Газопламенная резка металла оборудование
Обновлено: 23.04.2024
На протяжении долгих лет человечество использует металлические изделия. Некоторые из них требуют предварительной резки для последующего применения небольших кусочков.
Одним из способов разделки металла является газовая резка. Технология этого способа обладает своими особенностями и используемым оборудованием.
Особенности и разновидности
Газорезка металла раньше пользовалась широкой популярностью в ремонтных работах. Этот метод разделки являлся основным.

Распространение применения этого метода обосновано рядом особенностей:
- Расширяет возможности резки заготовок большой толщины;
- Не требует питания от электросети;
- Высокая производительность;
- Возможность выполнения сложных операций;
- Ручной и автоматический режим работы.
Этот способ позволяет обрабатывать углеродистые и легированные стали, титановые сплавы, изделия из латуни, чугуна, свинца, бронзы, алюминия.
Газовую резку можно классифицировать на категории применительно к характеру реза:
- Разделительная – характеризуется выполнением сквозного реза, который делит заготовку на требуемое число деталей;
- Поверхностная – предполагает снятие поверхностного слоя заготовки, образуя необходимые каналы, шлицы и иные конструктивные участки;
- Резка копьем – подразумевает прожиг обрабатываемой поверхности для получения проемов или глухих отверстий.
Таким образом, метод позволяет заготавливать многообразные металлические детали, производить сварку труб разного диаметра.
Технологические этапы
Технология газовой резки металла состоит из таких шагов:
- Разогревание металлической заготовки при помощи нагревателя до температуры 1100°С;
- Введение потока кислорода в зону обработки;
- При соприкосновении кислорода с металлической поверхностью возникает воспламенение;
- Под влиянием воспламенения заготовка начинает «сгорать», образуя нужный результат обработки.
Разогревание заготовки происходит под действием смеси горючего газа и технического кислорода.
В качестве горючего газа применяется пропан-бутановый состав, ацетилен, природный, пиролизный или коксовый газ. Наиболее популярными считаются ацетиленовый и пропан-бутановый состав.
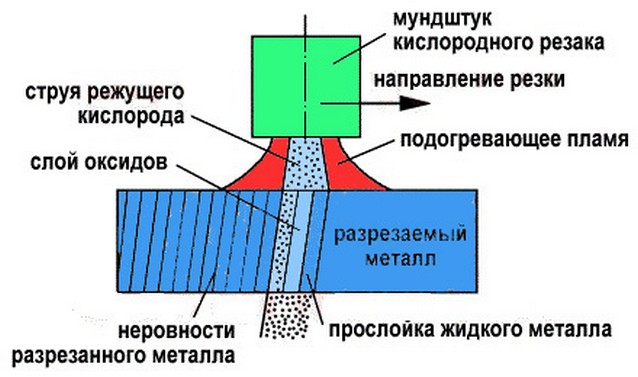
В процессе воспламенения идет реакция образования окислов. Они выдуваются из рабочей зоны потоком кислорода. Окисление металла происходит только на участках действия кислородного потока, что исключает попадание продуктов реакции внутрь металла. Для непрерывности процесса резки требуется обеспечение струи подогревающего состава перед струей кислорода.
Следует учитывать, что температура плавления обрабатываемого металла должна быть больше величины температуры воспламенения в кислороде. Иначе не произойдет сгорания металла.
А также показатель плавления образующихся окислов должен быть ниже соответствующих показателей для металла. Это обосновано тем, что в противном случае возникшие продукты не уйдут из рабочей зоны, а останутся на поверхности заготовки. При выборе заготовки требуется ориентироваться на теплопроводность металла. Чем она ниже, тем легче произойдет воспламенение.
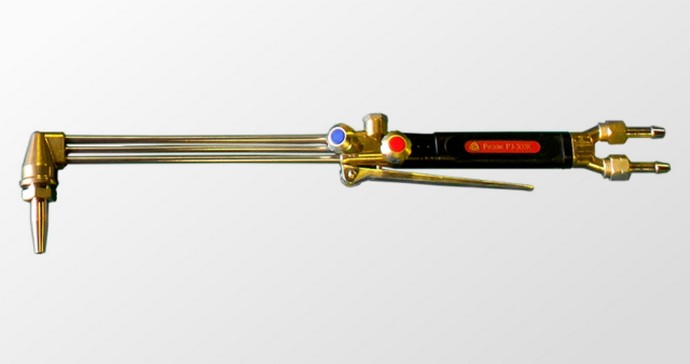
Резак — устройство для резки
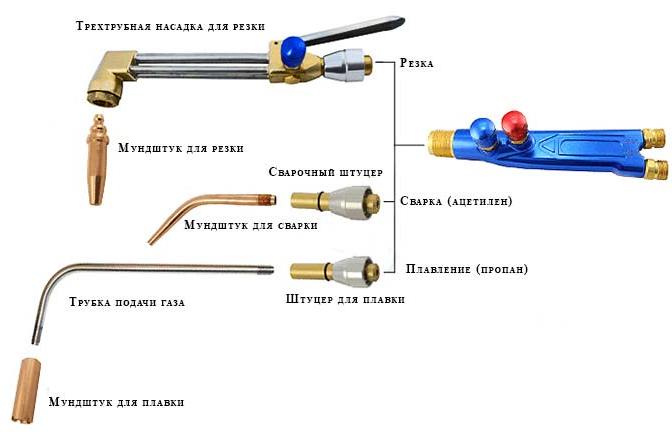
Смену этапов процесса резки обеспечивает специальное оборудование. Оно подразумевает соответствующую устойчивую конструкцию для стабильности и безопасности проводимых операций. Одним из главных компонентов выступает газовый резак. Также есть насадки для сварки и плавки, применяемые в комплекте с данным оборудованием.
Резка металла газовым резаком предполагает точность дозировки и соединения газовой смеси с кислородом. А также это устройство обеспечивает получение разогревающего пламени и введение кислорода в зону работы.
Известными резаками считаются устройства инжекторного вида, работающие со сталью толщиной до 30 см. Этот резак соединяет режущий и подогревающий блок. Блок подогревания включает в себя вентили, ответственные за подачу газовой смеси и кислорода. А также в нем присутствуют инжекторная ячейка, камера смешения, трубка для подачи, мундштук наружного вида.
Режущий блок образован трубой вывода режущей струи кислорода, регулирующим вентилем, мундштуком внутреннего типа.
Газовая смесь и кислород движутся в резак посредством разных входов. Кислород движется в инжектор и мундштук для создания режущей струи. После инжектора кислород подается в камеру смешения, куда также направляется газ через свой входной проем.
После смешения состав оказывается в мундштуке, ответственном за образование разогревающего пламени. Вентили позволяют производить изменение потоков.
Резаки можно разделить по области употребления на:
- Ручные – используются для ручной резки;
- Машинные – находят применение на резочных станках и машинах.
Существуют еще безинжекторные резаки и инструменты для подачи разных по составу горючих смесей:
- Ацетиленовые;
- Пропановые, бутановые и пропан-бутановые;
- Универсальные;
- Резаки для природного газа;
- Резаки для керосина – имеют испарительный блок для изготовления паров бензина, керосина и бензин-керосиновой смеси.
При начале пользования любого резака сначала проверяется его исправность. Потом устройство продувается кислородом.
Применяемое оборудование
Резка металла при помощи газа подразумевает использование многих основных и дополнительных приборов. Кроме резака газорезательное оборудование, состоит из:
- Редуктор – употребляется в целях снижения давления направляемого газа до необходимой величины. На нем располагаются два манометра для измерений на входном и выходном участке.
- Инструмент изменения давления.
- Баллоны для газа и кислорода.
- Шланги соединительные.

Редуктор обеспечивает регулировку давления и автоматическое поддержание достигнутой величины в постоянном значении. Редуктор может быть образован одной или двумя камерами. Если присутствуют две камеры, то прибор редко замерзает, что отражается на надежности и последовательности операций.
Баллоны изготавливаются из стали. Объем составляет 0,4-55 дм3. Они оснащены запорным вентилем. В зависимости от находящегося состава (кислород или газ) предусмотрены вентили различной конструкции. Применительно к составу, находящемуся внутри баллона, разработаны цветовые различия и надписи.
В случае резки с применением специальных машин подразумевается стационарное нахождение оборудования. При этом применяются вспомогательные устройства:
- Стол для резки;
- Механизм для отвода образующихся шлаков и обрезей;
- Система перемещения обрабатываемой заготовки;
- Вентиляционная система.
Кроме этого предусмотрены иные газоразборные и рабочие посты.
Оборудование для резки металла в широких масштабах включает компонентные составляющие:
- Несущая часть;
- Резак (может быть один или несколько);
- Приводное приспособление;
- Пульт управления.
На больших производственных предприятиях часто используются переносные резочные станки. Принцип их работы не отличается от стационарных устройств.
Нюансы газовой резки
При работе стоит учитывать некоторые правила пользования оборудованием.
Не исключены случаи взрыва газовоздушной смеси, поэтому работать необходимо в огнеупорной одежде, маске и очках.
Требуется соблюдать технику безопасности при использовании газового оборудования и следить за шлангами, регуляторами.
При работе возможны деформационные изменения заготовок. Поэтому необходимо применять обжиг или отпуск, правку стали на вальцах, не допускать увеличения скорости пламени.
P.S. При наличии газорежущего оборудования можно выполнить операции резки толстых листов металла, получив требуемое отверстие или заготовку. Правильно подобрав резак можно производить работы своими руками, соблюдая правила безопасности.
Виды газовых резаков и как пользоваться резаком пропан+кислород
Для демонтажа металлоконструкций, раскроя любого вида проката перед механической обработкой или сваркой необходима резка металла. И если лист или профиль небольшой толщины можно разрезать механическим инструментом (с ручным, электрическим или гидравлическим приводом). То для работы с металлическими заготовками большой толщины нужен газовый резак, или на профессиональном сленге — автоген.
Конструкции разных моделей такого устройства могут лишь отличаться размерами или некоторыми деталями, но принцип работы у всех одинаковый.
Принцип действия и виды
Независимо от размеров автогена и вида разогревающей газовой смеси резка происходит за счет сгорания метала в струе чистого кислорода, нагнетаемого через сопло головки в рабочую зону.

Основное и принципиальное условие газовой резки — температура горения должна быть меньше температуры плавления. Иначе металл, не успев начать гореть, будет плавиться и стекать. Этому условию соответствуют низкоуглеродистые стали, а цветные металлы и чугун — нет.
Большинство легированных сталей также не поддаются газовой резке — есть ограничения по максимально допустимым дозам легирующих элементов, углерода и примесей, при превышении которых процесс горения металла в кислороде становится нестабильным или вообще прерывается.
Сам процесс резки можно разложить на две фазы:
- Разогрев ограниченной зоны детали до температуры, при которой металл начинает гореть. А для того, чтобы получить факел разогревающего пламени, часть технического кислорода в определенной пропорции смешивают с горючим газом.
- Сгорание (окисление) разогретого металла в струе кислорода и удаление продуктов горения из зоны реза.
Если рассматривать классификацию только ручных резаков, то принципиальное значение имеют следующие признаки:
- вид горючего, мощность и способ получения смеси газов для разогревающего пламени;
- классификация по виду горючего газа: ацетилен, пропан-бутан, метан, универсальный, МАФ.
Керосинорезы и бензорезы хоть и имеют то же назначение относятся к жидкотопливным резакам.
- По мощности: малая (резка металла толщиной от 3 до 100 мм) — маркировка Р1, средняя (до 200 мм) — Р2, высокая (до 300 мм) — Р3. Есть образцы с повышенной толщиной резки — до 500 мм.
- По способу получения горючего газа: инжекторные и безинжекторные.
И если первый признак влияет лишь на температуру разогревающего пламени, а мощность — на предельную толщину металла, то третий признак определяется конструкцией резака.
Конструкция
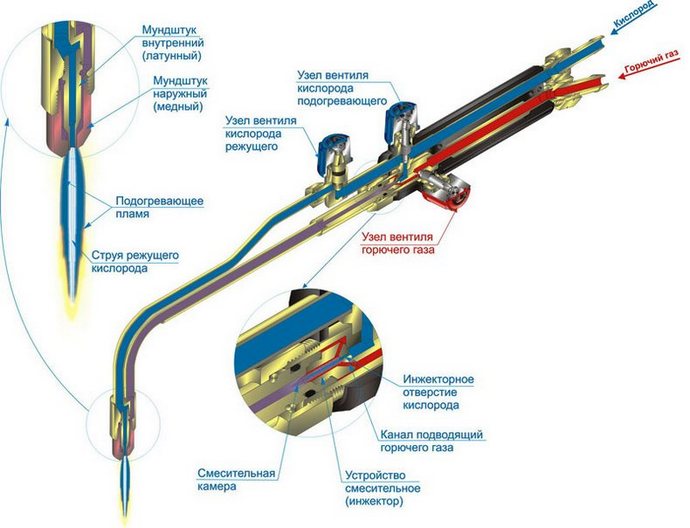
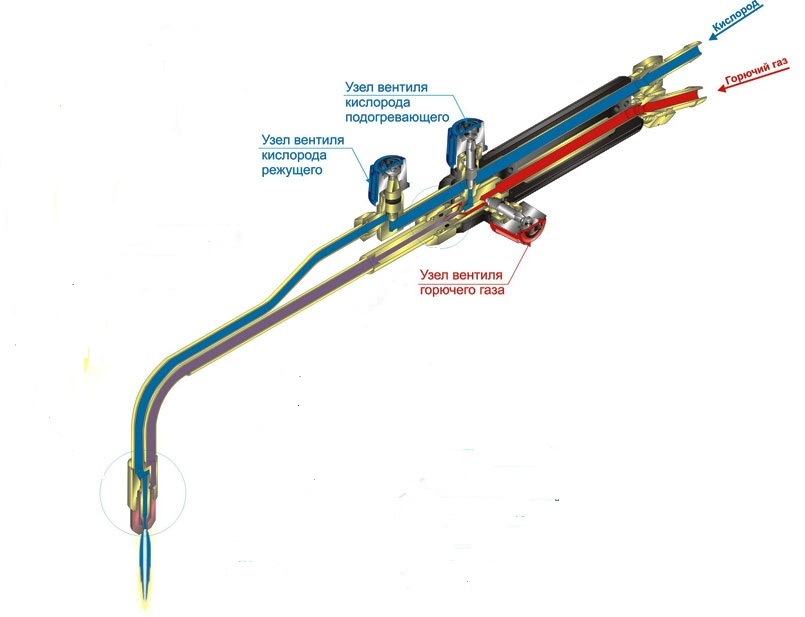
1. Инжекторный или двухтрубный, газовый резак — это наиболее распространенный тип конструкции. Технический кислород в резаке разделяется на два потока.
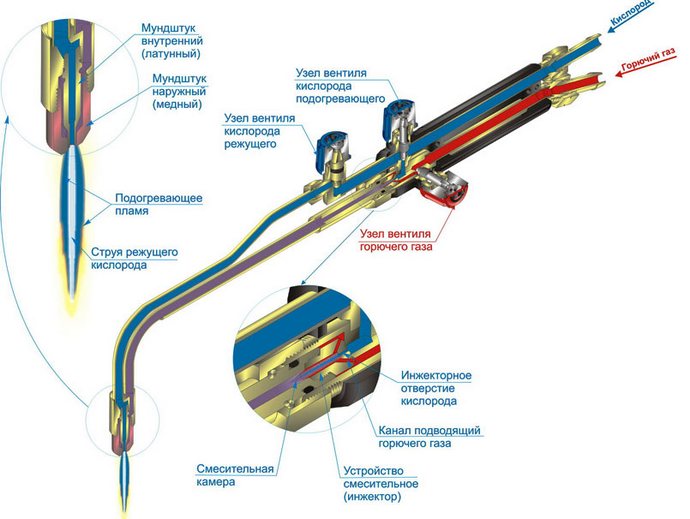
Часть потока по верхней трубке движется в головку наконечника и с высокой скоростью выходит через центральное сопло внутреннего мундштука. Эта часть конструкции отвечает за режущую фазу процесса. Регулировочный вентиль или рычажный клапан вынесен за пределы корпуса.
Другая часть поступает в инжектор. Принцип работы которого заключается в том, что инжектируемый газ (кислород), выходя в камеру смешения под высоким давлением и с высокой скоростью, создает там зону разрежения и через периферийные отверстия втягивает горючий (эжектируемый) газ. Благодаря смешению, происходит выравнивание скоростей, и на выходе камеры образуется поток смеси газов со скоростью ниже, чем у инжектируемого кислорода, но выше, чем у эжектируемого горючего газа.
Далее смесь газов движется по нижней трубке в головку наконечника, выходит через сопла между внутренним и внешним мундштуком, и формирует факел разогревающего пламени. Каждый канал имеет свой вентиль на корпусе, которым регулируют подачу кислорода и горючего газа в инжектор.
2. Безинжекторный, или трехтрубный резак имеет более сложную конструкцию — оба кислородных потока и газ поступают к головке по отдельным трубкам.
Смешение подогревающей смеси происходит внутри головки. Но именно отсутствие камеры смешения обеспечивает более высокий уровень безопасности, не создает условий для «обратного удара» (распространению горящих газов в каналах резака и трубах в обратном направлении).
Помимо более сложной конструкции и высокой цены, недостатком трехтрубного газового резака считается то, что для его стабильной работы необходимо более высокое давление горючего газа (здесь нет эффекта эжекции и увеличения скорости потока).
Размеры и вес
Размеры ручного инжекторного газового резака оговорены стандартом ГОСТ 5191-79 и зависят от его мощности:
- у Р1 — до 500 мм;
- у Р2 и Р3 они лежат в пределах 580 мм. Но выпускают и «удлиненные» модели для работы в особых условиях.
Есть ограничения по весу для каждой категории мощности: 1.0 и 1.3 кг соответственно для Р1 и Р2/Р3.
Этот же ГОСТ определяет, что тип Р3 — это резак кислородно-пропановый, а Р1 и Р2 могут работать на любом виде горючего газа.
Есть отдельная категория ручного инжекторного инструмента для кислородной резки — вставные резаки, которые имеют маркировку РВ.

По ГОСТу их определяют как наконечники для резки к сварочной горелке. Отличие конструкции в том, что разделение кислорода и смешение горючей смеси происходит в наконечнике, а он имеет гораздо меньшие размеры и вес, чем резак. Так вес РВ1 имеет верхнюю границу в 0.6 кг, а РВ2 и РВ3 — 0.7 кг.
Но вряд ли можно назвать такой газовый резак по металлу компактным — в рабочем положении в сборе с корпусом от горелки его размеры и вес будут не меньше, чем у специализированного инструмента. Преимущество лишь в том, что можно купить горелку в комплекте с наконечниками разных типов (сварки и резки), а весь комплект будет помещаться в небольшом кейсе. Или приобрести к уже имеющейся горелке вставной резак.
Но и тут есть один нюанс. Пропан стоит намного дешевле ацетилена. Поэтому стоимость эксплуатации ацетиленового резака будет существенно выше, чем кислородно-пропанового. А для сварки металла лучше ацетиленовая горелка, у которой температура пламени выше на 300-400 чем у кислородно-пропановой (у чисто пропановой горелки температура меньше 2000C).
Компактность же всего «поста» для ручной газовой резки может быть обеспечена лишь за счет емкости баллонов с газами.
Портативные газовые резаки
В последнее время можно увидеть предложения по продаже портативных газовых резаков, которые представляют собой насадку к небольшому цанговому баллону с газом.
Но хоть их позиционируют как резаки, по сути это горелки. Температура факела большинства из них не превышает 1300C. Хотя есть «профессиональные» цанговые портативные резаки с температурой факела 2000—2500C (например, Kovea KT-2610 при работе с газовой смесью MAPP US), а это уже близко к температуре разогревающего пламени кислородно-пропанового резака — 2700—2800C.

Но в любом случае для создания условий «горения» стали нет главного режущего компонента — струи кислорода, благодаря которому и происходит окисление металла.
Портативными резаками можно резать легкоплавкие металлы и сплавы: олово, алюминий, латунь, бронзу, медь. Но и для них речь идет не о резке, а о плавке. Поэтому их чаще используют, чтобы запаять или сварить небольшие детали из цветных металлов (например, при ремонте кондиционеров и холодильников), а резать можно ручным электрическим инструментом.
На что обратить внимание при выборе газового резака
Если «идти» от шлангов к головке важно следующее:
- ниппели из латуни служат дольше, чем алюминиевые;
- материал рукоятки должен быть алюминиевым, пластиковые накладки менее долговечны и могут «поплыть»;
- вентили должны вращаться с небольшим усилием;
- рекомендованный диаметр рукоятки вентиля режущего кислорода — не менее 40 мм;
- рычажные модели более удобны в эксплуатации и позволяют экономить газ;
- шпиндели вентилей: из нержавейки — самые надежные (до 15000 циклов), из латуни — быстро выходят из строя (около 500 циклов), комбинированные — имеют «средние» показатели;
- материал корпуса и трубок — нержавейка, латунь, медь;
- у ацетиленовых резаков детали, соприкасающиеся с горючим газом до камеры смешения, не должны быть изготовлены из меди или сплавов с ее содержанием выше 65%;
- разборная конструкция позволяет ремонтировать резак, проводить чистку инжекторного узла, трубок наконечника;
- наружный мундштук только из меди;
- внутренний мундштук ацетиленового резака — медь, кислородно-пропанового — может быть сделан из латуни;
- к выбранной модели у продавца должны быть в ассортименте запасные части и расходные детали.
Как пользоваться кислородно-пропановым резаком
- работа с резаком должна проходить в маске сварщика (или специальных очках);
- рекомендованы одежда и рабочие перчатки с огнеупорными (негорючими) свойствами;
- пламя автогена должно смотреть в сторону по отношению к подводящим шлангам, а шланги не должны мешать работе резчика;
- баллоны с газом располагают не ближе пяти метров к месту работы;
- резку металла проводят либо на открытом воздухе, либо в хорошо проветриваемом помещении.
После длительного перерыва или при первом запуске нового инжекторного резака надо убедиться, что каналы «чистые» и кислород в инжекторе создает необходимый уровень разрежения для подсоса горючего газа.
Вначале при закрытых вентилях на резаке и на баллонах с резака снимают шланг с пропаном. Затем на баллоне с кислородом устанавливают рабочее давление и открывают на резаке вентиль подогревающего кислорода и газа. Проверку работоспособности инжектора проверяют приложив палец к ниппелю горючего газа — должно ощущаться всасывание воздуха в отверстие ниппеля.

После этого кислород закрывают и подключают к резаку шланг с пропаном.
Последовательность операций при работе с резаком:
- выставляют на баллоне с кислородом рабочее давление;
- выставляют на баллоне с пропаном рабочее давление (приблизительно в 10 раз меньше, чем давление кислорода для двухтрубного резака или в 5 раз — для трехтрубного);
- приоткрывают вентиль подогревающего кислорода и газа, зажигают горючий газ и вентилями формируют необходимый для работы факел разогревающего пламени;
- резак готов к работе и резка металла проходит при открытом вентиле режущего кислорода.
Гасят резак в следующей последовательности:
- закрывают вентиль режущего кислорода;
- перекрывают вентили разогревающего пламени — первым горючий газ, затем кислород;
- перекрывают вентили на баллонах;
- сбрасывают газ из шлангов, поочередно открывая и закрывая на резаке оба вентиля разогревающей смеси.
Газовая резка металла
Газовая резка металла – это необычайно популярный вид металлообработки. Для решения широкого спектра задач необходим минимум оборудования, которое весьма мобильно и может доставляться на рабочую площадку любым транспортом. Его эксплуатация не вызывает трудностей, и подготовка обслуживающего персонала не требует больших затрат. Кроме того, для разделения металла применяется сравнительно дешёвый расходный материал – кислород и подогревающие газы. В этой статье мы подробно рассмотрим этот процесс со всех сторон.
Технология газовой резки металла
Технология газовой резки основана на способности металла сгорать (окисляться) под действием струи горящего чистого (чистота 99,0…99,8%) кислорода.

Процесс резки металла кислородом происходит следующим образом:
- сначала раскраиваемую деталь разогревают до нужной рабочей температуры подогревающим газом;
- потом подается режущий кислород в виде узкой струи под высоким давлением. Он «прожигает» насквозь заготовку и образуется линия реза.
Кислородная резка
Кислородная резка металлов делится на следующие методы раскроя металла:
- газокислородный раскрой металлов. Для подогрева заготовок в качестве подогревающего газа применяют углеводороды и их смеси. По показателям теплотворности рационально применять ацетилен, но, исходя из его сравнительно высокой стоимости, наиболее широко применяют газы-заменители (пропан и ему подобные);
- кислородно-флюсовая резка. Чтобы повысить температуру в зоне раскроя заготовки и тем самым расширить перечень разрезаемых кислородом металлов, в зону разреза вводят порошок флюса;
- кислородно-дуговая резка. Дуга горит между плавящимся трубчатым электродом (через внутреннюю полость которого подается режущий кислород) и обрабатываемым металлом. Нагрев металла в рабочей точке обеспечивает электрическая дуга.
Подробно познакомиться со всеми видами резки можно в статье «Кислородная резка металла» .
Газовая резка металла пропаном
Газовая резка металла пропаном – это самый экономически выгодный, а потому и широко распространённый метод раскроя металла. Но, у него есть один большой недостаток: он создаёт на этапе разогрева в зоне реза сравнительно низкую температуру. Поэтому, его можно применять только для раскроя следующих металлов:
- низкоуглеродистые стали;
- среднеуглеродистые стали;
- ковкий чугун.
Подробно с резкой пропаном можно познакомиться в статье «Нагрев и резка металла пропаном» .
Газорезка металла: оборудование
Ассортимент оборудования для газовой резки металла, предлагаемый сегодняшним рынком, необычайно широк. Начинающие газорезчики теряются: а что, собственно, необходимо? С чего начать? В помощь вам – наша статья.
В общем случае, для осуществления газорезки необходимо следующее оборудование:
- газовая горелка;
- источник газа с регулятором давления и манометром;
- газовые шланги (рукава).
Работа должна производиться на специально оборудованном участке. Выбор конкретной комплектации оборудования следует начинать с чёткой постановки задачи: «Что вы предполагаете резать?». В зависимости от марки и толщины металла и объёма работы вы выбираете оборудование.
Резка металла газом — без резака не обойтись
Как мы уже сказали, в комплект оборудования обязательно должен входить резак. Газовый резак имеет следующую конструкцию:
Схема газового резака приведена на рисунке.
Подробно о назначении и конструкции газовых резаков по металлу можно узнать в статье «Что нужно знать про газовые резаки по металлу: портативные и обычные, про устройство и настройку» .
Очки для газорезки
Очки для газосварки должны удовлетворять следующим требованиям:
- обеспечивать необходимое для работы затемнение и комфортные условия работы в них:
- хороший обзор рабочей зоны;
- удобную наголовную ленту;
- иметь хорошую вентиляцию;
- выступающих частей;
- острых кромок и т. п.;
Очки должны соответствовать требованиям ГОСТ Р 12.4.013-97 ССБТ «Очки защитные. Общие технические условия».
Выбирая себе очки для газорезки, следует:- посоветоваться с опытным газорезчиком. Желательно, что бы это был ваш добрый приятель;
- почитать отзывы на форуме в интернете;
- получить рекомендации продавца-консультанта в специализированном магазине и только после этого принять решение.
![Защитные очки для газорезки «ZEKLER 55 5HC (5 DIN)». Ист. http://www.roba.spb.ru/ru/product=ochki_dlya_svarshikov_zekler_55.]()
Пост газовой резки
Пост газовой резки – это полный комплект оборудования, необходимого для раскроя металла газом. Его размеры зависят от назначения:
- у специалиста по холодильным установкам — это маленький чемоданчик, который он носит в одной руке;
- у слесаря-сантехика – комплект оборудования перевозится на телеге;
- на заготовительном участке металлообрабатывающего производства – это огромный и очень мощный станок с ЧПУ.
Резка газом: как резать
Про газовую резку металла мы много сказали и повторять не будем. Но есть одна тема, связанная с использованием газа, которую следует напоминать постоянно – это техника безопасности.
Газ он не просто горит, но ещё и взрывается. Особенно это касается кислорода. Поэтому, рекомендуем ещё раз внимательно прочитать статью «Как пользоваться газовым резаком. Резка металла» .Вывод
Существует много способов раскроя металла, но самый эффективный — газопламенная резка. Этим объясняется его широкое распространение. Но добиться максимального экономического эффекта можно только при строжайшем соблюдении технологии выполнения операций. Ни в коем случае не допустимо, даже, малейшее разгильдяйство, т. к. при работе с газом это приведёт не только к снижению качества, но и травмам.
Принцип действия и разновидности газовых резаков по металлу
![]()
Существует много способов резки металла, но наиболее эффективным, простым, и, как не странно, безопасным является газовый метод. Суть технологии основывается на химическом взаимодействии горючего газа, в большинстве случаев пропана, с кислородом. В результате такого синтеза образуется направленное пламя с высокой температурой в центре, которая достигает точки плавления стали.
Более современный метод – это плазменная резка. Технология схожая, только в качестве активатора струи выступает электрическая дуга. Плазменный резак способен создавать более тонкий рез, но если в случае с пропаном достаточно обзавестись всего двумя газовыми баллонами (с пропаном и кислородом), то здесь понадобится специальный аппарат – плазмотрон.
Выбирая резак следует в первую очередь обращать внимание на его эргономичность и удобство. Как правило, процесс резки занимает много часов, а в некоторые места очень сложно добраться. Конструкция резака подбирается индивидуально, в зависимости от поставленных задач. Также смотрим на безопасность инструмента, но если говорить о нашем рейтинге, куда попали 10 лучших резаков, то этот параметр присутствует у всех моделей, вне зависимости от их ценовой категории.
Лучшие газовые резаки по металлу
Газовый резак состоит из нескольких модулей: держателя, вентильной системы, трубок и сопла. Каждая модель имеет свои особенности. Например, сопло должно оснащаться защитой от обратного удара, а рукоятка удобно лежать в руке и не выскальзывать. Особое внимание при выборе уделяется вентильной системе, на которую приходится основная нагрузка при работе. Расположение вентилей также имеет значение в плане удобства, и в некоторых моделях продувочный вентиль заменяется рычагом.Такие инструменты тоже представлены в нашем рейтинге.
Виды газовых резаков
Виды газовых резаков представлены очень широко. Пройдемся по ручным моделям, которые подразделяются по признакам.
По виду разогревающего горючего газа:
- с ацетиленом;
- с метаном;
- резак пропановый;
- универсальный;
- с МАФ.
![]()
Принцип работы газовой горелки.
Вид газа влияет на температуру пламени для разогрева металла.По мощности работы резака:
- малая мощность для резки металла с маркировкой Р1 и толщиной 3 – 100 мм;
- средняя мощность – маркировка Р2 и толщина до 200 мм;
- высокая мощность – маркировка Р3 с толщиной до 300 мм;
- бывают резаки для резки металла с толщиной до 500 мм.
По способу доставки горючего газа:
Преимущества и недостатки
Если нужно разрезать металлический лист, можно использовать разное оборудование и приспособления. Это может быть роликовый нож, ручные ножницы, болгарка, станок для разрезания лазером или водой. Каждый из способов обладает сильными и слабыми сторонами. Преимущества газовых резаков:
- Большая толщина реза. Зависимо от выбранного вида оборудования, можно разрезать металлический лист толщиной в 500 мм.
- Низкая цена на горелку, баллоны, соединительные шланги.
- При сильном нагревании металла он подвергается тепловой деформации. Из-за этого изменяется структура материала.
- Большая ширина реза, что недопустимо при соблюдении точных габаритов.
- Если толщина листа небольшая, на срезе заметен конус от пламени.
- Невозможность работать с нержавеющей сталью, цветными металлами.
- Высокая стоимость за метр прорезанного листа.
После проведения резки металлических листов с помощью газовой горелки нужно дополнительно обрабатывать торцы.
Чтобы сделать качественный рез, нужно контролировать расстояние между соплом горелки и поверхностью материала. Для этого нужно сделать самодельную каретку, которая будет поддерживать рабочую часть оборудования в одном положении над металлическим листом.
![Газовый резак в сборе]()
Газовый резакПравила выбора
При выборе газового резака нужно учитывать ряд рекомендаций. Обращать внимание следует на такие факторы:
- Комфорт — важный показатель, отвечающий за то, сколько мастер сможет проработать с аппаратом без усталости. Желательно подержать горелку в руках. Это поможет понять насколько она будет удобна во время работы.
- Материал мундштука — наружная часть этого элемента горелки должна быть сделать из хромистой бронзы. Допускается чистая медь, имеющая красный оттенок.
- Соединительные трубки должны изготавливаться из латуни.
- Желательно выбирать горелку без декоративного покрытия. Краска будет закрывать возможные дефекты сборки аппарата.
- Работая с замасленными или окрашенными поверхностями, нужно выбирать удлинённые резаки (до 800 мм). Такая длина позволит уберечь кисть от травмирования пламенем.
- Выбирать рукоять из алюминия. Пластик менее долговечный и износоустойчивый.
- Температура пламени и скорость потока газа влияют на толщину реза металлических деталей. Глубина реза обозначается специальной маркировкой. Например, если нужно разрезать листы толщиной до 10 см, аппарат будет обозначен P. Чтобы разрезать листы толщиною более 10 см, требуется выбирать маркировку P3.
Важно проверять комплектацию оборудования до выхода из магазина. Чтобы не возникло лишних проблем при возможных поломках газовой горелки, необходимо получить гарантию.
Настройка
Чтобы настроить инжекторный резак на выполнение газорежущей операции, необходимо выполнить регламентированные инструкциями по эксплуатации ИГР процедуры:
Провести проверку инжекции в следующей последовательности:
- подсоединить шланг от кислородного баллона к соответствующему ниппелю, при этом ниппель для подсоединения газового шланга остается свободным либо просто выкручивается;
- открыть подачу кислорода на редукторе;
- открыть вентили кислорода и горючего газа на ИГР;
- проверить инжекционную способность, прислонив палец к штуцеру с газом – палец должен слегка притягиваться (опытные сварщики не гнушаются вместо пальца попробовать наличие втягивания языком). Наличие втягивания указывает о хорошей инжекции.
После проверки инжекции подсоединить шланг с горючим газом.
Разжечь пламя для резки металла. Длину факела и цвет пламени регулируют открытием соответствующих вентилей кислорода, горючего газа и смеси вплоть до полной стабилизации пламени и приобретения им формы конуса.
Принципиальная конструкция газового резака
Особенности конструкции резака.
Инжекторный или двухтрубный резак
Это самая популярная модель по своей конструкции. Название «двухтрубный» происходит из-за разделения технического кислорода на два потока. Это делается для функционального разделения работы кислорода.
Верхний поток кислорода с высокой скоростью идет сквозь сопло внутреннего мундштука. Это чрезвычайно важная часть аппарата – она отвечает за непосредственно фазу резки металла. Регулируется этот поток специальным вентилем, который обычно выносится на наружную панель.
Второй поток кислорода идет прямиком в инжектор. Порядок работы в камере инжектора следующий: кислород поступает в камере под большим давлением и с высокой скоростью, в результате чего в этом пространстве образуется зона разреженного давления. Кислород является в данном случае инжектируемым.
![]()
Номинальный расход газов.Через специальные боковые отверстия в стенках камеры в нее втягивается горючий газ – он является в данном случае эжектируемым. Происходит смешение газов, скорости выравниваются, в итоге на выходе из камеры формируется поток из смеси газов, у которого скорость ниже, чем у инжектируемого кислорода, но выше, чем у эжектируемого горючего газа.
На следующем этапе сформированная смесь газов поступает в наконечник – сначала в его головку, а затем через сопло между мундштуками выходит и образует то самое пламя в виде факела, которое разогревает металл до температуры его горения. Все потоки газов регулируются собственными вентилями на внешней стороне корпуса – для подачи кислорода и отдельно для подачи горючего газа в инжектор.
Безинжекторный или трехтрубный газовый резак
В данном случае устройство газового резака сложнее. Кислород в него попадает по двум трубкам, третью трубку по праву занимает горючий газ. В этом сварочном резаке газы смешиваются внутри головки, никакой камеры здесь нет. Такая система является более безопасной, чем двухкамерная модель.
Дело в том, что здесь нет риска для так называемого «обратного удара», который заключается в весьма неприятном и опасном явлении: проникновении горящих газов в каналах и трубках аппарата в обратном направлении.
У этой модели стоимость значительно выше. Кроме этого недостатка у трехтрубного резака имеется еще один нюанс: в работе с ним необходимо очень высокое давление горючего газа – выше, чем с инжекторным аппаратом.
Газовый резак своими руками
Как и многие другие устройства для сварки, ковки или иных операций с металлами, газовый резак своими руками соорудить вполне возможно – это несложно. Если на рынке предлагаются самые разнообразные модели с разной степенью конструктивной сложности, то самодельный резак для резки металла лучше делать простым и компактным.
На нижеследующем примере можно отлично понять принцип действия и построения автогена, иными словами – научиться его делать резаки. А пока делаем легкую версию для резки медных проводов.
![]()
Как устроен резак?Вот что понадобится для изготовления самодельного аппарата:
- компрессор для аквариума;
- баллончик для заправки зажигалок газом;
- игла для насоса мяча;
- медицинские капельницы с иголками – две штуки;
- медная проволока;
- паяльник с причиндалами;
- пистолет с термо-клеем;
- надфиль тонкого помола;
- съемный сосок от камеры автомобиля.
В игле от насоса просверливаем отверстие для малой медицинской иглы со сточенным острым кончиком. Место запаиваем с медной проволокой для полной герметизации. Подача воздуха от компрессора и пропана от баллона производятся как обычно, под давлением. Зажимы капельницы выполняют роль вентилей для регулировки факела пламени.
В качестве резюме еще раз напоминаем об ответственности работы с газом, которая полна серьезных рисков. Если вы новичок в газовых делах, самым оптимальным случаем была бы совместная работа с кем-то из опытных специалистов.
Принцип работы
Методика газовой резки относится к технологии газопламенной обработки металлов, в которой пламя горящей газовоздушной смеси нагревает заготовку до высокой температуры для выполнения резки, поверхностной закалки, наплавки или другой технологической операции.
Базовым принципом газовой резки является способность металла к возгоранию в среде химически чистого кислорода. Для технической реализации этого сложного физико-химического процесса применяют специальный резак по металлу, выполняющий следующие функции:
- смешивание в определенной пропорции горючего газа (ацетилена, пропана, природного газа) с кислородом для образования подогревающей газокислородной смеси;
- воспламенение подогревающей смеси и нагрев ее пламенем металла вдоль линии реза;
- раздельную подачу потока подогревающей смеси и струи кислорода к месту реза.
Операция газорезки, которую обеспечивает резак горящим газом, состоит из двух технологических этапов:
- Подготовка к резке, заключающаяся в разогреве локальной зоны заготовки до температуры воспламенения металла. Разогрев осуществляется факелом пламени горящей подогревающей смеси. В месте начатого разреза металл греют до белого каления, что соответствует нагреву до температуры в пределах 1100 град. Ц.
Режим предварительного локального разогрева необходим для того, чтобы металл обрабатываемой детали воспламенился в струе кислорода по линии реза без использования постороннего инициатора возгорания.
- Непосредственно газовая резка заготовки, заключающаяся в сгорании металла в струе поданного под давлением кислорода и выдувании из рабочей зоны образовавшихся продуктов горения в виде раскаленных частиц. Процесс резки протекает в следующей последовательности:
- в разогретую зону подается кислородная струя под давлением 5-12 атм.;
- при соприкосновении с нагретой поверхностью кислород воспламеняется;
- под воздействием кислородной струи металл в зоне реза сгорает;
- продукты горения – оксиды – струей выдуваются из зоны резки, оставляя после себя узкий паз.
Окисление материала разрезаемой заготовки происходит лишь на участке действия кислородной струи, поэтому попадание оксидов внутрь металла исключено.
Подготовка к работе
Прежде чем начинать работу с оборудованием для газовой резки нужно провести подготовку. Она включает действия, которые снижают риск порчи аппарата, заготовки, получения травм. Этапы подготовки:
- Осмотреть баллоны, соединительные шланги, крепёжные элементы, горелку на наличие повреждений. Они должны быть целыми, без видимых дефектов.
- Принюхаться к окружающему воздуху. Так можно определить утечку газа. Изначально необходимо подключить шланги к баллонам и горелке, зажать их хомутами. Горючая смесь не должна вырываться наружу.
- Резиновые уплотнители должны быть целыми. Если на них появляются трещины, их форма изменяется, необходимо немедленно заменить прокладки на новые.
- Прежде чем открывать кислородный вентиль необходимо проверить оборудование на наличие жировых пятен, подтёков масла. Даже небольшое количество этих веществ могут вызвать взрыв.
Важно правильно соединить шланги, не перепутав подачу газа.
![Подготовка к работе]()
Подготовка к работе газовым резакомЧитайте также:






