Газопламенное оборудование для резки металла
Обновлено: 18.05.2024
Устройства для газовой резки представляют собой класс оборудования, обеспечивающего выполнение всего спектра задач по обработке металлов способом разделительного резания. Выпускаются они различных конструкций и назначения.
1 Принцип работы оборудования для газопламенной резки
Процесс газовой резки протекает за счет сгорания металла в подаваемой под высоким давлением струе чистого технического кислорода. Для перехода в этот рабочий режим материал предварительно разогревают до температуры, при которой обрабатываемый сплав воспламеняется в кислороде на линии реза без посторонних источников горения. На основании вышеизложенного можно сделать вывод, что процесс кислородного раскроя состоит из двух этапов. Сначала металл разогревают пламенем смеси, полученной из горючего газа и технического кислорода. В качестве топлива используют ацетилен либо его заменители.
Во время второй стадии осуществляется собственно резка материала струей кислорода. При этом металл сгорает, а образовавшиеся продукты горения в виде оксидов выдуваются из рабочей зоны. Для обеспечения этих и переходных режимов кислородного раскроя предназначено оборудование для газовой резки металлов, конструкция которого предусматривает не только устойчивость, стабильность и качество процесса резания, но и его безопасность.

Основным узлом и одновременно рабочим инструментом устройств для газового (кислородного) разрезания металлов является резак. Не стоит его путать с сварочной горелкой, которая предназначена только для сварки и имеет отличную от резака конструкцию, но подсоединяется к такому же комплекту оборудования, обеспечивающему ее работу.

Резаки обеспечивают точное дозирование и смешивание газа или горючих паров жидкого топлива с кислородом, последующее получение на основе образованной смеси подогревающего пламени, а также раздельную от предназначенной для смешивания подачу к разрезаемому материалу струи кислорода.
2 Конструкция газовых резаков для раскроя металлов и их классификация
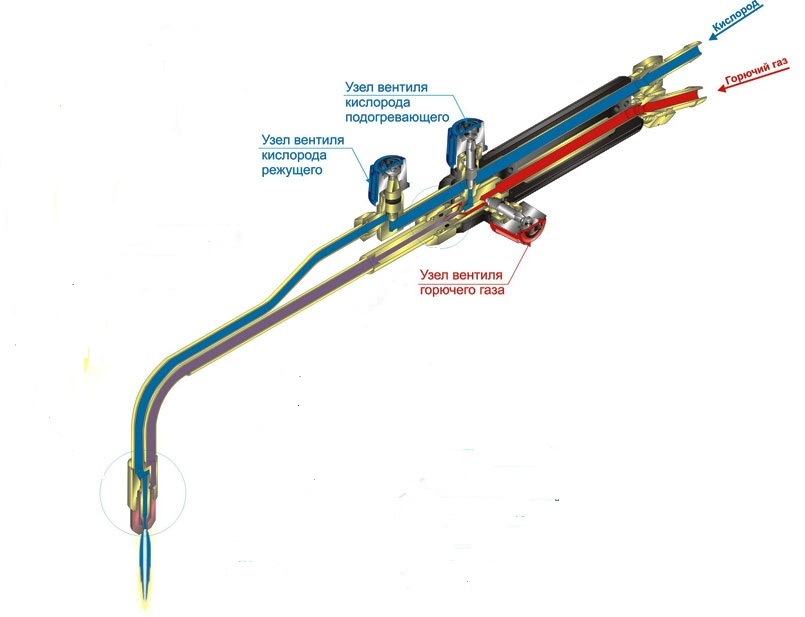
Самыми распространенными в настоящее время являются инжекторные универсальные резаки, обеспечивающие разрезание изделий из различных сплавов стали, толщина которых составляет 3–300 мм. В этом инструменте конструктивно объединены режущая и подогревающая части. Последняя аналогична устройству газовой сварочной горелки, состоит из вентилей подачи кислорода и газа, инжекторной и смесительной камеры, подающей трубки, наружного мундштука. Режущая часть включает дополнительную трубку, обеспечивающую подачу к металлу режущего кислорода, вентиля регулировки подачи, внутреннего мундштука.
Кислород и ацетилен подаются в резак через отдельные ниппели. При этом кислород расходится от ниппеля в двух направлениях:
- Часть его (как и в обыкновенной сварочной горелке) поступает в инжектор, а потом в смесительную камеру, в которой образуется смесь ацетилена, подводимого через свой ниппель, и кислорода.
- Другая часть по отдельной трубке подается к центральному отверстию мундштука, проходя через которое создает режущую струю кислорода.

Горючая смесь газов из камеры для смешивания по трубке поступает в мундштук, проходит через кольцевое внешнее отверстие, образуя на выходе нагревающее пламя. Регулировка подачи газов в мундштук осуществляется соответствующими вентилями.
Все резаки по сфере применения подразделяют на инструмент, рассчитанный для:
- ручного раскроя;
- машинной обработки на станках и машинах для резки.

По принципу смешения кислорода и газа делят на следующие типы:
По назначению и конструктивным особенностям различают резаки:
- вставные;
- специальные;
- универсальные.
По роду используемого для работы горючего газа классифицируют на:
- резак для ацетилена;
- для пропана, бутана или их смеси;
- для природного газа;
- универсальные;
- керосинорезы – только для ручной резки, снабжены испарителем для получения горючих паров подаваемого бензина, керосина либо их смеси.

По способу и виду резания классифицируют:
- для поверхностной резки;
- разделительной;
- копьевой;
- кислородно-флюсовой.
3 Основное и вспомогательное оборудование для газопламенной резки
Помимо резака в состав оборудования для резки газом входят следующие устройства, элементы:
- ацетиленовые генераторы;
- баллоны для технического кислорода и газа;
- редуктора для регулировки подачи газов;
- рукава – шланги высокого давления;
- предохранительные затворы;
- пылевые фильтры, встраиваемые в редуктор или монтируемые на него;
- запорные клапаны, которыми могут быть оснащены редукторы;
- устройства регулировки давления;
- клапан для регулирования расхода – может быть частью оснащения редуктора;
- манометры давления – устанавливаются на редукторах для контроля за величиной давления газа.

Ацетиленовый генератор – это аппарат, в котором благодаря разложению водной смеси карбида кальция образуется ацетилен. Их классифицируют по:
- способу применения:
- передвижные;
- стационарные;
- низкого давления;
- среднего;
- высокого.
Для применения в работе, транспортировки, хранения газов (сжатых, растворенных, сжиженных), находящихся под требуемым давлением, используют стальные баллоны объемом 0,4–55 дм 3 . Емкости вместительностью 40 дм 3 получили наибольшее распространение. Конструктивно они выполнены в виде стальных продолговатых цилиндрических сосудов с горловиной, имеющей конусное отверстие с нарезанной резьбой, куда вкручивается запорный вентиль. На кислородные и под горючие газы емкости устанавливают вентили разной конструкции. Каждому газу, которым заполняют баллон, соответствует отдельный условный цвет сосуда и надписи газа на нем. Так как запитывание постов газовой резки от генераторов связано с целым рядом неудобств, то широкое распространение при работе с ацетиленом получило питание от ацетиленовых баллонов.
![Фото баллонов для хранения газов для газовой резки металлов, tk-selsin.ru]()
Редуктор – это устройство, предназначенное для регулируемого понижения величины давления кислорода и газа, подаваемых по магистрали либо находящихся в стальном баллоне, до его рабочего значения, а также автоматического поддержания такого давления постоянным. Рукава предназначены для подводки кислорода и газа к резаку от рамп, баллонов. Их производят из вулканизированной резины, армированной тканевыми прокладками, классами по допустимому давлению и с окраской в соответствии транспортируемым газам. Они должны обладать гибкостью, прочностью, не стеснять движений рабочего и не затруднять работу механизмов машин и станков для резки.
Предохранительные затворы – специальное оборудование, которое в случае обратных ударов режущего пламени из резака или сварочной горелки предохраняет газопроводы, ацетиленовые генераторы от попадания внутрь них взрывной волны. Затворы монтируют в подводящие рукава между непосредственно ацетиленовым генератором либо ацетиленопроводом (при использовании многопостового питания от генератора стационарного исполнения) и резаком или горелкой. Они бывают сухие или жидкие.
Машинная газовая резка металлов, оборудование которой предназначено для стационарной работы, предполагает обязательное использование дополнительных устройств, механизмов, элементов:
- газоразборных и рабочих постов;
- раскроечный стол;
- систему удаления (уборки) шлаков и обрезей;
- механизм перемещения разрезаемого изделия;
- систему вентиляции;
- и других.
4 Машины и станки для газовой резки металлов – классификация и конструкция
На мощных металлобрабатывающих заводах, заготовительном и крупном серийном производстве, а также в случаях, когда есть необходимость и возможность повысить качество реза, производительность и сократить тяжелый ручной труд, применяют машинную резку. Для этого используют различное стационарное и переносное оборудование.
Все машины газовой резки (стационарные или переносные) состоят из нижеприведенных основных частей:
- несущей;
- резака (от одного до нескольких);
- ведущего (приводного) механизма;
- системы и пульта управления.
![Фото машины газовой резки, kristall-service.net]()
Разнообразные переносные машины выпускают в виде небольших самоходных тележек. Их перемещение осуществляется с помощью пружинного механизма, газовой турбинки или электродвигателя. Чтобы задействовать мобильную машину, ее устанавливают непосредственно на разрезаемые трубу или лист, а затем направляют по гибкому копиру, разметке, направляющим, либо циркульному устройству.
У стационарных станков основным узлом, обеспечивающем автоматизацию процесса резания, является система точного копирования. Для эффективности ее работы на станках применяют принципы электромагнитного, дистанционно-масштабного, фотоэлектронного, программного, механического копирования.
Стационарные станки газовой резки по конструктивному исполнению выпускают следующих типов:
- портальные (П) – располагаются на стойках непосредственно над деталью, количество резаков 1–12;
- портально-консольные (Пк) – устанавливаются на консоли, которая закреплена на стойке и находится над разрезаемой деталью, количество резаков 1–4;
- шарнирные (Ш) – на шарнирных рамах, предназначены только для вертикальной резки, количество резаков 1–3.
![На фото - стационарный станок газовой резки, cnc-stanok.uralkomplect.ru]()
По способу резки станки делят на:
- Кф – кислородно-флюсовые;
- К – кислородные;
- Гл – газолазерные;
- Пл – плазменно-дуговые.
По способу движения либо системе управления контуром перемещения инструмента различают станки:
- Л - линейные, выполняющие прямолинейную резку;
- М – магнитные, предназначенные для фигурного резания по стальному копиру;
- Ф - фотокопировальные, осуществляющие фигурную резку по чертежу посредством фотоэлектронного копирования и микропроцессорного управления;
- Ц - цифровые программные станки (с ЧПУ), предназначенные для фигурного резания.
По технологическому назначению выделяют стационарные машины для:
- работ по раскройке – Р;
- фигурной и прямолинейной вырезки деталей (универсальные) – У;
- фигурного вырезания малогабаритных деталей – М;
- точной фигурной и прямолинейной вырезки деталей – Т.
![Фото стационарной машины для точной газовой резки деталей, krasfair.ru]()
Переносные машины по способу движения либо системе управления контуром перемещения инструмента делят на следующие типы:
- Р – работают по разметке;
- Г – по гибкому копиру;
- Н – по направляющим;
- Ц – по циркулю.
По способу резки переносные машины бывают:
- К – кислородные;
- Пл – плазменно-дуговые.
![На фото - плазменно-дуговая машина для газовой резки металлов, sarrz.ru]()
Основным, чаще всего используемым рабочим инструментом машин и станков для газовой резки является машинный кислородный резак. Наиболее востребованы следующие их типы: инжекторные, внутрисоплового смешения, равного давления.
Газовая резка металла
Газовая резка металла – это необычайно популярный вид металлообработки. Для решения широкого спектра задач необходим минимум оборудования, которое весьма мобильно и может доставляться на рабочую площадку любым транспортом. Его эксплуатация не вызывает трудностей, и подготовка обслуживающего персонала не требует больших затрат. Кроме того, для разделения металла применяется сравнительно дешёвый расходный материал – кислород и подогревающие газы. В этой статье мы подробно рассмотрим этот процесс со всех сторон.
Технология газовой резки металла
Технология газовой резки основана на способности металла сгорать (окисляться) под действием струи горящего чистого (чистота 99,0…99,8%) кислорода.
![Схема процесса газовой резки металла. Ист. http://rezhemmetall.ru/gazovaya-rezka-metalla-texnologiya-i-oborudovanie.html.]()
Процесс резки металла кислородом происходит следующим образом:
- сначала раскраиваемую деталь разогревают до нужной рабочей температуры подогревающим газом;
- потом подается режущий кислород в виде узкой струи под высоким давлением. Он «прожигает» насквозь заготовку и образуется линия реза.
Кислородная резка
Кислородная резка металлов делится на следующие методы раскроя металла:
- газокислородный раскрой металлов. Для подогрева заготовок в качестве подогревающего газа применяют углеводороды и их смеси. По показателям теплотворности рационально применять ацетилен, но, исходя из его сравнительно высокой стоимости, наиболее широко применяют газы-заменители (пропан и ему подобные);
- кислородно-флюсовая резка. Чтобы повысить температуру в зоне раскроя заготовки и тем самым расширить перечень разрезаемых кислородом металлов, в зону разреза вводят порошок флюса;
- кислородно-дуговая резка. Дуга горит между плавящимся трубчатым электродом (через внутреннюю полость которого подается режущий кислород) и обрабатываемым металлом. Нагрев металла в рабочей точке обеспечивает электрическая дуга.
Подробно познакомиться со всеми видами резки можно в статье «Кислородная резка металла» .
Газовая резка металла пропаном
Газовая резка металла пропаном – это самый экономически выгодный, а потому и широко распространённый метод раскроя металла. Но, у него есть один большой недостаток: он создаёт на этапе разогрева в зоне реза сравнительно низкую температуру. Поэтому, его можно применять только для раскроя следующих металлов:
- низкоуглеродистые стали;
- среднеуглеродистые стали;
- ковкий чугун.
Подробно с резкой пропаном можно познакомиться в статье «Нагрев и резка металла пропаном» .
Газорезка металла: оборудование
Ассортимент оборудования для газовой резки металла, предлагаемый сегодняшним рынком, необычайно широк. Начинающие газорезчики теряются: а что, собственно, необходимо? С чего начать? В помощь вам – наша статья.
В общем случае, для осуществления газорезки необходимо следующее оборудование:
- газовая горелка;
- источник газа с регулятором давления и манометром;
- газовые шланги (рукава).
Работа должна производиться на специально оборудованном участке. Выбор конкретной комплектации оборудования следует начинать с чёткой постановки задачи: «Что вы предполагаете резать?». В зависимости от марки и толщины металла и объёма работы вы выбираете оборудование.
Резка металла газом — без резака не обойтись
Как мы уже сказали, в комплект оборудования обязательно должен входить резак. Газовый резак имеет следующую конструкцию:
Схема газового резака приведена на рисунке.
![Устройство газового резака. Ист. http://rezhemmetall.ru/gazovyj-rezak-po-metallu.html.]()
Подробно о назначении и конструкции газовых резаков по металлу можно узнать в статье «Что нужно знать про газовые резаки по металлу: портативные и обычные, про устройство и настройку» .
Очки для газорезки
Очки для газосварки должны удовлетворять следующим требованиям:
- обеспечивать необходимое для работы затемнение и комфортные условия работы в них:
- хороший обзор рабочей зоны;
- удобную наголовную ленту;
- иметь хорошую вентиляцию;
- выступающих частей;
- острых кромок и т. п.;
Очки должны соответствовать требованиям ГОСТ Р 12.4.013-97 ССБТ «Очки защитные. Общие технические условия».
Выбирая себе очки для газорезки, следует:- посоветоваться с опытным газорезчиком. Желательно, что бы это был ваш добрый приятель;
- почитать отзывы на форуме в интернете;
- получить рекомендации продавца-консультанта в специализированном магазине и только после этого принять решение.
![Защитные очки для газорезки «ZEKLER 55 5HC (5 DIN)». Ист. http://www.roba.spb.ru/ru/product=ochki_dlya_svarshikov_zekler_55.]()
Пост газовой резки
Пост газовой резки – это полный комплект оборудования, необходимого для раскроя металла газом. Его размеры зависят от назначения:
- у специалиста по холодильным установкам — это маленький чемоданчик, который он носит в одной руке;
- у слесаря-сантехика – комплект оборудования перевозится на телеге;
- на заготовительном участке металлообрабатывающего производства – это огромный и очень мощный станок с ЧПУ.
Резка газом: как резать
Про газовую резку металла мы много сказали и повторять не будем. Но есть одна тема, связанная с использованием газа, которую следует напоминать постоянно – это техника безопасности.
Газ он не просто горит, но ещё и взрывается. Особенно это касается кислорода. Поэтому, рекомендуем ещё раз внимательно прочитать статью «Как пользоваться газовым резаком. Резка металла» .Вывод
Существует много способов раскроя металла, но самый эффективный — газопламенная резка. Этим объясняется его широкое распространение. Но добиться максимального экономического эффекта можно только при строжайшем соблюдении технологии выполнения операций. Ни в коем случае не допустимо, даже, малейшее разгильдяйство, т. к. при работе с газом это приведёт не только к снижению качества, но и травмам.
Газопламенное оборудование для резки металла
![153001 Комплект аппаратуры КЖГ-2 (керосинорез) ТУ304-20016-3-93]()
153001 Комплект аппаратуры КЖГ-2 (керосинорез) ТУ304-20016-3-93
153001 Комплект аппаратуры КЖГ-2 (керосинорез) ТУ304-20016-3-93
в наличии во Владивостоке
заканчивается в Хабаровске
в наличии в Хабаровске
155101 Резак бензореза Фаворит-2,5155101 Резак бензореза Фаворит-2,5
Резак "STAR" MРезак "STAR" M
Резак "STAR" LРезак "STAR" L
Резак "STAR" L удлиненный 800ммРезак "STAR" L удлиненный 800мм
цена по запросу
![Набор для чистки мундштуков (ТС-04) 75мм]()
Набор для чистки мундштуков (ТС-04) 75мм
Набор для чистки мундштуков (ТС-04) 75мм
Набор для чистки резаков ТС-3, L- 65мм (ерш)Набор для чистки резаков ТС-3, L- 65мм (ерш)
152061 Резак РК2-02М (керосинорез)152061 Резак РК2-02М (керосинорез)
Резак универсальный Р1-01 (ПТК)Резак универсальный Р1-01 (ПТК)
под заказ (2 дня) в Хабаровске
под заказ (2 дня) в Сервиске
![Машина для резки труб CG2-11G (ручной привод)]()
Машина для резки труб CG2-11G (ручной привод)
Машина для резки труб CG2-11G (ручной привод)
под заказ(3 рабочих дня) в Хабаровске
Резак пропановый Р3П-02М РедиусРезак пропановый Р3П-02М Редиус
Резак ацетиленовый "Маяк-1-01" (до 100мм)Резак ацетиленовый "Маяк-1-01" (до 100мм)
Резак пропановый вентильный КОРД-01П L535 90град.Резак пропановый вентильный КОРД-01П L535 90град.
![Машина для резки труб CG2-11D (220В,100мм-600мм)]()
Машина для резки труб CG2-11D (220В,100мм-600мм)
Машина для резки труб CG2-11D (220В,100мм-600мм)
![Машина для резки листов CG-30 (220В,1 резак, рельс1.8м -1шт)]()
Машина для резки листов CG-30 (220В,1 резак, рельс1.8м -1шт)
Машина для резки листов CG-30 (220В,1 резак, рельс1.8м -1шт)
![Машина для резки листов CG-30Р (под плазменный резак, 1 рельс - 1,8м)]()
Машина для резки листов CG-30Р (под плазменный резак, 1 рельс - 1,8м)
Машина для резки листов CG-30Р (под плазменный резак, 1 рельс - 1,8м)
Резак пропановый удлиненный Р3П-02МУ № 1,2,3,4 (арт.2278072)Резак пропановый удлиненный Р3П-02МУ № 1,2,3,4 (арт.2278072)
![Рельс к газорезательной машине CG-30,СG-100 (1,8м)]()
Рельс к газорезательной машине CG-30,СG-100 (1,8м)
Рельс к газорезательной машине CG-30,СG-100 (1,8м)
Резак комбинированный Р3П/2А-02М № 1,3,4/2,3,4 REDIUSРезак комбинированный Р3П/2А-02М № 1,3,4/2,3,4 REDIUS
Резак пропановый Р3-345П (№2)Резак пропановый Р3-345П (№2)
Резак ацетиленовый Р2А-02М № 1,2,3,4 "КРАСС"Резак ацетиленовый Р2А-02М № 1,2,3,4 "КРАСС"
Резак пропановый Р142П ДОНМЕТРезак пропановый Р142П ДОНМЕТ
Резак ацетиленовый "Донмет 142А" (№ 1,2,3)Резак ацетиленовый "Донмет 142А" (№ 1,2,3)
![Зажигалка кремниевая]()
Зажигалка кремниевая
Принцип действия и разновидности газовых резаков по металлу
![]()
Существует много способов резки металла, но наиболее эффективным, простым, и, как не странно, безопасным является газовый метод. Суть технологии основывается на химическом взаимодействии горючего газа, в большинстве случаев пропана, с кислородом. В результате такого синтеза образуется направленное пламя с высокой температурой в центре, которая достигает точки плавления стали.
Более современный метод – это плазменная резка. Технология схожая, только в качестве активатора струи выступает электрическая дуга. Плазменный резак способен создавать более тонкий рез, но если в случае с пропаном достаточно обзавестись всего двумя газовыми баллонами (с пропаном и кислородом), то здесь понадобится специальный аппарат – плазмотрон.
Выбирая резак следует в первую очередь обращать внимание на его эргономичность и удобство. Как правило, процесс резки занимает много часов, а в некоторые места очень сложно добраться. Конструкция резака подбирается индивидуально, в зависимости от поставленных задач. Также смотрим на безопасность инструмента, но если говорить о нашем рейтинге, куда попали 10 лучших резаков, то этот параметр присутствует у всех моделей, вне зависимости от их ценовой категории.
Лучшие газовые резаки по металлу
Газовый резак состоит из нескольких модулей: держателя, вентильной системы, трубок и сопла. Каждая модель имеет свои особенности. Например, сопло должно оснащаться защитой от обратного удара, а рукоятка удобно лежать в руке и не выскальзывать. Особое внимание при выборе уделяется вентильной системе, на которую приходится основная нагрузка при работе. Расположение вентилей также имеет значение в плане удобства, и в некоторых моделях продувочный вентиль заменяется рычагом.Такие инструменты тоже представлены в нашем рейтинге.
Виды газовых резаков
Виды газовых резаков представлены очень широко. Пройдемся по ручным моделям, которые подразделяются по признакам.
По виду разогревающего горючего газа:
- с ацетиленом;
- с метаном;
- резак пропановый;
- универсальный;
- с МАФ.
![]()
Принцип работы газовой горелки.
Вид газа влияет на температуру пламени для разогрева металла.По мощности работы резака:
- малая мощность для резки металла с маркировкой Р1 и толщиной 3 – 100 мм;
- средняя мощность – маркировка Р2 и толщина до 200 мм;
- высокая мощность – маркировка Р3 с толщиной до 300 мм;
- бывают резаки для резки металла с толщиной до 500 мм.
По способу доставки горючего газа:
Преимущества и недостатки
Если нужно разрезать металлический лист, можно использовать разное оборудование и приспособления. Это может быть роликовый нож, ручные ножницы, болгарка, станок для разрезания лазером или водой. Каждый из способов обладает сильными и слабыми сторонами. Преимущества газовых резаков:
- Большая толщина реза. Зависимо от выбранного вида оборудования, можно разрезать металлический лист толщиной в 500 мм.
- Низкая цена на горелку, баллоны, соединительные шланги.
- При сильном нагревании металла он подвергается тепловой деформации. Из-за этого изменяется структура материала.
- Большая ширина реза, что недопустимо при соблюдении точных габаритов.
- Если толщина листа небольшая, на срезе заметен конус от пламени.
- Невозможность работать с нержавеющей сталью, цветными металлами.
- Высокая стоимость за метр прорезанного листа.
После проведения резки металлических листов с помощью газовой горелки нужно дополнительно обрабатывать торцы.
Чтобы сделать качественный рез, нужно контролировать расстояние между соплом горелки и поверхностью материала. Для этого нужно сделать самодельную каретку, которая будет поддерживать рабочую часть оборудования в одном положении над металлическим листом.
![Газовый резак в сборе]()
Газовый резакПравила выбора
При выборе газового резака нужно учитывать ряд рекомендаций. Обращать внимание следует на такие факторы:
- Комфорт — важный показатель, отвечающий за то, сколько мастер сможет проработать с аппаратом без усталости. Желательно подержать горелку в руках. Это поможет понять насколько она будет удобна во время работы.
- Материал мундштука — наружная часть этого элемента горелки должна быть сделать из хромистой бронзы. Допускается чистая медь, имеющая красный оттенок.
- Соединительные трубки должны изготавливаться из латуни.
- Желательно выбирать горелку без декоративного покрытия. Краска будет закрывать возможные дефекты сборки аппарата.
- Работая с замасленными или окрашенными поверхностями, нужно выбирать удлинённые резаки (до 800 мм). Такая длина позволит уберечь кисть от травмирования пламенем.
- Выбирать рукоять из алюминия. Пластик менее долговечный и износоустойчивый.
- Температура пламени и скорость потока газа влияют на толщину реза металлических деталей. Глубина реза обозначается специальной маркировкой. Например, если нужно разрезать листы толщиной до 10 см, аппарат будет обозначен P. Чтобы разрезать листы толщиною более 10 см, требуется выбирать маркировку P3.
Важно проверять комплектацию оборудования до выхода из магазина. Чтобы не возникло лишних проблем при возможных поломках газовой горелки, необходимо получить гарантию.
Настройка
Чтобы настроить инжекторный резак на выполнение газорежущей операции, необходимо выполнить регламентированные инструкциями по эксплуатации ИГР процедуры:
Провести проверку инжекции в следующей последовательности:
- подсоединить шланг от кислородного баллона к соответствующему ниппелю, при этом ниппель для подсоединения газового шланга остается свободным либо просто выкручивается;
- открыть подачу кислорода на редукторе;
- открыть вентили кислорода и горючего газа на ИГР;
- проверить инжекционную способность, прислонив палец к штуцеру с газом – палец должен слегка притягиваться (опытные сварщики не гнушаются вместо пальца попробовать наличие втягивания языком). Наличие втягивания указывает о хорошей инжекции.
После проверки инжекции подсоединить шланг с горючим газом.
Разжечь пламя для резки металла. Длину факела и цвет пламени регулируют открытием соответствующих вентилей кислорода, горючего газа и смеси вплоть до полной стабилизации пламени и приобретения им формы конуса.
Принципиальная конструкция газового резака
Особенности конструкции резака.
Инжекторный или двухтрубный резак
Это самая популярная модель по своей конструкции. Название «двухтрубный» происходит из-за разделения технического кислорода на два потока. Это делается для функционального разделения работы кислорода.
Верхний поток кислорода с высокой скоростью идет сквозь сопло внутреннего мундштука. Это чрезвычайно важная часть аппарата – она отвечает за непосредственно фазу резки металла. Регулируется этот поток специальным вентилем, который обычно выносится на наружную панель.
Второй поток кислорода идет прямиком в инжектор. Порядок работы в камере инжектора следующий: кислород поступает в камере под большим давлением и с высокой скоростью, в результате чего в этом пространстве образуется зона разреженного давления. Кислород является в данном случае инжектируемым.
![]()
Номинальный расход газов.Через специальные боковые отверстия в стенках камеры в нее втягивается горючий газ – он является в данном случае эжектируемым. Происходит смешение газов, скорости выравниваются, в итоге на выходе из камеры формируется поток из смеси газов, у которого скорость ниже, чем у инжектируемого кислорода, но выше, чем у эжектируемого горючего газа.
На следующем этапе сформированная смесь газов поступает в наконечник – сначала в его головку, а затем через сопло между мундштуками выходит и образует то самое пламя в виде факела, которое разогревает металл до температуры его горения. Все потоки газов регулируются собственными вентилями на внешней стороне корпуса – для подачи кислорода и отдельно для подачи горючего газа в инжектор.
Безинжекторный или трехтрубный газовый резак
В данном случае устройство газового резака сложнее. Кислород в него попадает по двум трубкам, третью трубку по праву занимает горючий газ. В этом сварочном резаке газы смешиваются внутри головки, никакой камеры здесь нет. Такая система является более безопасной, чем двухкамерная модель.
Дело в том, что здесь нет риска для так называемого «обратного удара», который заключается в весьма неприятном и опасном явлении: проникновении горящих газов в каналах и трубках аппарата в обратном направлении.
У этой модели стоимость значительно выше. Кроме этого недостатка у трехтрубного резака имеется еще один нюанс: в работе с ним необходимо очень высокое давление горючего газа – выше, чем с инжекторным аппаратом.
Газовый резак своими руками
Как и многие другие устройства для сварки, ковки или иных операций с металлами, газовый резак своими руками соорудить вполне возможно – это несложно. Если на рынке предлагаются самые разнообразные модели с разной степенью конструктивной сложности, то самодельный резак для резки металла лучше делать простым и компактным.
На нижеследующем примере можно отлично понять принцип действия и построения автогена, иными словами – научиться его делать резаки. А пока делаем легкую версию для резки медных проводов.
![]()
Как устроен резак?Вот что понадобится для изготовления самодельного аппарата:
- компрессор для аквариума;
- баллончик для заправки зажигалок газом;
- игла для насоса мяча;
- медицинские капельницы с иголками – две штуки;
- медная проволока;
- паяльник с причиндалами;
- пистолет с термо-клеем;
- надфиль тонкого помола;
- съемный сосок от камеры автомобиля.
В игле от насоса просверливаем отверстие для малой медицинской иглы со сточенным острым кончиком. Место запаиваем с медной проволокой для полной герметизации. Подача воздуха от компрессора и пропана от баллона производятся как обычно, под давлением. Зажимы капельницы выполняют роль вентилей для регулировки факела пламени.
В качестве резюме еще раз напоминаем об ответственности работы с газом, которая полна серьезных рисков. Если вы новичок в газовых делах, самым оптимальным случаем была бы совместная работа с кем-то из опытных специалистов.
Принцип работы
Методика газовой резки относится к технологии газопламенной обработки металлов, в которой пламя горящей газовоздушной смеси нагревает заготовку до высокой температуры для выполнения резки, поверхностной закалки, наплавки или другой технологической операции.
Базовым принципом газовой резки является способность металла к возгоранию в среде химически чистого кислорода. Для технической реализации этого сложного физико-химического процесса применяют специальный резак по металлу, выполняющий следующие функции:
- смешивание в определенной пропорции горючего газа (ацетилена, пропана, природного газа) с кислородом для образования подогревающей газокислородной смеси;
- воспламенение подогревающей смеси и нагрев ее пламенем металла вдоль линии реза;
- раздельную подачу потока подогревающей смеси и струи кислорода к месту реза.
Операция газорезки, которую обеспечивает резак горящим газом, состоит из двух технологических этапов:
- Подготовка к резке, заключающаяся в разогреве локальной зоны заготовки до температуры воспламенения металла. Разогрев осуществляется факелом пламени горящей подогревающей смеси. В месте начатого разреза металл греют до белого каления, что соответствует нагреву до температуры в пределах 1100 град. Ц.
Режим предварительного локального разогрева необходим для того, чтобы металл обрабатываемой детали воспламенился в струе кислорода по линии реза без использования постороннего инициатора возгорания.
- Непосредственно газовая резка заготовки, заключающаяся в сгорании металла в струе поданного под давлением кислорода и выдувании из рабочей зоны образовавшихся продуктов горения в виде раскаленных частиц. Процесс резки протекает в следующей последовательности:
- в разогретую зону подается кислородная струя под давлением 5-12 атм.;
- при соприкосновении с нагретой поверхностью кислород воспламеняется;
- под воздействием кислородной струи металл в зоне реза сгорает;
- продукты горения – оксиды – струей выдуваются из зоны резки, оставляя после себя узкий паз.
Окисление материала разрезаемой заготовки происходит лишь на участке действия кислородной струи, поэтому попадание оксидов внутрь металла исключено.
Подготовка к работе
Прежде чем начинать работу с оборудованием для газовой резки нужно провести подготовку. Она включает действия, которые снижают риск порчи аппарата, заготовки, получения травм. Этапы подготовки:
- Осмотреть баллоны, соединительные шланги, крепёжные элементы, горелку на наличие повреждений. Они должны быть целыми, без видимых дефектов.
- Принюхаться к окружающему воздуху. Так можно определить утечку газа. Изначально необходимо подключить шланги к баллонам и горелке, зажать их хомутами. Горючая смесь не должна вырываться наружу.
- Резиновые уплотнители должны быть целыми. Если на них появляются трещины, их форма изменяется, необходимо немедленно заменить прокладки на новые.
- Прежде чем открывать кислородный вентиль необходимо проверить оборудование на наличие жировых пятен, подтёков масла. Даже небольшое количество этих веществ могут вызвать взрыв.
Важно правильно соединить шланги, не перепутав подачу газа.
![Подготовка к работе]()
Подготовка к работе газовым резакомГазопламенное оборудование
![]()
![013221 Редуктор ацетиленовый БАО-5-4 ТУ3645-026-00220531-95]()
013221 Редуктор ацетиленовый БАО-5-4 ТУ3645-026-00220531-95
013221 Редуктор ацетиленовый БАО-5-4 ТУ3645-026-00220531-95
![013371 Редуктор пропановый БПО-5МГ ТУ 3645-032-00220531-97]()
013371 Редуктор пропановый БПО-5МГ ТУ 3645-032-00220531-97
013371 Редуктор пропановый БПО-5МГ ТУ 3645-032-00220531-97
![013321 Редуктор пропановый БПО-5-4 ТУ3645-026-00220531-95]()
013321 Редуктор пропановый БПО-5-4 ТУ3645-026-00220531-95
013321 Редуктор пропановый БПО-5-4 ТУ3645-026-00220531-95
![013171 Редуктор кислородный БКО-50 МГ ТУ 3645-032-00220531-97]()
013171 Редуктор кислородный БКО-50 МГ ТУ 3645-032-00220531-97
013171 Редуктор кислородный БКО-50 МГ ТУ 3645-032-00220531-97
![013071 Редуктор кислородный БКО-50-4 ТУ3645-026-00220531-95]()
013071 Редуктор кислородный БКО-50-4 ТУ3645-026-00220531-95
013071 Редуктор кислородный БКО-50-4 ТУ3645-026-00220531-95
Горелка ацетиленовая "Звездочка" (Нак № 1,2,3)Горелка ацетиленовая "Звездочка" (Нак № 1,2,3)
![Горелка ацетиленовая]()
Горелка ацетиленовая "Малютка" (нак №0,1,2,3)
Горелка ацетиленовая "Малютка" (нак №0,1,2,3)
Горелка ацетиленовая "Звезда" № 4,6Горелка ацетиленовая "Звезда" № 4,6
Резак пропановый "Маяк-2-01" (№ 1,2,3,4)Резак пропановый "Маяк-2-01" (№ 1,2,3,4)
![010391 Редуктор углекислотный У30-2]()
010391 Редуктор углекислотный У30-2
010391 Редуктор углекислотный У30-2
Мундштук наружный 1П к резаку МАЯК-2-01Мундштук наружный 1П к резаку МАЯК-2-01
136-1417 Гайка накидная М16*1,5 левая (ацетилен, пропан)136-1417 Гайка накидная М16*1,5 левая (ацетилен, пропан)
Гайка М16*1,5 правая (кислород)Гайка М16*1,5 правая (кислород)
Мундштук наружный 1А к резаку МАЯК-1-01Мундштук наружный 1А к резаку МАЯК-1-01
![Манометр ацетиленовый ф50мм, 0,4МПа]()
Манометр ацетиленовый ф50мм, 0,4МПа
Манометр ацетиленовый ф50мм, 0,4МПа
заканчивается во Владивостоке
![Манометр кислородный М12*1,5мм, ф50мм, 2,5МПа/25атм]()
Манометр кислородный М12*1,5мм, ф50мм, 2,5МПа/25атм
Манометр кислородный М12*1,5мм, ф50мм, 2,5МПа/25атм
![Манометр кислородный М12*1,5мм, ф50мм, 25МПа/250атм]()
Манометр кислородный М12*1,5мм, ф50мм, 25МПа/250атм
Манометр кислородный М12*1,5мм, ф50мм, 25МПа/250атм
![Манометр ацетиленовый ф50мм, 4,0 МПа]()
Манометр ацетиленовый ф50мм, 4,0 МПа
Манометр ацетиленовый ф50мм, 4,0 МПа
![Вентиль ацетиленовый ВБА-97 (БАМЗ)]()
Вентиль ацетиленовый ВБА-97 (БАМЗ)
Вентиль ацетиленовый ВБА-97 (БАМЗ)
Баллон газовый (пропановый) 50л с вентилем ВБ-2Баллон газовый (пропановый) 50л с вентилем ВБ-2
Мундштук наружный №1АП к резаку Р1П/Р1А/Р3П/Р2АМундштук наружный №1АП к резаку Р1П/Р1А/Р3П/Р2А
![Манометр пропановый M12*1.5мм, ф50мм, 0,6МПа/6атм]()
Манометр пропановый M12*1.5мм, ф50мм, 0,6МПа/6атм
Манометр пропановый M12*1.5мм, ф50мм, 0,6МПа/6атм
![Кремень для зажигалки]()
Кремень для зажигалки
Кремень для зажигалки
Популярные товары в разделе
![Генератор ацетиленовый]()
Генератор ацетиленовый "Малыш" ТУ3645-032-05785477-01
Читайте также: