Фрезерный станок с чпу по металлу ссср
Обновлено: 18.05.2024
Станок 6Р81 является универсальным устройством. В отличие от других, его функции и параметры постоянно совершенствуются. Благодаря расширению своей функциональности, 6Р81 может обрабатывать не только чугунные изделия, но и цветную сталь и твердый пластик. Благодаря особым.
Горизонтально-фрезерный станок 6Т82Г
Металлообрабатывающее оборудование имеет точную классификацию по типу, мощности, характеристикам, набору функций. Аббревиатура 6Т82Г означает, что это фрезерный станок с горизонтальным расположением шпинделя консольного вида. Неподвижная рабочая обрабатывающая часть со столом, перемещающимся в трех направлениях. Этот.
Горизонтально-фрезерный станок 6Р82
Горизонтальный консольно-фрезерный станок 6Р82 начал выпускаться Горьковским заводом фрезерных станков с 1970 года. С тех пор, когда начали выпускаться такие станки, прошло больше 40 лет, но горизонтально-фрезерный станок 6Р82 продолжает работать на многих предприятиях. На.
Вертикально-фрезерный станок 6Р13
Оборудование для проведения операций фрезерования применяется для обработки корпусных заготовок, которые могут иметь самую различную форму и размеры. В отличие от станков токарной группы в данном случае заготовка не вращается вокруг своей оси, так как.
Вертикально-фрезерный станок 6Т13
Общие сведения В середине 80-х в Горьком освоили выпуск фрезерных станков новых марок: 6Т12, 6Т13, представляющих развитие поколения Р. Назначение и сфера применения остались прежними: фрезерование всевозможных деталей преимущественно из чёрных металлов и сплавов в.
Станок фрезерный ОФ 55
Развитое промышленное производство требует создание большого станочного парка. Особое внимание оказывается металлообрабатывающим агрегатам, выполняющим высокоточные операции. В СССР такое оборудование в основном закупалось за рубежом. Однако ряд заводов выпускал отечественную продукцию, конкурирующую с зарубежными образцами.
Фрезерный станок 676п
Широкоуниверсальный 676п фрезерный станок некогда был востребован на многих производствах, где выполнялось фрезерование, сверление и выполнение иных операций. Руководство по эксплуатации фрезерный станок 676п предусматривало и возможность проведения обработки под углом. Высокие показатели точности и.
НГФ 110 Ш4 настольный горизонтально-фрезерный станок
Данный станок выпускается, начиная с 1956 года Ростовским заводом малогабаритных станков МАГСО, под предводительством компании КомТех Плюс. Само это предприятие состоит в промышленной группе компаний, которая закрепила свои позиции на рынке, по выпуску малогабаритного станочного.
Вертикально-фрезерный станок 6Р12
Вертикально-фрезерный станок 6Р12 получил широкое распространение в машиностроительной промышленности в бывшем СССР. Данный фрезерный станок применим только в среднесерийном производстве для обработки деталей небольших размеров. Вертикально-фрезерный 6Р12 многие знают, как неприхотливый фрезерный станок, который может.
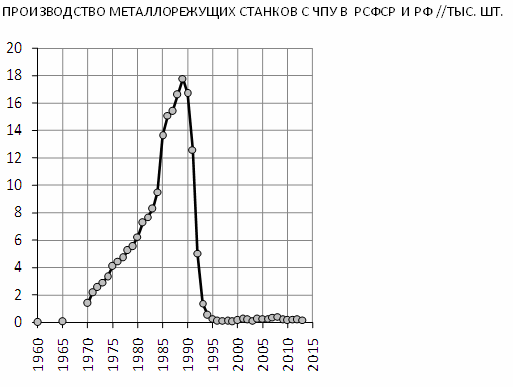
О производстве станков особо высокой точности и станков с ЧПУ в СССР и России.
В 80-е у меня был знакомый который часто ездил в командировку в Италию по наладке станков с ЧПУ, которые выпускали Ленинграде. Станкостроение – одна из самых проблемных отраслей промышленности. К 2014 году доля импортных станков и комплектующих в России выросла почти до 90%.

Одни считают, что советское станкостроение было одним из самых отсталых в мире. Другие, наоборот, уверены, что тогда был создан задел, который позволяет и сегодня ехать на старом советском багаже.
Советское станкостроение никогда не было отсталым. По производству станков и кузнечно-прессовых машин (КПМ) СССР занимал вторые-третьи места в мире, а по потреблению станков и прессов – второе место после США. Мы всегда были в тройке лидеров среди самых высокоразвитых стран – США, Японии, Великобритании, Германии, Франции, Италии.
Доля импорта составляла не более 5–6%. Импортировалось в основном высокоточное оборудование для нужд оборонного машиностроительного комплекса и для станкостроения.
О производстве станков высокой и особо высокой точности, а также станков с числовым программным управлением (ЧПУ).
Это — технологически наиболее передовая область станкостроения. В 1980-е годы она быстро развивалась, так что к концу десятилетия в РСФСР 23% выпускаемых металлорежущих станков были снабжены ЧПУ, а 11% относились к категории станков высокой и особо высокой точности. Это производство понесло самый большой ущерб:
В 90-е произошёл чудовищный развал промышленности. Станкостроения в том числе. Даже в начале нулевых мы ехали на старом советском багаже.
Если в 1990 г. в РСФСР было выпущено 16,7 тыс. станков с ЧПУ, то в 1996–1999 гг. их выпуск составлял по 100 штук в год — в 167 раз меньше.
В 2000 г. производство таких станков выросло в два раза и составило 200 станков. В 2001 г. было выпущено 257 станков с ЧПУ, а потом снова произошел спад, в 2010 г. — 129 токарных станков с ЧПУ и 31 обрабатывающий центр, агрегатный и многопозиционный (многооперационный) станок для обработки металлов, в 2011 г. — 195 и 8, в 2012 г. — 166 и 4. К 2010 году разрушено 50 ведущих станкостроительных заводов. Самые крупные из них: «Красный пролетарий», Московские заводы автоматических линий, координатно-расточных станков, шлифовальных станков…. Это были предприятия мирового уровня.
Освободившиеся площади сдали в аренду под склады, торговые центры, увеселительные заведения.

Сдавать комплекс в аренду проще, чем производить продукцию. Ради сиюминутной выгоды губилось всё! На площади Гагарина в Москве, где был завод имени Серго Орджоникидзе, посмотрите, огромный торговый центр. Чтобы сделать станок, надо потратить от шести месяцев до года. А примитивная спекуляция обогащает за короткий цикл.
Разрушительная идеология шла от Гайдара, Чубайса и иже с ними. Бывший министр станкостроения Паничев встречался с Гайдаром в 1991 году, предлагал программы выхода из кризиса. Гайдар был непреклонен: «Не нужны никому ваши станки! Мы всё купим за границей».
Ни программа государственной защиты станкостроения 1993 года, ни целевая программа реформирования и развития станкостроения 2000–2005 годов не были выполнены.
Сегодня основу отечественного станкостроения составляют те заводы, которые смогли сохранить свой интеллектуальный потенциал и имущественный комплекс, перестроить технологические возможности под запросы времени. В последние пять-семь лет появились новые производства, выпускающие современное оборудование. При участии государства было создано три предприятия – в Липецке, Сасово Рязанской области и Перми. Государство вложило в них от 300 миллионов до одного миллиарда рублей. Это современные станкостроительные заводы.
С участием японско-немецкого концерна DMG MORI, вложившего 90 млн евро, был построен Ульяновский станкостроительный завод. Это предприятие токарно-фрезерной группы по выпуску трёх-пяти осевых станков с ЧПУ и обрабатывающих центров. Производит от 300 до 400 станков в год.
Воссоздан Южный завод тяжёлого станкостроения (бывший завод имени Седина) в Краснодаре.

ООО "Южный завод тяжелого станкостроения" (ЮЗТС). ЮЗТС создан на базе легендарного завода им. Г.М. Седина и собрал в свои ряды специалистов бывшего Завода им. Г.М. Седина (ЗАО "Станкозавод СЕДИН", ООО "СП Седин-Шисс" и других), имеющих колоссальный опыт работы в области станкостроения. Коллектив ООО "ЮЗТС" является преемником сединской инженерной школы.
В настоящее время завод изготавливает тяжелые обрабатывающие центры для обработки сложных габаритных деталей. Эти обрабатывающие центры будут решать сложнейшие технологические задачи для нужд различных предприятий машиностроения.
Сфера деятельности завода — это полный цикл создания станка, от его проектирования до воплощения в металле.

Введён в эксплуатацию третий корпус завода «Станкомашстрой» в Пензе.
Семь лет назад в этом городе вообще не было станкостроения, а теперь Пенза превращается в один из центров российского станкостроения. Реконструируется машиностроительный комплекс в Твери.
Там будет солидная площадка в 20 000 квадратных метров. Уже сегодня тверской «Станкомашкомплекс» выпускает станки с ЧПУ токарно-фрезерной группы. Завод «Дельта-Тест» во Фрязине производит лазерные и электроэрозионные станки с ЧПУ. Здесь принципиально новые технологические подходы.
Есть заводы в Коврове, Барнауле, Челябинске и Коломне.
В 2020 году Россия поставила свою продукцию в 64 страны мира. В том числе в Германию, Италию, Великобританию, США, Японию, Южную Корею.
СТАНКОГОМЕЛЬ

Открытое акционерное общество «СтанкоГомель» (до 2010 года – Гомельский станкостроительный завод им. С.М. Кирова) – одно из старейших и ведущих станкостроительных предприятий бывшего СССР, известное как производитель широкой номенлатуры консольно-фрезерных, долбежных, правильно-отрезных станков и фрезерных обрабатывающих центров с ЧПУ. Десятки тысяч станков, изготовленных на заводе Станкогомель, работают на предприятиях во многих странах мира.
История завода Станкогомель
История ОАО "СтанкоГомель" (РУП "Гомельский станкостроительный завод им. С. М. Кирова") начинается с основания в 1885 г. на окраине Гомеля небольшого чугунолитейного предприятия.
В годы гражданской войны завод изготавливал для фронта боеприпасы, ремонтировал суда Верхне-Днепровской флотилии, выполнял другие ответственные заказы военного времени. В 1925 г. на заводе было организовано арматурное производство, еще через 2 года – котельное. Также начался выпуск различных механизмов для строительных работ (растворомешалок, лебедок, камнедробилок и т.д.).
В 30-х гг. ХХ века завод освоил серийное производство паровых насосов, а чуть позже был переоснащен под производство машиностроительной продукции, превратившись в 1934 г. в станкостроительный завод. Сначала было освоено производство поперечно-строгальных станков 735 и 736, а в 1936 г. началось производство долбежных станков моделей 741, 742 и 743. Параллельно завод выпускал и другие типы станков для автомобильной, подшипниковой, металлургической промышленности.
После восстановления разрушенного во время войны завода были освоены более сложные поперечно-строгальные и долбежные станки с гидравлическим приводом 7А36, 737, 7430, 7450, а также правильно-отрезные автоматы ИО35Е для правки и резки на мерные длины проволоки диаметром до 16 мм. Эти типы станков составляли основу производственной программы завода вплоть до 80-х гг. ХХ века, а созданные на их базе долбежные станки ГД200, ГД320,


выпускаются заводом и в настоящее время.
В 50-80-е гг. ХХ века было освоено около 200 моделей специальных станков для различных отраслей промышленности: фрезерно-отрезных станков, резьбонакатных автоматов, станков для селекторной прокатки и завивки сверл, копировальных станков для обработки турбинных лопаток, машин для сварки трением, станков и линий для оребрения труб алюминиевой лентой, для обработки кромок труб магистральных нефте- и газопроводов перед сваркой в полевых условиях и многих других. В этот период завод являлся головным предприятием СЭВ по выпуску абразивно-отрезных станков: выпускались станки различной степени сложности в от ручных до автоматических в с диаметром абразивного круга от 200 до 1200 мм,
Завод активно экспортировал свою продукцию в 58 стран мира, в том числе в США, Австралию, страны Западной Европы, Азии, Латинской Америки.
В начале 80-х гг. ХХ века годах завод освоил выпуск сверлильно-фрезерно-расточных обрабатывающих центров с ЧПУ: в 1982 г. в вертикального 21104П7Ф4, а в 1983 г. – горизонтального ИР500ПМФ4. С этого времени основной специализацией завода было определено производство вертикальных и горизонтальных обрабатывающих центров с базовыми размерами стола 500 х 500 мм. Производство было оснащено высокоточным оборудованием и контрольно-измерительными приборами, были введены в строй новые производственные площади, сняты с производства устаревшие модели станков. Для обеспечения проектно-конструкторских работ было создано специальное конструкторское бюро обрабатывающих центров, в связи с чем завод был реорганизован в Гомельское станкостроительное производственное объединение им. С. М. Кирова, состоящее из собственно завода и СКБ ОЦ.
К началу 90-х гг. ХХ века завод серийно производил различные модификации горизонтальных и вертикальных обрабатывающих центров, оснащая их по желанию заказчиков системами ЧПУ как отечественного, так и иностранного производства ("Fanuc", "Bosch", "Siemens", "NUM", "Olivetti", "CNC600" и т.д.). Высокий технический уровень производства и продукции, наличие высококвалифицированных инженеров и рабочих позволили ГСПО им. С. М. Кирова наладить кооперационное производство с рядом западных фирм. В частности, в 1989 г. в сотрудничестве с немецкой фирмой "Schiess" на базе вертикального обрабатывающего центра ГДВ500 была создана гамма обрабатывающих центров под общим названием "INTERDRIL VG-100", которые оснащались приводами и ЧПУ "Siemens" и через фирму "Schiess" продавались на западноевропейском рынке (www.stankogomel.by).
В 1993 г. между ГСПО им. С. М. Кирова и немецкой фирмой "HECKERT" было заключено соглашение о кооперации в производстве широкой номенклатуры консольно-фрезерных станков моделей FW, FU, FSS. Вначале сотрудничества изготовленные станки поставлялись для дальнейшей реализации фирме "HECKERT", а с середины 1990-х гг. завод стал осуществлять их продажу на мировом рынке самостоятельно.
Сегодня основную производственную программу завода составляют вертикальные и горизонтальные обрабатывающие центры с ЧПУ ГДВ500 и ИР500; горизонтальные фрезерные станки FU450MR, FU350MR, FW450MR, FW350MR;




долбежные станки ГД500, ГД320 и ГД200. Кроме того, завод выпускает и специальное оборудование.
В настоящее время завод осваивает выпуск новых моделей обрабатывающих центров с ЧПУ – ГДН, ГДФ и др., а также агрегатных станков с ЧПУ типа ГДЛ для обработки деталей крупносерийного и массового производства.
На основании приказа председателя государственного комитета по имуществу Республики Беларусь от 22 октября 2010 года № 359 «О создании Открытого акционерного общества в процессе приватизации Республиканского унитарного предприятия «Гомельский станкостроительный завод им. С. М. Кирова» предприятие было преобразовано в Открытое акционерное общество «СтанкоГомель».
Местонахождение организации: Республика Беларусь, г. Гомель, ул. Интернациональная,10.

Интересное о станках СТАНКОГОМЕЛЬ
С июня 2014 года между ОАО «СтанкоГомель» и тайваньской компанией «Tong-Tai Machine and Tool Co., Ltd.» шла напряженная конкурентная борьба за право поставки горизонтальных обрабатывающих центров на ОАО «БЗТДиА». После многочисленных заседаний технических специалистов было принято решение провести независимые испытания обрабатывающих центров обоих производителей.
17 июня 2015 года на ОАО «БЗТДиА» прошли испытания станка HB800 производства «Tong-Tai Machine and Tool Co., Ltd.». Обработка детали «корпус» была произведена за 2,52-2,56 минуты.
15 июля 2015 года на ОАО «СтанкоГомель» прошли испытания горизонтального обрабатывающего центра BYHOR630-34-43, разработанного и изготовленного на ОАО «СтанкоГомель» по государственной программе «Станки и Инструмент». Обработка той же детали заняла всего 1,47 минуты.
Таким образом, независимые испытания, проведенные в присутствии представителей Министерства промышленности Республики Беларусь, научных специалистов Института «Белоргстанкинпром», показали, что время, затраченное на обработку одной и той же детали белорусским станком, в 1,6 раза меньше времени, затраченного его тайваньским конкурентом. Таким образом, еще раз подтверждено преимущество белорусского оборудования перед аналогами, выпущенными в странах Юго-Восточной Азии.
Компания Станочный Мир предлагает купить станки завода ОАО Станкогомель по доступной цене.
Фрезерные станки по металлу
Процесс обработки металлических заготовок, при котором режущий инструмент выполняет вращательное движение, а заготовка, закрепленная на столе, возвратно-поступательное, получил название фрезерование. Станки, которые могут использоваться с учетом приведенных условий обработки, называют фрезерными. Официально принято считать, что первый фрезерный станок по металлу был изобретен в 1818 году. Эли Уитни первый получил патент на изобретение, которое стало основой для создания целой группы в сфере металлообработки.

Фрезерный станок по металлу
Особенности фрезерной группы станков
Одной из классификаций металлорежущих станков стал вид обработки. Процесс фрезерования существенно отличается от проводимых операций на токарном станке. К особенностям группы относится следующее:
- Основной режущий инструмент – фреза. Она может быть различных видов, что оказывает влияние на возможность фрезерования определенных поверхностей.
- Обработке могут придаваться заготовки, которые имеют плоские и фасонные поверхности или являются телом вращения.
- К основной отличительной черте группы можно отнести то, что заготовка закреплена на столе и выполняет возвратно-поступательное движение, а фреза закреплена в шпинделе и вращается.
Рассматриваемая группа получила большое распространение не только в машиностроении, как токарные, но и в других областях промышленности.
Классификация
Учитывая особенности фрезерования, существует довольно большое количество разновидностей фрезерных станков по металлу. При этом классификация проведена по различным конструкционным особенностям: расположению шпинделя и стола, их особенностям и так далее.

Первый тип – консольно-фрезерные. Представители этой группы отличаются от других наличием консоли, которая является основанием для стола. На консоли крепятся салазки, по которым и движется стол при фрезеровании. К первому типу относятся:
- Горизонтально-фрезерные консольные с неповоротным столом – эта группа была наиболее распространенной на момент существования СССР. К ее особенностям можно отнести простоту конструкции, горизонтальное расположение шпинделя и возможность фрезерования одной поверхности без перестановки заготовки или смены режущего инструмента.
- Горизонтально-фрезерные консольные с поворотным столом или универсальные. Перебазирование заготовки или смена инструмента занимает довольно много времени, также усложняет процесс с технологической точки зрения. Именно поэтому был придуман поворотный стол, который позволяет с одного базирования проводить обработку сразу нескольких поверхностей.
- Вертикально-фрезерные коносльные – также получили большое распространение благодаря простоте конструкции. Они схожи со сверлильными станками и многие представители этой группы могут проводить сверление, растачивание, зенкирование.
- Широкоуниверсальный фрезерный станок. Представители этой группы несколько отличаются от вертикально-фрезерных вариантов исполнения. Главное отличие – наличие еще дополнительной шпиндельной головки, которая расположена на хоботе. Этот выдвижной хобот крепится таким образом, чтобы можно было проводить съем материала под различным углом в двух выбранных плоскостях. При этом возможно использовать два шпинделя одновременно или поочередно. Широкоуниверсальный фрезерный станок может использоваться для фрезерования, сверления, растачивания и зенкирования.
Следующий тип – вертикально-фрезерные с крестовым столом или бесконсольные. Название группы говорит о том, что у станков, входящих в нее, отсутствует консоль. В качестве основания может служить бетонная плита или пол. Особенности конструкции позволяют обрабатывать громоздкие, тяжелые заготовки.
Продольно-фрезерные используются для фрезерования базовых, корпусных заготовок. При использовании определенного режущего инструмента возможно фрезерование вертикальных, горизонтальных или наклонных поверхностей. Продольный тип получил широкое применение в сферах, где фрезерованию подвергаются заготовки большой длины. Это связано с продольно расположенным вытянутым столом. Тип продольно-фрезерных станков делится на следующие классы:
Фрезерные станки непрерывного действия отличаются от остальных тем, что установка и перебазирование детали проводится без остановки станка. Используются при производстве большой партии деталей. Группа подразделяется на следующие классы:
- Карусельно-фрезерные оборудованы столом, который напоминает карусель. Его особенностью можно назвать возможность непрерывной черновой и чистовой обработки.
- Барабанно-фрезерные позволяют обрабатывать деталь с двух сторон черновым и чистовым фрезерованием. Используются в массовом производстве и весь процесс обработки автоматизирован.
Копировально-фрезерные станки используются для образования пазов на деталях. Предназначение – фрезерование профилей или рельефов. Для автоматизации работы используют специальные шаблоны, которые определяют форму поверхности детали после металлообработки.

Шпоночно-фрезерные станки применяются для создания шпоночных канавок на заготовках цилиндрической и другой формы. По принципу работы подразделяются на следующие классы:
- Обработка ведется вертикальным фрезерованием, глубина врезания соответствует нужной глубине канавки с учетом чистовой фрезерования, после врезания происходит продольная подача на длину канавки.
- Использование многократного возвратно-поступательного движения в вертикальном положении с постоянным перемещением фрезы по длине канавки.
- Использование эксцентрично установленной фрезы или использование метода осциллирующего движения режущего инструмента.

Торцефрезерные станки используются для подрезания торцов и их чистовой обработки при условиях крупносерийного производства.

Специализированные фрезерные станки по металлу включают в себя все разновидности металлообрабатывающего оборудования, в котором в качестве режущего инструмента используется фреза. Изготавливаются для создания определенных деталей в крупносерийном производстве. К ним относятся резьбофрезерные, зубо-фрезерные и другие разновидности станков.
Кроме этого, рассматриваемая группа также подразделяется на варианты с Числовым Программным Управлением (ЧПУ) и с механическо-электрическим приводом.
Как определить группу станка и его назначение?
Определить тип фрезерного станка можно обратив внимание на расположение шпинделя, тип стола и принцип его крепления, наличие вспомогательных элементов. Однако в некоторых случаях довольно сложно определить его класс и в этом случае нужно ознакомиться со спецификацией, которую часто наносят в виде таблички на станину. Популярными моделями ранее считались 682, 6Н82, 6М82, 6Р82, 6Т82 и 6Р82Ш.
Расшифровка названия по ЭНИМС проводится следующим образом:
- Первая цифра всегда будет 6, так как она обозначает группу фрезерных станков.
- Вторая обозначает тип. При этом: 1 – консольные вертикально-фрезерные, 2 – непрерывного действия, 3 – продольные с одной стойкой, 4 – копировальные, 5 – вертикальные с крестовым столом, 6 – продольно-фрезерные, 7 – широкоуниверсальные, 8 – горизонтальные с консолью, 9 – все остальные.
- Буква в конце названия обозначает особенности модели, к примеру, 6Р12Б относится к быстроходным станкам. Также они могут обозначать класс точности: С – класс особо точные, А –разновидность особо высокой точности, Н – обычная или нормальная точность, П – повышенной точности, В – класс высокой точности.
- Наличие автоматизированной системы смены инструмента с обоймой барабанного типа приносит в название букву Р, к примеру, 6Р13РФЗ, или инструментального — букву М, к примеру, 6Т13МФ4.
- Наличие Числового Программного Управления указывается буквой Ф, а цифра тип используемой программы.
Ранее в название добавляли также условное обозначение завода изготовителя.
Читайте также: