Газовая горелка для подогрева металла перед сваркой
Обновлено: 24.04.2024
Газовые горелки — это незаменимые помощники и инструменты для множества видов газопламенной обработки металлов — газо-кислородной сварки, пайки, нагрева. Чтобы выбрать горелку, наиболее подходящую для вашего вида работ — необходимо хотя бы немного разобраться в многообразии конструкторских особенностей, а также функциональных и технических возможностей газовых горелок.
Чаще всего горелки разделяются на три основных типа по применяемому горючему газу:
- Горелки сварочные, работающие на ацетилено-кислородной горючей смеси;
- Горелки сварочные, работающие на пропано-кислородной горючей смеси;
- Горелки пропановые газовоздушные.
Горелки сварочные, работающие на ацетилено-кислородной горючей смеси
При ацетилено-кислородной сварке используется теплота, образующаяся в результате горения ацетилена в кислороде. По мощности такие горелки встречаются двух распространенных типов: Г2А и Г3А (горелки малой и средней мощности). Горелки Г2А используется при сварке тонкого металла. В комплекте обычно есть несколько наконечников разной величины.
Особо стоит выделить из этой серии горелки с полной комплектацией цельнотянутыми медными наконечниками. Наличие медных цельнотянутых наконечников в комплекте горелки Г2А-мини позволяет производить сварочные работы в труднодоступных местах вроде угловых стыков, где обычная горелка будет бесполезна.
А толщина медных трубок наконечников обеспечивает большую продолжительность работы без перегрева, за счет хорошего теплоотвода от наконечника.
Горелки сварочные ацетиленовые
Горелки сварочные, работающие на пропано-кислородной горючей смеси
Пропановые горелки ГЗУ также применяются для пайки черных и цветных металлов, реже — для неответственных сварочных швов черного металла небольших толщин до 3 мм. Обусловлено это более низкой температурой пропано-кислородной смеси (до 2 100 ° С), не позволяющей производить сварку на равных с горелками, работающими на ацетилене. Тем не менее — такие горелки широко применяются для нагрева и пайки цветных металлов высокотемпературными припоями.
Компактность таких сварочных горелок, отличная работа вентильных узлов, позволяющих производить «тонкую» регулировку подачи газов, современный продуманный дизайн — все это делает горелки удобными и надежными и позволяет Вам работать с ними как на открытом пространстве, так и в помещении.
Горелки сварочные пропановые
Горелки пропановые газовоздушные
Все горелки этой серии представляют собой горелки инжекторного типа с принудительной подачей горючего газа и подсосом воздуха из атмосферы. В качестве горючего газа в таких горелках используется пропан-бутановая смесь.
Горелки газовоздушные ГВ предназначены для нагрева изделий из черных и цветных металлов, неметаллических материалов, а также для оплавления поверхности битумного рулонного материала при производстве гидроизоляции.
Они часто применяются для нагрева при сгибе пластмассовых труб, сушке железобетонных панелей, литейных форм, кирпичной кладки, всё это благодаря широкому ассортименту и возможности использования специальных насадок.
К примеру, для больших объемов работы по укладке рулонных кровельных материалов – рекомендуется к применению 2-х факельная газовоздушная горелка с широким захватом разогреваемой площади.
Для нагрева и термообработки деталей из различных материалов применяются горелки с тремя колбами серии ГВ-3В и горелка ГВ-3В-01 с тремя специальными насадками (для формирования «плоского факела», для формирования тонкого, «острого» пламени, колба ø 25 мм).
Тем, кому нужна возможность пайки «в полевых условиях», стоит обратить внимание на газовоздушную пропановую горелку серии ГВП. В комплекте с малым 5-ти литровым баллоном пропана, пропановым редуктором и резинотканевым рукавом она является удобным мобильным переносным комплектом для пайки, который удобно взять с собой. Максимальная температура пламени такой горелки — 700°С.
Этого достаточно для служб ремонта телефонных кабелей, декоративного кузнечного производства, монтажников электрошкафов и других подобных работ.
Газовая горелка для пайки медных труб: основные типы горелок + советы потенциальным покупателям
На полках хозяйственных магазинов представлено широкое разнообразие газовых горелок, предназначенных под бытовое использование. Причем в ассортименте много конструкций миниатюрного исполнения, оснащенных баллонами малой емкости, что обеспечивает удобство выполнения различных видов работ.
Предлагаем разобраться, какая газовая горелка для пайки медных труб и прочих целей может стать лучшим инструментом среди существующего ассортимента оборудования. В статье мы подробно рассмотрели устройство и виды таких приборов. Кроме того, привели советы по выбору газовых горелок и их применению для пайки медных изделий.
Конструкция современной газовой горелки
Начнём с анализа конструктивных моментов, характерных для современных моделей газовых горелок.
Оборудование в современном исполнении, рассчитанное под хозяйственное применение, прежде всего, выделяется конструктивным мини-фактором. Это удобное в применении, облегченное и, как правило, разборное на отдельные компоненты оборудование.

Портативное, разбирающееся на отдельные детали – такое оборудование под производство пайки медных труб является действительно удобным и предпочтительным для работы
Такие аппараты просто транспортировать, поместив, к примеру, в стандартный сантехнический ящик или в слесарную сумку.
Приборы традиционно оснащаются съёмными мини-баллонами, заправленными специальной газовой смесью, благодаря чему обеспечивается высокая рабочая температура и ровный (стабильный) выход пламени.
Большинство конструкций наделяются зажигательным элементом, который обеспечивает розжиг прибора одним движением руки.
Для регулировки пламени используется конструкция плавного изменения давления газа (редуктор), благодаря чему можно настроить оптимальный режим пайки.
Есть исполнение горелок с прямым подключением баллона к соплу, а есть исполнение, где предусматривается шланговый переход.

Система пьезоподжига и редуктор плавной настройки позволяют устанавливать требуемую форму пламени для выполнения работы пайки с учётом получения результата высокого качества
Следует отметить универсальность хозяйственных горелок с газовыми баллончиками. Другими словами – такие устройства допускают применение не только конкретно под пайку труб, но также под исполнение других задач. К примеру, горелку вполне допустимо использовать в качестве аксессуара туриста.
Разновидности газовых приборов
Существует достаточно обширный ассортимент газовых приборов для пайки, которые логично разделить на виды в зависимости от рабочей температуры.
По этому критерии приборы бывают бытовыми, где показатель разогрева достигает максимум 1500°С, и профессиональными — с рабочей температурой свыше 1500°С.

По конструкционному исполнению горелки могут иметь удлиненное сопло или более короткое. Также некоторые модели оснащают гибким шлангом для подсоединения к баллону
Тип подсоединения тоже разнится.
- резьбовые;
- цанговые;
- прокалываемые.
Емкость для топлива может быть перезаправляемой или одноразовой.
Что касается топлива, то, в зависимости от источника питания, горелки используют пропан, MAPP-газ, газ-кислород, мультитопливо. Последний вариант не применяют для пайки трубок из меди, но весьма удобен в быту, особенно в походах. Хотя мастера считают такие горелки менее надежными.
Ниже рассмотрим подробнее каждый из упомянутых видов газового оборудования, использующего различный тип топлива.
Пропановый инструмент обеспечивает эффективное производство работ, направленных на разогрев, плавку, пайку металлов относительно небольшой массы. Толщина рабочего металла обычно 2-9 мм.
Как правило, основа пропановой горелки изготавливается на основе латуни. Конструкция сопла делается из высокотемпературного металла, обычно нержавеющая сталь.

Горелки пропановые – оборудование под выполнение пайки, а также других работ, связанных с высокотемпературным нагревом. Этот вид паяльного оборудования, достаточно популярный, активно используется на практике
По большей части, это приборы с ручной регулировкой пламени посредством управляющего «редуктора» — регулятора, расположенного на патрубке, который переходит к соплу. Горелки на пропане дают температуру пламени от 1300°C.
Горелки газовые, рассчитанные под питание МАПП газом, успешно используются под разные цели, связанные с обработкой металлов, в частности, меди.
Возможные операции с металлом:
Используемая газовая смесь «Метилацетилен-Пропадиен-Пропан» содержит несколько ингредиентов, чем обеспечивается повышенная тепловая мощность.

Инструмент для пайки меди и прочих металлов. Конструкция, в данном случае, основана на формировании высокотемпературного пламени посредством подачи и сжигания смеси МАПП
Эта разновидность горелок характеризуется хорошей формой пламени, высокой интенсивностью теплового потока.
Максимальная температура пламени 2400°C, что демонстрирует улучшенную температурную эффективность по сравнению с пропановыми устройствами.
Ещё одна разновидность аппаратов для пайки, плавки, сварки, нагрева, где рабочим источником энергии выступает смесь газа с кислородом.
Особенность конструкции – подача отдельных компонентов смеси с одинаковым давлением (0,5-1 АТИ). Поэтому такие горелки комплектуются специальным редуктором.

Газокислородное исполнение горелки – конструкции, при помощи которой можно добиваться очень высоких температур нагрева, а это значит – выполнять пайку в таких случаях, когда другие аппараты не годятся
Газокислородные приборы поддерживают использование различных газокислородных смесей.
Этот фактор позволяет получать широкий диапазон температур пламени:
Конструкция газовоздушной горелки обеспечивает стабильное, ровно направленное пламя, что положительно сказывается на качестве пайки.
Конструкции мультитопливного исполнения – компактные, малогабаритные, оснащаются дополнительными приспособлениями, к примеру, отражателем тепла или защитой от ветра.

Конструкции горелок газовых, где используется так называемое мультитопливо, технологически исключают производство пайки меди. Однако это удобный инструмент для хозяйственных нужд
Разновидность газовых горелок, которые отличаются конструктивно тем, что рассчитаны под использование разного типа топлива:
- бензин;
- солярка;
- керосин;,
- спирт и т.п.
Устройства по большей части представлены хозяйственным инструментом, удобным для туристических целей, а также для производства различных бытовых работ, связанных с нагревом.
Достаточно высокая тепловая мощность до 3000 Вт обеспечивает нагрев 1 литра воды буквально за 3 минуты, параметр в характеристиках: 3,0-4,5 мин.
Популярные методы пайки меди
Исходя из размерности (массы, объема) места соединения, а также в зависимости от условий применения и эксплуатации, методы пайки можно разделить на два популярных варианта.
На практике чаще всего используют:
- мягкий припой — Тпл = 250°C максимум;
- жёсткий припой — Тпл = 900°C максимум.
Соответственно, основываясь на выдвигаемых условиях, подбирается для пайки и соответствующая газовая горелка.

Мягкий припой в катушках, изготовленный в виде проволоки диаметром 1-3 мм, удачно подходит для исполнения пайки начинающими мастерами. Существуют два вида мягких припоев – 1S и 3S
Традиционно применяемая методика соединений горелкой для пайки меди основывается на конкретно оговоренной технологии.
- Соединяемые участки медных труб тщательно зачищаются (наждачной бумагой, щеткой), подвергаются обезжириванию с помощью растворяющих химических средств.
- При необходимости точного соединения, сочленяемые детали фиксируются в нужном положении при помощи временного крепежа. Лучше использовать струбцины.
- Далее применяют специальный флюс — раствор, которым обрабатывается область соединения — обычно при помощи кисточки, входящей в комплект флюса.
- Следующим шагом задействуют газовую горелку и равномерно прогревают участок пайки до момента, когда нанесенный на поверхность флюс приобретает темный окрас.
- Вводят в точку спая припой (мягкий или твёрдый, в зависимости от выбора) до полного охвата расплавленным припоем всего участка пайки.
Способ пайки меди, когда применяется низкотемпературный (мягкий) припой, считается более практичным и в особенности для работы, исполняемой непрофессиональными (своими) руками.
Объясняется предпочтение тем, что благодаря применению горелки с низкой температурой пламени, непрофессионал имеет меньше рисков прожечь металл.

Твердые припои под пайку меди хорошо подходят на случаи производства капиллярно-щелевой пайки – метода, который часто используется на монтаже медных труб холодильной техники
Низкотемпературные припои, конечно, дают менее надежное соединение с механической точки зрения, но выполнять такую пайку существенно легче и проще, нежели делать пайку высокотемпературными припоями. Последний вариант требует наработанного профессионального опыта и хорошего оборудования.
Советы по выбору лучшей горелки
Выбор горелки — сложный вопрос, учитывая предлагаемое количество инструмента на коммерческом рынке и современные технологии изготовления газовых горелок.
Поэтому термин «лучший», в данном случае, следует, пожалуй, отнести не столько непосредственно к инструменту – горелке для домашней пайки медных труб, сколько к тем условиям производства работ, какие предполагаются.
Однако если на каждые отдельно взятые условия подбирать определенный аппарат, недолго разориться, в буквальном смысле. А потому, лучшей горелкой логично считать универсальную конструкцию. Ярким примером универсальности выступает, к примеру, аппарат фирмы Castolin — модель СT27.

Популярный среди мастеров разного уровня паяльный аппарат от фирмы Bernzomatic – один из вариантов удачного выбора, которым обеспечивается производство работ разной сложности
Среди популярных фирм, поставляющих качественное газовое оборудование для пайки меди, помимо Bernzomatic и Castolin следует упомянуть такие как СЛЕДОПЫТ, DAYREX, Flame Gun, Energy, REXANT, Rothenberger. Кстати, продукция последнего упомянутого бренда отличается довольно высоким ценником.
Кроме производителя при выборе оптимального приспособления для производства пайки, новичкам желательно смотреть характеристики. Если горелка допускает применение практически в любых вариантах исполнения работ, в том числе соединение медных труб и прочие действия, то подобную модель можно брать.
Еще один критерий — тип питания и регулировка пламени. Хорошо, если понравившаяся портативная конструкция для пайки меди будет предназначена под питание от баллонов «SAS/Pro» или «MAPP/Pro» и сможет обеспечить тонкую регулировку и фиксацию пламени.
Не менее важную роль играет вес аппарата — так, неплохой вариант — горелка весом около 400 граммов, которая, к тому же, специально приспособлена для производства пайки в любых положениях
Что касается комплектации, то горелка для новичка в деле пайки меди должна быть оснащена минимум тремя разными наконечниками:
- стандартным;
- циклонным;
- супер циклонным.
Такой набор наконечников позволит обрабатывать точки паяных соединений самых различных конфигураций и формировать красивые малозаметные швы.
Вот, собственно, примерно по такому принципу следует подбирать аппарат под пайку. Современный рынок открывает обширные возможности для выбора подходящей горелки.
Выводы и полезное видео по теме
Видеоматериал о различных типах паяльного инструмента ручного использования, мобильного, универсального и т.д. Информативный, в достаточной степени ролик, рекомендуемый к просмотру:
Инструмент под пайку меди – газовая горелка – это достаточно специфичное оборудование, из числа инструмента, который требуется лишь в определенных случаях, если не считать профессиональную деятельность.
Его приобретение для исполнения одноразовой работы вряд ли следует считать рациональным делом. Практичнее одолжить аппарат на время, например, арендовать, но для этого требуется знать, что такое газовая горелка и как правильно ею пользоваться.
Подыскиваете качественную газовую горелку для пайки медных труб? Или есть опыт применения такого оборудования? Пожалуйста, оставляйте комментарии к статье, задавайте вопросы и участвуйте в обсуждениях. Форма для связи расположена ниже.
Газовая горелка для подогрева металла перед сваркой
Main Menu
Предварительный, сопутствующий и последующий подогрев в сварочном производстве

В современном производстве широко распространено использование сталей со специальными свойствами. Применение данных материалов позволяет получить изделия с высокими прочностными свойствами, коррозионной и химической стойкостью, способных работать в условиях критических температур и дающих дополнительные возможности по снижению веса и общей стоимости конечных изделий.
Тем не менее использование специальных материалов требует применения особых технологий во время выполнения процессов вырезки заготовок и проведения сварочных операций.
Технология подогрева
Эффективным методом предотвращения образования возможных дефектов, таких как появление горячих и холодных трещин, изменение свойств материала в зоне термического влияния является применение предварительного, сопутствующего и последующего подогрева при выполнении сварочных операций и других технологических операций. При резке данных материалов обычно применяется предварительный подогрев, при сварке применяется предварительный, а также сопутствующий и последующий подогрев.
Подогрев может также применяться при обработке других материалов (например, алюминия), особенно при большой толщине материала. При резке сталей применение подогрева позволяет разрезать металл большой толщины с лучшим качеством и более высокой скоростью.
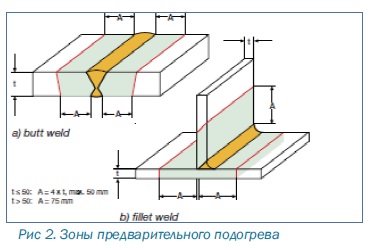
Температура и зона необходимого прогрева зависит от типа материала, его толщины и последующего процесса обработки. При этом важно выдерживать технологически заданную температуру непосредственно в процессе сварки и резки материала. Подогрев должен быть обеспечен равномерно по всей толщине материала на всю зону термического влияния.
В зависимости от возможностей производства, применяемых материалов, размеров изделий и последующего процесса обработки применяются различные варианты нагрева, такие как:
- нагрев в печи с последующим перемещением заготовок на сварочно-сборочные стенды;
- нагрев заготовки газовым пламенем с последующим выполнением сварочных и резательных операций;
- локальный нагрев газовыми горелками, технологически совмещенный с процессом сварки/резки,
- нагрев электрическими матами;
- индуктивный нагрев заготовки.
В конечном счете эффективность применения подогрева зависит от точности, равномерности и управляемости процессом распределения температуры по всей толщине материала в требуемой зоне термического влияния, а также скорости выполнения нагрева.
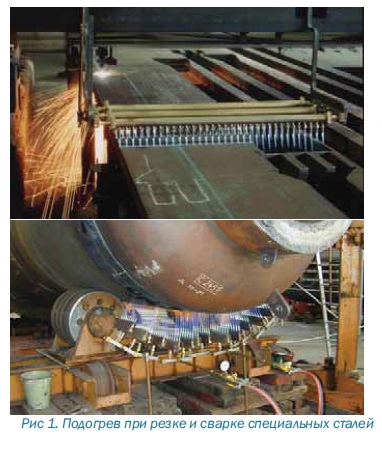
Подогрев газовым пламенем
Локальный нагрев газовыми горелками, технологически совмещенный с процессом сварки/резки, является наиболее универсальным методом, требует минимальных вложений в оборудование. Данный процесс также является экономически выгодным за счет минимального остывания заготовки перед процессом обработки и прогрева только технологически необходимых зон термического влияния без дополнительных затрат на нагрев всей конструкции.

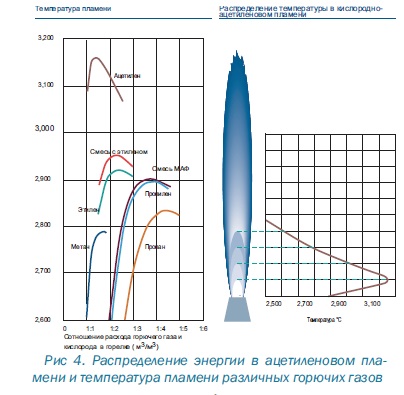
Выделяемая горелками энергия и ее концентрация в пламени должны соответствовать задаче подогрева. Количество данной энергии определяется применяемыми газами, размером и конструкцией сопел.
Для горелок локального нагрева могут применяться различные газы: горючие - ацетилен, пропан или природный газ; окисляющие - воздух из окружающей среды без наддува, сжатый воздух или кислород.
Горючие газы имеют очень большое влияние на скорость подогрева, возможность автоматизации процесса и конечное качество обработки. Медленногорючие газы (такие как пропан и природный газ) отличаются длинным факелом пламени с широким рассеиванием тепла.
Применение в качестве окислителя воздуха их окружающей среды без наддува приводит к низко контролируемому процессу нагрева и в конечном счете – к неэффективному использованию сжигаемых газов и дополнительным расходам.
При этом важен как правильный выбор горючего газа и окислителя, так и правильное расположение горелок относительно нагреваемого материала для обеспечения передачи всей энергии пламени в обрабатываемый материал.
Слишком большой поток газа при малом расстоянии горелки от подогреваемой поверхности приводит к тому, что пламя будет нагревать не только деталь, но также и саму систему горелок. То же происходит при применении горючего газа с низкой скоростью горения (пропан или природный газ) за счет того, что факел пламени отражается от нагреваемой поверхности и догорает в области горелок. В конечном счете тратится избыточное количество энергии и происходит перегрев горелок и более быстрый выход их из строя. Пламя на основе комбинации ацетилена и сжатого воздуха дает максимальную энергию за счет высокой температуры горения ацетилена и может быть хорошо скорректированным и контролируемым. Горелки на данной смеси газов за счет высокой скорости горения ацетилена и, как следствие, высокой концентрации энергии пламени являются наиболее эффективными по производительности, долговечности и экономичности.
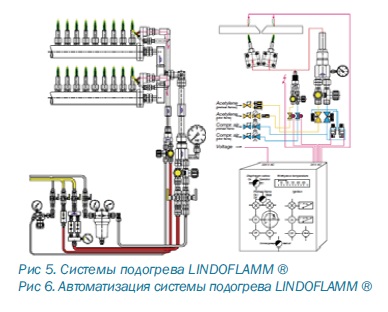
Комплексное решение компании Линде Газ LINDOFLAMM® системы предварительного, сопутствующего и последующего подогрева на базе высокопроизводительных горелок с ацетилен/воздушным пламенем включают системы хранения и подачи технологических газов и системы контроля с различной степенью автоматизации процесса, а также комплексное обеспечение техническими газами.
Степень автоматизации систем подогрева определяется заказчиком и может включать от ручных систем управления регулирования пламени до автоматических систем управления процессом с обратной связью оперативного контроля температуры, включая регистрацию температуры заготовки в процессе обработки и интеграцию системы управления подогревом в автоматический процесс управления производством.
Примеры систем предварительного подогрева
1. Предварительный подогрев балки, совмещенный с процессом сварки под флюсом
Размер конструкции 1200x800мм, длина 22000мм, толщина 65мм.
Температура предварительного подогрева 120-150 ° C.
Скорость сварки 400-500 мм/мин.
Система LINDOFLAMM® с линейными горелками ацетилен/ сжатый воздух, совмещенная со сваркой под флюсом.
Результат: применение горелок LINDOFLAMM® позволило совместить процесс предварительного подогрева с процессом сварки.

2. Предварительный подогрев зоны сварки карданного вала
Диаметр вала 219 мм, толщина стенки вала 15 мм. Минимальная длина вала 1 105 мм, масса (вес) вала 300 кг. Комбинация материалов (С 45 до S 355 или 42CrMo4). Температура предварительного подогрева 250 до 350 ° C. Сварка в среде защитных газов.
Ранее применяемая система подогрева пропан/сжатый воздух была заменена системой LINDOFLAMM® с 10-сопельными горелками ацетилен/сжатый воздух.
Результат: применение горелок LINDOFLAMM® позволило сократить время подогрева с 30 до 10 минут и повысило экономическую эффективность процесса. Кроме того, применение высококонцентрированного пламени локального нагрева снизило избыточный нагрев вала вне ЗТВ и повысило его прочностные свойства.

3. Подогрев при сварке химического резервуара
Диаметр резервуара d = 2900мм. Толщина стенки — 43мм Температура подогрева предварительного подогрева 150° C.
В дополнение к точному соблюдению температуры подогрева важное значение для обеспечения качественного сварного соединения необходимо предотвращение наличия влаги в зоне сварочной ванны.
Ранее применяемая технология подогрева на базе пропан/воздушных горелок без наддува в связи с их низкой интенсивностью была заменена системой LINDOFLAMM® с горелками ацетилен/сжатый воздух.
Результат: применение системы подогрева LINDOFLAMM® с горелками ацетилен/сжатый воздух позволило снизить общие затраты на подогрев на 32,4% и полностью избежать возникновения сварочных дефектов за счет значительного снижения выделения влаги из пламени в зоне подогрева.
Разновидности и устройство газовых горелок

Оборудование
Газовая горелка – один из главных инструментов мастеров сварки. Критерием качества номер один является стабильное и ровное пламя с нужным уровнем мощности.
Эта стабильность образовывалась за счет смешивания внутри устройства горючего газа и кислорода.
Классификация газовых горелок
Эти устройства на рынке представлены в нескольких широких и разнообразных линейках. Принцип работы у всех одинаковый, тем не менее каждая из моделей отличается рядом дополнительных технических характеристик.
Вот как подразделяются газовые горелки по своим функциональным критериям:
- Инжекторные горелки характеризуются особой подачей кислорода к месту возникновения пламени.
- Жидкостные модели, работающие не на газе, а на парах керосина или бензина.
- Универсальные приборы, которые годятся и для сварки, и для резки металла.
- Специализированные модели, выполненные для одной конкретной операции.
- Многопламенные горелки со специальными потоками пламени.
- Устройства с ручным или машинным управлением.
- Горелки с разной мощностью: малого, среднего и высокого уровня.
С инжектором или без: как это работает?
Существует два вида газовых горелок. Рассмотрим подробно каждый из них.
Горелки без инжектора

Устройство инжекторной и безинжекторной горелки.
Эти газовые горелки работают на высоком давлении, имеют относительно простую конструкцию и чрезвычайно эффективны в использовании.
Вот в каком алгоритме происходит их функционирование:
- Поступление необходимого кислорода из воздуха происходит через специальные резиновые щели и вентиль, после чего поступает в смеситель.
- Функция смесителя – деление общего потока на мелкие струи, которые поступают в сопло. Таким же образом поток поступает в специальный вентиль.
- Смешивание газа с кислородом происходит с помощью циркуляции, чтобы быть на выходе максимально однородной.
- Мундштук на наконечнике обычно выполнен из долговечного металла – к примеру, меди. Смесь, нагретая до очень высокой температуры, выходит именно через него. Температура на выходе будет даже выше, чем температура плавления металлов.
Технические требования к данным устройствам простые и конкретные: газовый поток должен быть равномерным и иметь конкретную скорость, которую можно контролировать и которая будет очень точной.
Дополнительное требование относится к смеси: она должна полностью сгорать. Скорость газового потока должна быть достаточной для того, чтобы пламя не перебрасывалось на верхнюю часть прибора, что весьма и весьма опасно из-за высокого риска взрыва.
С другой стороны, скорость горячего газового потока не должна быть слишком высокой вследствие риска отрыва пламени от мундштука с его последующим затуханием.
Как высчитать оптимальную скорость выхода газового потока?
Нужно учитывать несколько факторов:
- состав горючей смеси;
- диаметр внутренней стенки сопла;
- техническое устройство мундштука.
Средняя скорость находится в пределах 70 – 150 м/сек.
Горелки с инжектором
В качестве горючих газов используются метан, кислород или ацетилен, которые закачиваются в смеситель с помощью инжектора. Это и есть технологическая особенность инжекторного семейства сварочных горелок.
Вот как работает конструкция с инжектором:
- Горючий газ закачивается в смесительную камеру инжектором.
- Кислород поступает из баллона туда же.
- После поступления в смеситель газ смешивается с кислородом воздуха.
- Полученная смесь поступает по трубе в мундштук.
- Давление газа из мундштука должно быть, как минимум 3,5 атмосферы.
У инжекторных моделей есть существенный технологический недостаток, о котором нужно постоянно помнить: смесь горючего газа с кислородом непостоянная, она все время меняет свой состав. Вследствие этого пламя такой газовой горелки по определению не может быть ровным и стабильным.
Используются такие газовые горелки очень широко, несмотря на низкое давление и довольно сложную конструкцию. В них встроена система охлаждения, так как из-за низкого давления сопло с мундштуком нагреваются очень сильно. Поэтому важнейшим моментом является контроль перегрева камеры, чтобы она не взорвалась.
Как работать с газовой горелкой в процессе сварки?

Чертеж горелки для сварки.
Горелки – отличные компаньоны в сварочных процессах автоматического или полуавтоматического типа. Как вы помните, при этих способах сварочная проволока подается автоматически, без помощи рук.
Таким образом, с помощью этих технологий можно добраться до самых труднодоступных участков сварки с минимальными усилиями. Дополнительное преимущество – это то, что практически не остается шлаком и другого мусора. Шов формируется быстро и весьма высокого качества.
Недостатки у данного метода тоже есть. К ним относится весьма недешевая стоимость как основных аппаратов, так и расходных материалов. Вся конструкция довольно тяжелая, которую сложно перемещать.
Этапы в действиях:
- Прежде всего – самая тщательная зачистка поверхностей соединяемых заготовок: ни грамма ржавчины или любого загрязнения. Чистим хорошенько — не тряпочкой, а металлической щеткой и насадками на шлифовальном аппарате.
- Обезжириваем те же поверхности для последующего плотного прилегания металла к металлу.
- Активация газовой горелки с одновременным запуском системы подачи проволоки электрода для старта главного процесса сварки.
- Установка оптимальной скорости подачи проволоки, которая обусловлена природой металлов другими входными факторами.
Перед работой нужно проверить целостность и функционирование инжектора. Это сделать просто: подключить кислородный шланг к ниппелю и поднять давление в аппарате до рабочего уровня.
При проходе кислорода через инжекторную систему в канале горючего газа должно сформироваться разрежение. Проверить его можно с помощью пальца: он будет присасываться к отверстию ниппеля. Если так, подключают и фиксируют оба шланга. После этого смесь поджигается и регулируется величина пламени.
Как только сварка произведена, вентиль баллона с ацетиленом перекрывается. Кислородный кран отключается только вторым. Такой порядок отключения нужно соблюдать в обязательном порядке. В противном случае пламя может ударить прямо в ацетиленовый шланг, что может вызвать взрыв.
Если делать все правильно, все риски оправдываются: шов получается надежным и долговечным.
Популярные виды горелок для сварки
Типы горелок, которые популярны среди сварщиков.
Сварочная горелка для полуавтомата
Основными критериями работы газовой горелки для полуавтоматической сварки являются вид разъема для включения в сварочный аппарат, номинальный сварочный ток и система охлаждения.
Охлаждение самого устройства в данном случае особенно важно. Такого рода модели особенно часто используются для работы в труднодоступных участках.
Полуавтоматическая сварка без применения газа включает в себя формирование сварочной ванны в месте сплавления металлов двух соединяемых заготовок не сопровождается защитой из инертных газов.

Сварка полуавтоматом.
Полуавтоматическая модель имеет три составных элемента:
- сама горелка;
- ее шлейф;
- контактное соединение.
Суть ее работы – физическая связь со сварочным процессом. Подача металлической присадочной проволоки жидкости из системы охлаждения происходит по шлейфу горелки. Такой же путь у сварочного тока, защитного газа или флюса вместо него.
Контактное соединение как элемент горелки необходим для подключения источника сварки и сварочной горелки.
Важная часть – рукоятка устройства. Обычно ее делают из литого материала с хорошей изоляцией. Что же касается наконечников или мундштуков, то их делают из бронзы, разных сплавов меди или неплавящегося вольфрама. Самые качественные – медные и вольфрамовые мундштуки: они самые долговечные и имеют длинный срок использования.
Горелка для аргонодуговой сварки
Нет нужды подтверждать востребованность аргоновой сварки – она была и есть чрезвычайно популярной. По большей части она используется для соединения заготовок из таких металлов как серебра, чугуна и, что особенно ценно, алюминия. Преимуществ у технологии немало, но главное – великолепный и долговечный шов.
У аргоновой горелки есть некоторые нюансы: она работает по своему принципу. Дело в том, что у нее совмещаются принципы аргоновой и дуговой сварки.
Источник питания – это обыкновенный электрический разряд, а аргон или другой инертный газ выполняет роль мощной защиты от проникновения и воздействия кислорода. Потому что вес аргона больше веса кислорода. Электроды при таком способе выбираются вольфрамовые, неплавящиеся.

Горелка для аргонодуговой сварки.
Сварочная горелка для аргонодуговой сварки может различаться по нескольким параметрам:
- мощности горения;
- типу системы охлаждения горелки;
- типу управления пламенем и другими показателями;
- длине электрического кабеля;
- типу подключения к аппарату сварки.
Тип охлаждения в таких устройствах бывает двух типов: воздушный или водяной. Тип управления тоже делится на три варианта: вентильный, с помощью кнопок или универсального характера.
Конструкция устройства простая: специальный шланг для инертного газа, силовая жила и специализированной составной рукоятки. Модель с водяным охлаждением снабжена дополнительным шлангом для воды или другой жидкости.
Рукоятка аргоновой горелки устроена следующим образом: сопло из керамических материалов, цанги, ее корпуса и каппы одного из двух видов – длинной или короткой.
Горелка для сварки типа ТИГ
Устройство этого вида выполняет функцию держателя электрода. Здесь также используется защитный газ. В отличие от других видов горелок здесь нет специального канала для подачи присадочной проволоки, которая подается ручным способом.

Устройство горелки для TIG сварки.
Составные части горелки ТИГ следующие:
- электрод;
- корпус;
- втулка для уплотнения;
- корпус этой втулки;
По ходу процесса сварки электрод помещается в щиток корпуса горелки через втулку, которая хорошо его фиксирует. Щиток для электродов нужно повернуть для закрепления. Держать горелку во время работы нужно под углом не больше 40° по отношению к вертикали.
Данная технология особенно широко применяется в кузовных работах и специальных ремонтных мероприятиях в автомастерских высокого профессионального уровня и с широким спектром услуг. Также он хорош при разного рода строительно-монтажных работах.
Горелка для точечной сварки
У этих моделей множество достоинств и преимуществ перед другими вариантами. Начать нужно с того, что сварочное оборудование здесь работает в разных режимах. И действие устройства также напоминает металлическое соединение в виде точек, а заготовки соединяются с помощью сварочного шва внахлест.
Особенные характеристики точечного способа носит сплошь позитивный оттенок: это и простота исполнения всех операций, и сварочный шов высокого качества, и возможность варить заготовки с разной толщиной кромок.

Инструменты точечной сварки.
Точки на шве фиксируются только на одной стороне, так что эстетические потери здесь минимальные.
Технология очень востребована в чрезвычайно ответственных областях работы с металлами: самолетостроение, приборостроение и другие высокотехнологичные отрасли.
В данной статье перечислены далеко не все возможности и модели горелок из тех, что имеются на современном рынке. Разные технологии предполагают выбор среди разных моделей и марок производителей.
Существуют модели специальных горелок для сварки алюминия или соединения пластмасс. Выбор правильной модели должен быть осознанным и без суеты. Нужно не забыть учесть множество деталей и нюансов: к примеру, разъем для подключения, условия применения при высокой влажности и многое другое.
Помимо промышленных вариантов на рынке имеется большая отдельная группа устройств для специализированных работ и отраслей, название такому устройству — мини газовая горелка. Она применяется в областях, весьма далеких от промышленного производства: от ювелирного дела до стоматологии.
Читайте также: