Фрезеровка квадратных отверстий в металле
Обновлено: 07.07.2024
К сожалению, мы не можем предложить Вам “Сверло для квадратных отверстий (Уаттса/Рело)”, но вы можете выбрать другой инструмент в нашем каталоге.
Содержание
Сверление квадратных отверстий в металле
- Инструмент для сверления квадратных отверстий
- Особенности применения сверл для квадратных отверстий
- Что используют на производстве
- Что используют в быту
Тема этой статьи — сверление квадратных отверстий в металле. Для этого есть различные способы. О том, как сделать квадратное отверстие в металле, мы расскажем ниже.
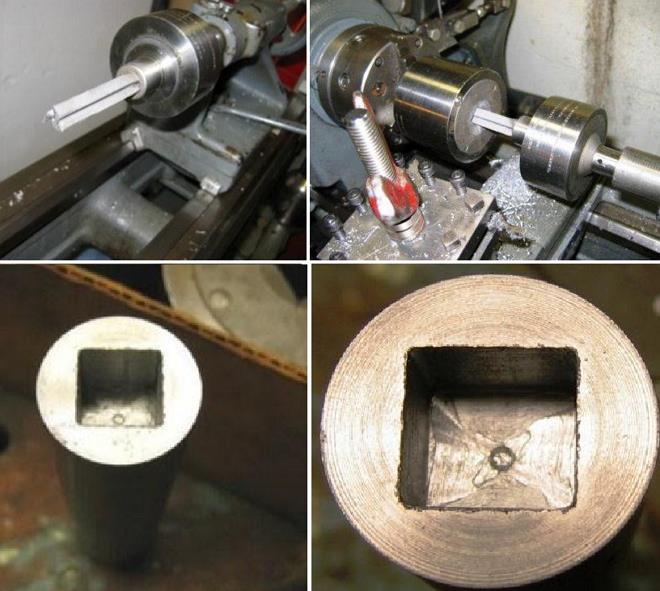
![01_Квадратное отверстие в металлической заготовке.jpg]()
Фотография №1: квадратное отверстие в металлической заготовке
Инструмент для сверления квадратных отверстий
Для сверления квадратных отверстий применяют специальные сверла Уаттса. Они отличаются от обычных инструментов рабочими частями, имеющими особую конструкцию. В ее основе – треугольник Рело.
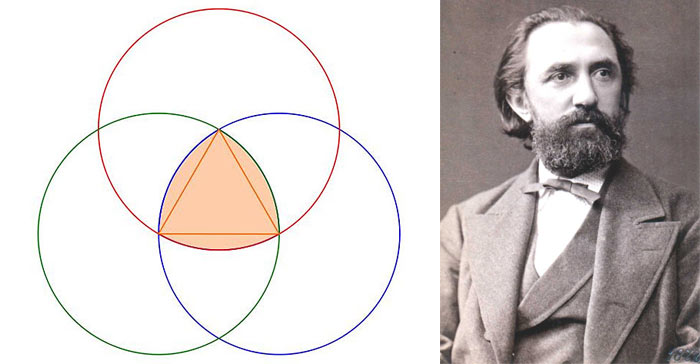
![02_Трегуольник Рело и его свойства.jpg]()
Изображение №1: треугольник Рело и его свойства
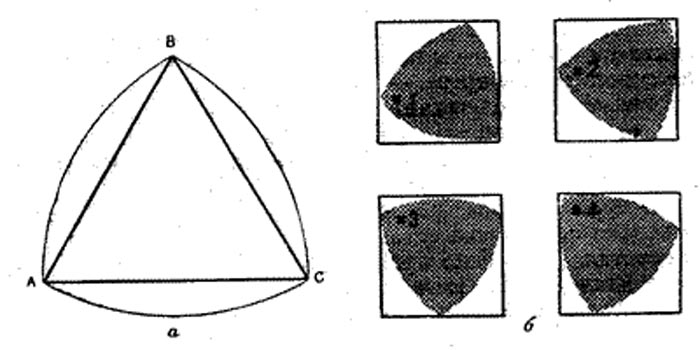
Эта фигура представляет собой пересечение трех равных кругов. Самое важное свойство треугольника Рело заключается в том, что если провести к такому треугольнику пару параллельных опорных прямых, то расстояние между ними будет всегда постоянным. Как видно на рисунке выше, если вращать треугольник Рело по траектории, описываемой 4-мя эллипсоидными дугами, получается квадрат с незначительными скруглениями в углах.
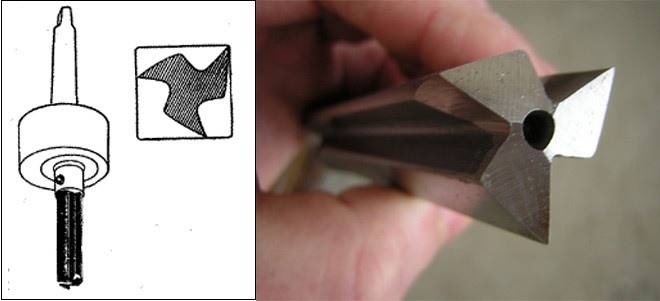
Наработки Рело использовал английский инженер Г. Уаттс. Именно он создал сверло для квадратных отверстий, названное в его честь — сверло Уаттса. Рабочая часть имеет вот такой профиль.
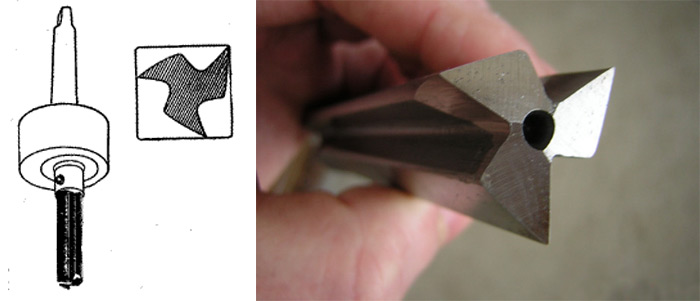
![03_Сверло Уаттса и профиль его рабочей части.jpg]()
Изображение №2: сверло Уаттса и профиль его рабочей части
Особенности применения сверл для квадратных отверстий
Стандартные сверла Уаттса, предназначенные для сверления квадратных отверстий в металле, изготавливают из стали У8. Закалка производится до получения твердости инструментов в пределах от HRC 52 до HRC 56. В тяжелых условиях эксплуатации используют инструменты из легированной стали Х12. Твердость материала варьируется в пределах от HRC 56 до HRC 60.
Самая важная особенность применения этих сверл для квадратных отверстий на производстве и в быту заключается в необходимости использования дополнительных приспособлений для фиксации инструментов и перемещения рабочих частей по вышеописанной траектории.
Что используют на производстве
Для фиксации сверл для квадратных отверстий в металле на станках используют специальные шпиндели-переходники. Они состоят из:
- корпусов;
- зубчатых венцов;
- переходников под основные шпиндели;
- приводных шестерней;
- шестерней зацепления;
- качающихся втулок.
![04_Сверление квадратного отверстия в металле на станке.jpg]()
Изображение №3: сверление квадратного отверстия в металле на станке
Что используют в быту
При использовании дрелей сверла для квадратных отверстий закрепляют при помощи специальных рамок. Их соединяют с патронами карданными передачами. Для этого используют особые переходники, состоящие из:
- корпусов;
- плавающих хвостовиков;
- качающихся колец;
- сменных втулок;
- опорных шариков;
- крепежных винтов.
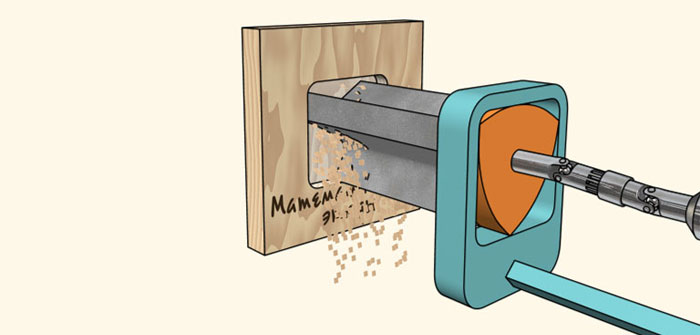
![05_Принцип получения квадратных отверстий сверлами Уаттса в домашних условиях с применением обычных дрелей.jpg]()
Изображение №4: принцип получения квадратных отверстий сверлами Уаттса в домашних условиях с применением обычных дрелей
Иные способы получения квадратных отверстий в металле
Кроме обработки заготовок сверлами Уаттса для получения квадратных отверстий в металле используют следующие методы и технологии.
- Лазерная резка. Это наиболее эффективный способ получения квадратных отверстий в металле с заданными параметрами. Точность находится на максимальном уровне. Лазерная резка квадратных отверстий производится на сложных и дорогостоящих станках с ЧПУ.
Применение обычных сверл и напильников. Метод выглядит так.
- На поверхность заготовки наносят разметку (вычерчивается квадрат).
- В углах квадрата при помощи керна намечают центры вспомогательных отверстий.
- Их высверливают сверлом малого диаметра.
- При помощи крупного сверла удаляют большую часть материала внутри отверстия.
- Углы и поверхности будущего квадратного отверстия выравнивают напильником.
![06_Лазерная резка - наиболее эффективная технология!.jpg]()
Фотография №2: лазерная резка — самая эффективная технология!
Где купить приспособления для сверления квадратных отверстий в металле
К сожалению, мы не можем предложить Вам “Сверло для квадратных отверстий (Уаттса/Рело)”, но вы можете подобрать и купить другие сверла по металлу или подобрать другой инструмент из нашего каталога.
Сверление квадратных отверстий — сверло Уаттса и принцип треугольника Рёло
О том, как просверлить отверстие круглой формы, знает практически каждый, а про сверло для квадратных отверстий известно далеко не всем. Между тем просверлить отверстие квадратной формы можно как в изделиях из мягкой древесины, так и в более твердых металлических деталях. Для решения такой задачи используются специальные инструменты и приспособления, принцип действия которых основан на свойствах простейших геометрических фигур.
![Сверло Уаттса]()
Принципы действия и конструкция
Для того чтобы просверлить квадратное отверстие, обычно используют сверло Уаттса, в основу конструкции которого положена такая геометрическая фигура, как треугольник Рёло. Одна из важнейших особенностей такой фигуры, представляющей собой область пересечения трех равных кругов, состоит в следующем: если к такому треугольнику провести пару параллельных опорных прямых, то расстояние между ними будет всегда постоянным. Таким образом, если двигать центр треугольника Рёло по траектории, описываемой четырьмя эллипсоидными дугами, его вершины будут вычерчивать практически идеальный квадрат, у которого будут лишь несколько скруглены вершины.
![Свойство треугольника Рёло]()
Свойство треугольника Рёло
Уникальные свойства треугольника Рёло позволили создать сверла для квадратных отверстий. Особенностью использования такого инструмента является то, что ось его вращения должна не оставаться на месте, а перемещаться по вышеописанной траектории. Естественно, этому перемещению не должен препятствовать патрон оборудования. При использовании такого сверла и соответствующей оснастки квадратное отверстие получается с идеально ровными и параллельными сторонами, но с немного скругленными углами. Площадь таких необработанных инструментом уголков составляет лишь 2% от площади всего квадрата.
Изготовление устройства для сверления квадратных отверстий
Используя сверла Уаттса, работающие по принципу треугольника Рёло, можно выполнять сверление квадратных отверстий в металлических заготовках даже на обычном станке, не оснащенном специальными насадками. Для того же, чтобы создать квадратное отверстие в деревянной детали, можно использовать и обычную дрель, но для этого ее необходимо оснастить дополнительными приспособлениями.
Изготовить несложное устройство, позволяющее просверлить квадратные отверстия в деревянных заготовках, можно по следующим рекомендациям.
- Для начала, используя лист фанеры или деревянную доску небольшой толщины, необходимо сделать сам треугольник Рёло, геометрические параметры которого должны соответствовать диаметру применяемого сверла Уаттса.
- Сверло надо жестко зафиксировать на поверхности изготовленного треугольника.
- Чтобы треугольник Рёло и закрепленное на нем сверло перемещались по требуемой траектории, необходимо изготовить деревянную направляющую рамку. Во внутренней части рамки следует вырезать квадрат с геометрическими параметрами, полностью соответствующими размерам отверстия, которое вы собираетесь просверлить.
- Рамка при помощи специальной планки фиксируется на дрели, при этом центр треугольника Рёло, помещаемого в направляющую рамку, должен совпадать с осью вращения патрона электроинструмента.
- Для того чтобы сообщить сверлу для выполнения квадратного отверстия крутящий момент, но при этом не создать ограничений для перемещения инструмента в поперечном направлении, хвостовик соединяют с патроном дрели посредством передаточного механизма, работающего по принципу карданного вала грузового автомобиля.
- Деревянную заготовку, в которой необходимо просверлить квадратное отверстие, следует надежно зафиксировать, при этом расположить ее так, чтобы центр будущего отверстия строго совпадал с осью вращения используемого для обработки сверла.
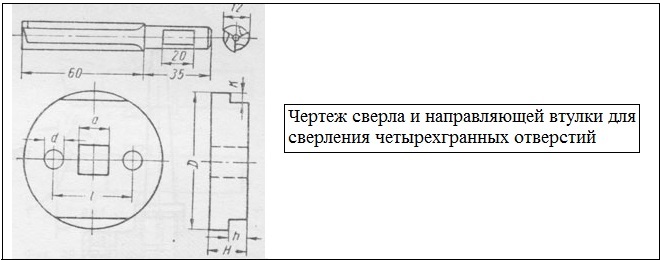
![Чертеж деталей приспособления для сверления квадратного отверстия]()
Чертеж деталей приспособления для сверления квадратного отверстия
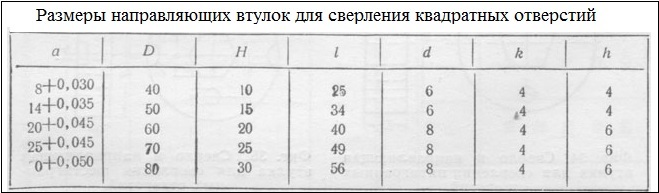
![Таблица 1. Размеры направляющих втулок]()
Таблица 1. Размеры направляющих втулок
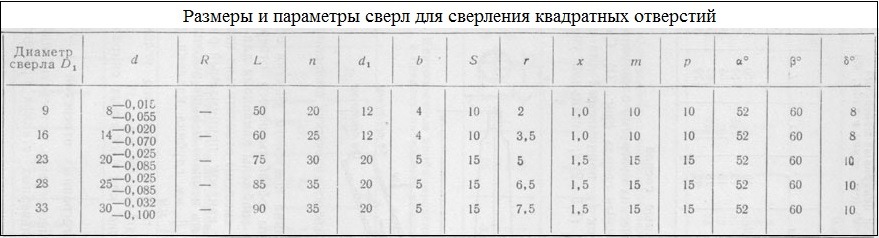
![Таблица 2. Размеры сверл (нажмите для увеличения)]()
Таблица 2. Размеры сверл (нажмите для увеличения)
Собрав такое несложное устройство, надежно зафиксировав все элементы его конструкции и обрабатываемую заготовку, можно включать электрическую дрель и начинать процесс сверления.
Как уже говорилось выше, просверленное при помощи такого устройства квадратное отверстие будет иметь абсолютно ровные и параллельно расположенные стороны, но его угловые участки будут слегка закруглены. Решить проблему с закругленными углами несложно: можно доработать их при помощи обычного надфиля.
Следует иметь в виду, что используют вышеописанное приспособление, не отличающееся высокой жесткостью, для сверления отверстий квадратной формы в деревянных заготовках небольшой толщины.
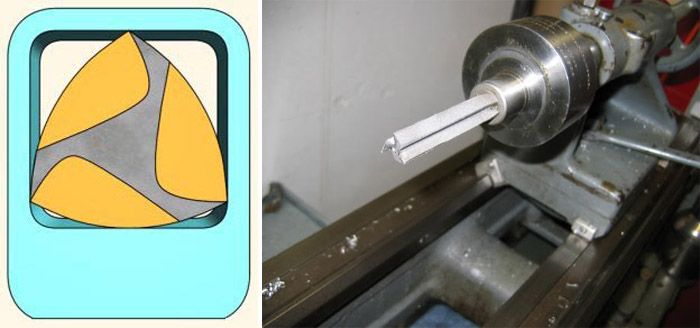
![Сверло Уаттса и сделанное с его помощью квадратное отверстие]()
Сверло Уаттса и сделанное с его помощью квадратное отверстие в металлической заготовке
Как сделать квадратное отверстие в толстом металле? Пошаговая инструкция
![Сверло для квадратных отверстий: сверло Уаттса и треугольник Рело]()
Особенностью такого треугольника будет то, что все его стороны будут иметь постоянную ширину, которая равна длине стороны исходного равностороннего треугольника.
Практическую пользу из этого факта извлёк Л. Эйлер, который три века спустя продемонстрировал вращение такого скруглённого треугольника: вначале вокруг собственной оси, а затем – с некоторым эксцентриситетом, благо карданный механизм науке и технике того времени был уже известен.
Ещё дальше в практическом использовании данной фигуры пошёл немецкий инженер Ф. Рело, который обратил внимание на то, что траектория углов движущегося треугольника при определённых способах его вращения весьма близка к квадрату.
Лишь непосредственно в углах квадрата внешняя поверхность описывает дугу, впрочем, небольшого радиуса. В современной технической литературе подобный треугольник называют треугольником Рело, хотя никаких углов у данной фигуры фактически уже нет.
Пройдёт ещё несколько десятков лет, и англичанин Г. Уаттс придумает приспособление, которым можно обеспечить гарантированную квадратную траекторию для металлорежущего инструмента. Техническое решение для сверла Уаттса было запатентовано в 1916 году, а через год началось серийное производство таких инструментов.
Сверло или фреза?
Большинство технической общественности считает, что всё-таки фреза. Тем не менее, производители упорно продолжают называть данный инструмент сверлом для квадратных отверстий, сверлом Уаттса или сверлом, профиль которого соответствует треугольнику Рело.
Что правильнее? Если обратиться к кинематике перемещения такого режущего инструмента (для наглядности можно воспользоваться схемой, приведённой на рис. 1, то можно обнаружить, что съём металла будет производиться только боковой поверхностью, причём плоскостей резания будет не одна, как у обычного сверла, а четыре, что более свойственно фрезам.
Однако одного вращающего движения для получения квадратного отверстия будет недостаточно.
Простые математические вычисления (в данной статье не приводятся) показывают: для того, чтобы «сверло» для квадратного отверстия выполняло свою функцию, оно должно при работе описывать не только основное движение вращения режущей кромки, но и качательное движение сверла/фрезы вокруг некоторой оси. Оба движения должны производиться во взаимно противоположных направлениях.
Рисунок 1 – Треугольник Рело: а) – построение; б) последовательность вращения для получения отверстия квадратной формы.
Угловая скорость обоих вращений определяется довольно просто.
Если за параметр f принять частоту оборотов вала дрели (либо перфоратора), то для колебательных вращений шпинделя вокруг собственной оси достаточна скорость в 0,625f.
В этом случае ось шпинделя как бы зажимается между рабочим валом и приводным колесом, заставляя сверло/фрезу колебаться в зажимном приспособлении с остаточной скоростью
(1 – 0,625)f = 0,375f.
Более точно результирующую скорость вращения фрезы можно установить, пользуясь техническими характеристиками дрели/перфоратора, но ясно, что она будет намного ниже той, на которую изначально рассчитан инструмент. Поэтому получение квадратного отверстия будет происходить с меньшей производительностью.
Устройство и принцип работы
Непосредственно применить фрезу/сверло для квадратных отверстий с профилем треугольника Рело нельзя – необходимы канавки для отвода образующейся стружки.
Поэтому (см. рис. 2) профиль рабочей части инструмента представляет собой вышеописанную фигуру, из которой вырезано три полуэллипса. При этом реализуются три цели: снижаются момент инерции сверла, нагрузки на шпиндель, а также повышается режущая способность фрезы.
Рисунок 2 – Фактический профиль рабочей части инструмента
Конструкция инструмента такова. Собственно, рабочая часть включает в себя рабочую поверхность, которой производится съём металла и отводящие стружку канавки.
Изготавливается фреза-сверло для квадратных отверстий из стали У8 и закаливается до твёрдости HRC 52…56. При особо тяжёлых условиях эксплуатации используются изделия из легированной стали Х12 с твёрдостью HRC 56…60.
При нормальной подаче СОЖ и из-за сравнительно небольших температур в зоне обработки стойкость инструмента – высокая.
Более сложную конструкцию имеет шпиндель-переходник. Он включает в себя:
- Корпус.
- Зубчатый венец.
- Посадочное место под основной шпиндель (если инструмент устанавливается в инструментальной головке металлорежущего станка, то переходник имеет вид конуса Морзе).
- Приводной шестерни.
- Основного шпинделя.
- Шестерни зацепления с зубчатым венцом.
- Качающейся втулки.
Для бытовых приспособлений производители фрез/свёрл для квадратных отверстий предлагают накладные рамки, которые соединяются карданной передачей с патроном, и сообщают эксцентрические перемещения режущему инструменту. Толщина такой рамки определяет глубину получаемого отверстия.
Для соединения приспособления с патроном станка необходим ещё специальный переходник. Он состоит из:
- Корпуса.
- Плавающего хвостовика.
- Качающегося кольца.
- Сменной втулки под патроны разных металлообрабатывающих станков.
- Крепёжных винтов.
- Опорных шариков.
Для практического применения рассматриваемого инструмента достаточно придать шпинделю основного оборудования подачу в необходимом направлении. Для изготовления квадратных отверстий с применением такой оснастки пригодны фрезерные протяжные и токарные станки.
Альтернативные способы получения квадратных отверстий
Недостатком свёрл Уаттса считается наличие радиусных дуг в углах квадрата, что не всегда приемлемо. Кроме того, свёрла для квадратных отверстий, изготовленные с использованием треугольника Рело, не могут вести обработку заготовок большой толщины.
В таких случаях можно использовать электроэрозионные/лазерные технологии, а также – что проще – применить сварку или штамповку.
Комплекты пробойников для квадратных отверстий выпускаются в ассортименте поперечных размеров до 70×70 мм в металле толщиной до 12…16 мм. В комплект входят:
- Пуансонодержатель под пробойник.
- Направляющая втулка.
- Кольцевой ограничитель хода.
- Матрица.
Фрезерование уступов
Две взаимно-перпендикулярные плоскости образуют уступ. На заготовках может быть один или несколько уступов. Обработка уступов — это распространенная операция, которую и осуществляют дисковыми или концевыми фрезами, или набором дисковых фрез (рис. 5.27, а — в) на горизонтально- и вертикально-фрезерных станках так же, как и обработку пазов. Уступы, имеющие большие размеры, фрезеруют торцовыми фрезами (рис. 5.27, г).
Торцовые фрезы используют при фрезеровании заготовок с широкими уступами на горизонтально- и вертикально-фрезерных станках. Деталь с симметрично расположенными уступами обрабатывают на двухпозиционных поворотных столах. После фрезерования первого уступа деталь в приспособлении поворачивают на 180°.
Для легкообрабатываемых материалов и материалов средней трудности обработки с большой глубиной фрезерования применяют дисковые фрезы с нормальными и крупными зубьями. Фрезерование труднообрабатываемых материалов следует вести фрезами с нормальными и мелкими зубьями. При фрезеровании уступа следует брать дисковую фрезу, ширина которой на 5. 6 мм больше ширины уступа. В этом случае точность размера уступа по ширине не зависит от ширины фрезы.
Читать также: Самодельный распиловочный станок по дереву
Сверло для квадратных отверстий
Проблем с образованием круглых отверстий в металле, как правило, не возникает. Сегодня в продаже можно встретить просто огромное количество сверл, некоторые могут применяться для образования квадрата или прямоугольника. Для решения подобной задачи также используются специальные приспособления.
Сверло для квадратных отверстий
Cверло или фреза
Часто квадратные отверстия получают при применении фрез. Подобный инструмент получил крайне широкое распространение, однако в некоторых случаях квадратные отверстия в металле проще получить при использовании сверл. Примером назовем следующие моменты:
- Работа проводится редко, поэтому нужно снизить затраты на приобретении специального инструмента. Фрезы обходятся намного дороже.
- Небольшая площадь обработки. Геометрическая форма распространенных фрез определяет ограничения по их минимальному размеру.
- Нужно получить сквозное отверстие в металле с большой толщиной.
Кроме этого, фрезы устанавливаются в станках, которые обходятся дорого, но и для сверления обычное оборудование не подойдет. Это связано с тем, что сверло должно передвигаться по определенной траектории.
Сверло для квадратных отверстий Уаттса создано на основе формы треугольника Рело. Среди особенностей можно отметить:
- Рабочая часть сверла образуются при формировании области пересечения трех равных кругов особой формы.
- Если расположить у треугольников рабочей части сверла несколько параллельных опорных прямых, то расстояние между ними будет одинаковым.
- Во время работы ось сверла должна перемещаться по определенной траектории, за счет чего и получается квадрат или прямоугольник.
Стоит учитывать, что получаемый прямоугольник или квадрат имеет немного закругленные углы. Устройства для сверления квадратных отверстий Уаттса не должно ограничивать передвижение патрона со сверлом, иначе получить рассматриваемую форму не получится. Принципы действия и конструкция рекомендуемого оборудования позволяют создать его своими руками при использовании подручных материалов.
Получение радиусных дуг приводит к существенному снижению качества получаемого изделия. Именно поэтому часто рассматривается возможность использования других методов получения квадратного отверстия:
- Лазерные установки сегодня получили широкое распространение. Они могут применяться для обработки по заданной траектории, при фокусировании луча происходит нагрев металла, за счет чего образуется требуемая поверхность.
- Метод штамповки применяется на протяжении длительного периода. Он предусматривает использование специального оборудования, которое способно оказывать высокое давление на листовые и другие заготовки. Недостаток метода заключается в высокой стоимости оборудования, а также в возможности получения только неглубоких выемок.
- При применении газовой сварки также можно образовать прямоугольную форму. Однако подобная технология характеризуется невысокой практичностью в применении, получаемые изделия низкокачественные.
В продаже встречаются специальные комплекты пробойников, которые также могут применяться в рассматриваемом случае. Комплект представлен сочетанием следующих элементов:
- Втулка для направления пробойника.
- Специальный держатель.
- Кольцевой ограничитель хода.
- Матрица.
Для того чтобы оказать высокую нагрузку на рабочий инструмент применяется гидравлический домкрат. Подобная технология характеризуется тем, что получаемая фигура имеет чистые и ровные грани, то есть дополнительная механическая обработка для повышения качества поверхностей не требуется.
Разрезание заготовок
Операции полного отделения части материала от заготовки, разделения заготовок на отдельные части, а также образования одного или нескольких мерных узких пазов (прорезей, шлицов) осуществляют отрезными и прорезными фрезами. Диаметр отрезной фрезы следует выбирать по возможности минимальным. Чем меньше диаметр фрезы, тем выше ее жесткость и виброустойчивость.Заготовки чаще всего устанавливают и закрепляют в тисках (рис. 5.28). Отрезку тонкого листового материала и его разрезку на полосы предпочтительнее вести при попутном фрезеровании и небольших подачах (S_= 0,01. 0,08 мм/зуб). Скорости резания при отрезании отрезными и прорезными фрезами из быстрорежущей стали в зависимости от глубины фрезерования и подачи на зуб фрезы составляют: при обработке заготовок из серого чугуна v=12. 65 м/мин; из ковкого чугуна — 27. 75 м/мин; из стали — 24. 60 м/мин.
Квадратное сверло или как просверлить отверстие квадратной формы разными способами
Чтобы просверлить круглое отверстие, понадобится воспользоваться дрелью и сверлом. Как это сделать — известно практически всем. Однако часто в домашнем хозяйстве возникает необходимость сверления квадратных отверстий.
Для реализации этой задачи понадобится воспользоваться специальным квадратным или долбежным сверлом. Его еще называют долото или фрезой, позволяющей получать проемы соответствующей формы. Что собой представляет фреза, и как ею пользоваться, знают далеко не многие.
Конструктивные особенности и принцип работы квадратных сверл
Для сверления квадратных отверстий применяется специальная насадка для дрели. Эта насадка называется сверлом Уаттса, которая имеет форму треугольника. Главная особенность этой насадки в том, что наконечник в виде треугольника Рёло (назван в честь основателя) имеет область пересечения трех равных кругов.
Именно за счет специальной треугольной формы наконечника фрезы получается квадратная форма проема в поверхности обрабатываемого материала. Принцип получения такой формы отверстия посредством применения треугольного сверла заключается в следующем:
- Центр треугольника движется по своей траектории, повторяя при этом движения
- Получить такую траекторию удается за счет эллипсоидных дуг в центральной части сверла
- Грани треугольника будут перемещаться по аналогичной траектории, повторяя форму квадрата со скругленными гранями
На основании треугольника Рёло была изготовлена специальная насадка, посредством которой можно просверлить круглое отверстие с закругленными углами.
Центральные эллипсоидные дуги треугольника — это есть ось, которая не остается на месте, как в случае с обычным круглым сверлом, а перемещается по соответствующей траектории.
Главный недостаток применения таких насадок заключается в том, что получаемое отверстие в виде квадрата имеет закругленные углы. Конструкция сверла Уаттса, в основе которого лежит треугольник Рёло, представлена на фото ниже.
Высверливание проема осуществляется посредством трех боковых частей, которые имеют заточку. Когда сверло начинает двигаться, центральная часть осуществляет вращательное действие, а боковые грани повторяют качательные движения.
7.3.1. Канавки для выхода шлифовального круга
Форма и размеры канавок для деталей со шлифованными поверхностями установлены ГОСТ 8820–69 «Канавки для выхода шлифовального круга. Форма и размеры».
Стандартные изображения канавок для наружного и внутреннего шлифования по цилиндру, по торцу, смешанного типа и плоского шлифования приведены в табл. 7.12.
Размеры канавок при шлифовании по цилиндру и торцу указаны в табл. 7.13, при шлифовании плоском – в табл. 7.14.
Установки для автоматической сварки продольных швов обечаек – в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки – в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России!
Сверло для квадратных отверстий. Открытия Рело и Уаттса
![сверло для квадратных отверстий]()
В некоторых случаях необходимо получить отверстия в форме квадрата. Обычные способы малопроизводительны и тяжелы. Самый примитивный из них сводится к предварительному высверливанию отверстия диаметром, равным вписанной в квадрат окружности, и постепенному его продалбливанию. Потребуется инструмент, который сможет работать без вращения инструментальной головки, а также специальный переходник. Проще воспользоваться так называемым «квадратным» сверлом (сверлом Уаттса), или, точнее, фрезой.
Немного истории с геометрией
Ещё в XV веке легендарный Леонардо да Винчи, изучая свойства геометрических фигур, обратил внимание на так называемые геометрические объекты с равной толщиной. Таких фигур имеется бесконечное множество, но простейшей – помимо окружности — является скруглённый треугольник, который может быть образован следующим образом. Вычерчивается равносторонний треугольник, каждый из углов которого соединяется дугой окружности, проведённой из центра противоположной стороны. Особенностью такого треугольника будет то, что все его стороны будут иметь постоянную ширину, которая равна длине стороны исходного равностороннего треугольника.
Ещё дальше в практическом использовании данной фигуры пошёл немецкий инженер Ф. Рело, который обратил внимание на то, что траектория углов движущегося треугольника при определённых способах его вращения весьма близка к квадрату. Лишь непосредственно в углах квадрата внешняя поверхность описывает дугу, впрочем, небольшого радиуса. В современной технической литературе подобный треугольник называют треугольником Рело, хотя никаких углов у данной фигуры фактически уже нет.
![фигура рело]()
![сверло уаттса]()
Сверло или фреза?
Однако одного вращающего движения для получения квадратного отверстия будет недостаточно. Простые математические вычисления (в данной статье не приводятся) показывают: для того, чтобы «сверло» для квадратного отверстия выполняло свою функцию, оно должно при работе описывать не только основное движение вращения режущей кромки, но и качательное движение сверла/фрезы вокруг некоторой оси. Оба движения должны производиться во взаимно противоположных направлениях.
![треугольник рело]()
Угловая скорость обоих вращений определяется довольно просто. Если за параметр f принять частоту оборотов вала дрели (либо перфоратора), то для колебательных вращений шпинделя вокруг собственной оси достаточна скорость в 0,625f. В этом случае ось шпинделя как бы зажимается между рабочим валом и приводным колесом, заставляя сверло/фрезу колебаться в зажимном приспособлении с остаточной скоростью
Устройство и принцип работы
![принцип работы сверла уаттса]()
Конструкция инструмента такова. Собственно, рабочая часть включает в себя рабочую поверхность, которой производится съём металла и отводящие стружку канавки. Изготавливается фреза-сверло для квадратных отверстий из стали У8 и закаливается до твёрдости HRC 52…56. При особо тяжёлых условиях эксплуатации используются изделия из легированной стали Х12 с твёрдостью HRC 56…60. При нормальной подаче СОЖ и из-за сравнительно небольших температур в зоне обработки стойкость инструмента – высокая.
![сверло для квадратных отверстий]()
Альтернативные способы получения квадратных отверстий
Недостатком свёрл Уаттса считается наличие радиусных дуг в углах квадрата, что не всегда приемлемо. Кроме того, свёрла для квадратных отверстий, изготовленные с использованием треугольника Рело, не могут вести обработку заготовок большой толщины. В таких случаях можно использовать электроэрозионные/лазерные технологии, а также – что проще – применить сварку или штамповку.
Для силового воздействия на пробойник можно использовать гидравлический домкрат. Пробитое отверстие выгодно отличается чистотой полученных кромок, а также отсутствием заусенцев. Подобный инструмент производится, в частности, торговой маркой Veritas (Канада).
При наличии в домашнем хозяйстве сварочного инвертора квадратное отверстие в стальной детали можно прожечь. С этой целью в заготовке предварительно сверлится (с запасом) круглое отверстие, затем туда вставляется требуемых размеров квадрат из графита марок ЭЭГ или МПГ, после чего обваривается по контуру. Графит извлекается, а в изделии остаётся квадратное отверстие. Его, при необходимости, можно зачистить и прошлифовать.
Фрезерная обработка металла: основные принципы и сведения
Фрезерная обработка в последнее время набирает большую популярность, поэтому столь же востребована, как сверление деталей и токарная обработка. Суть её заключается в срезании слоя металла при помощи вращающейся, зубчатой фрезы. Фрезерование можно выполнять на заготовках из разных материалов, причем проделывается это как на специальных станках, так и вручную.
![Фрезерная обработка]()
Назначение фрезерной обработки
При помощи различного вида фрез, можно более точно и качественно выполнять фрезеровку деталей. Это могут быть различные материалы, но наиболее распространенная обработка на металлах. А при помощи современных станков, оборудованных системами ЧПУ, есть возможность уменьшить количество брака, а также управлять при помощи не сложных числовых программ. Сейчас фреза заменена на лезвие в качестве рабочего инструмента, что и позволило уменьшить вероятность брака, делая заготовки максимально точно.
Для чего же нужна в обработке фрезеровка? При её помощи можно проводить отрезку в металлах, шлифовать, наносить специальные узоры, гравировать, а также делать токарные и другие работы в разных видах деятельности. В набор входит несколько многозубчатых, режущих фрез, а их крепление в станках определяет горизонтальный или вертикальный тип работы. В производстве также может использоваться фрезерование под некоторым углом, для чего предварительно устанавливают фрезу в необходимом направлении. В зависимости от вида обрабатываемой продукции, такое фрезерование имеет несколько способов. Но стоит отметить, что используется немалое количество разнообразных фрез, в частности это цилиндрические, торцевые, концевые, зубчатые, фасонные, а также более сложные.
Сферы применения фрезеровки довольно разнообразны, она может использоваться в металлообработке, машиностроении, в ювелирном производстве, деревообработке и даже в дизайне и архитектуре.
Обработка металла фрезерованием производится вне зависимости от его прочности. Фрезы выбирают, исходя из того, какая нужна обработка, для плоскостей используют цилиндрические или торцевые типы фрез, в последних подбирают несимметрические схемы резания. То есть если детали правильной прямоугольной, квадратной и подобной формы, то чаще всего применяется два эти способа. Одинаковую профильную деталь можно сделать цилиндрической фрезой или с торца.
![Фрезерование металла]()
Фрезерная резка алюминия считается в наше время довольно популярной, так как алюминий широко используется в эксклюзивном дизайне, интерьере, для рекламных элементов, операторской техники и пр. Благодаря его легкости, прочности и низкой температуре плавления, он широко используется и с него не сложно вырезать различные изделия. На деталях сувенирных изделий, маркетинговой и кухонной продукции на современных высокотехнологических станках можно делать надписи, узоры, рельефность и пр. При этом они получаются без заусенцев, правильного габарита и формы, а также с идеальными краями.
Не малую популярность в наше время набрала объемная фрезеровка пластика, в особенности в 3D виде. Это довольно востребованные услуги, которые применяются для промышленных изделий, корпусов. Причем детали быстро делаются, так как довольно быстро работает станок фрезерно-гравировального типа, а цена за выполненные работы невысокая. Обрабатываются как шлицевые, так и фасонные и зубчатые детали, а также проделывают обработку отверстий, торцов, пазы. Из пластика в 3Д виде можно фрезеровать декоративные и пр. детали, формы для литья, полимерные корпуса и многое другое, создавая оригинальные и нужные формы изделий.
![Фрезерная обработка под контролем приборов]()
Классификация фрезерных работ
Как уже упоминалось, в зависимости от используемой фрезы, различают несколько видов фрезерования, а именно:
- Торцевое фрезерование, суть которого состоит в получении определенной формы деталей при помощи торцевой фрезы. Это необходимо в большинстве случаев для вырезания в изделиях подсечек, канавок, окошка, а также “колодец”, канавку и т. д. С её помощью также производят обратное фрезерование торца из внутренней части разного плана изделий. Фрезеровка торца нужна для получения деталей более точных габаритов, простоты монтажа и, по сути, срезанные торцы служат для передачи сжимающих усилий.
- Концевые, которые нужны для образований уступов в плоскостях вертикальной или горизонтальной формы.
- Цилиндрические, отличающиеся получением изделий в плоскостях соответствующей фрезой в обратном положении.
- Зубчатое.
- Фасонное, заключающееся в создании фасонных (сферы, эллипсы и пр.) деталей неправильной формы. Это фрезерование при помощи специальных фрез, в результате чего получаются фасонные изделия.
![Виды фрезеровочных работ]()
Также распространены в разных направлениях деятельности много других видов фрез, которые отличаются многофункциональностью, большими возможностями и точностью в выполнении работ. Используются винтовые канавки для создания зенкер, сверл и другого, отрезной фрезой нарезают различного габарита бруски, к тому же можно получить сложную форму детали криволинейным типом фрезы. Стоит отметить отличие фрезерования двойными дисками, шлицевую лезвию для создания пазов в деталях, а также более сложные формы их. Также можно создать определенную форму при недолгом применении видов фрезерования.
Кроме классификации фрезерования по видам фрез, также существует распределение их на вертикальное расположение в станке, горизонтальное и под углом.
Станки для таких работ, в свою очередь, разделяют на механические и лазерные. Существует направление режущего, движущего элемента совместно с изделием, что принять называть попутным типом обработки. Если же навстречу резцу движется изделие, тогда это считается встречная фрезеровка.
Стоит также отметить профильное фрезерование деталей как деревянных, так и металлических и пр. Это отличается в изделиях, которые идут выпуклой либо вогнутой формы. В этом случае необходимо более тщательно подходить к выбору технологического типа, что зависит в основном от габарита детали и сложности профилирования. Данный вид процесса проходит в три этапа: предварительная грубая и частично чистая фрезеровка, получистая и напоследок окончательная чистая. Часто для получения деталей высокого качества финишную обработку производят с большими подачами, а предыдущие операции выполняют отдельно на разных станках.
Так как для фрезеровки деталей цилиндрическим способом производится при не столь хорошем креплении, то чаще всего профильное фрезерование изделий делается торцевым способом. В основном это универсальный способ для многосерийного промышленного изготовления. В этом случае есть возможность воспользоваться несколькими способами фрезерования разных плоских поверхностей. Это использование двух зубил, фрез большого диаметра и нескольких зубил одновременно.
![Типы фрез]()
Работа в таком режиме может происходит значительно быстрее и спокойно, в особенности при использовании нескольких фрез сразу, расположенных с разных сторон от изделия. По этой причине фрезерование плоскостей при помощи торцевых фрез, более применяемое в производстве.
Осуществляется фрезерование, помимо этого, также при помощи ионного луча. Это относительно новый и высокотехнологический процесс, позволяющий удалить максимально точный слой металла. Ионное фрезерование производится под воздействием атома гелия на поверхность, главным условием является контроль напряжения и энергии. Другими словами, сегодня не обязательно полировать или шлифовать детали, это можно сделать на атомном уровне, а на раскаленный металл можно вставлять дополнительные детали.
Технологические этапы процесса
Что касается технологического процесса фрезеровки, то она состоит из несколько последовательностей, которым необходимо следовать:
- Изделие осторожно подводят со стороны поверхности, необходимой для обработки, к фрезеру, который в это время вращается.
- Отведя стол, отключают шпиндель, чтобы он не вращался.
- После этого нужно задать требуемую глубину прорезания.
- Запускают шпиндель.
- Изделие, расположенное на столе, вместе с ним подводят к стыковке с фрезой.
Обработку металлических деталей цилиндрической фрезой производят при длине фрезы на 10-15 мм более, чем есть изделие, а диаметр её подбирается, исходя из толщины разрезания и ширины. При выборе торцевых фрез работа будет делаться не так шумно, поскольку детали надежнее прикрепляются. Производительность предприятия будет высокой при использовании набора фрез, так как во многом упрощается задача. Все зависит от применяемых фрез, а это: совместные фрезы, зубила, двумя дисками одновременно, набора фрез, расположенных с разных боков заготовки и пр. Фрезерование плоскостей несколькими торцевыми фрезами делает сразу несколько обрезаний, а также исключает удары при работе.
![Фрезеровщик на рабочем месте]()
Современные технологии позволяют проводить безопасную и с меньшим процентом брака обработку на токарно-фрезерных станках, оборудованных системами ЧПУ. В некоторых случаях, как при обработке деталей повышенной твердости, можно на них делать шлифовку. Они гарантируют получение изделий по максимуму точной геометрической формы, а также производительность. Бывают как специального назначения, так и общего использования, но небольшие детали дома можно обрабатывать ручным электрическим фрезером. Управление на компьютере позволяет задать все параметры и выполнять максимально точно, к тому же есть возможность рассчитывать и создавать 3D модели непосредственно на станке.
![Фрезерный станок с ЧПУ]()
Благодаря современным технологиям, фрезерная обработка приобретает большую популярность в разных отраслях производств. Что касается металла, то можно на станках делать как алюминиевые, так и стальные, титановые изделия. Вне зависимости от материала, фрезерованием можно делать детали специального назначения, эксклюзивные, ювелирные и др. И только на станках, оборудованных системами ЧПУ, можно выполнять лазерную фрезеровку деталей сложной формы. Это дорогостоящая, но качественная обработка возможна без предварительной шлифовки.
Читайте также: