Фрезы грибковые по металлу гост
Обновлено: 30.06.2024
ГОСТ Р 53412-2009
(ИСО 12197:1996)
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФРЕЗЫ ДЛЯ ОБРАБОТКИ ПАЗОВ СЕГМЕНТНЫХ ШПОНОК
Woodruff keyseat cutters. Specifications
Дата введения 2011-01-01
Предисловие
1 ПОДГОТОВЛЕН Открытым акционерным обществом "ВНИИИНСТРУМЕНТ" (ОАО "ВНИИИНСТРУМЕНТ") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 95 "Инструмент"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 15 октября 2009 г. N 454-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 12197:1996* "Фрезы для обработки пазов сегментных шпонок. Размеры" (ISO 12197:1996 "Woodruff keyseat cutters. Dimensions", MOD).
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - Примечание изготовителя базы данных.
При этом дополнительные положения, учитывающие потрености национальной экономики и особенности национальной стандартизации, приведены в разделах 1, 2, 4, 5, 6, пункте 3.2, подпунктах 3.1.3, 3.1.5, приложениях А и В и выделены курсивом*.
* В оригинале обозначения и номера стандартов и нормативных документов отмеченные в разделе "Предисловие" и Приложении В знаком "**" приводятся обычным шрифтом; остальные по тексту документа выделены курсивом. - Примечание изготовителя базы данных.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2012** (пункт 3.5).
Сведения о соответствии ссылочных национальных и межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте, приведены в дополнительном приложении ДА*
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Июнь 2020 г.
1 Область применения
Настоящий стандарт распространяется на фрезы, предназначенные для обработки пазов под сегментные шпонки по ГОСТ 24071.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 8.051 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 1050 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 4543 Металлопродукция из конструкционной легированной стали. Технические условия
ГОСТ 9378 (ИСО 2632-1-85, ИСО 2632-2-85) Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 14034 Отверстия центровые. Размеры
ГОСТ 18088 Инструмент металлорежущий, алмазный, дереворежущий, слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и хранение
ГОСТ 19265 Прутки и полосы из быстрорежущей стали. Технические условия
ГОСТ 23726 Инструмент металлорежущий и дереворежущий. Приемка
ГОСТ 24071 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы
ГОСТ 25706 Лупы. Типы, основные параметры. Общие технические требования
ГОСТ Р 52965 Хвостовики цилиндрические для фрез. Основные размеры
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Технические требования
3.1 Типы и основные размеры
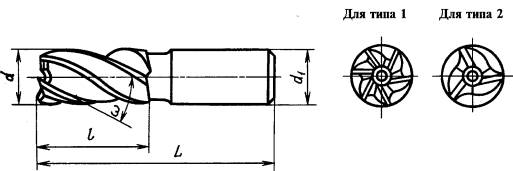
3.1.1 Фрезы следует изготовлять типов:
1 - с прямым зубом;
2 - с разнонаправленным зубом.
По форме хвостовика фрезы каждого типа изготовляют исполнений:
1 - с гладким цилиндрическим хвостовиком;
2 - с цилиндрическим хвостовиком с лыской.
3.1.2 Основные размеры фрез должны соответствовать указанным на рисунке 1 и в таблице 1.

Примечание - Фаски 0,530° и 45° на соседних зубьях выполняются в шахматном порядке.
Фрезы грибковые по металлу гост
ГОСТ Р 53004-2008
ФРЕЗЫ ДЛЯ ОБРАБОТКИ Т-ОБРАЗНЫХ ПАЗОВ
T-slot cutters. Specifications
Дата введения 2010-01-01
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 3337:2000* "Фрезы с цилиндрическими хвостовиками и с коническими хвостовиками Морзе с резьбовым отверстием для Т-образных пазов" (ISO 3337:2000 "T-slot cutters with cylindrical shanks and Morse taper shanks having tapped hole", MOD) путем внесения дополнительных положений, фраз, ссылок, а также путем изменения отдельных структурных элементов, выделенных в тексте курсивом**.
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей.
** В оригинале обозначения и номера стандартов и нормативных документов в разделах "Предисловие", 1 "Область применения", пп.3.1.5, 3.1.6 и отмеченные знаком "**" в разделе 2 "Нормативные сслыки" приводятся обычным шрифтом; отмеченные в разделе "Предисловие" знаком "***" и остальные по тексту документа выделены курсивом. - Примечания изготовителя базы данных.
Сведения о соответствии ссылочных межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте, приведены в приложении ДА.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5)
Настоящий стандарт распространяется на фрезы из быстрорежущей стали для обработки Т-образных пазов по ГОСТ 1574.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 8.051 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 1050-88 Прокат сортовой, калиброванный со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
Заменен. В Российской Федерации действует ГОСТ 1050-2013** "Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия".
ГОСТ 1412-85 Чугун с пластинчатым графитом для отливок. Марки
ГОСТ 1574** Станки металлорежущие. Пазы Т-образные обработанные. Размеры
ГОСТ 2848 Конусы инструментов. Допуски. Методы и средства контроля
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 9378 (ИСО 2632-1-85, 2632-2-85) Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 14034 Отверстия центровые. Размеры
ГОСТ 18088 Инструмент металлорежущий, алмазный, дереворежущий, слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и хранение
ГОСТ 23726 Инструмент металлорежущий и дереворежущий. Приемка
ГОСТ 25557** (ISO 296:1991) Конусы инструментальные. Основные размеры
ГОСТ 25706 Лупы. Типы, основные параметры. Общие технические требования
ГОСТ Р 52965** Хвостовики цилиндрические для фрез. Основные размеры
1 - с нормальными зубьями;
2 - с крупными зубьями.
3.1.2 Фрезы типа 1 изготовляют исполнений:
2 - с цилиндрическим хвостовиком с лыской;
3 - с цилиндрическим хвостовиком с резьбой;
4 - с коническим хвостовиком Морзе.
Фрезы типа 2 изготовляют только исполнения 4 - с коническим хвостовиком Морзе.
3.1.3 Основные размеры фрез исполнений 1, 2, 3 должны соответствовать указанным на рисунке 1 и в таблице 1.
ГОСТ 17025-71 Фрезы концевые с цилиндрическим хвостовиком. Конструкция и размеры
Настоящий стандарт распространяется на концевые фрезы с цилиндрическим хвостовиком, предназначенные для обработки поверхностей и уступов.
Требования стандарта в части пп. 1, 2, 5, 7а, 8 (кроме второго абзаца), 11 являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
Вводная часть. (Введена дополнительно, Изм. № 6).
1а. (Исключен, Изм. № 6).
1. Фрезы должны изготовляться двух типов:
1-е нормальным зубом;
2-е крупным зубом.
Фрезы каждого типа изготовляют в двух исполнениях:
А - с цилиндрической ленточкой;
Б - заточенные наостро.
2. Основные размеры фрез должны соответствовать указанным на черт. 1 и в табл. 1.
* Черт. 2 исключен.
Для фрез типа 1
Для фрез типа 2
1. Допускается изготовлять фрезы с диаметром хвостовиков, равным диаметрам рабочей части.
2. Размеры d , l , L соответствуют размерам фрез 1-го ряда нормальной серии по ИСО 1641-1.
Пример условного обозначения фрезы диаметром d = 8,0 мм, типа 1, праворежущей, исполнения А:
Фреза 2220-0009 ГОСТ 17025-71
То же, исполнения Б:
Фреза 2220-0040 ГОСТ 17025-71
Пример условного обозначения фрезы диаметром d = 4,0 мм, типа 2, праворежущей, исполнения А:
Фреза 2220-0063 ГОСТ 17025-71
Фреза 2220-0123 ГОСТ 17025-71:
(Измененная редакция, Изм. № 3, 4, 6).
2а. (Исключен, Изм. № 3).
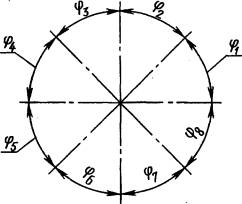
3. Фрезы должны изготовляться с неравномерным окружным шагом зубьев, указанным на черт. 3 и в табл. 3.
Примечание . Допускается изготовление фрез с равномерным окружным шагом.
Число зубьев z
* Табл. 2 исключена.
4. Фрезы должны изготовляться праворежущими, леворежущие фрезы - по требованию потребителя.
5. Фрезы диаметром до 4 мм изготовляют без торцевых зубьев.
(Измененная редакция, Изм. № 3).
6. Угол наклона стружечных канавок w:
30-35° для фрез типа 1;
35-45° для фрез типа 2.
7. Допускается изготовлять фрезы диаметром до 12 мм без шейки.
7а. Размеры хвостовиков - по ГОСТ 25334.
(Введен дополнительно, Изм. № 1; измененная редакция, Изм. № 6).
8. Центровые отверстия - по ГОСТ 14034.
Допускается по согласованию с потребителем изготовлять фрезы диаметром от 2,0 до 6,0 мм без центрового отверстия на торце хвостовика.
(Измененная редакция, Изм. № 3, 5, 6).
8а. Допускается цилиндрическая выточка со стороны рабочей части или на обоих торцах.
(Введен дополнительно, Изм. № 6).
9. Элементы конструкции и геометрические параметры фрез указаны в приложении 1.
10. (Исключен, Изм. № 6).
11. Технические требования - по ГОСТ 17024.
12. Размеры фрез по ИСО 1641-1 приведены в приложении 2.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
ЭЛЕМЕНТЫ КОНСТРУКЦИИ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ФРЕЗ
1. Элементы конструкции и геометрические параметры фрез указаны на черт. 1, 2 и в табл. 1, 2.
Концевая фреза: назначение, классификация, ГОСТы
В механообработке термин «концевая» употребляется в двух контекстах: конструктивном и технологическом. Согласно п.4 ГОСТ 3855-2013 все используемые в механообработке фрезерные инструменты по своим конструктивным особенностям делятся на два основных вида: концевой и насадной. Концевая фреза выполнена воедино с поводком (цилиндрическим или коническим хвостовиком) и для ее применения не требуется дополнительная оснастка. Насадные фрезеры перед использованием монтируют на стандартные цилиндрические или конические оправки.

В соответствии с п. 2.2 того же стандарта концевое фрезерование является одним из пяти видов фрезерной обработки. При его выполнении припуск с обрабатываемой заготовки снимается режущими кромками, расположенными на цилиндрической поверхности инструмента. Концевая фреза стандартного типа имеет режущие зубья и на стороне торцевой поверхности, но они выполняют только вспомогательную роль. Помимо стандартных существует множество других разновидностей, у которых режущими являются как цилиндрическая, так и торцевая поверхность. Но это особый подвид и применяется он в узкоспециализированных целях.
Назначение инструмента
Ось вращения концевого фрезера направлена под прямым углом к плоскости заглубления. При этом его основные режущие кромки располагаются на боковой цилиндрической поверхности, т. е. резание происходит по лини их соприкосновения с плоскостью обработки. На торцевом конце также находятся режущие кромки, расположенные под углом к оси вращения, которые выполняет вспомогательную функцию. Режущая поверхность такого фрезера выполнена в виде спиральных или наклонных зубьев, при этом угол наклона может составлять 30-45°.
Особенности и применение
Конструктивно концевые фрезы по металлу делятся на два вида: цельнометаллические (из твердых сплавов) и со вставными режущими элементами. Самыми распространенными являются монолитные твердосплавные концевые фрезеры. Они характеризуется высокой жесткостью, стабильностью параметров и оптимальным соотношением цены и технологических возможностей. Фрезеры с вставными режущими элементами из специальных сплавов с напылением используют при специальных режимах резания, например, фрезеровке по нержавейке, сплавам титана и другим сложным материалам.

Основная область применения концевого фрезерования — это продольная обработка плоскостей параллельных оси вращения инструмента. Типичным примером такой технологической операции является фрезеровка линейных и контурных пазов и канавок, формирование ступенчатых плоскостей, а также выборка прямолинейных и фигурных выемок различной глубины. При этом для глубоких поверхностей применяют фрезы концевые с цилиндрическим или коническим хвостовиком, удлиненные до нужного размера. Основные виды изделий, обрабатываемых концевым фрезерованием — это:
- плиты с линейными и Т-образными пазами;
- штампы и прессформы;
- плоские поверхности и зубчатые шестерни с канавками и выемками;
- шаблоны, матрицы, пуансоны;
- вала со шпоночными пазами;
- корпусные детали со сквозными окнами.
Размерные ряды концевых фрезеров определены государственными стандартами. Изделия из быстрорежущей стали с цилиндрическим хвостовиком имею размерный ряд 3-32 мм и устанавливаются на оборудование с помощью зажимных патронов и цанг. Инструмент среднего и большого диаметра выпускаются в диапазоне размеров 14-63 мм с хвостовиком в виде конуса и используются на промышленном оборудовании. Фрезы для станков с ЧПУ имеют свой размерный ряд — 14-50 мм.
Специальные виды
Кроме цилиндрических концевых фрезеров выпускается большая номенклатура фрезерного инструмента, которая относится к этой же группе, но имеет другие формы и состав режущих поверхностей. Сюда же относят торцевые фрезеры небольшого размера, которые обычно являются насадными, но при малых диаметрах изготавливаются цельнометаллическими и классифицируются как концевые.
Все специальные виды концевых фрезеров выпускаются как с конусными, так и с цилиндрическими хвостовиками.
Наиболее распространены следующие виды:
- Шпоночные. Имеют две режущие поверхности на торце, что позволяет выполнять резание как в продольном, так и в перпендикулярном направлении. Используются для фрезеровки шпоночных канавок на валах и продольных выемок на плоских заготовках.
- Угловые. Их характерная особенность — наклонные режущие кромки на торце. Предназначены для снятия прямоугольных кромок (фасок), обработки наклонных плоскостей и угловых пазов.
- Четвертькруглые вогнутые. Их режущие зубья имеют форму обратной дуги. Применяются для фрезеровки закругленных кромок.
- Для пазов Т-образных и типа «ласточкин хвост». Режущая часть имеет форму диска и диаметр больший, чем у хвостовика. Используются для фрезеровки длинных пазов соответствующей конфигурации.
- Копирные с цилиндрической или конической рабочей поверхностью и закругленным торцом. Применяются при изготовлении штампового инструмента, прессформ и различных моделей.

Кроме этого существует множество видов фасонных концевых фрезеров, которые способны за один проход сформировать многоступенчатые прямоугольные и округлые профили. Такой фрезерный инструмент применяется в основном в столярных производствах и при обработке пластиков.
Конструкция концевых фрез
В общем виде концевая фреза представляет собой монолитный металлический цилиндр, состоящий из двух частей: поводка (хвостовика) для установки в оборудование и фрезерной части с расположенными по спирали режущими элементами (зубьями). Ее основные геометрические параметры — это общая длина, диаметр режущей части, а также диаметр, тип и длина хвостовика.
Хвостовики
В соответствии ГОСТ 53937-2010 концевые фрезеры в зависимости от их назначения и области применения могут выпускаться со следующими видами хвостовиков различных типоразмеров:
- гладкий цилиндрический;
- цилиндрический с резьбой;
- цилиндрические с несколькими видами лысок;
- с конусами Морзе, дополненными резьбой и лысками;
- с конусами 7:24 для ручной и автоматической смены инструмента;
- с полым конусом HSK для ручной и автоматической смены инструмента.

Для закрепления концевого фрезера в шпиндели и патроны с другими посадочными отверстиями применяют переходные втулки. На практике в обозначениях хвостовиков часто применяют сокращения, например, «фреза концевая к/х» означает «с конусным хвостовиком», а «КМ2» — это инструмент с конусом Морзе N2.
Режущая часть
Конструкция режущей части бывает двух типов: цельнометаллическая и со вставными режущими элементами. Режущие плоскости и разделяющие их канавки для отвода стружки огибают цилиндрическую поверхность по спирали в правом направлении (выпускается инструмент и с левым вращением). На их верхней части находится либо острая режущая кромка, либо ближе к ее концу закреплены вставные режущие пластины. Цельнометаллические фрезеры, как правило, изготавливают из быстрорежущей стали. Твердосплавные зубья с покрытием крепятся к корпусу концевого фрезера следующими способами:
- напайкой;
- эксцентриками;
- винтами;
- специальными болтами с клиновидной головкой.
Количество режущих плоскостей определяет сколько резов металла за один оборот (заход) совершает фрезерный инструмент. Самыми распространенными являются одно-, двух- и трехзаходные концевые фрезеры (их также называют «фрезы концевые одно- (двух-, трех- и т.д.) перьевые»). Концевые фрезеры с большим числом заходов применяется для чистовой обработки, а также для фрезеровки твердых и хрупких материалов.
Как уже говорилось ранее, малые торцевые фрезеры относятся к группе концевых. У этого вида фрезерного инструмента боковая режущая поверхность дополнена вспомогательными режущими кромками, расположенными на торце фрезы.
Также дополнительные режущие поверхности имеют пазовые, копирные и шпоночные фрезеры.

Классификация концевых фрез
Специальной расширенной классификации для концевых фрезеров не существует, поэтому они классифицируются по общим для фрезерного инструмента перечням с добавлением характерных для них признаков. Ниже приведены основные разделы классификации, применяемой для различных видов концевых фрез по металлу:
По производственному назначению
В данном разделе основным признаком является вид и форма обрабатываемой поверхности. На основании этого выделяют следующие виды этого инструмента:
- общего применения;
- с торцевой режущей частью;
- для шпоночных пазов (в т.ч. для пазов сегментных шпонок);
- для фигурных пазов;
- для фигурных плоских профилей;
- копирные.

По конструктивному признаку
ГОСТ обязывает производителей выпускать концевые фрезы двух типов длин: нормальной и длинной и определяет соотношение размеров хвостовика и режущей части. Но помимо этого на рынке присутствуют фрезы концевые как удлиненные, так и очень короткого размера (народное название — «пальчиковые»). Кроме типов и соотношений длин ГОСТом определяются виды хвостовиков (различные типы конических и цилиндрических), а также размерные ряды диаметров. Чаще всего в промышленном производстве применяется фреза концевая с коническим хвостовиком.
Государственные стандарты определяют только общие требования к фрезерному инструменту. Вместе тем мировые производители предлагают различные новаторские конструкции. Их примером могут служить концевые модульные фрезы, в которых режущая часть крепится к хвостовику с помощью высокоточного винтового соединения. Другая интересная разработка — концевая шестизубая обгонная фреза с верхними и нижними подшипниками для чистовой обработки пазов по шаблону.
По форме режущих поверхностей
Для формирования специфических профилей поверхностей обрабатываемых изделий в дополнение к инструменту общего назначения была создана большая группа фасонных концевых фрез. Среди них основными являются радиусные и фигурные пазовые фрезерные инструменты, а также фрезеры для 2D и 3D обработки. Основные виды концевых фрезеров, классифицированные по форме режущих поверхностей — это:
- цилиндрическая;
- торцевая;
- шпоночная;
- фреза концевая радиусная;
- фреза радиусная вогнутая;
- Т-образная фреза;
- фреза для паза «ласточкин хвост»;
- угловая концевая фреза;
- концевые конические и цилиндрические фрезы с прямым и закругленным концом.
По количеству режущих кромок и направлению вращения
Процесс заглубления в металл режущей кромки и снятия ею одного слоя припуска называется «заходом». Чем больше режущих поверхностей у фрезера, тем больше заходов он совершает за один оборот. Концевой фрезерный инструмент с одной режущей поверхностью является однозаходным. Если поверхностей больше одной, то инструмент многозаходный (одно-, двухзаходные фрезы и т.д.).

Кроме этого существует обширная классификация концевых фрезеров, основанная на геометрии и формах режущих поверхностей, зубов и кромок.
Государственные стандарты
Помимо государственных стандартов, требования к этому инструменту регламентируются техническими условиями, например, ТУ 2-035-0222232.3-90 определяет ряд диаметров для станков с ЧПУ.
Фрезы V-образные и Т-образные
Любой металлорежущий станок не может обрабатывать заготовки без режущего инструмента. Чем шире и сложнее номенклатура обрабатываемых изделий, тем большее число оснастки может потребоваться в работе. Особенно широк спектр необходимых принадлежностей для фрезерного оборудования. В зависимости от модели и назначения станка будут использоваться концевые или дисковые фрезы. Для решения некоторых задач потребуется использование специальных инструментов. Правильно выбрать подходящую оснастку иногда бывает очень сложно. Важную роль в этом играют не только режимы обработки, но и конструкция режущей части.

В металлообрабатывающей промышленности широкое распространение получили пазы разнообразной формы. Они используются при креплении различных изделий между собой. В зависимости от сечения, пазы подразделяют на прямоугольные, т-образные, трапецеидальные и треугольные. Для изготовления каждого из них требуется свой инструмент и технология обработки. В простейших случаях формирование выемок ведется на горизонтально-фрезерных станках, оснащенных дисковыми фрезами. Несмотря на высокую производительность, обработка таким способом применяется только на длинных деталях.
При необходимости получить шлиц небольшой длины или сложного профиля следует использовать вертикально-фрезерное оборудование и соответствующие по геометрии фрезы: в-образные или т-образные.
Т-образные
Фреза т-образная по металлу считается классическим вариантом для получения шлицев различного назначения. Она присутствует в каталогах большинства производителей, где иногда носит название фреза грибковая по металлу. Внешний профиль оснастки напоминает форму гриба или букву «Т», что и дало общее название этому классу принадлежностей. Конструкция такого инструмента выполняется в виде диска, на боковой поверхности которого напаяны режущие лезвия из твердого сплава. Сменные пластины встречаются только на особо крупных модификациях. Для закрепления в станке используется хвостовик, выполненный заодно с телом фрезы. В зависимости от модели и размера встречаются варианты с цилиндрическим или с коническим хвостовиком.

Производители предлагают несколько типов грибковых фрез разного назначения. Наиболее распространенная прорезная фреза используется при изготовлении прямоугольных или шлицевых пазов в стальных заготовках. Ее применение аналогично обычным дисковым инструментам. Благодаря хвостовику и небольшим размерам, прорезную фрезу можно крепить на вертикально-фрезерных станках для изготовления шлицев горизонтального расположения. Режим работы характеризуется относительно невысокими нагрузками, поэтому прорезные модели отличаются простотой и длительным сроком службы.
Более сложную конструкцию имеют модели для фрезеровки т-образных пазов. Сечение такого паза повторяет вид перевернутой буквы «Т». Внутри материала ширина выемки больше, чем на выходе. Примером может служить стол любого фрезерного станка, на котором крепится обрабатываемая деталь.
Изготовить т-образный паз без использования специального инструмента невозможно. Для этих целей подходит фреза для обработки т-образных пазов.
Соседние зубья такой модели выполняются с разным направлением режущих кромок и углами заточки. Еще одной особенностью является ориентированность на обработку чугуна, для чего обеспечивается повышенная износостойкость.
Использование т-образного инструмента допускается только после предварительного изготовления основного паза, ширина которого равна размеру выходной части. Эта работа выполняется классическими концевыми или дисковыми фрезами. Снятие материала профильной фрезой т-образной формы внутри заготовки осуществляется за один или несколько проходов. Режим обработки характеризуется тяжелыми условиями. В процессе фрезерования нет возможности отвода стружки, также инструмент обычно работает на снятие двух, противоположных кромок материала. Все это приводит к повышенному нагреву и быстрому износу.
Детали трапецеидальной формы используются для получения разборных и подвижных соединений. К таковым относится, например, «ласточкин хвост». Для получения профилей такого типа нашли применение фрезы грибковые угловые. Их конструкция отличается от цилиндрических вариантов скошенной внутрь или наружу обрабатывающей поверхностью. Благодаря этому формируется требуемый угол соединения. Модели с наружным углом также применяются для выполнения фасок сразу на двух боковых гранях выемок. Режим работы угловой фрезы не позволяет использовать всю режущую кромку. Местный нагрев и неравномерные нагрузки способствуют быстрому износу.


Фасонные концевые инструменты в металлообработке используются редко, в виду высокой сложности изготовления и низкой стойкости. Некоторые производители предлагают радиусные грибковые модели, необходимые для получения галтелей. Самое широкое применение т-образные фрезы нашли в деревообработке. Здесь встречается огромное количество как прямых классических, так и фасонных модификаций, используемых для получения шлицев сложной формы и фрезерования кромок деталей.
V-образные
Фреза v-образная используется для формирования пазов, имеющих треугольную форму. Ее концевая часть выполняется в виде законченного конуса, на боковых гранях которого устанавливаются режущие лезвия. Диаметр режущей части для работ по металлу редко превышает диаметр хвостовика. В модификациях, предназначенных для обработки мягких материалов, режущая часть может иметь значительный размер. Конструкция большинства моделей сварная. В ней твердосплавная режущая часть приварена к мягкому хвостовику. Реже встречаются монолитные изделия. Обычно они нацелены на металлообработку и отличаются небольшим диаметром. Количество и размер лезвий также зависят от вида обрабатываемого материала. Многолезвийные модели предназначены для работы с твердыми материалами. Фрезы по дереву и пластику оснащаются одной или двумя режущими кромками. В большинстве вариантов предусмотрены две обрабатывающие грани. К нижним угловым, добавляются боковые вертикальные лезвия, которые позволяют формировать выемки большой глубины с вертикальными стенками.
Важнейшей характеристикой, помимо диаметра v-образного инструмента, считается угол при вершине. Именно его значение определяет наклон нижних поверхностей будущего шлица.
Например, фреза v-образная с углом 90 градусов позволяет выполнить паз, с боковыми гранями, сходящимися под прямым углом. В продаже встречаются инструменты, как с большим, так и с меньшим значением параметра.
Режимы работы v-образных моделей близки к режимам торцевых фрез. Возможность отвода стружки и работа только с одной обрабатываемой поверхностью обеспечивают сравнительно долгий срок службы. Кроме формирования пазов v-образной формы, такие инструменты широко используются при проведении гравировальных работ.


Основная область использования фрез с v-образным профилем ограничена обработкой мягких материалов. При обработке сталей и сплавов гораздо технологичнее использовать дисковые инструменты. Поэтому наибольшее число v-образных моделей представлено в каталогах деревообрабатывающего оборудования. Часто такая оснастка называется пазовой галтельной v-образной фрезой.
ГОСТы на фрезы
Для унификации требований к инструментам, разработаны государственные стандарты и на специальные фрезы. Несмотря на большое число документов, они не охватывают весь спектр имеющихся на рынке моделей. Исключение составляют стандарты на оснастку для т-образных пазов и изделий типа «ласточкин хвост».
ГОСТ 7063-72 выпущен под общим названием «Фрезы для обработки т-образных пазов». В нем рассмотрены основные характеристики, конструкция и требования к инструментам из быстрорежущей стали, используемым при обработке чугуна или стали. Диаметр рабочей части, а соответственно и наибольший размер паза, предусмотренный стандартом, лежит в диапазоне от 11 до 95 мм. Фрезы грибковые, согласно ГОСТ 7063-72, могут выпускаться с цилиндрическим или коническим хвостовиком в двух типах исполнения. Первый тип подразумевает обработку чугуна и отличается малым углом наклона режущих зубьев. Второй тип имеет укрупненные зубья, выполненные под значительным углом, и ориентирован на обработку стальных заготовок.
Зарубежные фирмы полагаются на собственные системы стандартов. В некоторых случаях применяются и обобщенные документы. Для рассматриваемых инструментов наиболее часто используется немецкий национальный стандарт DIN. Например, прорезная грибковая фреза изготавливается по стандарту DIN 850, а инструмент для т-образных пазов – DIN 851. Угловые инструменты будут выполняться на основе стандарта DIN 1833. У многих производителей использование данных документов обозначает только тип и назначение режущей части. Конкретный материал, размеры, покрытие и хвостовик следует выбирать исходя из дополнительных рекомендаций и обозначений. V-образные и иные типы специальных фрез обычно выпускаются под специфической маркировкой каждого изготовителя.
Читайте также: