Фрезеровка для начинающих по металлу
Обновлено: 21.09.2024
Знать все о фрезеровании, о том, что это такое, необходимо тем, кто решает сделать заказ промышленному предприятию или обыкновенной мастерской либо же открыть их с нуля. Внимания заслуживают как фрезерная 3D-обработка деталей, так и другие виды этой распространенной манипуляции. Также стоит разобраться с силой резания, с особенностями цилиндрического, плунжерного и выполняемого на станках с ЧПУ фрезерования.
Что это такое?
Если обратиться к словарному определению фрезерования, то нетрудно заметить, что это подвид механической обработки резанием. Под таким термином в технологии принято понимать не только использование ножей и иных лезвий, но и действие целого ряда других инструментов. Главное движение фрезерного процесса — вращательное — совершает фреза (в честь которой методика работы и была названа). Принято считать, что этот вариант обработки начал применяться в промышленности с 1820-х годов. Стоит отметить в числе особенностей, что фрезеровка может выполняться не только на станках, но и вручную; в этом случае используют отдельные внешние фрезы.
Непосредственно обработка (изменение поверхности за счет воздействия фрезы) происходит благодаря ее оснащению большим числом лезвий. На предприятиях фрезерная обработка проводится столь же часто, как и токарные манипуляции. Ширина отрабатываемой полосы зависит от инструментов и станков. Использование современных систем управления позволяет существенно сократить количество бракованных изделий. Стоит отметить также, что на некоторых станках последнего поколения вместо старой металлической фрезы используется лазер — это позволяет работать быстрее и точнее.
Этапы процесса
Черновое
Такой вариант обработки носит, скорее, предварительный характер. Он не позволяет добиться довольно высокой точности заготовки, но это и не требуется обычно. На первый план выходит подготовка к формированию необходимых структур и плоскостей. Инструмент подают довольно интенсивно.
Обязательно должны быть устранены на этой стадии все дефекты, которые могут оставаться к тому моменту.
Получистовое
Этот подход нужен, чтобы сократить искажения погрешностей геометрических форм. Пользуются им и для борьбы с пространственными отклонениями. Шероховатость поверхности в итоге уменьшается до 2,5 мкм. Отмечается также повышение плоскостности. Отклонения от нее снижаются максимум до 0,2 мм на 1 м протяженности обрабатываемых конструкций.
Чистовое
Речь идет об окончательном этапе технических манипуляций либо о подготовке к решающей отделочной обработке. Как раз на этой стадии определяются финальные размеры и контуры изделий. Что не менее важно, именно она связана с определением оптимальной шероховатости и отклонений.
Для финальной обработки обычно используют торцевые или концевые фрезы. Чаще всего такую работу выполняют на станках с ЧПУ.
Виды фрезерных работ
Зачистка плоскостей
При выполнении этой работы для плоских поверхностей очень важно добиться тех же геометрических параметров, которые закреплены в чертежах и иной технической документации. Отклонения не могут превышать нормативных допусков, предписываемых для конкретного оборудования. В некоторых случаях дополнительная зачистка производится с помощью фрезерных кругов. Без предварительной зачистки совершенно невозможно формировать полости, отверстия и карманы. О более сложных технических манипуляциях тем более речи нет.
Обработка объемных деталей
Сформированные по методике 3D фигуры и композиции сразу привлекают внимание и очаровывают. Это касается в равной степени как деревянных, так и металлических деталей. Но точно так же не вызывает сомнений, что трехмерная фрезеровка отличается повышенной сложностью.
Преимущественно такой метод применяется по дереву, а не по металлу. Фрезы способны выработать какой угодно внешний вид, включая и впадины, и подъемы.
Резка
При выполнении такой работы важную роль играет соотношение мощности и силы резания. Подобный момент актуален в одинаковой степени для обработки древесины, металла и других материалов. На каждый из зубцов фрезы воздействует строго определенное усилие. Зависит оно и от угла по отношению к обрабатываемому изделию, и от некоторых других тонкостей, которые знакомы инженерам. Радиальная сила используется для расчета изгибов оправок.
Конкретный режим резания определяется:
типом инструмента и его рабочей части;
необходимой скоростью выполнения работы.
Модульная отделка
Чтобы выполнить фрезерование зубьев у специального колеса, обычно используют универсальные станки. Сама работа с зубчатыми колесами часто исполняется методом копирования. Подобный подход заставляет мириться с низкой производительностью и ограниченной точностью.
Если это неприемлемо, нужны узкоспециальные станки, которые обеспечивают повышенную точность при работе. Каждому заданному числу зубьев соответствует индивидуально подбираемая модульная фреза.
Трохоидальное фрезерование изначально создавалось для черновых и получистовых обработок. Но оно может применяться и в других случаях, включая обработку в ситуациях, когда на заготовку воздействует дополнительно вибрация. Главная цель трохоидальных манипуляций — подготовка различных пазов. Такой метод давно завоевал признание экспертов за свою высокую эффективность. Важная его особенность — небольшая ширина прореза.
Работа с нержавейкой имеет целый ряд тонкостей и сложностей. Она пропускает мало тепла, то есть, проще говоря, плохо охлаждается. Потому искусственному отводу тепла из рабочей зоны надо уделить побольше внимания. Придется принимать меры, чтобы исключить появление «наростов», «наклепов» и других негативных моментов. Подача на зуб обязательно увеличивается; малое ее значение — источник множества проблем.
Обработка шпоночного паза на валу — тоже отличается специфическими чертами. Сквозной и открытый типы пазов прорабатывают дисковидными фрезами. Необходимо понимать, что это весьма ответственная операция с очень низким коэффициентом допуска. Малейший промах — и дорогостоящее изделие уходит в брак. Во многих случаях подбором фрез дело не ограничивается, и решающий ответ дает только пробный проход.
Довольно часто к фрезерованию прибегают для получения шипового соединения. Подобный метод связки разнородных изделий, предметов и их частей довольно надежен и используется во многих вещах и приспособлениях. Что касается фрезеровки фасонных поверхностей, то это очередное трудоемкое и кропотливое дело, требующее тщательной подготовки. Часто для этой цели используют фасонные фрезы, оказывающиеся очень полезными помощниками в массовом и крупносерийном промышленных производствах.
Важно учесть, что работать по металлу, покрытому коркой, такие фрезы не могут, и перед их использованием обязательно нужны специальная доработка, усовершенствование поверхности.
В некоторых случаях нужны формирование и доработка уступов. Для подобной работы берут дисковые либо концевые фрезы. Конкретный их вид определяется предпочтениями мастеров. Если предстоит работать с левым и правым уступами, используется методика «двух переходов». Особое внимание уделяют точности формируемых конструкций и их частей.
Что касается плунжерной разновидности, то к ней прибегают, когда вибрационное воздействие довольно велико и компенсировать или ослабить его не получается. Использовать подобную методику при более благоприятной ситуации не следует, потому что она подразумевает медленное снятие небольшого количества материала. Необходимую фрезу выбирают прежде всего по диаметру. Простые плоские поверхности обрабатывают преимущественно цилиндрическим способом. Точность чаще всего задается по 8–10 квалитетам.
Куда более любопытно, что фрезеровать приходится не только металл. Все большее значение приобретает такой метод обработки для бетона. Он применяется, конечно, не простым станком, а специализированной машиной. Самые мощные ее экземпляры снимают до 2 см бетонной массы за 1 прогон. В итоге получается ровная и гладкая поверхность требуемой формы.
В некоторых случаях фрезерная обработка касается также:
Методы фрезерования
Встречное
Такая базовая технология имеет еще одно название — работа против подачи. В прошлом именно встречным методом старались обрабатывать металлические заготовки в любом удобном случае. Целесообразно пользоваться им, если припуск отличается неоднородным распространением. Также подобная методика применяется, когда фрезеруют корку отливки либо поковки. Наконец, она нужна при обработке жаропрочных сплавов с использованием пластин из технической керамики.
Попутное
Подобный способ отличается минимальной толщиной стружки в момент входа фрезы в толщу материала. Режущая сила прижимает инструмент к заготовке. Потому удерживать его оказывается гораздо проще и легче. Однако необходим мощный и жесткий станок — слабое оборудование подобный режим попросту не «вытянет». Другие особенности:
понижение трения и температуры в сравнении со встречной методикой;
увеличенная стойкость фрезы к негативным воздействиям;
значительная точность обработки;
скачкообразная нагрузка на рабочий зуб.
Типы фрез
В арсенале практически любого мастера почти обязательно встречаются дисковые модели. Ими обрезают заготовки и прорезают пазы. Такой же инструмент позволяет выбирать металл, снимать фаски и так далее. Габариты фрезы и отдельных зубцов определяет тип обработки. Есть несколько более мелких разновидностей.
Торцевые фрезы призваны обрабатывать плоские и ступенчатые поверхности. Ось кручения располагается под углом 90 градусов к обрабатываемой поверхности. Увеличение числа зубьев практикуется очень часто. Такое решение позволяет ускорить обработку и улучшить ее. Во многих случаях инструмент массивен и позволяет упростить применение сменных пластин.
Что касается цилиндрических фрез, то у них бывают как прямые, так и винтовые зубья. В первом случае подразумевается обработка нешироких плоскостей. Вторые более универсальны. Необходимо учитывать значительный уровень осевых усилий в некоторых режимах. Рашпильный подтип нужен для обработки уступов и прорезки канавок.
Фрезеровка для начинающих по металлу



Фрезерное дело. С.В.Аврутин
Содержание материала
- Фрезерное дело. С.В.Аврутин
- § 1. ПОНЯТИЕ О ПРОЦЕССЕ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
- § 2. ПОНЯТИЕ О ФРЕЗЕРОВАНИИ
- § 3. ТИПЫ ФРЕЗЕРНЫХ СТАНКОВ
- § 4. ОСНОВНЫЕ УЗЛЫ КОНСОЛЬНО-ФРЕЗЕРНЫХ СТАНКОВ
- § 5. УПРАВЛЕНИЕ КОНСОЛЬНО-ФРЕЗЕРНЫМ СТАНКОМ
- § 6. УХОД ЗА СТАНКОМ
- § 7. ЭЛЕМЕНТЫ ФРЕЗЫ
- § 8. ОСНОВНЫЕ СВЕДЕНИЯ ОБ УСТРОЙСТВЕ ФРЕЗ
- § 9. ЗАКРЕПЛЕНИЕ ФРЕЗ НА СТАНКЕ
- § 10. ЭЛЕМЕНТЫ РЕЗАНИЯ ПРИ ФРЕЗЕРОВАНИИ
- § 11. ПРОЦЕСС ОБРАЗОВАНИЯ СТРУЖКИ
- § 12. ЭКСПЛУАТАЦИЯ ФРЕЗ
- § 13. ЗАКРЕПЛЕНИЕ ЗАГОТОВОК НА СТОЛЕ СТАНКА
- § 14. ЗАКРЕПЛЕНИЕ ЗАГОТОВОК В УГЛОВЫХ ПЛИТАХ И ПРИЗМАХ
- § 15. ЗАКРЕПЛЕНИЕ ЗАГОТОВОК В ТИСКАХ
- § 16. ЗАКРЕПЛЕНИЕ ЗАГОТОВОК В СПЕЦИАЛЬНЫХ ЗАЖИМНЫХ ПРИСПОСОБЛЕНИЯХ
- § 21. ФРЕЗА В ПРОЦЕССЕ РЕЗАНИЯ
- § 22. ФРЕЗЕРОВАНИЕ ПЛОСКОСТИ ЦИЛИНДРИЧЕСКОЙ ФРЕЗОЙ
- § 23. ФРЕЗЕРОВАНИЕ ПЛОСКОСТИ ТОРЦОВОЙ ФРЕЗОЙ
- § 24. ФРЕЗЕРОВАНИЕ СОПРЯЖЕННЫХ ПЛОСКОСТЕЙ
- § 25. ФРЕЗЕРОВАНИЕ НАКЛОННЫХ ПЛОСКОСТЕЙ И СКОСОВ
- § 26. ВЫСОКОПРОИЗВОДИТЕЛЬНЫЕ МЕТОДЫ ФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ
- § 27. ПРАВИЛА ФРЕЗЕРОВАНИЯ ЦИЛИНДРИЧЕСКИМИ И ТОРЦОВЫМИ ФРЕЗАМИ
- § 28. ФРЕЗЕРОВАНИЕ УСТУПОВ И ПАЗОВ
- § 29. ФРЕЗЕРОВАНИЕ ШПОНОЧНЫХ КАНАВОК В ВАЛАХ
- § 30. ОТРЕЗНЫЕ РАБОТЫ
- § 31. ФРЕЗЕРОВАНИЕ ФАСОННЫХ КАНАВОК
- § 32. ФРЕЗЕРОВАНИЕ СПЕЦИАЛЬНЫХ ПАЗОВ
- § 33. ФРЕЗЕРОВАНИЕ КРИВОЛИНЕЙНЫХ КОНТУРОВ
- § 34. ФРЕЗЕРОВАНИЕ ФАСОННЫХ ПОВЕРХНОСТЕЙ
- Все страницы
§ 25. ФРЕЗЕРОВАНИЕ НАКЛОННЫХ ПЛОСКОСТЕЙ И СКОСОВ
Плоскую поверхность, расположенную под углом к горизонтали, называют наклонной плоскостью. Короткую наклонную плоскость на детали обычно называют скосом.
Фрезеровании наклонных плоскостей и скосов можно производить:
а) с поворотом заготовки на требуемый угол;
б) с поворотом шпинделя станка на требуемый угол;
в) с применением угловой фрезы.
Рассмотрим отдельно каждый способ фрезерования.
Фрезерование с поворотом заготовки
Установка в универсальных тисках . Для установки детали (рис. 105, а) под углом можно использовать универсальные тиски (см. рис. 68, б). Закрепление детали в универсальных тисках производят, как в обычных машинных тисках. При установке универсальных тисков на нужный угол следует иметь в виду, что подлежащая обработке наклонная плоскость должна быть расположена горизонтально, т. е. параллельно поверхности стола (рис. 105, б).
Установка на универсальной плите . На рис. 106 показана заготовка, установленная на универсальной плите (см. рис. 62, в) для фрезерования наклонной плоскости. Заготовку крепят к столу универсальной плиты прихватами или болтами, как при закреплении на столе фрезерного станка.
Универсальные тиски и универсальные плиты применяют обычно в инструментальных и ремонтно-механических цехах при обработке единичных деталей и в механических цехах при изготовлении небольших партий изделий.
В инструментальных цехах для обработки наклонных поверхностей и скосов в деталях приспособлений и в штампах находят применение широкоуниверсальные фрезерные станки с наклоняемым столом (мод. 675 и 679). Наклон стола станка на требуемый угол обеспечивает надлежащее положение обрабатываемой поверхности, как при обработке в универсальных тисках и на универсальной плите.
Установка в специальных приспособлениях . При обработке наклонных плоскостей в большой партии одинаковых заготовок обычно применяют специальные приспособления.
На рис. 107, а показано приспособление для фрезерования скосов у слесарных молотков. Опорная плоскость приспособления обеспечивает быструю установку заготовки без разметки под нужным углом. На рис. 107, б показано приспособление для фрезерования наклонной плоскости клина. В этом приспособлении имеется два скоса. Две заготовки устанавливают в приспособление с двух сторон и фрезеруют одновременно одной цилиндрической фрезой.
Фрезерование наклонных плоскостей с поворотом заготовок на требуемый угол производят цилиндрическими или торцовыми фрезами аналогично фрезерованию горизонтальных плоскостей.
Фрезерование с поворотом шпинделя станка
Вместо поворота заготовки при фрезеровании наклонных плоскостей и скосов можно использовать поворот шпинделя. Это возможно на вертикально-фрезерных станках, у которых фрезерная бабка со шпинделем поворачивается вокруг горизонтальной оси в вертикальной плоскости (см. рис. 9).
Очень удобны для этой цели широкоуниверсальные фрезерные станки типа 6М82Ш (см. рис. 11), у которых вертикальная головка имеет поворот в вертикальной и горизонтальной плоскостях.
Этим же способом можно фрезеровать наклонные плоскости и на горизонтально-фрезерном станке, если станок имеет накладную вертикальную головку.
Накладная вертикальнаяголовка является специальной принадлежностью горизонтально-фрезерного станка. Наличие накладной вертикальной головки позволяет выполнять на горизонтально-фрезерном станке различные работы, обычно выполняемые на вертикально-фрезерном станке. На рис. 108, а показана одна из конструкций накладной вертикальной головки. Корпус 2 накладной вертикальной головки устанавливается на вертикальных направляющих станины станка и закрепляется болтами 1. Шпиндель 5 вращается в поворотной части 6 головки. Освободив болты, соединяющие поворотную часть 6 головки с ее корпусом, шпиндель можно повернуть в вертикальной плоскости и поставить под любым углом по шкале 4. Кольцо 3 служит для съема головки. Вращение от шпинделя станка к шпинделю головки передается при помощи пары цилиндрических зубчатых колес 7 и 8. Колесо 8 при помощи конуса насаживается на шпиндель горизонтально-фрезерного станка и передает вращение от шпинделя станка колесу 7, а затем через пару конических колес шпинделю 5 накладной вертикальной головки. В гнездо шпинделя 5 устанавливается фреза.
Благодаря наличию пары конических зубчатых колес шпиндель накладной головки можно повернуть вокруг шпинделя фрезерного станка на 360°, т. е. на полный оборот. Такое устройство накладной вертикальной головки позволяет устанавливать фрезу не только вертикально, но и под любым углом (рис. 108, б). Наличие накладной вертикальной головки значительно расширяет возможность применения горизонтально-фрезерных станков.
На рис. 109, а показана концевая фреза, установленная под углом 60° к вертикали для фрезерования скоса. Нужный угол наклона устанавливают поворотом вертикальной головки до совмещения рисок 0 и 60° на шкале. На рис. 109, б показана торцовая фреза, установленная под углом 30° к вертикали для фрезерования скоса, угол устанавливают поворотам вертикальной головки до совмещения рисок О и 30° на шкале.
Фрезерование наклонных плоскостей угловыми фрезами
Небольшие наклонные плоскости и скосы можно фрезеровать угловыми фрезами. В этом случае нет необходимости в повороте детали или шпинделя, угол наклона плоскости фрезеруемой детали обеспечивается формой самой фрезы.
Угловые фрезы . На рис. 110, а показана одноугловая фреза, предназначенная для обработки плоскости, наклонной к оси фрезы под определенным углом. Различают одноугловые фрезы с углом Θ, равным 55, 60, 65, 70, 85 и 90°.
Двухугловой называют фрезу, у которой вторая режущая грань фрезерует также наклонную плоскость. Различают
фрезы Двухугловые симметричные (рис. 110, б) и несимметричные(рис. 110, в). Угол наклона δ второй грани несимметричной двухугловой фрезы обычно равен 15, 20 и 25°. Угловые фрезы изготовляют с остроконечными зубьями.
Фрезерование угловыми фрезами производят на горизонтально-фрезерных станках. Угловые фрезы устанавливают и закрепляют на оправках таким же образом, как цилиндрические.
Режимы резания . При работе угловыми фрезами скорости резания и подачи на зуб назначают меньшими, чем при работе цилиндрическими фрезами, так как условия работы этих фрез значительно труднее.
Пример обработки . Рассмотрим фрезерование двух сопряженных наклонных плоскостей. На рис. 111, а дан чертеж призмы, а на рис. 111, б — эскиз обработки угловой выемки. Для фрезерования необходима двухугловая симметричная фреза с углом наклона граней 45°. Диаметр фрезы примем равным 75 мм. Такая фреза имеет 22 зуба. Режимы резания: глубина фрезерования t=12 мм, подача 0,03 мм/зуб, скорость резания 11,8 м/мин, что соответствует 50 об/мин.
Выбираем имеющееся на станке 6М82Г число оборотов шпинделя, равное 50-об/мин. Минутная подача при этом должна составлять 0,03X22X50 = 33 мм/мин. Выбираем имеющуюся на станке подачу 31,5 мм/мин. Настраиваем станок на выбранные скорость резания и подачу, производим фрезерование подобно фрезерованию горизонтальных плоскостей. Обработанную плоскость проверяют шаблоном.
Возможный брак при фрезеровании наклонных плоскостей и скосов
При фрезеровании наклонных плоюкостей и скосов цилиндрическими, торцовыми и угловыми фрезами, кроме дефектов по чистоте поверхности и брака по размерам, возможен брак вследствие несоблюдения заданного угла наклона обработанной плоскости.
Причинами такого брака могут быть неверная разметка, неверная установка заготовки, плохая очистка стола станка и тисков от стружки, слабое крепление тисков или поворотного стола под углом и биение фрезы.
Что нужно знать начинающему фрезеровщику
В интернете множество различных статей и видеоблогов о талантливых мастерах, которые занимаются изготовлением красивых и интересных изделий в домашних условиях при помощи фрезерных станков. Воодушевившись успехами коллег по увлечению, многие новички активно ищут средства на приобретение «чудо-машины». Однако, не стоит с этим торопиться.
Эта статья будет очень полезна тем, кто раздумывает над покупкой фрезерного станка в свою домашнюю мастерскую и раньше не сталкивался с подобными механизмами. В ней мы осветим вопросы устройства этого агрегата, принципы работы с ним и его технического обслуживания.
Совет 1. Безопасность превыше всего
Профессиональный станочник, работающий на предприятии, всегда следует строгим указания норм охраны труда. Ведется журнал инструктажей по технике безопасности, квалифицированным обслуживающим персоналом проводятся регламентные работы по обслуживанию машины. Иными словами, делается все возможное, чтобы минимизировать число возможных факторов, которые могут привести к травмам. В домашней мастерской все вопросы безопасности ложатся на плечи владельца заветного «фрезера». Поэтому не стоит пренебрегать основными правилами безопасности при работе на станочном оборудовании.
Перед началом работы необходимо ознакомиться с правилами безопасности:
- Обеспечьте чистоту на рабочем месте. Рабочая зона должна находится в чистоте. Не должно быть посторонних предметов, мусора — только заготовка, элементы оснастки и инструмент для работы.
- Проверьте исправность станка. Для этого следует вхолостую запустить станок, плавно увеличивая обороты. Через несколько минут нужно отключить станок и убедиться в исправности тормозных устройств.
- Обеспечьте надежное закрепление оснастки и заготовки. Прихваты заготовки должны располагаться как можно ближе к обрабатываемой поверхности, т.к. в этом месте на деталь действуют максимальные нагрузки. Если этого не сделать, в лучшем случае, заготовка сместится и будет испорчена, в худшем — деталь может выскочить и нанести травму оператору станка.
- Наденьте индивидуальные средства защиты. Обязательны к использованию специальные очки, которые защитят глаза. Также рекомендуется работать в спецодежде, которая защитит от стружки и смазочно-охлаждающих материалов. Обращаем внимание, что манжеты халата или куртки должны плотно прилегать к запястьям, чтобы рукава не цеплялись за станок и, тем более, не соприкасались с вращающимися частями станка.
- Соблюдайте очередность выполняемых работ. Не приступайте к обработке детали, пока фреза не наберет нужное число оборотов. Подводите заготовку к фрезе плавно, не допуская удара. Во время обработки равномерно перемещайте ее, контролируя скорость.
- Отключайте станок в следующих случаях:
- для очистки рабочей зоны от стружки и пыли;
- при проведении замеров детали;
- для замены режущей оснастки;
- при замене обрабатываемой детали;
- во время отдыха;
- при пропадании напряжения в питающей сети.
Совет 2. Изучите устройство станка
После ознакомления с правилами безопасной работы можно приступить к изучению органов управления, принципов действия машины. Принципиальных отличий в конструкциях фрезерных станках немного, поэтому, в качестве примера ознакомимся с устройством станка Jet JMD-X1.
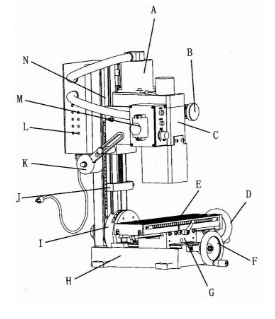
Регулятор скорости вращения, а также кнопки включения и отключения питания располагаются на пульте управления (М). По линейке (N) контролируют положение фрезерной головы (С), справа от которой расположен маховик подачи (B) для перемещения фрезы в вертикальной плоскости. Фрезерную голову можно установить в нужное положение при помощи специального упора (J). Плавное движение обеспечивается разгрузочным механизмом (K). Более тонкую регулировку выполняют с помощью маховика подачи (B). Перемещение рабочего стола (E) обеспечивается двумя маховиками. Продольный (D) перемещает его по крестовому столу (G) влево и вправо. Перемещение рабочего и крестового стола вдоль станины (H) обеспечивается за счет поперечного маховика (F). Для обработки наклонных поверхностей используют наклонные стойки. Станок Jet JMD-X1 оснащен таким устройством, которое позволяет проводить обработку под углом 45 градусов к вертикали. Установить данную стойку под определенным углом можно с помощью откручивающейся контргайки с тыльной стороны станины.
Совет 3. Выберите нужный режим фрезерования
Перед тем как начать обрабатывать заготовку, нужно корректно выставить скорость вращения шпинделя с фрезой и глубину резания. На эти параметры влияют несколько факторов.
Во-первых, вид материала, который будет подвержен обработке. Например, обрабатывать мягкие металлы (алюминий, латунь) можно со скоростью 1500 об/мин, а твердые марки стали — 600 об/мин. Для различных пород дерева эта особенность также справедлива. Твердые породы (дуб, клен, бук, ясень) нужно резать с меньшей скоростью, а мягкие (сосна, ива, липа) лучше обрабатывать на более высоких скоростях.
Во-вторых, тип оснастки, которая будет установлена. Например, чтобы просверлить нержавейку сверлом 10 мм из быстрорежущей стали, необходимо выставить скорость вращения 300 об/мин. Если оснастка выполнена из твердосплавной стали, то следует увеличить число оборотов до 1500. Также нужно знать, что с увеличением диаметра оснастки нужно снижать скорость вращения. Например, сверление отверстия 10 мм в стали марки 15 должно выполняться со скоростью 800 об/мин, а при 20 мм оснастке необходимо снизить число оборотов фрезы до 400 об/мин.
Выбор габаритных размеров режущего инструмента зависит от площади обрабатываемой поверхности. Так, торцевая фреза должна быть больше, чем ширина фрезерования на 10-30 мм.
Точный режим для работы помогут выбрать специализированные справочники, в которых в табличном виде приведены нормы фрезерования различных материалов.
Совет 4. Следите за техническим состоянием станка
Регулярная чистка и смазка рабочего механизма — залог его долговечной работы. После резки и сверления следует обязательно очистить рабочие поверхности от пыли и стружки. Ни в коем случае не стоит сдувать накопившийся мусор. Для этих целей лучше всего подойдут щетки, хлопчатобумажная ткань или ветошь, а для очистки труднодоступных мест — кисточка. Для удаления масляных пятен можно предварительно смочить ткань керосином.
Особое внимание следует уделить очистке направляющих, по которым движется стол с заготовкой. Вращающиеся части направляющих (винты, гайки) необходимо периодически смазывать. Как правило, вместе с вновь приобретенным станком идет подробная инструкция по эксплуатации, которой необходимо следовать в процессе эксплуатации.
Эти простые и дельные советы помогут вам в начале пути по совершенствованию профессиональных навыков фрезеровщика. Усердно трудитесь, читайте специальную литературу и развивайтесь, а успех не заставит себя долго ждать. Удачи!
Фрезерование металла
Многим людям необходимо знать, что это такое — фрезерование металла. Не менее значимый момент — то, как проводится обработка заготовок, каковы ее основы для начинающих. Отдельный момент — общие правила фрезерования на станках с ЧПУ.
Сущность операции фрезерования металла — это обработка заготовок с созданием плоских и фасонных изделий. Для подобной работы применяется фреза. Считается, что эта методика введена в оборот во второй половине XVII столетия в Китае. Разумеется, о механизированных приводах речи не было.
Станину из прочного металла заменяла крепкая каменная плита, а в движение части оборудования приводились мускульной силой мулов.
Более совершенный вариант применялся в промышленности европейских стран уже на рубеже XVIII-XIX столетий. Один из типов подходящего станка был предложен известным изобретателем Эли Уитни. Но ближе всего к современному фрезерному оборудованию оказался аппарат, представленный в США в середине 1830-х годов. Первоначально такие станки применялись в ВПК, и лишь затем ими заинтересовалась мирная промышленность. Еще около 30 лет понадобилось для перехода от деревянных к цельнометаллическим станкам.


Фрезерование делится на целый ряд частных операций:
наладку и настройку;
перемещение по мере надобности.
Однако ручная методика фрезеровки даже у самых опытных мастеров нередко дает сбои. Особенно тяжело проходить без ошибок криволинейные зоны. Их обрабатывают с максимальной тщательностью, и все равно вероятность промаха велика.
Решить проблему помогает использование систем с ЧПУ, нарезающих металл очень точно.
Усовершенствование разработок продолжается, и в ряде случаев целесообразно применение фрезерных станков с лазерной рабочей головкой.



За счет фрезеровки:
пилят детали на различное число частей;
покрывают ее узорами;
сверлят отверстие (с резьбой внутри или снаружи, а также без всякой резьбы).
Фрезеровщики всегда пользуются массой разнородных фрез. Их подбор и установка определяются тем, как должна идти обработка. Большую роль играет и угол резания заготовки. Фрезерование применяют практически в любых отраслях промышленности. Наиболее велико его значение в:
производстве автомобилей и самолетов;
черновой подготовке металлических деталей;


Не стоит думать, что ручное фрезерование и работа на станках с ЧПУ исчерпывают все разнообразие манипуляций. К их числу также относится попутная и встречная фрезерная обработка.
Движение «по пути» подразумевает перемещение фрезы и заготовки по одной траектории. Обрабатываемое изделие присоединяется к станине естественным образом.
Потому потребность в усиленной фиксации ее отпадает.
Зубья на режущей кромке будут изнашиваться меньше. Удается снимать припуск плавно. Стружки почти не препятствуют движению ножа. Однако подобный метод плохо проявляет себя в работе с грубыми поверхностями. Также минусом будет повреждение лезвия от контакта с твердыми включениями и потребность применять только жесткие станки.


Свойства встречной фрезеровки:
мягкость и ограничение нагрузки на механизм;
ограниченная деформация обрабатываемого сырья;
потребность в очень надежной фиксации заготовки;
чрезмерный износ инструмента на повышенных скоростях;
высокая вероятность засорения зоны резки образующейся стружкой.
Также стоит упомянуть фрезеровку:
цилиндровой и торцевой оснасткой;
уступов при помощи дискового трехстороннего инструмента;
шлицевых канавок на валах;



Особняком стоит химическое фрезерование. Для снятия поверхностного слоя применяются специальные реактивы. Процесс проходит сравнительно быстро. Тепловые и механические воздействия на заготовку окажутся очень малы. Что немаловажно, методика пригодна для очень твердых и особо мягких металлов, которые механически обработать нельзя или крайне трудно.
Этапы технологического процесса
Но все равно в большинстве случаев фрезерная обработка подразумевает использование механических приспособлений. Раньше всего заготовки аккуратно подводят к рабочей зоне. Фреза в этот момент уже должна вращаться. После отведения стола отключают шпиндель и вновь включают его лишь после задания нужной глубины прореза. Следующий шаг — подводка стола с закрепленным на нем изделием к стыковке с фрезой.
Полезные рекомендации
Охарактеризовать даже основы для начинающих в полном объеме можно было бы разве только в целом учебнике. Однако некоторые советы могут быть даны уже тут. Цилиндрические фрезы подходят только такие, которые на 10-15 мм длиннее обрабатываемого изделия. Сечение инструмента подбирают сообразно толщине и ширине прореза.
Торцевые фрезы стоит использовать в тех случаях, когда требуется сократить уровень шума.
Станочники, в том числе и фрезеровщики, обязательно должны соблюдать требования техники безопасности. Да, в домашних условиях можно не вести журналы, но тем важнее самодисциплина. На рабочем месте обязательно должно быть чисто.


В идеале там присутствуют лишь:
Перед началом работы следует проверять, исправен ли станок. Его запускают в холостом режиме, постепенно поднимая обороты. 2-3 минуты прогона хватает для проверки, а при остановке смотрят, насколько надежны тормоза.
Заготовка и оснастка должны крепиться очень стабильно. Прихваты заготовки должны быть максимально близко к обрабатываемой поверхности, поскольку там нагрузка наиболее велика. Нарушение этого правила грозит либо сдвигом и порчей заготовки, либо даже травмированием самих операторов.


Следует непременно использовать индивидуальные защитные средства. Речь прежде всего идет о защитных очках, но спецодежда также совершенно необходима. Надо всегда следить за плотностью прилегания манжетов к запястьям. Последовательность исполняемых работ по технологии должна соблюдаться строго. Менять режущую оснастку и обрабатываемую деталь можно только при отключении станка.
Подводка заготовки к фрезе должна быть плавной (во избежание удара). Режим фрезеровки должен подбираться с учетом необходимого темпа вращения шпинделя и глубины прореза. Мягкий алюминий обрабатывают обычно на скорости 1500 витков за минуту. При манипуляциях с твердой инструментальной сталью темп понижают до 600 оборотов.
Габариты режущей части подбирают сообразно обрабатываемой площади. Максимально эффективную помощь тут окажет специальная литература.
Техническое состояние станка надо контролировать постоянно. Когда работа окончена, все основные части следует очищать. Сдувание мусора и отходов недопустимо — его обязательно сметают щетками и кисточками. Пятна масла убирают тканью, пропитанной керосином. Работать с фрезами диаметром свыше 10 мм удобнее всего с помощью револьверного упора. При работе, особенно с параллельным упором, фрезер неизбежно тянет в сторону, и придется просто учитывать это обстоятельство.

Фрезерование металла – один из наиболее распространенных способов обработки металлических изделий. Позволяет изготавливать детали высокой точности из тонколистового металла, из объемных заготовок. При этом используются как ручные способы, так и механизированные с разной степенью автоматизации.
Фрезерование классифицируется по типу применяемых фрез, направлению работы резца, виду станков и т. д. Наиболее современными методами считается фрезерование на станках с ЧПУ и обработка металла с помощью лазера. Подробнее о разных видах фрезерования металла вы узнаете из нашего материала.
История обработки металла фрезерованием
Под фрезерованием металла понимается обработка материала с помощью фрезы с целью создания фасонных и плоских изделий. Впервые данная методика появилась в Китае во второй половине XVII века. Конечно же, в то время еще не было никаких механизированных приводов.
Вместо металлической станины использовалась плита из камня, а оборудование приводилось в движение при помощи мулов, точнее, их мускульной силы.

На рубеже XVIII-XIX веков в промышленности стран Европы появился более совершенный вариант. Известный изобретатель Эли Уитни предложил проект подходящего фрезерного станка. Однако аппарат, приближенный к современному станку, был представлен только в середине 1830-х годов в США.
Тогда для передачи основного вращательного движения использовали плоский ремень. Зубчатое колесо, расположенное около шкива, было посажено на оправку, на которой крепился резец. Данный аппарат позволял обрабатывать только плоские детали, фреза в нем двигалась по вертикали.
После того как обработка металлов фрезерованием показала свою эффективность во время изготовления оружия, ее начали использовать и в гражданской промышленности. Первое, что стали производить – это гайки. С помощью станка, который был создан в Америке, делались внутренние отверстия и грани.
Через 20 лет на смену деревянному агрегату пришел стальной, созданный компанией Линкольн. Мало того, что некоторые запчасти удалось сделать более миниатюрными, так еще и долговечность механизма увеличилась. Кроме того, появилась возможность обрабатывать более массивные изделия и прочные сплавы, а в конструкцию встроили ходовой винт с маховиком.
Именно с тех пор и используется ручное фрезерование металла, когда механик вручную осуществляет крепление, выбор сверла, наладку, перемещение и т. д. Однако человеческий фактор никто не отменял, поэтому возможны частые ошибки, сбои, простои, поломки, дефекты и брак. Сложнее всего было обрабатывать криволинейные поверхности, поскольку они требовали особенно тщательного вытачивания.
С автоматизацией процесса начали появляться пульты цифрового и числового управления, что является уже более совершенным. Фрезерование металла с ЧПУ позволяет осуществлять резку с очень высокой точностью, поскольку все параметры, включая скорость, режим, перемещение фрезы во всех возможных плоскостях задаются самим программным обеспечением.
Сферы применения технологии фрезерования
Для того чтобы фрезеровка деталей была выполнена более точно, в каждом случае используются различные виды фрез. Несмотря на то, что обрабатываться могут практически любые материалы, чаще всего это все же металл.
Благодаря современным станкам, которые оснащены системами с ЧПУ, количество брака значительно сокращается. А числовые программы позволяют значительно упростить управление. Сегодня заготовки делаются с максимальной точностью и минимальным количеством брака, а все потому, что фреза заменена на лезвие.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
С помощью фрезерования металла на станках с ЧПУ можно делать следующее: отрезку, шлифование, гравировку, наносить специальные узоры, осуществлять токарные и другие работы, относящиеся к различным видам деятельности. В процессе используется несколько режущих многозубчатых фрез, причем в зависимости от их крепления в станке определяется тип работы (горизонтальный, вертикальный).
Нужно сказать, что фрезерование может производиться и под определенным углом, для чего нож устанавливается в соответствующем направлении.
Способов обработки существует несколько, выбор зависит от вида продукции, которая ей подвергается. В работе используются различные фрезы, например, торцевые, цилиндрические, зубчатые, концевые, фасонные и более сложные.
Фрезерование может быть применено в различных сферах: в машиностроении, металлообработке, деревообработке, ювелирном производстве, а также архитектуре и дизайне.
Данный вид обработки используется в отношении металлов различной плотности. В каждом отдельном случае выбирается своя фреза. Так, для фрезерования листового металла используются цилиндрические типы, а торцевые – для несимметричных схем резания.
То есть если необходимо обработать детали, имеющие правильную форму, то есть прямоугольную, квадратную и т. д., применяются два вышеуказанных способа. Одинаковое профильное изделие может быть сделано цилиндрической фрезой и с торца.
Наиболее популярным сегодня является фрезерование алюминия, а все потому, что данный металл используется во многих областях, например, в интерьере, эксклюзивном дизайне, изготовлении рекламных элементов, операторской техники и т. д.
Его широкое использование обусловлено тем, что он обладает легкостью, прочностью, а также низкой температурой плавления. Кроме того, из него легко можно вырезать любую деталь.
С помощью данного вида фрезерования, которое осуществляется на современных высокотехнологических станках, можно наносить надписи, узоры, рельефность и т. д. на сувенирные изделия, кухонную и маркетинговую продукцию. При этом они отличаются правильной формой, габаритами, идеальными краями и отсутствием заусенцев.
2 вида фрезерования металла
Методы фрезерования металла отличаются направлением подачи материала во время обработки. К примеру, при первичной обдирочной отделке металла либо заготовок, изготовленных из твердых сплавов, используется, как правило, встречная фрезеровка.

Что касается попутной методики, то она применяется в отношении мягких металлов или для чистовой, получистовой обработки. Нужно сказать, что эти способы имеют свои плюсы и минусы, которые и определяют их популярность.
Попутное фрезерование
Данная технология предполагает вращение режущей оснастки в том же направлении, в котором поступает заготовка. Именно поэтому данный способ обладает следующими плюсами:
- деформация детали практически исключается, а все потому, что нет необходимости в ее сильной фиксации к столу, поскольку заготовка прочно удерживается на станине под действием инерционных сил;
- шероховатость на поверхности после обработки минимальная, поскольку снятие припуска происходит очень плавно;
- режущая кромка фрезы затупляется медленнее, а значит, и износ ее незначительный;
- отведение стружки происходит быстрее и не требует использования дополнительных приспособлений и инструментов.
Помимо довольно большого количества преимуществ, данная технология имеет и недостатки. Например, ее нельзя использовать в отношении металлов, которые содержат большое количество твердых включений. Грубую поверхность перед обработкой необходимо подготовить.
Кроме того, во время попутной фрезеровки присутствует довольно сильная вибрация, избавиться от которой можно только путем использования станка с высокой жесткостью.
Встречная технология
Данный тип фрезерования отличается от предыдущего тем, что здесь режущий инструмент движется навстречу заготовке. Это позволяет не только повысить производительность, но обеспечить:
- минимальную нагрузку на механизм, благодаря чему рабочий ресурс значительно увеличивается;
- равномерное и мягкое воздействие на металл во время обработки, что позволяет увеличивать глубину реза постепенно, не отклоняясь от допустимых параметров;
- обработку без вибраций, причем даже металла, обладающего грубой шероховатой поверхностью.
Что касается недостатков, то к ним можно отнести необходимость надежной фиксации заготовки, поскольку сила резки частично направлена на отрыв от станины шаблона. Еще к минусам относится плохое отхождение стружки, в результате чего она может попадать в зону резки, а также быстрый износ фрезы.
Основные типы фрез
По типу режущей оснастки, используемой во время обработки, способы и виды фрезерования классифицируются следующим образом:
- Торцевое – обработка, которая осуществляется с помощью соответствующей фрезы (торцевой), схожей со сверлом небольшой длины и увеличенного диаметра, с расположенными по торцевой окружности резцами (5 и более), закрепленными с разным шагом и одинаковой глубиной посадки.
С помощью данной оснастки производится формирование подсечек, канавок, колодцев, окошек, более точных габаритов заготовки, а также обратная фрезеровка и срезание торцов.
Что касается оснастки, то она либо полностью сделана из быстрорежущей стали, либо дополняется вставными резцами, изготовленными из победитового сплава (применяется для резки очень прочных металлов).

Нужно сказать, что это далеко не все типы фрез, которые используются во время обработки металла. Есть также и корончатые, которые применяются для того, чтобы получать крупные отверстия, червячные – для обработки материала несколькими режущими кромками одновременно и т. д.
Кроме того, на оборудовании, оснащенном ЧПУ, есть возможность осуществлять и лазерное фрезерование металла, где вместо режущего инструмента используется лазер.
Этапы фрезерования металла
Для того чтобы получить качественное изделие после фрезерования, независимо от того, из какого материала оно изготавливается, нужно обратить внимание не только на заготовку, но и на соблюдение технологии обработки, которая состоит из определенных этапов:
- Подготовительная стадия, когда происходит установка режущего инструмента на шпинделе и фиксация заготовки на столе станка.
- Следующим шагом является настройка параметров, которая включает установку скорости вращения режущей оснастки, глубину срезания металла за один проход, плавность подачи заготовки и направления ее движения.
- Далее происходит запуск вращения режущей части на небольшой скорости, чтобы соприкосновение фрезы с обрабатываемым материалом было незначительным. Благодаря этому обеспечивается безопасность процесса, а также проверка необходимой глубины реза. После этого шпиндель возвращается в исходное положение и при необходимости производится корректировка параметров.
- Электродвигатель включается второй раз, и в это время происходит подача заготовки и фрезерование, во время которого осуществляется контроль над соблюдением критериев формируемого изделия.
Возможные проблемы при фрезеровании металла и пути их решения
Несмотря на то, что для фрезерования металла используется современное оборудование, во время обработки возникают разного рода проблемы, причины которых и методы решения могут быть различными. Одним из примеров является травмирование оператора станка металлической стружкой, которая отлетает во время обработки материала.

Для того чтобы решить этот вопрос, достаточно правильно организовать систему отвода. Однако в процессе фрезерования металла есть и более существенные сложности, например, повреждение поверхности заготовки во время обработки и сокращение рабочего ресурса оснастки.
Снижение срока эксплуатации инструмента
К данным технологическим и техническим проблемам, связанным с фрезерованием металла, относится следующее:
- Быстрый износ кромки режущей оснастки. Причины этого могут заключаться в следующем: использование неподходящей оснастки, несоответствие скорости ее вращения либо неправильная подача материала во время обработки.
- Сильное выкрашивание кромки фрезы. Такое может произойти, если неправильно подобрать оснастку, скорость вращения (она слишком высокая), а также неподходящий угол, под которым установлен шпиндель. Кроме того, сюда же стоит отнести неподготовленную поверхность обрабатываемой детали, то есть не была произведена необходимая подготовка, а также слишком сильное давление фрезы.
- Поломка инструмента полная. Причины: недостаточная прочность станка, термический удар. Для того чтобы избежать подобной проблемы, необходимо правильно подбирать оснастку, смазывать рабочую зону и использовать жидкостное или воздушное охлаждение, чтобы можно было регулировать температуру.
- Появление наклепа. Происходит подобное из-за повышения температуры в области резания, в результате чего пластичность материала уменьшается, а прочность увеличивается. Для того чтобы этого не допустить, необходимо использовать современные способы охлаждения детали.
- Отклонение от вертикали. Чаще всего причиной этого становится сильный износ кромки режущей оснастки либо неправильно выбран режим резки.
- Несоблюдение размеров. Возникает, как правило, при плохой фиксации детали, использовании инструмента недостаточной жесткости, слишком большой вибрации либо увеличении интервала замены. Для решения данной проблемы следует заменить фрезу, более жестко закрепить заготовку и воспользоваться виброгасителем.
- Неровности и выкрашивание. Чаще всего подобное происходит из-за неравномерной подачи заготовки, а также неправильной установки глубины реза и скорости съема металла при фрезеровании.
- цветные металлы;
- чугун;
- нержавеющую сталь.
Рекомендуем статьи
Реже поломка фрезы возникает из-за плохого отвода стружки или его полного отсутствия, в результате чего из-за необходимости в повторном срезании нагрузка на инструмент значительно возрастает.
Повреждение поверхности обрабатываемого изделия
К самым распространенным повреждениям обрабатываемого материала относятся следующие:

Зная, какие проблемы могут сопровождать процесс фрезерования металла, а также причины, по которым они возникают, и способы их решения, вы сможете правильно подобрать режим работы станка и оснастку, улучшив тем самым производительность процесса и качество готового изделия.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: