600.
На тяжелых продольно-фрезерных станках распространен электропривод по системе Г—Д с ЭМУ. Электроприводы вертикальных и горизонтальных (боковых) бабок сходны с приводом стола, но имеют значительно меньшую мощность. Если не требуется одновременного перемещения бабок, то применяют общий преобразовательный агрегат для приводов всех бабок. Такое управление является более простым и связано с меньшими затратами средств. Осевое перемещение шпинделей производят тем же приводом подачи. Для этого соответственно переключают кинематическую цепь. У тяжелых продольно-фрезерных станков с подвижным порталом для его перемещения также применяют отдельный электродвигатель.
Для повышения плавности работы некоторых фрезерных станков применяют маховики. Их обычно насаживают на приводной вал фрезы. У зубофрезерных станков необходимое соответствие главного движения и движения подачи обеспечивается путем механической связи цепи подачи с цепью главного движения.
Электрооборудование зуборезных станков. Привод главного движения: асинхронный короткозамкнутый двигатель. Привод подачи: механический от цепи главного движения. Вспомогательные приводы используют для: быстрого перемещения кронштейна и задней стойки, перемещения фрезерной головки, единичного деления, поворота стола, насоса охлаждения, насоса смазки, насоса гидроразгрузки (у тяжелых станков).
Специальные электромеханические устройства и блокировки: устройство для счета числа циклов, автоматические устройства для компенсации размерного износа инструмента.
У ряда зубообрабатывающих станков применяют счетные устройства. Их используют на шевинговальных станках для счета проходов, на станках для предварительной прорезки зубчатых колес, для счета числа делений и для счета числа обработанных деталей.
У зубодолбежных станков главное возвратно-поступательное движение осуществляется посредством кривошипов и эксцентриковых передач. Электрооборудование зубодолбежных станков несложно. Применяют магнитные пускатели с дополнительным управлением «толчками» (для наладки). Торможение привода осуществляют чаще всего электромагнитом.
На рис. 2. показана электрическая принципиальная схема фрезерного станка модели 6Р82Ш
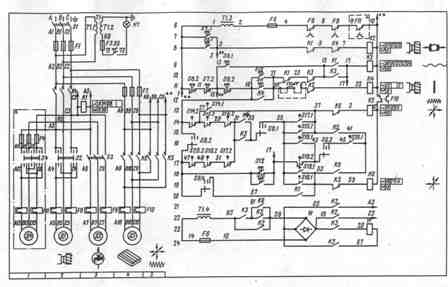
Освещение рабочего места производится светильником местного освещения, смонтированным слева на станине станка. В консоли расположен электромагнит для быстрых перемещений. Кнопки управления смонтированы на пультах на консоли и левой стороне станины. Все аппараты управления размещены на четырех панелях, на лицевую сторону которых выведены рукоятки следующих органов управления: S1 - вводный выключатель; S2 ( S4) - реверсивный переключатель шпинделя; S6 - переключатель режимов; S 3 - выключатель охлаждения. Станки 6Р82Ш и 6Р83Ш в отличие от других станков имеют два электродвигателя для привода горизонтального и поворотного ш пи нде л ей.
Электрическая схема позволяет производить работу на станке в следующих режимах: управление от рукояток и кнопок управления, автоматическое управление продольными перемещениями стола, круглый стол. Выбор режима работы производится переключателем S6. Включение и отключение электродвигателя подачи осуществляется от рукояток, воздействующих на конечные выключатели продольной подачи (S17, S19), вертикальной и поперечной подач (S16, S15).
Включение и отключение шпинделя производится соответственно кнопками "Пуск" и "Стоп". При нажатии на кнопку "Стоп" одновременно с отключением электродвигателя шпинделя отключается и электродвигатель подачи. Быстрый ход стола происходит при нажатии кнопки S12 (S13) "Быстро". Торможение электродвигателя шпинделя - электродинамическое. При нажатии кнопок S7 или S8 включается контактор К2, который подключает обмотку электродвигателя к источнику постоянного тока, выполненному на выпрямителях. Кнопки S7 или S8 должны быть нажаты до полного останова электродвигателя.
Автоматическое управление фрезерным станком осуществляется при помощи кулачков, устанавливаемых на столе. При движении стола кулачки, воздействуя на рукоятку включения продольной подачи и верхнюю звездочку, производят необходимые переключения в электросхеме конечными выключателями. Работа электросхемы в автоматическом цикле - быстрый подвод - рабочая подача - быстрый отвод. Вращение круглого стола осуществляется от электродвигателя подач, пуск которого производится контактором К6 одновременно с электродвигателем шпинделя. Быстрый ход круглого стола происходит при нажатии кнопки "Быстро", включающей контактор К3 электромагнита быстрого хода.
Телеграмм канал для тех, кто каждый день хочет узнавать новое и интересное: Школа для электрика
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Читайте также: